Результат интеллектуальной деятельности: Способ оперативной оценки результатов электронно-пучкового термического воздействия на объекты в вакуумной камере
Вид РИД
Изобретение
Изобретение относится к машиностроению, преимущественно к термической и химико-термической обработке металлов и сплавов в вакуумной камере импульсными электронными пучками, и может быть использовано для мониторинга результирующих показателей процесса обработки.
Попытки наладить мониторинг электронно-лучевых технологий начинались с контроля процесса электронно-лучевой сварки для улучшения фокусировки электронного луча (1. Авторское свидетельство №1468700, 1989 г.; 2. Патент РФ №2183153, 2002 г.; 3. Патент РФ №2519155, 2006 г.). Эти способы не обладают достаточным быстродействием и не предназначены для контроля импульсного воздействия на объект не фокусируемым пучком.
Из уровня техники известны способы мониторинга фазовых превращений, сопровождающих термическое воздействие, заключающиеся в том, что границы фазовых переходов определяют с помощью датчика акустической эмиссии, присоединяемого к обрабатываемому образцу (патент РФ №2433190, опубл. 10.11.2011; 2. Вьюненко Ю.Н., Черняева Е.В. Особенности акустической эмиссии при мартенситных превращениях в сплаве TiNi.//Вестник Тамбовского университета. Серия: естественные и технические науки. Т. 21, №31. 2016. С. 917-921).
Основным недостатком приведенного аналога является то, что датчик акустической эмиссии устанавливается в непосредственной близости от обрабатываемого образца. Такой способ затруднительно использовать в вакуумной камере при подаче высокоэнергетических электронных импульсов, поскольку рядом с электронной пушкой возникают мощные электромагнитные помехи, выводящие из строя и сам датчик, и расположенную рядом аппаратуру. Кроме этого, провода, подсоединяемые к датчику, подвергаются термическому воздействию, загрязняют среду и создают трудности для организации их вакуумного ввода и надежного функционирования устройств, установленных в вакуумной камере.
Наиболее близким к предлагаемому способу по количеству общих существенных признаков и достигаемому техническому результату - прототипом - является способ мониторинга фазовых превращений в облучаемом объекте при изменении его температуры, заключающийся в том, что к обрабатываемой заготовке присоединяют волновод, выходящий за пределы зоны обработки, на котором закрепляют датчик виброакустических (ВА) колебаний, информация с которого обрабатывается с помощью компьютера (Воронцов В.Б., Журавлев Д.В. Связь структуры сигналов акустической эмиссии при кристаллизации А1 с механизмом формирования твердой фазы из расплава.//Вестник Новгородского государственного университета, №67. 2012. С. 8-13).
Основным недостатком известного технического решения является то, что оно не предназначено для работы в вакуумной камере в условиях мощных электромагнитных помех. Волновод, выполненный в виде полого цилиндрического стержня с прямолинейной осью, предназначен для установки внутри его термопары в рабочей зоне и вывода необходимой проводки к регистрирующей аппаратуре, а также для безопасного контакта датчика акустической эмиссии с зоной высоких температур. С помощью описанного волновода нельзя вывести датчик акустической эмиссии из зоны электромагнитных помех на достаточное расстояние. Это связано с невозможностью его изгиба, большим диаметром и быстрым затуханием высокочастотных колебаний (акустическая эмиссия предполагает регистрацию колебаний в частотном диапазоне от 50 до 1000 кГц) с ростом расстояния до источника вибраций. Эксперименты показали, что для надежной регистрации колебаний при работе электронной пушки необходимо регистрирующую аппаратуру относить на 2 и более метров от зоны обработки.
Технической проблемой, на решение которой направленно заявленное изобретение, является уменьшение влияния электромагнитных помех, упрощение процедуры регистрации сигналов вибраций при облучении деталей в вакуумной камере с помощью электронной пушки, упрощение процедуры сравнения объемов происходящих в детали превращений с эталонным значением по параметрам сигналов вибраций.
Технический результат заключается в повышении точности настройки аппаратуры, определяющей параметры импульсов электронного пучка воздействующего на объект, и обеспечении производительности электронно-пучковой обработки.
Поставленный технический результат достигается тем, что в способе мониторинга структурных, фазовых и химических преобразований в приповерхностном слое обрабатываемых объектов в вакуумных камерах под воздействием электронно-пучковых импульсов, заключающемся в присоединении к обрабатываемому объекту волновода, выходящего за пределы вакуумной камеры через вакуумный ввод, закреплении на волноводе датчика колебаний и обработке информации с последнего с помощью компьютера, в качестве волновода используют гибкую проволоку, в качестве датчика колебаний используют акселерометр с частотной характеристикой, охватывающей частотный диапазон до 100 кГц, в процессе воздействия импульса электронного пучка регистрируют зависимости текущих эффективных значений сигналов, поступающих с акселерометра, от времени в двух частотных диапазонах до момента падения амплитуды сигналов до уровня фоновых шумов, в качестве частотных диапазонов выбирают октавную полосу с наибольшим эффективным значением амплитуды сигнала, и соседнюю более высокочастотную октаву, определяют период времени «Т», в течение которого амплитуда сигнала превышала фоновое значение, вычисляют эффективное значение сигнала «А» на всем периоде «Т», оценивают энергию «U» сигнала по формуле: U=A2Т (1), и по величине «U» судят о достаточности энергии электронно-лучевого импульса и о результатах произошедших фазовых превращений.
Сущность заявленного изобретения поясняется следующим:
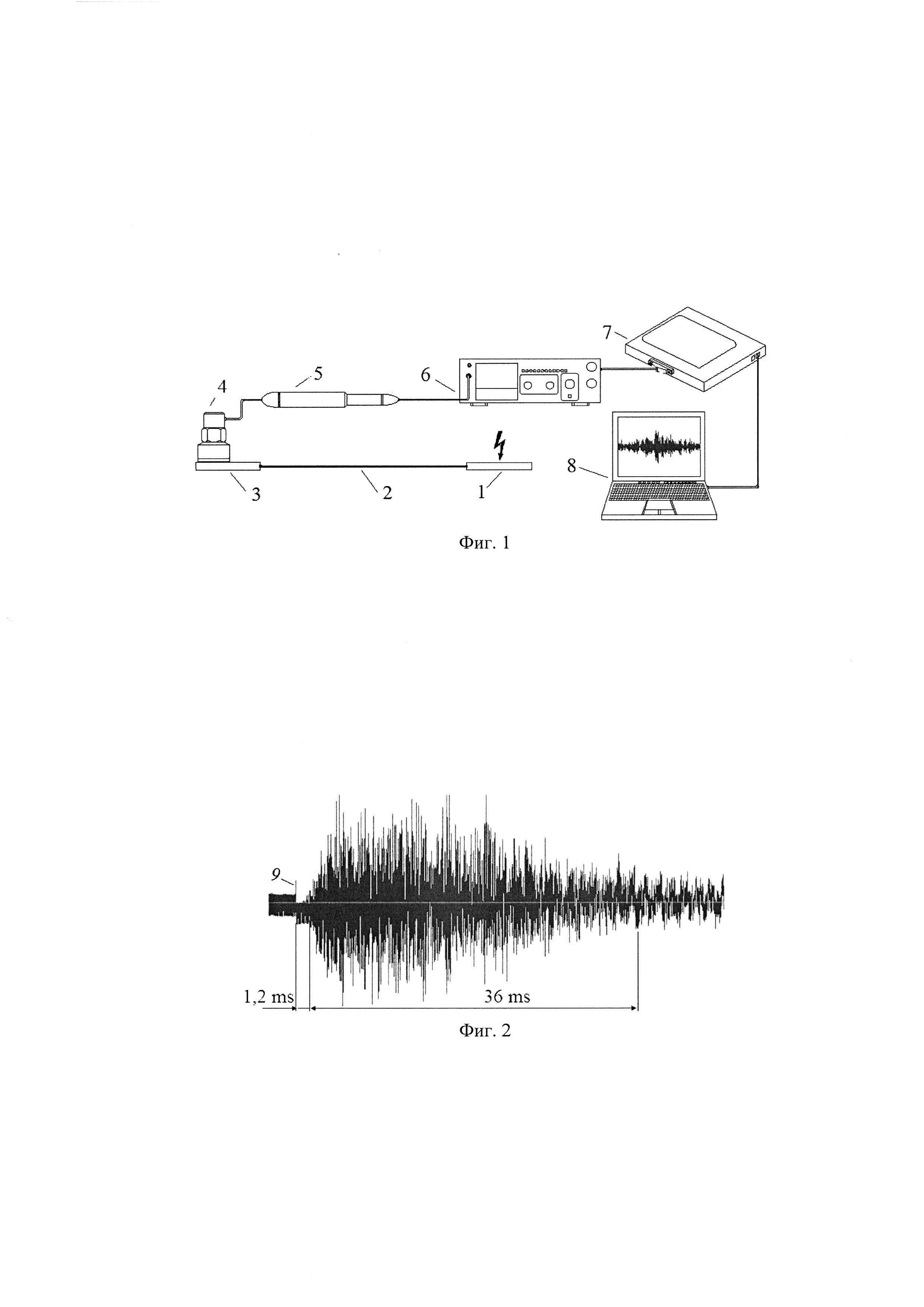
на фиг. 1 - схема установки аппаратуры для записи и анализа виброакустических (ВА) сигналов с акселерометра, возникающих после подачи электронного импульса;
на фиг. 2 - пример ВА сигнала, возникшего после подачи электронного импульса;
на фиг. 3 - пример изменения эффективной амплитуды (время осреднения 1 мс) в частотном диапазоне 11-22 кГц с указанием периода времени «Т», когда ВА сигнал превышал фоновое значение, и эффективной амплитуды «А» для всего периода «Т» при облучении алюминиевой пластины;
на фиг. 4 - пример изменения показателя U (формула 1) в частотном диапазоне 11-22 кГц при подаче электронного импульса с разным зарядным напряжением на алюминиевую пластину.
В соответствии с изобретением на фиг.1 показана схема, реализующая аппаратную часть предлагаемого способа, где с обрабатываемым образцом 1 контактирует волновод 2, выполненный из гибкой проволоки, противоположный конец которого присоединен к принимающей пластине 3, на которой установлен датчик 4 колебаний, выполненный в виде акселерометра, выход которого подключен к предусилителю 5, подключаемому к аналоговому усилителю 6, на выходе которого установлен аналого-цифровой преобразователь (АЦП) 7, данные которого с помощью компьютера 8 сохраняются для последующей обработки и для вывода изображения на монитор компьютера 8.
На фиг. 2 показан пример ВА сигнала, возникшего в результате подачи электронного импульса на обрабатываемый образец 1. На примере показан короткий импульс 9, возникший в результате электромагнитной помехи в момент подачи электронного импульса, и временной участок в 1,2 мс, соответствующий запаздыванию ВА сигнала по отношению к электронному импульсу. На протяжении последующих 36 мс происходит выброс основной энергии ВА сигнала.
На Фиг. 3 показан пример графика изменения эффективной амплитуды (время осреднения 1 мс) в частотном диапазоне 11-22 кГц с указанием периода времени «Т», когда ВА сигнал превышал фоновое значение, и эффективной амплитуды «А» для всего периода «Т» при облучении алюминиевой пластины. По этим данным можно с помощью формулы (1) подсчитать величину U, пропорциональную энергии ВА сигнала на периоде «Т».
На фиг. 4 представлен пример в виде графика зависимости энергетического параметра «U», подсчитанного по формуле (1), от зарядного напряжения электронной пушки при облучении алюминиевых пластин. Точками показаны значения показателя «U» в каждом отдельном эксперименте. Несмотря на заметный разброс, проявляется тенденция к росту параметра «U» с увеличением зарядного напряжения. Чем больше энергии поступает на поверхность пластины, тем больший объем алюминия переходит в жидкую фазу, которая при дальнейшем охлаждении возвращается в твердое состояние. Движение фазовых границ в процессе смены агрегатных состояний сопровождается ВА сигналами.
Способ оперативной оценки результатов электронно-пучкового термического воздействия на объекты в вакуумной камере (на фиг. не показана) осуществляется следующим образом: к обрабатываемому объекту 1 присоединяют волновод 2, выходящий за пределы вакуумной камеры через вакуумный ввод, на волноводе закрепляют датчик 4 колебаний, информация с которого обрабатывается с помощью компьютера 8. В качестве волновода 2 используют гибкую проволоку, в качестве датчика 4 колебаний используют акселерометр с частотной характеристикой, охватывающей частотный диапазон до 100 кГц, в процессе выполнения технологической операции регистрируют зависимости текущих эффективных значений сигналов, поступающих с акселерометра, от времени в двух частотных диапазонах с момента подачи электронно-лучевого импульса до момента падения амплитуды сигналов до уровня фоновых шумов, в качестве частотных диапазонов выбирают октавную полосу, где присутствуют наибольшие эффективные значения амплитуды сигнала, и соседнюю более высокую октаву, определяют период времени «Т», в течение которого амплитуда сигнала превышала фоновое значение, вычисляют эффективное значение сигнала «А» на всем периоде «Т», оценивают энергию «и» сигнала по формуле: U=A2Т, и по величине «U» судят о достаточности энергии электронно-лучевого импульса и о результатах произошедших фазовых превращений.
Длина волновода должна быть достаточной, чтобы обеспечить приемлемый уровень электромагнитных помех. При необходимости регистрирующая аппаратура может размещаться за защитным экраном, уменьшающим электромагнитное воздействие на аппаратуру. В качестве волновода может использоваться, например, медная проволока диаметром 2-3 мм, которую легко уплотнить при выводе из вакуумной камеры и завести за защитный экран, где устанавливают регистрирующую аппаратуру.
Практика показала, что с увеличением длины волновода быстрее затухают относительно высокочастотные колебания. Это связано с тем, что логарифмический декремент колебаний, который отображает темп затухания свободных колебаний на одном периоде, для большинства конструкционных материалов практически не зависит от частоты этих колебаний. Но при одинаковой скорости распространения продольных волн за время движения колебательной энергии от источника до противоположного конца волновода высокочастотные составляющие совершат во столько раз больше циклов колебаний, во сколько раз их частота выше. Если на интервале 1,2 мс составляющая колебаний на частоте 500 кГц совершит 600 циклов колебаний, то составляющая на 50 кГц совершит только 60 циклов. Если доля потерь на каждом цикле одинакова, то очевидно, что на более низкой частоте энергии сохранится больше. Например, при одинаковой начальной амплитуде колебаний на 500 кГц и на 50 кГц и при одинаковом отношении q=ai+1/ai (отношение амплитуд в конце единичного цикла к амплитуде в начале цикла) отношение амплитуд на противоположном конце волновода будет q540. Это означает, что при q=0,9 на приемной пластине амплитуда высокочастотной составляющей (500 кГц) будет относиться к амплитуде низкочастотной составляющей (50 кГц), как 10-25. Практика тоже показала, что на большом удалении от источника возмущений в спектре колебаний пропадают или ослабляются высокочастотные составляющие. Эксперименты также показали, что, если при параллельной записи вибраций в диапазонах низких (от 4-х до 20 кГц) и высоких (до 1 МГц) частот потом построить их огибающие (вся запись разбивается на небольшие участки времени, для каждого участка определяется эффективное значение, совокупность эффективных значений формирует огибающую), то они оказываются в значительной степени подобными. Это означает, что когда вибрации возбуждаются совокупностями очень коротких импульсов, то они формируют импульсы и на высоких, и на низких частотах. Поскольку при длинном волноводе вибрации на высоких частотах не удается выделить на фоне помех, то контроль сравнительно низкочастотных составляющих вибраций может осуществляться акселерометром. Большинство выпускаемых промышленностью акселерометров имеют резонансную частоту не более 100 кГц (Акселерометры пьезоэлектрические фирмы Брюль и Къер. http://asm-tm.ru/wp-content/uploads/2014/08/8309.pdf). Их линейная характеристика, которую допускается использовать в метрологических целях, значительно уже. Для целей мониторинга можно использовать весь частотный диапазон, но тогда допустимо давать оценку не в единицах ускорения, а в приращениях по отношению к предыдущему замеру или эталонному значению. Эти соображения и данные экспериментов показали, что достаточно использовать акселерометр с частотной характеристикой до 100 кГц.
Пример:
Для случая отлаженного процесса электронно-лучевой обработки, когда не требуется подробный анализ реакции, происходящей в заготовке после ее облучения, можно воспользоваться простым критерием оценки объема преобразований в материале заготовки. В настоящем изобретении предложен критерий, оценивающий величину «U» по формуле (1), который пропорционален энергии ВА сигнала в выбранной октавной полосе на протяжении времени «Т», в течение которого амплитуда сигнала превышала фоновое значение. Количество этой энергии говорит об объеме преобразований в материале заготовки. На фиг. 4 представлен график зависимости энергетического параметра «U» для октавной полосы 22-44 кГц, подсчитанного по формуле (1), от зарядного напряжения электронной пушки при облучении алюминиевых пластин. Точками показаны значения показателя «U» в каждом отдельном эксперименте. В данном случае под действием подаваемой энергии в материале происходили процессы плавления, испарения, охлаждения и кристаллизации. Представленная осредненная зависимость на фиг. 4 после 17 кВ близка к линейной. Однако при облучении, например, тонких пленок количество вещества, способного к преобразованиям, может быть ограничено. В этом случае зависимость, подобная фиг. 4, будет иметь уровень насыщения, по которому можно определять значение рационального зарядного напряжения. При работе электронной пушки в режиме подачи импульсов в виде пучка потоков с нескольких электродов возможен существенный разброс получаемых результатов. С помощью предложенного способа можно оперативно оценивать интегральный результат и принимать решение о повторении импульсного воздействия на объект.
Применение дополнительной более высокой октавы обосновывается тем, что энергетические показатели ВА сигнала в более высокочастотной октаве тем выше, чем больше в наблюдаемых в объекте процессах относительно коротких импульсов. Такие импульсы обычно преобладают в начальные мгновения после электронного воздействия. Их нехватка ведет к вялому течению дальнейших преобразований. Например, при облучении алюминиевых пластин при зарядном напряжении 22 и 16 кВ, соотношение между показателями «U» для октавы 22-44 кГц составило 10, а для октавы 11-22 кГц это соотношение было 17. Это говорит о том, что на стадии подачи рабочего импульса процессы плавления и испарения были малозаметны, что и привело к малым объемам прошедших превращений.
С учетом изложенного можно сделать вывод о том, что поставленная задача - уменьшение влияния электромагнитных помех, упрощение процедуры регистрации сигналов вибраций при облучении деталей в вакуумной камере с помощью электронной пушки, упрощение процедуры сравнения объемов происходящих в детали превращений с эталонным значением по параметрам сигналов вибраций - решена, а заявленный технический результат - повышение точности настройки аппаратуры, определяющей параметры импульсов электронного пучка, воздействующего на объект, и обеспечение производительности электронно-пучковой обработки - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к электрофизическим методам обработки, в частности к электронно-лучевой обработке в вакуумных камерах;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ регистрации фазовых преобразований в приповерхностном слое объекта, обрабатываемого электронно-пучковыми импульсами в вакуумной камере, включающий присоединение к обрабатываемому объекту волновода, вывод его за пределы вакуумной камеры через вакуумный ввод, закрепление на волноводе датчика колебаний и обработку полученной информации посредством компьютера, отличающийся тем, что в качестве волновода используют гибкую проволоку, а в качестве датчика колебаний используют акселерометр с частотной характеристикой, охватывающей частотный диапазон до 100 кГц, при этом в процессе воздействия импульса электронного пучка регистрируют зависимости текущих значений сигналов, поступающих с акселерометра, от времени в двух частотных диапазонах до момента падения амплитуды сигналов до уровня фоновых шумов, причем в качестве частотных диапазонов выбирают октавную полосу с наибольшим эффективным значением амплитуды сигнала и соседнюю более высокочастотную октаву, при этом определяют период времени «Т», в течение которого амплитуда сигнала превышает фоновое значение, вычисляют эффективное значение сигнала «А» на всем периоде «Т» и оценивают энергию «U» сигнала по формуле U=AT, по величине «U» которого судят о достаточности энергии электронно-лучевого импульса для фазовых превращений в приповерхностном слое объекта.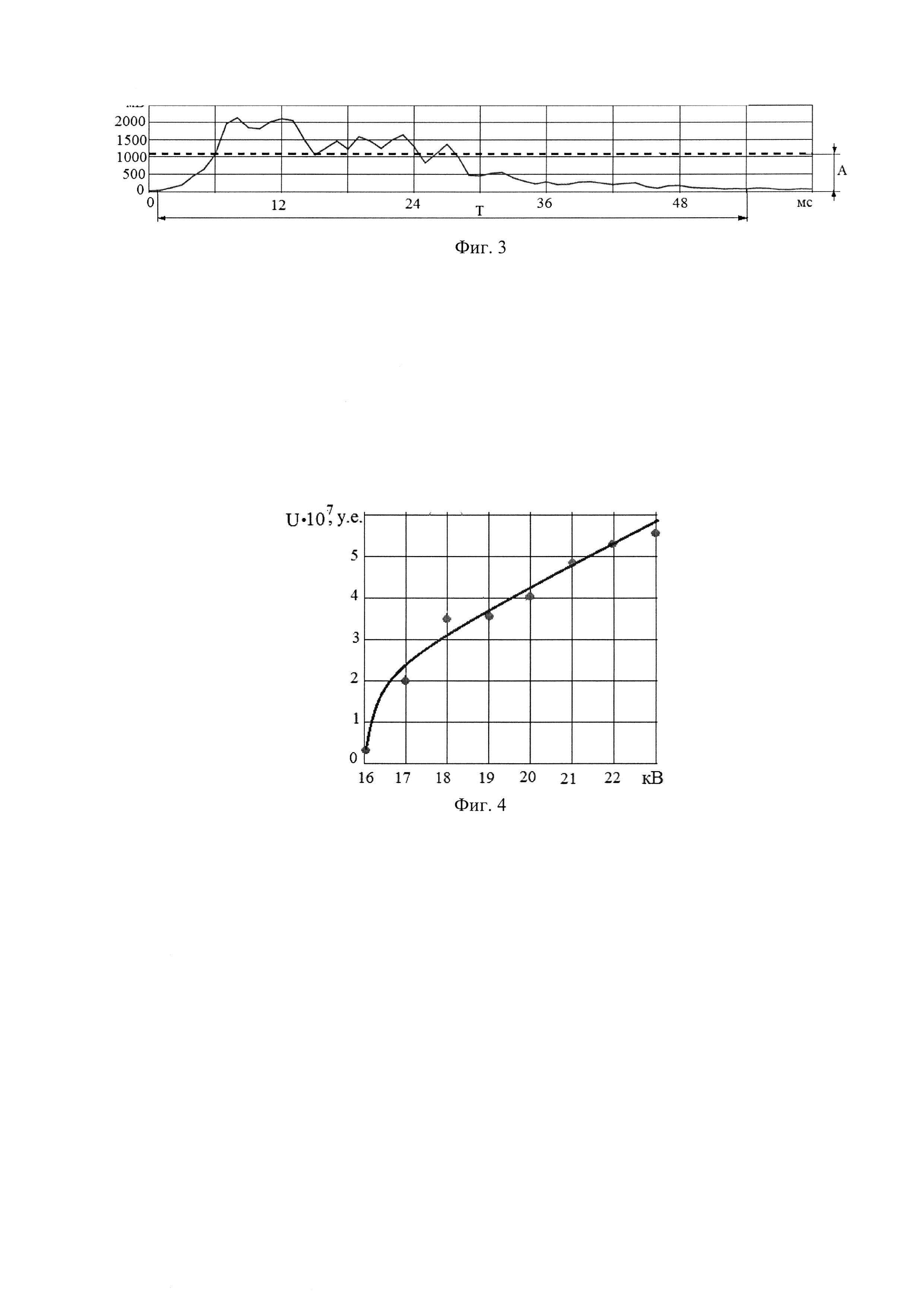
Устройство адаптивного управления станком
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ определения износа режущего инструмента
Металлорежущий инструмент для виброрезания
Способ упрочнения изделий из твердых сплавов
Способ вибрационной обработки деталей резанием
Устройство для вибрационной обработки деталей резанием
Способ определения оптимальной скорости резания в процессе металлообработки
Способ позиционирования проволочного электрода на вырезных электроэрозионных станках
Способ химико-термической обработки изделия
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Устройство адаптивного управления станком

