Результат интеллектуальной деятельности: Способ крепления ступицы на валу
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к соединениям вал - ступица, и предназначено для простого и надежного крепления зубчатых колес, шкивов, звездочек, рычагов и аналогичных деталей на валах с возможностью мобильной регулировки их осевого и углового положения.
Из уровня техники известно соединение вала со ступицей биконическими наружными и внутренними кольцами, разжимаемыми путем сведения с помощью винтов двух промежуточных колец, установленных с двух сторон в кольцевые пазы между биконическими кольцами (Орлов П.И. Основы конструирования. М.: Машиностроение, 1988, кн. 2, с. 304, рис. 638).
Недостатком этого соединения является центрирование по четырем поверхностям, а также неравномерность распределения контактных давлений по их длине.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранное в качестве прототипа устройство для крепления ступицы на валу с помощью двух одинаковых втулок с конической наружной и цилиндрической внутренней поверхностями, изготовленных из упругого материала и противоположно относительно пересечения конических участков размещенных в зазоре между валом и ступицей, со средством их осевого перемещения, выполненного в виде четного количества винтов, размещенных в соответствующих отверстиях, равномерно по окружности сформированных в каждой из упомянутых втулок чередующимися так, что одни из них выполнены резьбовыми под резьбу винта, а другие - с зазором под стержень винта, между которыми поочередно с обоих торцов втулки выполнены пазы, отстоящие от близлежащих отверстий под винты на одинаковое расстояние (Патент РФ на полезную модель №177902, опубл. 15.03.2018 г.).
Недостатком известного устройства для крепления ступицы на валу, в том числе технической проблемой, является низкая степень соосности двух посадочных встречно направленных конических отверстий в ступице, формируемых в процессе их обработки при двух установках детали с различных ее торцов, а также усложняющая конструкцию втулок необходимость выполнения в них резьбовых отверстий под винты, служащие средством осевого перемещения втулок.
В основу заявленного изобретения был положен технический результат - повышение степени соосности двух посадочных конических отверстий в ступице и, следовательно, улучшение условий контакта рабочих поверхностей втулок, ступицы и вала, увеличение за счет этого нагрузочной способности устройства для крепления ступицы на валу и повышение точности расположения детали на валу, а также упрощение конструкции втулок, исключающее необходимость выполнения во втулках резьбовых отверстий под винты.
Технический результат достигается тем, что в способе крепления ступицы на валу, заключающемся в выполнении внутренней поверхности ступицы в виде двух конических встречно-направленных отверстий, в размещении в них двух одинаковых изготовленных из упругого материала втулок с наружной конической и внутренней цилиндрической поверхностями и стягивании их с помощью четного количества винтов, размещенных в отверстиях, равномерно по окружности сформированных в каждой из втулок, между которыми поочередно с обоих торцов втулки выполнены пазы, равноотстоящие от близлежащих отверстий под винты, между двумя коническими отверстиями ступицы выполняют цилиндрический участок, формируемый совместно с расточкой первого конического отверстия в ступице и служащий для базирования детали после ее поворота при обработке второго конического отверстия с другого торца ступицы, размещают в нем цилиндрическое кольцо, имеющее удвоенное по сравнению с количеством винтов в каждой из втулок количество равномерно расположенных по окружности резьбовых отверстий под винты, а стягивание втулок осуществляют завинчиванием винтов в резьбовые отверстия кольца.
Изобретение поясняется графическими изображениями.
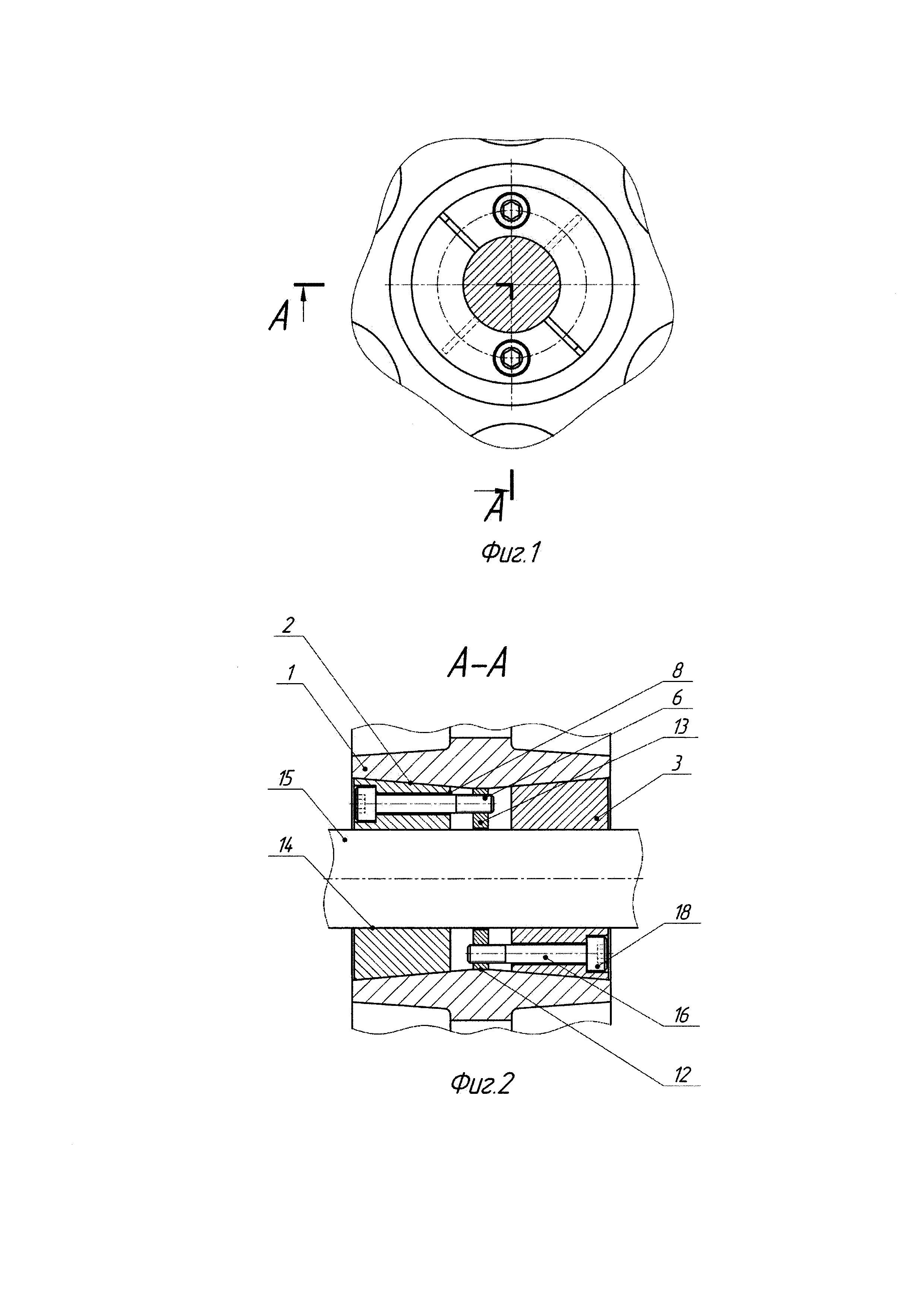
На фиг. 1 изображен вид с торца ступицы на устройство крепления ступицы на валу.
На фиг. 2 изображен разрез А-А на фиг. 1.
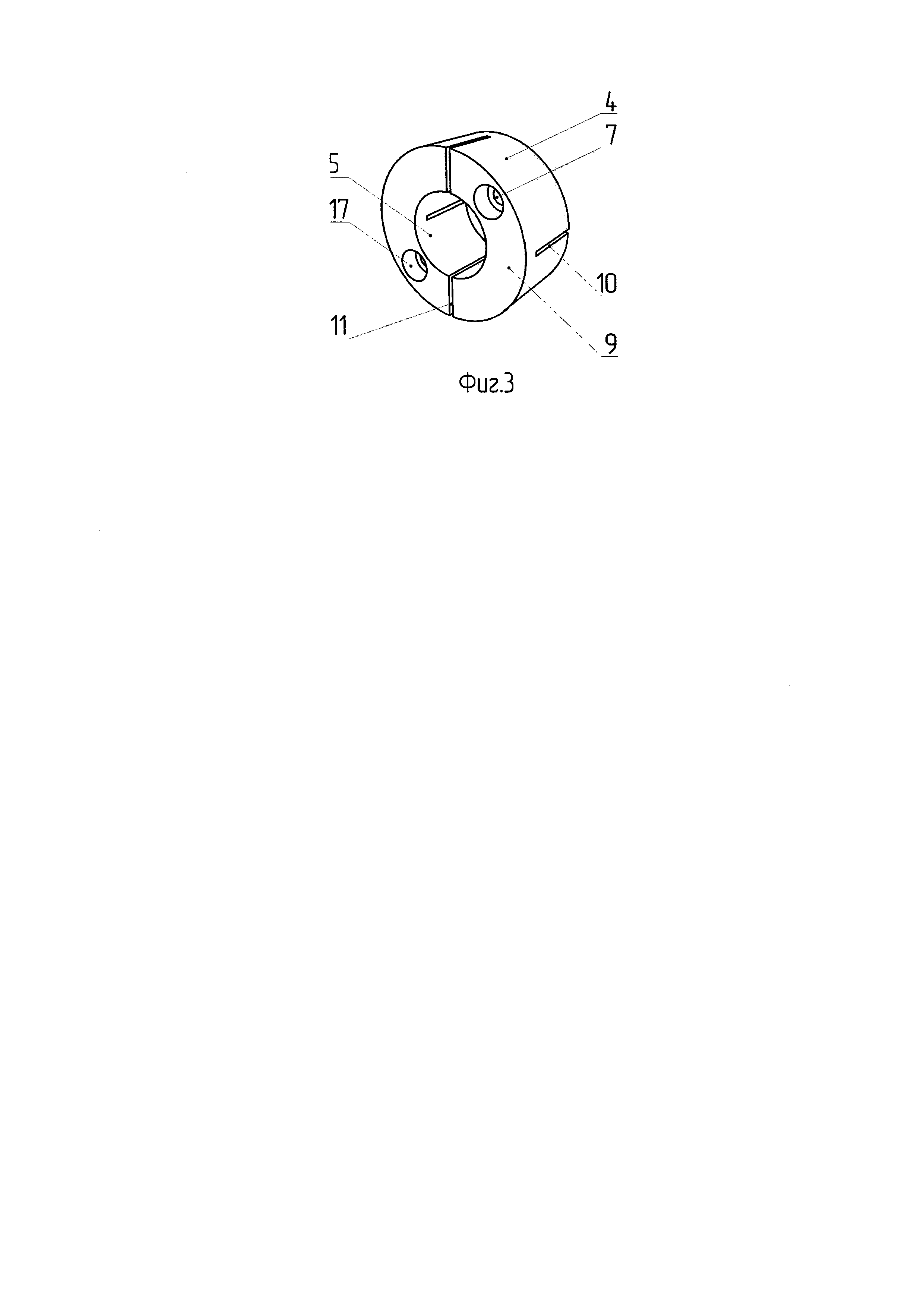
На фиг. 3 изображена втулка в изометрии.
Способ крепления ступицы на валу заключается в выполнении внутренней поверхности ступицы 1 (см. фиг. 2) в виде двух конических встречно направленных отверстий 2, в размещении в них двух одинаковых изготовленных из упругого материала втулок 3 с конической наружной 4 (см. фиг. 3) и цилиндрической внутренней 5 поверхностями и стягивании их с помощью четного количества винтов 6 (см. фиг. 2), размещенных в отверстиях 7 (см. фиг. 3), равномерно по окружности сформированных в каждой из втулок 3, между которыми поочередно с обоих торцов 8 (см. фиг. 2) и 9 (см. фиг. 3) втулки 3 выполнены пазы 10 и 11, равноотстоящие от близлежащих отверстий 7 под винты 6, а также в том, что между двумя коническими отверстиями 2 (см. фиг. 2) ступицы 1 выполняют цилиндрический участок 12, формируемый совместно с расточкой первого конического отверстия 2 ступицы 1 и служащий для базирования детали после ее поворота при обработке второго конического отверстия 2 с другого торца ступицы 1, размещают в нем цилиндрическое кольцо 13, имеющее удвоенное по сравнению с количеством винтов 6 в каждой из втулок 3 количество резьбовых отверстий под винты 6, а стягивание втулок 3 осуществляют завинчиванием винтов 6 в резьбовые отверстия кольца 13.
Заявленный способ крепления ступицы на валу характеризуется достижением высокой степени соосности двух посадочных конических отверстий 2 в ступице1 путем использования при их формировании в качестве базы цилиндрического участка 12, что обеспечивает хорошие условия контакта рабочих поверхностей 4 и 5 втулок 3 с внутренними коническими поверхностями 2 ступицы 1 и цилиндрической поверхностью 14 вала 15, а, следовательно, увеличение нагрузочной способности соединения вал-ступица и повышение точности расположения детали на валу 15. Кроме того, использование цилиндрического кольца 13, имеющего удвоенное по сравнению с количеством винтов в каждой из втулок 3 количество резьбовых отверстий для завинчивания в них винтов 6 с целью стягивания втулок 3, упростило конструкцию втулок 3, исключив необходимость выполнения во втулках 3 резьбовых отверстий под винты 6.
Отверстия 7 во втулках с зазором под стержень 16 винта бмогут быть выполнены со стороны торца 9, обращенного вовне ступицы 1, с гнездом 17 (см. фиг. 3) под головку 18 (см. фиг. 2) винта 6.
Сборка устройства для осуществления способа крепления ступицы на валу производится следующим образом.
На вал 15 устанавливают втулку 3 торцом 8 в ту сторону, с которой будут монтировать деталь, предназначенную для закрепления на валу, и надвигают деталь ступицей 1 на втулку 3. После этого, в свободный зазор между ступицей 1 и валом 15 устанавливают осевым перемещением по валу
15 цилиндрическое кольцо 13, размещая его в цилиндрическом участке 12 внутри ступицы 1, а затем таким же осевым перемещением вводят внутрь ступицы вторую втулку 3 торцом 9 наружу. Перемещением вдоль оси вала 15 собранного комплекта из цилиндрического кольца 13 и 2-х втулок 3 вместе со ступицей 1 размещают тот в нужном осевом положении, а поворотом вокруг оси вала 15 - в нужном угловом положении и приступают к фиксации всего комплекта на валу 15. Для этого вводят снаружи с двух сторон ступицы 1 в отверстия 7 обеих втулок 3 необходимое четное количество винтов 6, независимым поворотом вокруг своих осей обеих втулок 3 внутри ступицы 1 добиваются совпадения осей винтов 6 в каждой втулке с осями удвоенного количества резьбовых отверстий в кольце 13, причем в каждое такое резьбовое отверстие вворачивают только один винт со стороны наружных торцов 9 чередующихся втулок 3, и ввинчивают все винты 6 с двух сторон ступицы 1 до тех пор, пока головки винтов 18 полностью не войдут в гнезда для них 17 в обеих втулках 3, а при исполнении втулок 3 без гнезд 17 под головку винта 18, - пока головки винтов 18 не прижмутся к наружным торцам 9 втулок 3, и затягивают винты 6, стягивая между собой каждую из втулок 3 и кольцо 13, то есть втягивая внутрь ступицы обе втулки 3 с осевой силой такой величины, которая необходима для создания соответствующих сил трения на двух наружных конических поверхностях 4и двух внутренних поверхностях 5 двух втулок 3, которые будут достаточны для обеспечения передачи соединением с вала 15 на ступицу 1 (или наоборот) крутящего момента заданной величины.
Разборка устройства осуществляется в обратном порядке.
Вывинчивают и вынимают из обеих втулок 3 с двух сторон ступицы 1 все винты 6, вынимают из ступицы 1 и снимают с вала 15 одну из втулок 3 и кольцо 13, затем либо в ту же сторону с оставшейся на валу 15 второй втулки 3 снимают закрепленную посредством втулок 3 на валу 15 деталь, а потом с вала 15 снимают оставшуюся на нем втулку 3, либо с вала 15 снимают деталь вместе с остающейся в ней одной втулкой 3 с последующим извлечением этой втулки 3 из ступицы 1.
Заявленное техническое решение, а именно выполнение внутренней поверхности ступицы закрепляемой на валу детали с дополнительным по сравнению с прототипом третьим цилиндрическим участком, расположенным между двумя коническими отверстиями, формируемым совместно с расточкой первого конического отверстия и служащим для базирования детали после ее поворота при обработке второго конического отверстия с другого торца ступицы с целью достижения высокой степени соосности двух посадочных конических отверстий в ступице, а также для размещения в нем цилиндрического кольца с удвоенным по сравнению с количеством винтов в каждой втулке количеством резьбовых отверстий под винты, затягиванием которых в резьбовые отверстия в кольце осуществляется стягивание втулок внутри ступицы, что позволяет точнее центрировать ступицу на валу, надежнее крепить деталь, обеспечивая лучший контакт наружных конических и внутренних цилиндрических поверхностей втулок со ступицей и валом соответственно, и повысить передаваемый с вала на ступицу (или наоборот) рабочий крутящий момент, а также упростить конструкцию втулок, выполняя их без резьбовых отверстий.
Экспериментально (методом компьютерного моделирования) установлено, что нагрузочная способность соединения вала со ступицей при использовании заявленного технического решения при прочих равных параметрах повышается до 20% и выше.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения, обеспечивает при реализации изобретения получение заявленного технического результата - повышение степени соосности двух посадочных конических отверстий в ступице и, следовательно, улучшение условий контакта рабочих поверхностей втулок, ступицы и вала, увеличение за счет этого нагрузочной способности устройства для крепления ступицы на валу и повышение точности расположения детали на валу, а также упрощение конструкции втулок, исключающее необходимость выполнения во втулках резьбовых отверстий под винты.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению, в частности, к соединениям вал - ступица, и может быть использован для закрепления зубчатых колес, шкивов, звездочек, рычагов и аналогичных деталей на валах;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Способ крепления ступицы на валу, заключающийся в выполнении внутренней поверхности ступицы в виде двух конических встречно-направленных отверстий, в размещении в них двух одинаковых изготовленных из упругого материала втулок с наружной конической и внутренней цилиндрической поверхностями и стягивании их с помощью четного количества винтов, размещенных в отверстиях, равномерно по окружности сформированных в каждой из втулок, между которыми поочередно с обоих торцов втулки выполнены пазы, равноотстоящие от близлежащих отверстий под винты, отличающийся тем, что между двумя коническими отверстиями ступицы выполняют цилиндрический участок, формируемый совместно с расточкой первого конического отверстия в ступице и служащий для базирования детали после ее поворота при обработке второго конического отверстия с другого торца ступицы, размещают в нем цилиндрическое кольцо, имеющее удвоенное по сравнению с количеством винтов в каждой из втулок количество равномерно расположенных по окружности резьбовых отверстий под винты, а стягивание втулок осуществляют завинчиванием винтов в резьбовые отверстия кольца.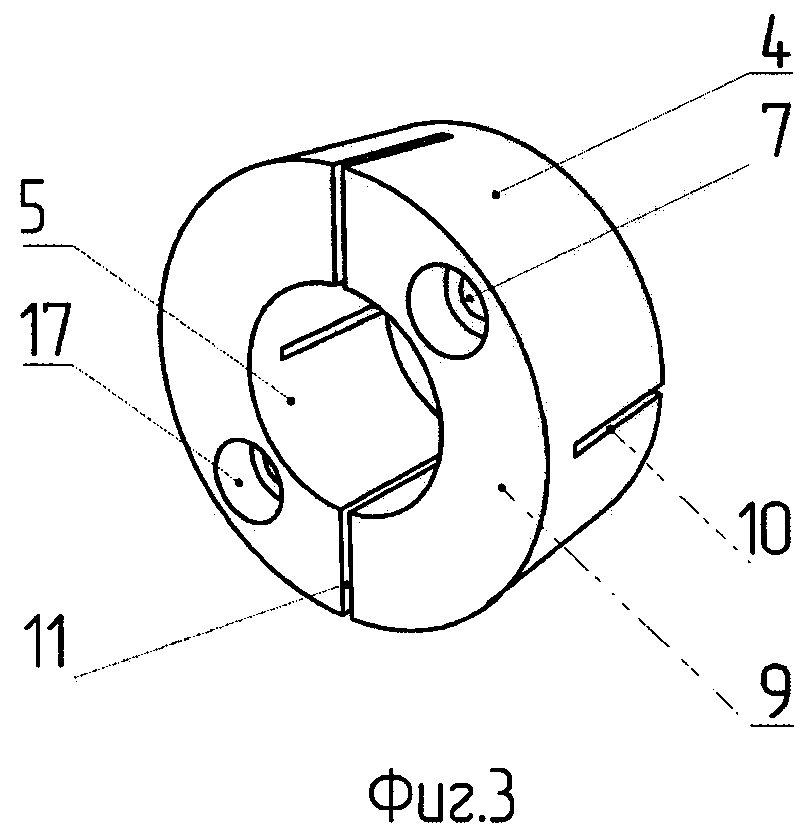
Способ изготовления композиционного материала для электрических разрывных контактов и материал
Способ штамповки изделий из высокопрочного чугуна
Способ изготовления плоских деталей из высокопрочного чугуна
Способ мониторинга электронно-пучковой технологии поверхностного легирования и термообработки в вакуумных камерах
Способ управления с помощью тока процессом кристаллизации жидкого токопроводящего материала в 3d-принтере
Антифрикционный алюминиевый литейный сплав для монометаллических подшипников скольжения
Источник быстрых нейтральных молекул
Способ оперативной оценки результатов электронно-пучкового термического воздействия на объекты в вакуумной камере
Антифрикционный алюминиевый литейный сплав для монометаллических подшипников скольжения
Устройство для синтеза покрытий
Способ достижения соосности двух конических внутренних поверхностей ступицы

