Результат интеллектуальной деятельности: Способ штамповки изделий из высокопрочного чугуна
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности, к области обработки металлов давлением и может быть использовано при штамповке изделий из высокопрочного чугуна.
В машиностроении одной из главных проблем является повышение качества и эксплуатационных свойств изделий при уменьшении затрат на их изготовление. В частности, актуальна задача коренного улучшения качества изделий из чугуна. Чугуны используются для изготовления гильз двигателей внутреннего сгорания и компрессоров, пальцев траков гусеничных машин, шестерен, распределительных и коленчатых валов, зубчатых колес и других изделий. Традиционно эти изделия изготавливаются методами литья с последующей механической обработкой.
Одним из способов повышения прочностных и пластических свойств чугунных изделий является отливка их из чугуна с шаровидным графитом - высокопрочного чугуна, объем производства отливок из которого с каждым годом возрастает. Этот материал, по сравнению с углеродистой сталью или серым чугуном, обладает рядом преимуществ. Высокопрочный чугун характеризуется лучшими литейными свойствами, более плотной структурой, обладает высоким сопротивлением износу. Для него характерны: высокая теплостойкость, хладостойкость, коррозионная стойкость, он может подвергаться сварке и автогенной резке.
Однако в процессе литья изделий образуется большое количество брака по характерным литейным дефектам, которые частично можно устранить методами обработки металлов давлением. Поэтому деформирование литых заготовок из чугуна открывает весьма широкие перспективы повышения надежности и долговечности деталей машин и механизмов.
Поиск показал, что в настоящее время, помимо ряда исследовательских работ преимущественно теоретического характера, отсутствует положительный практический опыт изготовления штамповкой деталей из высокопрочного чугуна с получением стабильных гарантированных показателей штампованных изделий.
Начиная с 30-х годов прошлого века были опробованы различные способы деформирования чугуна и установлено, что этот процесс обладает определенной спецификой и существенно изменяет структуру и свойства литых заготовок.
К числу немногих известных, принятому за прототип, относится способ изготовления изделий (типа шестерня) из высокопрочного чугуна, согласно которому металл заливают в форму и охлаждают в интервале температур эвтектического затвердевания со скоростью 6-10°C/с, отливку извлекают из формы, нагревают до 950±50°C и штампуют в закрытом штампе со степенью деформации 70-90% поверхности и не более 10% внутренней части изделия (Авторское свидетельство СССР №1731836 А1, опубл. 07.05.1992).
К недостаткам известного способа следует отнести сложность его реализации и низкие технологические возможности, обусловленные, во первых, обязательностью комбинирования операции штамповки с оригинальной операцией литья, т.е. способ в большей степени можно отнести к комбинированной технологии, нежели к технологическому переходу, в частности - штамповки, а во вторых, обязательные ограничения по степени деформации существенно ограничивают номенклатуру изготавливаемых изделий.
Задачей изобретения является создание способа штамповки изделий из высокопрочного чугуна с получением стабильных гарантированных физических и эксплуатационных показателей.
Технический результат - повышение технологических возможностей за счет исключения ограничений по степени деформации получаемого изделия.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе штамповки изделий из высокопрочного чугуна, включающем нагрев заготовки и ее пластическую деформацию в закрытом штампе, нагрев заготовки осуществляют до температуры Т1, деформацию заготовки в штампе с приданием ей формы изделия сопровождают ее монотонным охлаждением с температуры Т1 до температуры Т2 в процессе пластической деформации и с температуры Т2 до температуры Т3 по завершении пластической деформации с сохранением давления в штампе ниже предела текучести высокопрочного чугуна, далее при сохранении давления в штампе ниже предела текучести высокопрочного чугуна осуществляют непрерывное охлаждение заготовки до температуры Т4 со скоростью Vo и далее до температуры Т5, при этом соблюдают следующие условия: 950°C<Т1<TC; 950°С≤Т2<TC; ТАп≤Т3<950°C; Vo>Vкр; Т4≤ТМн; Т5≤ТМк, где TC - температура солидус высокопрочного чугуна; ТАп - температура начала аустенитно-перлитных превращений в высокопрочном чугуне; Vкр - критическая скорость охлаждения - минимальная скорость, при которой происходит бездиффузионное превращение аустенита в мартенсит; ТМн - температура начала фазовых превращений аустенита в мартенсит в высокопрочном чугуне; ТМк - температура конца фазовых превращений аустенита в мартенсит в высокопрочном чугуне, предпочтительно устанавливать Т1=1147°C, Т2=950°C, Т3=727°C, Т4=250°C, Т5=20°C, Vo=80°C/с.
Изобретение поясняется чертежами:
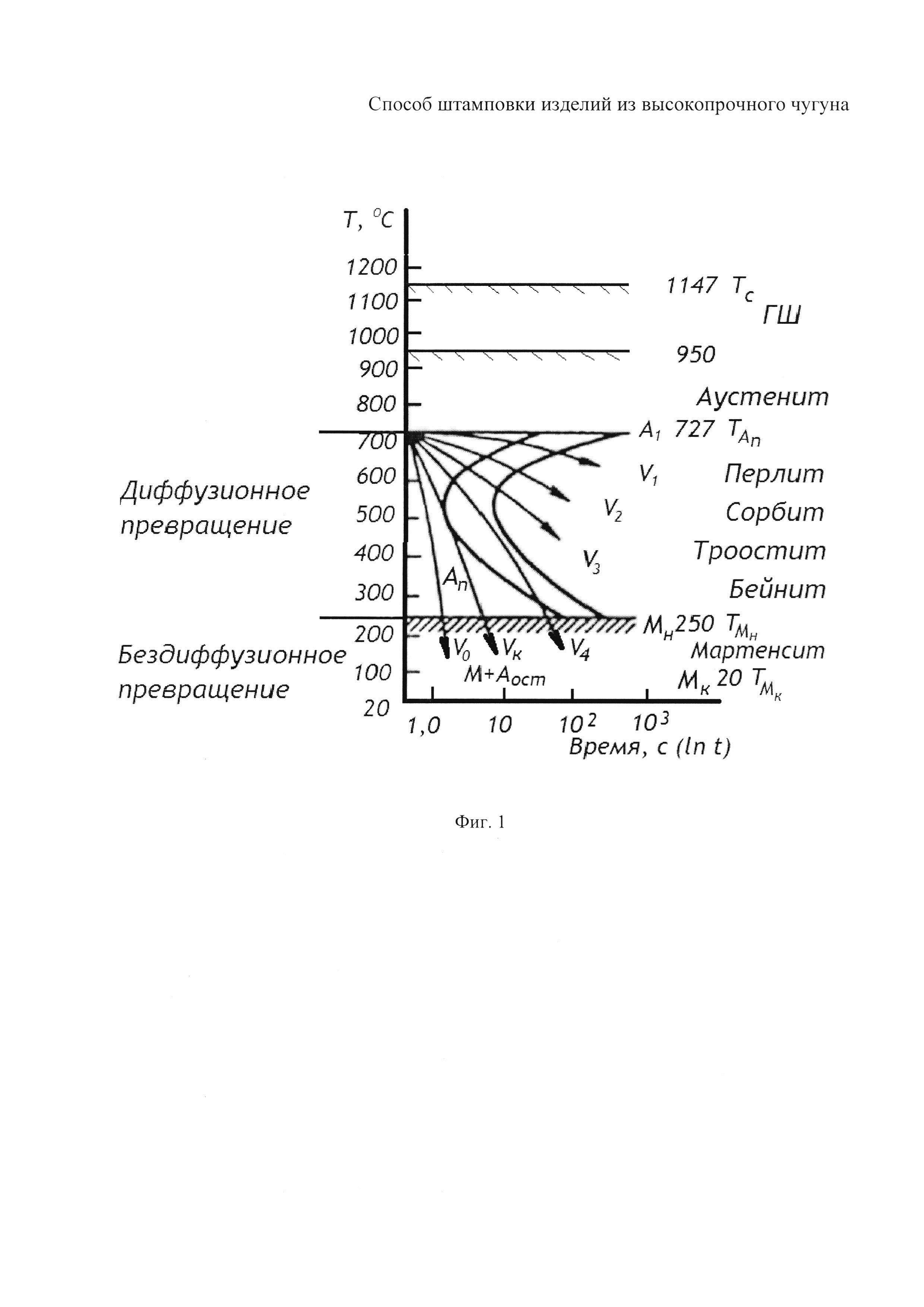
Фиг. 1 - диаграмма фазовых превращений высокопрочного чугуна в процессе реализации заявленного способа;
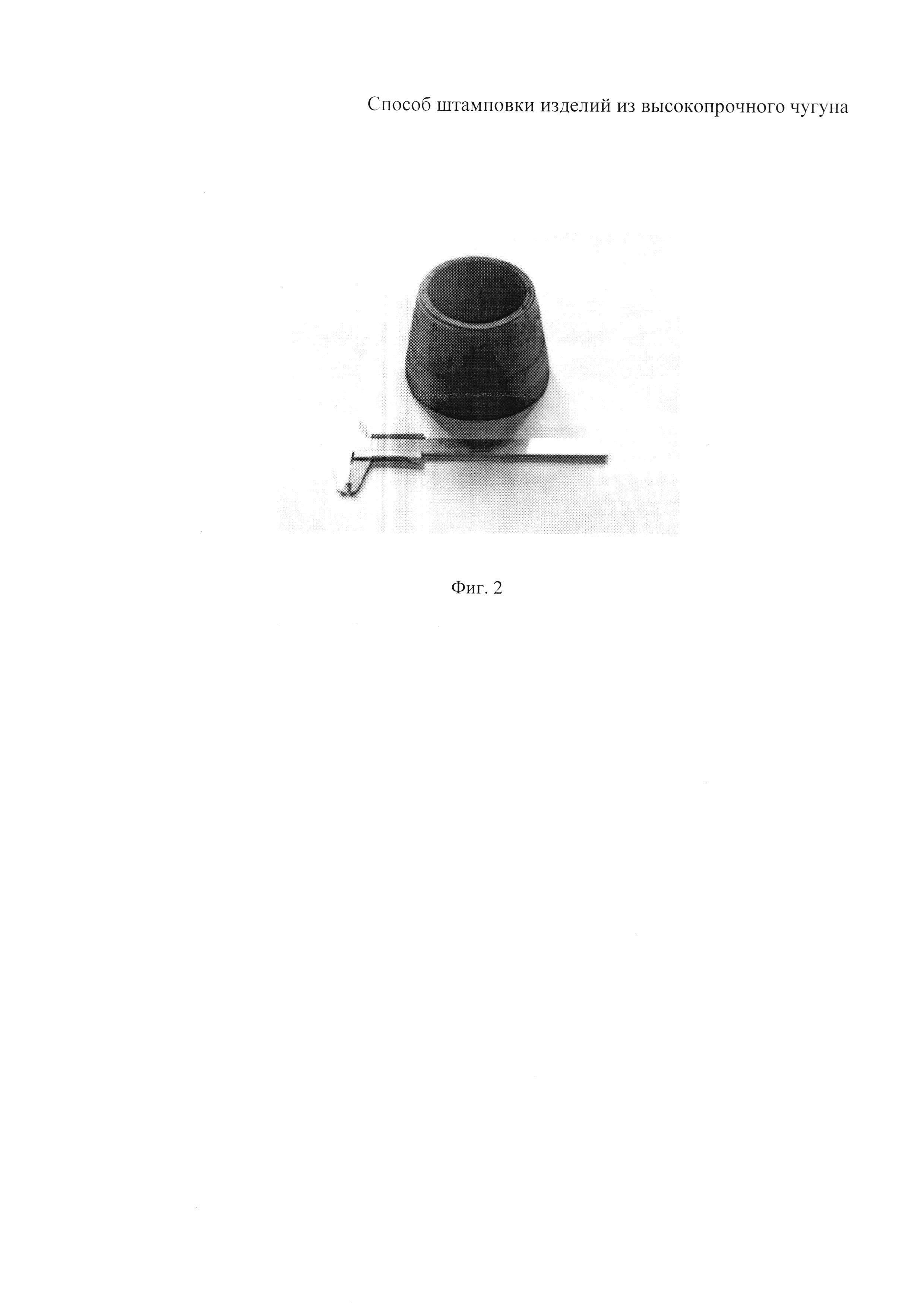
Фиг. 2 - изделие «переходник конический».
Обозначения, приведенные на изображениях, имеют следующий смысл:
ГШ - температурный интервал горячей штамповки высокопрочного чугуна;
А1 - соответствует температуре ТАп начала аустенитно-перлитных превращений в высокопрочном чугуне;
Ап - аустенит переохлажденный;
Мн - соответствует температуре ТМн начала фазовых превращений аустенита переохлажденного в мартенсит в высокопрочном чугуне;
Мк - соответствует температуре ТМк конца фазовых превращений аустенита переохлажденного в мартенсит в высокопрочном чугуне;
М - мартенсит;
Аост - аустенит остаточный
Изобретение основано на следующем.
Экспериментально установлено, что высокопрочный чугун (в определении и номенклатуре действующего в РФ на момент подачи заявки ГОСТ 7293-85. Чугун с шаровидным графитом для отливок. Марки) обладает пластичностью, достаточной для его пластической деформации в изделие с сохранением сплошности материала и его физико-механических характеристик у изделия не хуже, чем в литом изделии, в интервале температур горячей штамповки (ГШ) от 950°C до температуры солидус Тс=1147°С. При этом, как показывают эксперименты, попытки штамповки выше температуры солидус приводят к разрушению заготовки и/или ее элементов ввиду собирательной рекристаллизации и/или оплавления по границам зерен. При температуре ниже 950°C резко увеличивается сопротивление деформированию высокопрочного чугуна с одновременным снижением пластичности, что приводит к появлению трещин и иного рода разрушений в изделии. Несмотря на небольшой температурный перепад, который составляет всего 197°C, его следует строго выдерживать при штамповке высокопрочного чугуна для исключения возможности получения бракованных изделий.
Процесс охлаждения отштампованного из высокопрочного чугуна изделия сопровождается следующими фазовыми превращениями. При охлаждении высокопрочного чугуна до температуры выше ТАп аустенит в его структуре является стабильным и его превращения в этих условиях протекать не могут. Для перехода аустенита в метастабильное состояние переохлажденного аустенита Ап требуется температура ниже точки А1, при этом он превращается в более стабильные ферритно-цементитные структуры. Левая кривая на Фиг. 1 соответствует началу превращения аустенита переохлажденного Ап в феррит + цементит. Правая кривая соответствует концу превращения аустенита переохлажденного Ап в феррит + цементит. Влияние скорости охлаждения на степень переохлаждения аустенита (температуру распада) относительно равновесной температуры ТАп показана на диаграмме (Фиг. 1). С увеличением скорости охлаждения понижается температура распада аустенита и тем мельче зерна образующейся ферритно-цементитной структуры. При низкой скорости охлаждения V1 переохлажденный аустенит Ап переходит в перлит, при увеличении скорости V2 образуется сорбит, при еще большей скорости V3 - троостит. Бейнит при непрерывном охлаждении аустенита обычно не образуется. При охлаждении со скоростью V0, превышающей критическую скорость Vкр аустенит переохлаждается до температуры ТМн, соответствующей точке Мн, и переходит в мартенсит. Однако не весь аустенит переходит в мартенсит, поэтому в структуре присутствует остаточный аустенит Аост. Значение критической скорости охлаждения зависит от устойчивости аустенита, определяющейся химическим составом высокопрочного чугуна.
В качестве иллюстрации заявленного способа рассмотрим следующий пример. Штамповке подвергались заготовки, изготовленные из центробежно-литых труб, из чугуна марки ВЧ-40, химический состав которого представлен в табл. 1, а механические характеристики в табл. 2.
Технологический процесс обжима из центробежно-литых труб коническим инструментом «переходника конического» с условным диаметром проходного сечения Dy=100 мм включает: отрезку мерной трубной заготовки с толщиной стенки 6 мм, внешним диаметром 119,8 мм и длиной 100 мм; предварительный нагрев заготовки до 1147°C (нагрев до 1146,(9)°C был бы предпочтительнее, однако с учетом характерной измерительной/установочной ориентировочно полупроцентной погрешности следует считать оптимальной Т1=1140°C); обжим заготовки в конической матрице с углом α=17°34' до внешнего диаметра 56,46 мм, с калибровочным размером Lкал=5 мм. Поскольку обжим коническим инструментом сопровождается благоприятным для высокопрочного чугуна напряженным состоянием со схемой всестороннего неравномерного сжатия при соблюдении упомянутых температурно-скоростных условий, то при коэффициенте обжима в этом примере Кобж=2,12 разрушения элементов заготовки не происходило, несмотря на высокую степень деформации ε=78% по всей толщине стенки. При этом температурно-скоростные условия охлаждения изделия как в процессе формоизменения при обжиме, так и после него, полностью соответствовали заявленному способу: 950°C<Т1<TC; 950°С≤Т2<TC; ТАп≤Т3<950°C; Vo>Vкр; Т4≤ТМн; Т5≤ТМк. Отштампованное изделие «переходник конический» представлено на Фиг. 2.
В рассмотренном примере скоростное условие охлаждения в штампе выполняется Vо>Vкр, т.к. тонкостенное изделие контактирует с массивными деталями штампа, температура которых относительно невелика Тшт=150°С, при этом температурный напор составляет ΔТ=1147-150=997°С. С учетом наружной и внутренней площадей контакта изделия с формоизменяющими деталями штампа и действующего в процессе охлаждения давления скорость охлаждения составляет Vo=80°C/с.
Таким образом, температурно-скоростные режимы, описанные в изобретении необходимо жестко выдерживать, которые изменяются на разных этапах реализуемой технологии и сопровождаются структурными превращениями. На этапе формоизменения в условиях горячей штамповки деформируется аустенитная структура, имеющая достаточно высокий показатель пластичности, поэтому на этом этапе разрушения заготовки не происходит. Далее при постоянном давлении и непрерывном охлаждении аустенит переохлажденный превращается в мартенсит, что сопровождается, с одной стороны, релаксацией остаточных напряжений в высокопрочном чугуне с повышением его пластических свойств, а с другой стороны, увеличением прочностных характеристик, т.к. мартенсит обладает повышенной прочностью. В совокупности это определяет хорошую штампуемость с приданием заготовке необходимой формы, а по завершении перехода аустенита переохлажденного в мартенсит изделие из высокопрочного чугуна приобретает высокое прочностные свойства, что также препятствует зарождению микротрещин, несмотря на высокую интенсивность накопленной деформации в процессе обработки давлением.
Исходя из вышесказанного, можно сделать вывод о том, что при реализации изобретения поставленная задача - создание способа штамповки изделий из высокопрочного чугуна с получением стабильных гарантированных физических и эксплуатационных показателей - решена, а заявленный технический результат - повышение технологических возможностей за счет исключения ограничений по степени деформации получаемого изделия - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле изобретения признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению, в частности, к области обработки металлов давлением и может быть использовано при штамповке изделий из высокопрочного чугуна;
- для заявленного объекта в том виде, как он охарактеризован в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Устройство адаптивного управления станком
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ изготовления деталей типа "стакан с фланцем"
Штамп для углового прессования
Способ углового прессования
Способ получения композиционного плакированного порошка для нанесения покрытий
Способ получения наноструктурированного конгломерированного порошкового материала для нанесения покрытий методами газодинамического и газотермического напыления
Устройство для канального углового прессования
Устройство для канального углового прессования
Штамп совмещенного действия для получения изделия с осесимметричным фланцем из трубной заготовки
Способ получения композиционного армированного порошкового материала
Вертикальный штамповочный молот с гидравилическим приводом

