Результат интеллектуальной деятельности: ОБОРУДОВАНИЕ ДЛЯ ОТЖИГА ГОРЯЧЕКАТАНОГО ЛИСТА, СПОСОБ ОТЖИГА ГОРЯЧЕКАТАНОГО ЛИСТА И СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С КРЕМНИЙСОДЕРЖАЩЕГО ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к оборудованию для отжига горячекатаного листа, к способу отжига горячекатаного листа и способу удаления окалины, и более конкретно, к оборудованию и способу осуществления отжига горячекатаного листа из кремнийсодержащего горячекатаного стального листа, содержащего большое количество Si, в качестве исходного материала для текстурированного листа электротехнической стали, нетекстурированного листа электротехнической стали, высокопрочного холоднокатаного стального листа или тому подобного, и к способу удаления окалины с кремнийсодержащего горячекатаного стального листа, после отжига горячекатаного листа.
Уровень техники
Листы электротехнической стали, которые применяются, главным образом, в качестве материала стального сердечника в электрическом оборудовании, обобщенно подразделяются на нетекстурированные листы электротехнической стали и текстурированные листы электротехнической стали. Обычно оба типа стальных листов содержат большое количество Si или Al, что повышает удельное сопротивление стали для того, чтобы снизить потери в стали. Обычно нетекстурированный лист электротехнической стали получают путем плавления стали, доведенной до заданного химического состава, формования стали в сляб способом непрерывной разливки, и подвергают сляб горячей прокатке или тому подобному, в случае необходимости, отжигу горячекатаного листа, протравливанию, холодной прокатке и окончательному отжигу для первичной перекристаллизации. Текстурированный лист электротехнической стали обычно получают путем плавления стали, доведенной до заданного химического состава, формования стали в сляб способом непрерывной разливки, или тому подобному, и подвергают сляб горячей прокатке, в случае необходимости, отжигу горячекатаного листа, протравливанию, холодной прокатке, первичному отжигу перекристаллизации, который также действует как обезуглероживающий отжиг, использования отжигающего сепаратора и окончательного отжига для вторичной перекристаллизации.
Отжиг горячекатаного листа проводится таким образом: подвергают отжигу стальной лист после горячей прокатки (горячекатаный лист), чтобы вызвать недостаточную перекристаллизацию горячекатаного листа, и чтобы вызвать укрупнение или упорядочение кристаллических зерен до холодной прокатки, таким образом, можно получить улучшенную текстуру стального листа до холодной прокатки относительно магнитных свойств или можно предотвратить образование гребней.
Когда стальной лист с остаточной окисленной окалиной, образовавшейся на поверхности под действием горячей прокатки или отжига горячекатаного листа, подвергается холодной прокатке, окисленная окалина выталкивается с поверхности внутрь стального листа вальцами качения, что приводит к сильной шероховатости поверхности стального листа, или отделившаяся окисленная окалина, прилипает к поверхности вальца путем осаждения и переносится на поверхность стального листа, приводя к поверхностным дефектам, в результате существенно ухудшается качество поверхности конечного продукта. Протравливание представляет собой процесс удаления окисленной окалины с поверхности стального листа до холодной прокатки (процесс удаления окалины) и является неизбежной стадией производства не только горячекатаного стального листа для листа электротехнической стали, но также для стального листа, подвергающегося холодной прокатке. В качестве раствора протравливания обычно используется любая из кислот: хлористоводородная, серная, фтористоводородная и смеси указанных кислот.
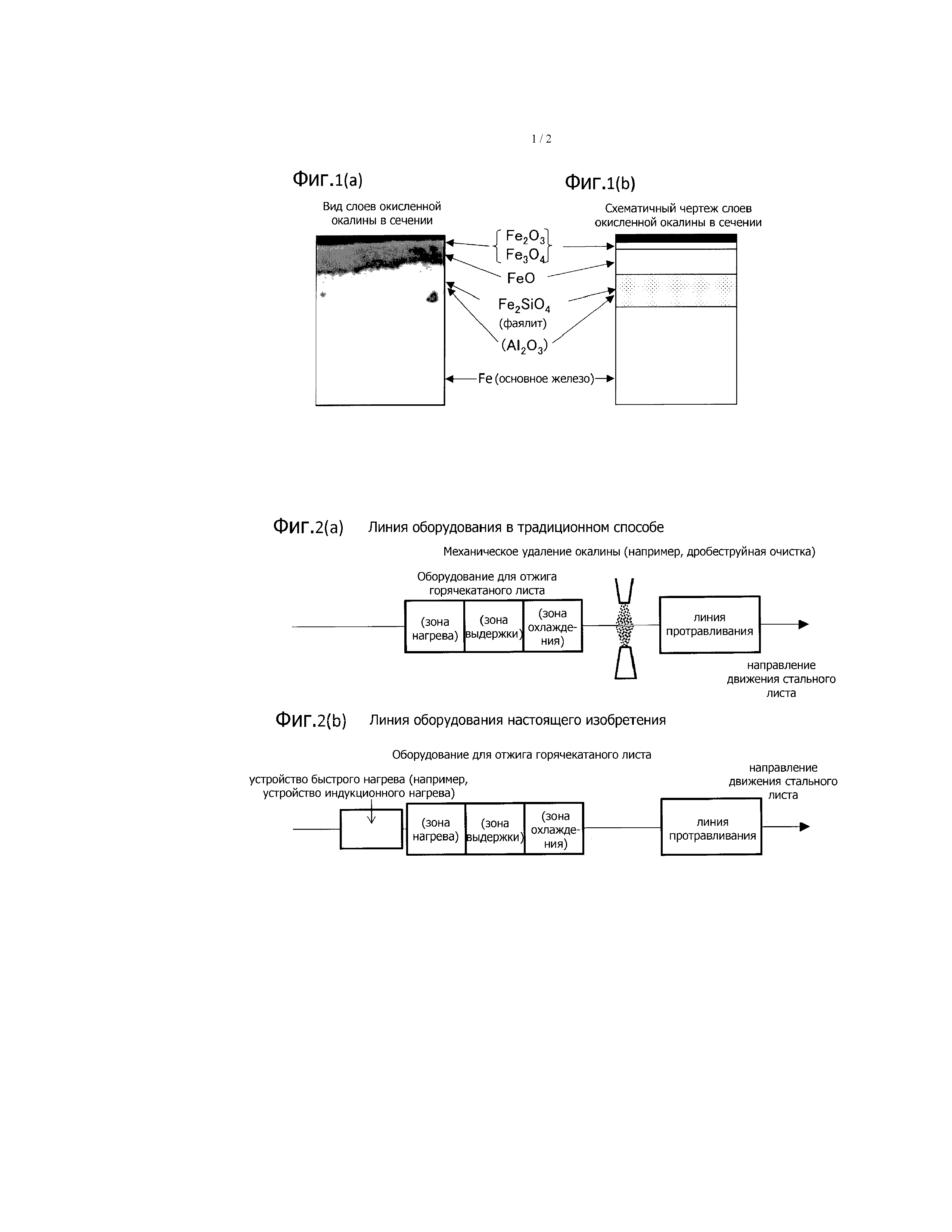
Окисленная окалина горячекатаного стального листа в качестве исходного материала для листа электротехнической стали или высокопрочного холоднокатаного стального листа, содержащего большое количество Si или Al, состоит из внешней окалины, такой как FeO, Fe3O4, Fe2O3 и тому подобного, образовавшейся за счет диффузии железа изнутри стального листа в направлении поверхности, и слоя под окалиной, состоящего из оксидов на основе кремния, таких как SiO2 и Fe2SiO4, и Al2O3, образовавшегося за счет диффузии кислорода снаружи стального листа внутрь, как показано на фигуре 1. Известно, что окисленная окалина трудно удаляется, причем особенно трудно удаляется слой под окалиной, содержащий Al2O3. Поэтому удаление окалины из кремнийсодержащего горячекатаного стального листа часто проводят путем сочетания прокатки с легким натяжением с механическим удалением окалины, таким как правка в роликовых правильных машинах, правка с натяжением, дробеструйная очистка или тому подобное, до протравливания, как показано на фигуре 2(a).
Существуют два способа улучшения характеристики удаления окалины с кремнийсодержащего горячекатаного стального листа, один из которых представляет собой способ подавления генерирования самой окисленной окалины, тогда как другой способ заключается в стимулировании снятия верхнего слоя окисленной окалины.
В качестве первого способа подавления генерирования окисленной окалины, например, в патентной литературе 1 раскрыт способ получения подложки из кремниевой стали, включающий сталеплавильное производство, процесс горячей прокатки и процесс нормализации с использованием нормализационной печи, в нагревающей части которой предусмотрены три или больше зоны безокислительного нагрева, причем степень подачи энергии в зоны печи с безокислительным нагревом регулируется в диапазоне 15-95% и коэффициент избытка α (отношение фактически поданного количества воздуха для сгорания к теоретическому количеству воздуха) в части печи с безокислительным нагревом регулируется в диапазоне 0,8 ≤ α <1,0, чтобы предотвратить образование оксида высокой плотности в процессе нормализации. Однако в этом способе распределение температуры в нагревающей печи становится неоднородным при регулировании степени подачи энергии или коэффициент избытка α, таким образом, существует проблема: при реальной работе трудно осуществить соответствующий нагрев.
В качестве второго способа стимулировании снятия верхнего слоя окисленной окалины рассмотрен способ, в котором принято вышеуказанное механическое удаление окалины, такое как дробеструйная очистка, правка с натяжением или тому подобное, однако существует проблема: стальной лист, содержащий большое количество Si легко разрушается, вызывая серьезные эксплуатационные затруднения, поскольку является твёрдым материалом. Кроме того, известен способ увеличения концентрации или температуры протравливающего раствора. Однако имеется проблема, что происходит избыточное травление, когда по некоторой причине снижается скорость резания, что отрицательно влияет на качество поверхности, или ухудшается рабочая среда при протравливании.
В патентной литературе 2 предложен способ улучшения характеристики удаления окалины путем нагревания стального листа до протравливания с помощью устройства индукционного нагрева, с целью получения трещины в окисленной окалине, которая достигает поверхности основного железа, и затем подают протравливающий раствор в трещину. В патентной литературе 3 описан способ, в котором разрушитель окалины вводится до резервуара протравливания и множества отводящих роликов, реактивных сопел, причем устройства индукционного нагрева размещаются в резервуаре протравливания, чтобы вызвать растрескивание окалины с помощью разрушителя окалины, и после этого трещина раскрывается при изгибании листа с использованием отводящих роликов, и протравливающий раствор распыляется в трещину, причем температура стального листа повышается за счет индукционного нагрева, инициируя химическую реакцию.
Список цитирования
Патентная литература
Патентная литература 1: JP-A-2015-511995
Патентная литература 2: JP-A-S61-079790
Патентная литература 3: JP-A-H09-078273
Раскрытие сущности изобретения
Техническая проблема
Однако в способе, описанном в Патентной литературе 2, при нагревании стального листа до протравливания, существует такая проблема, что температура протравливающего раствора повышается с образованием вредного кислотного пара, или стальной лист чрезмерно протравливается, или снижается срок службы резервуара протравливания. В способе, описанном в Патентной литературе 3, необходимо размещать нагревающее оборудование, вальцы, сопло и тому подобное в резервуаре протравливания, причем возникает проблема сокращения срока службы производственного оборудования или затрудняется его обслуживание.
Настоящее изобретение выполнено с учетом вышеуказанных проблем, присущих традиционным технологиям, и цель изобретения заключается в разработке оборудования для отжига горячекатаного листа, который обеспечит улучшение характеристики удаления окалины с кремнийсодержащего горячекатаного стального листа, без потребности в механическом удалении окалины или нагревания стального листа в процессе протравливания, и предложить способ отжига горячекатаного листа и способ удаления окалины с использованием указанного оборудования.
Решение проблемы
Авторы изобретения детально рассмотрели способ нагрева с точки зрения его важности для усиления характеристики отслаивания окисленной окалины с целью улучшения характеристики удаления окалины и выполнили различные исследования для преодоления указанных выше проблем. В результате авторы изобретения установили, что, поскольку слой окисленной окалины на поверхности стального листа имеет коэффициент теплового расширения, отличающийся от коэффициента для основного железа, возникает термическое напряжение, обусловленное разностью величин теплового расширения между окисленной окалиной и основным железом, при нагревании до такой же температуры, что и основное железо, и что возникает разность температур между основным железом и окисленной окалиной из-за разности величин теплопроводности, когда в качестве способа нагревания стального листа используется индукционный нагрев или электрический нагрев, который вызывает генерирование тепла в самом стальном листе, вместо радиационного нагрева, при котором стальной лист нагревается снаружи, что, когда стальной лист быстро нагревается с использованием индукционного нагрева или электрического нагрева, разность температур между основным железом и стальным листом становится больше, что генерирует значительно большее термическое напряжение между окисленной окалиной и основным железом, и поэтому происходит растрескивание окисленной окалины, образовавшейся на поверхности стального листа, что улучшает характеристику отслаивания окалины. Таким образом, авторы изобретения исследовали применение быстрого нагрева в процессе, в котором горячекатаный стальной лист подвергают отжигу горячекатаного листа, и установили, что этот способ является весьма эффективным для улучшения характеристики удаления окалины, и в результате было осуществлено настоящее изобретение.
Следовательно, настоящее изобретение представляет собой оборудование для отжига горячекатаного листа, в котором предусмотрена зона нагревания, зона выдержки и зона охлаждения для осуществления отжига горячекатаного листа, которому подвергается кремнийсодержащий горячекатаный стальной лист, отличающееся тем, что устройство быстрого нагрева расположено на стороне до зоны нагревания и/или вблизи входной стороны зоны нагревания.
Оборудование для отжига горячекатаного листа согласно изобретению отличается тем, что устройство быстрого нагрева представляет собой устройство индукционного нагрева или устройство электрического нагрева.
Кроме того, изобретение представляет собой способ отжига горячекатаного листа, в котором кремнийсодержащий горячекатаный стальной лист подвергают отжигу горячекатаного листа с использованием вышеуказанного оборудования для отжига горячекатаного листа, отличающийся тем, что кремнийсодержащий горячекатаный лист нагревают посредством устройства быстрого нагрева не менее, чем на 50°C со скоростью нагрева не менее, чем 15°C/с.
Способ отжига горячекатаного листа согласно изобретению, отличающийся тем, что температура кремнийсодержащего горячекатаного стального листа до начала указанного нагрева в устройстве быстрого нагрева находится в диапазоне от комнатной температуры до 700°C.
Изобретение представляет собой способ удаления окалины, отличающийся тем, что кремнийсодержащий горячекатаный стальной лист, после отжига горячекатаного листа вышеуказанным способом, подвергают протравливанию, без проведения механического удаления окалины.
Изобретение представляет собой способ удаления окалины, отличающийся тем, что кремнийсодержащий горячекатаный стальной лист, после отжига горячекатаного листа вышеуказанным способом, подвергают протравливанию, после механического удаления окалины.
Кремнийсодержащий горячекатаный стальной лист, обрабатываемый в способе удаления окалины согласно изобретению, отличается тем, что содержит не менее, чем 1,0 масс.% Si.
Кремнийсодержащий горячекатаный стальной лист, обрабатываемый в способе удаления окалины согласно изобретению, отличается тем, что является исходным материалом для листа электротехнической стали.
Технический результат
Согласно изобретению устройство быстрого нагрева находится в оборудовании для обработки кремнийсодержащего горячекатаного стального листа в процессе отжига горячекатаного листа, чтобы провести быстрый нагрев, по меньшей мере с заданной скоростью нагрева, и не ниже, чем до заданного значения температуры, таким образом, в окисленной окалине происходит растрескивание, которое улучшает характеристику отслаивания, так что становится возможным удаление окисленной окалины с поверхности стального листа только путем протравливания, без проведения механического удаления окалины.
Следовательно, согласно изобретению возможно не только повышение эффективности протравливания кремнийсодержащего горячекатаного стального листа и значительное упрощение процесса протравливания, но также стабильное производство продукта, имеющего отличное качество поверхности.
В настоящем изобретении нагревающее устройство, применяемое для быстрого нагрева стального листа, работает как часть зоны нагревания в оборудовании для отжига горячекатаного листа и дает вклад в повышение эффективности тепловой энергии.
Краткое описание чертежей
На фигурах 1(a) и 1(b) показан вид структуры в поперечном разрезе окисленной окалины, образовавшейся на поверхности кремнийсодержащего горячекатаного стального листа.
На фигурах 2(a) и 2(b) соответственно показаны технологическая линия оборудования настоящего изобретения в сравнении с традиционной технологической схемой.
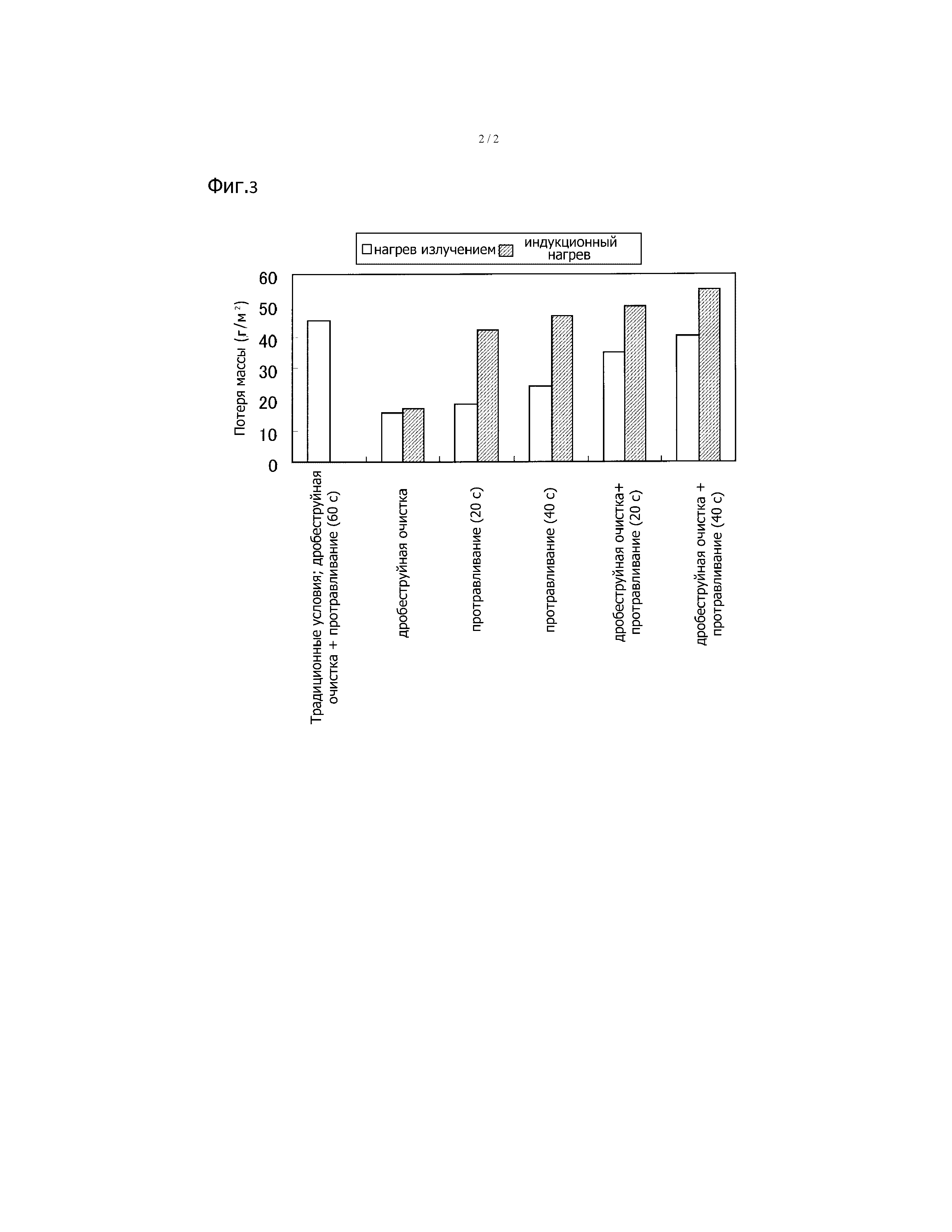
На фигуре 3 показана потеря массы кремнийсодержащего горячекатаного стального листа, который подвергается механическому удалению окалины или протравливанию после отжига горячекатаного листа для сравнения.
Осуществление изобретения
Авторы изобретения детально рассмотрели влияние различий между способами нагрева стального листа, то есть, различий между радиационным нагревом для медленного нагревания стального листа снаружи и индукционным нагревом или прямым электрическим нагревом для быстрого нагревания стального листа изнутри, на характеристику удаления окалины, с точки зрения, что это важно для повышения эффективности отслаивания окисленной окалины с целью улучшения характеристики удаления окалины с кремнийсодержащего горячекатаного листа как указано ранее.
Это обусловлено тем фактом, что окисленная окалина, образовавшаяся на поверхности горячекатаного стального листа, состоит из множества слоев, имеющих различный химический состав, как показано на фигуре 1, однако каждый из этих слоев имеет коэффициент теплового расширения значительно отличающийся от коэффициента для основного железа, поэтому возникает термическое напряжение, являющееся результатом различных величин теплового расширения, между окалиной и основным железом, даже в случае нагрева окалины до такой же температуры, что и основное железо.
При радиационном нагреве стального листа снаружи, поскольку сначала нагревается окисленная окалина и затем нагревается стальной лист, между ними нет значительной разности температур. С другой стороны, когда стальной лист нагревается с помощью индукционного нагрева или тому подобного, генерирование тепла происходит в самом стальном листе, что приводит к разности температур между окисленной окалиной и основным железом. Более того, поскольку может быть осуществлено быстрое нагревание при индукционном нагреве или тому подобном, разность температур между окисленной окалиной и основным железом дополнительно увеличивается по сравнению с медленным нагреванием за счет теплопроводности, например, при радиационном нагреве. В результате возникает значительное термическое напряжение, из-за различного теплового расширения, между окисленной окалиной и основным железом, которое генерирует большое число мелких разрывов (трещин) в окисленной окалине, таким образом, ожидается что это будет способствовать отслаиванию окисленной окалины и улучшать характеристику удаления окалины.
Для подтверждения указанного выше предположения авторы изобретения провели следующие ниже эксперименты.
Эксперимент 1
Испытуемый образец выбирают из горячекатаного стального листа для получения нетекстурированного/текстурированного листа электротехнической стали, содержащей 3,0 масс.% Si (горячекатаный лист) и подвергают термообработке, моделирующей отжиг горячекатаного листа при 1050°C в течение 60 секунд для горячекатаного листа. Испытуемый образец быстро нагревают от комнатной температуры (20°C) до 30°C, 50°C, 70°C, 100°C, 400°C и 700°C при скорости нагрева 50°C/с, используя устройство индукционного нагрева соленоидного типа, нагретое от каждой температуры после быстрого нагрева до 1050°C в печи прямого нагрева (печь типа радиационного нагрева), выдерживают в течение 60 секунд, и затем охлаждают со скоростью 25°C/с при термообработке. Атмосферой при термообработке является газообразный азот.
Затем испытуемый образец после термообработки подвергают протравливанию, погружая в водный раствор, содержащий 8 масс.% HCl, выдерживают при температуре 80°C в течение 60 секунд, и результат удаления окисленной окалины с поверхности стального листа после протравливания наблюдают визуально, чтобы оценить характеристику удаление окалины.
Характеристику удаления окалины оценивают как превосходную (○), когда внешний вид поверхности после удаления окалины является таким же или высшего качества по сравнению с видом при традиционном способе удаления окалины (с механическим удалением окалины и протравливанием) для кремнийсодержащего горячекатаного стального листа, как низкого качества (∆), когда внешний вид поверхности хуже по сравнению с видом при традиционном способе удаления окалины (с механическим удалением окалины и протравливанием), но высшего качества по сравнению с видом только после традиционного протравливания, и как плохую (×), когда внешний вид поверхности является таким же, как только после традиционного протравливания.
Результаты оценки приведены в таблице 1. Как видно из этих результатов, когда стальной лист быстро нагревается со скоростью нагрева 50°C/с, используя индукционный нагрев, улучшается характеристика удаление окалины только путем протравливания, по сравнению с традиционно обработкой с комбинацией механического удаления окалины и протравливания, при уставке величины повышения температуры не ниже, чем 50°C.
Таблица 1
|
Эксперимент 2
Затем оценивают влияние скорости нагрева стального листа на характеристику удаления окалины, на основе результатов Эксперимента 1, путем варьирования скорости нагрева на пяти уровнях 5°C/с, 10°C/с, 15°C/с, 20°C/с и 50°C/с, когда величина повышения температуры от комнатной температуры (20°C) составляет 50°C, или температура нагрева равна 70°C (постоянно) и когда другие условия и стандарты оценки характеристики удаления окалины являются такими, как в Эксперименте 1.
Результаты оценки приведены в таблице 2. Как видно из этих результатов, когда величина повышения температуры путем индукционного нагрева составляет 50°C (постоянно), улучшается характеристика удаления окалины только путем протравливания до уровня, равного или лучше, чем при традиционной обработке с комбинацией механического удаления окалины и протравливания, путем быстрого нагрева со скоростью нагрева не ниже, чем 15°C/с.
Таблица 2
|
Как видно из результатов Эксперимента 1 и Эксперимента 2, когда быстрый нагрев проводится с использованием индукционного нагрева в процессе нагревания при отжиге горячекатаного листа, эффект улучшения характеристики удаления окалины до равного или лучше, чем при механическом удалении окалины, используемым до протравливания, получается в процессе со скоростью нагрева не ниже, чем 15°C/с, при задании величины повышения температуры не ниже, чем 50°C. Поэтому ясно, что характеристика удаления окалины, равная или лучше, чем для традиционного способа может быть достигнута, когда горячекатаный лист нагревается таким образом, чтобы удовлетворять указанным выше условиям в процессе нагревания при отжиге горячекатаного листа, даже когда исключается механическое удаление окалины, которое проводится до протравливания.
Настоящее изобретение основано на указанных выше новых знаниях.
Настоящее изобретение будет подробно описано ниже.
Горячекатаный лист, предназначенный для настоящего изобретения, предпочтительно содержит не меньше, чем 1,0 масс.% Si. Когда кремния меньше, чем 1,0 масс.%, уменьшение эффективности удаления окалины за счет протравливания является незаметным, так что нет необходимости в механическом удалении окалины до протравливания. Однако настоящее изобретение очевидно применимо для горячекатаного стального листа, содержащего меньше, чем 1,0 масс.% Si. Более того, верхний предел содержания Si конкретно не определяется, но он составляет около 5,0 масс.%, с точки зрения обеспечения заправочной характеристики производственной линии. Предпочтительно содержание Si находится в диапазоне от 1,8 до 4,0 масс.%.
Поскольку горячекатаный лист, содержащий Si в указанном выше диапазоне, конкретно включает горячекатаный стальной листа в качестве исходного материала для нетекстурированного листа электротехнической стали или текстурированного листа электротехнической стали, и горячекатаный стальной лист в качестве исходного материала для высокопрочного холоднокатаного стального листа или высокопрочного стального листа с обработанной поверхностью, для каждого из этих листов требуется отличная характеристика поверхности.
Оборудование для отжига горячекатаного листа согласно настоящему изобретению предпочтительно представляет собой непрерывную печь для отжига. Причина заключается в том, что быстрый нагрев невозможен в печи для отжига периодического действия (коробчатой печи).
Предпочтительно устройство нагревания, используемое при быстром нагреве является устройством индукционного нагрева или устройством электрического нагрева, которое способно генерировать тепло в самом стальном листе и осуществлять быстрый нагрев. Кроме того, устройство индукционного нагрева предпочтительно является устройством соленоидного типа, а не устройством перекрестного типа, потому что стальной лист равномерно нагревается в направлении ширины с использованием устройства соленоидного типа.
Как видно из Эксперимента 1 и Эксперимента 2, необходимо проводить быстрый нагрев стального листа при скорости нагрева не ниже, чем 15°C/с и величине повышения температуры не ниже, чем 50°C для того, чтобы улучшить характеристику удаление окалины для кремнийсодержащего горячекатаного стального листа при отжиге горячекатаного листа. Предпочтительно здесь скорость нагрева составляет не меньше, чем 30°C/с, более предпочтительно не меньше, чем 50°C/с, с точки зрения увеличения разности температур между основным железом и окисленной окалиной. Кроме того, величина повышения температуры при быстром нагреве предпочтительно составляет не ниже, чем 80°C, более предпочтительно не ниже, чем 100°C с той же самой точки зрения. Однако, когда конечная температура при быстром нагреве превышает 700°C, при нагревании требуется большой ток или устройство индукционного нагрева становится громоздким. Когда температура стального листа превышает точку Кюри при нагревании с использованием индукционного нагрева соленоидного типа, эффективность нагревания сильно снижается, поэтому предпочтительно верхний предел быстрого нагрева (конечная температура) составляет около 700°C. Более предпочтительно этот предел не превышает 680°C.
Местоположение устройства быстрого нагрева в оборудовании для отжига горячекатаного листа предпочтительно находится на стороне до зоны нагревания (непосредственно до зоны нагревания) и/или в зоне нагревания. Когда устройство быстрого нагрева расположено непосредственно до зоны нагревания, проблемы не возникают, однако когда оно находится в зоне нагревания, предпочтительно, чтобы устройство было расположено в зоне, имеющей температуру внутри печи не выше, чем 700°C, на стороне входа в зону нагревания (в наиболее удаленной стороне), с точки зрения предотвращения теплового повреждения обмотки индукционного нагрева или проводящего барабана. Таким образом, температурный диапазон для размещения устройства быстрого нагрева, или начальная температура для быстрого нагрева стального листа предпочтительно находится в интервале от комнатной температуры до 700°C. Более предпочтителен диапазон от комнатной температуры до 620°C, еще более предпочтителен диапазон от комнатной температуры до 600°C.
Появляется большое число мелких трещин внутри окисленной окалины, образовавшейся на поверхности кремнийсодержащего горячекатаного стального листа, который подвергается быстрому нагреву после отжига горячекатаного листа, что улучшает характеристику отслаивания окисленной окалины, так что можно получить характеристику удаления окалины равную или лучше, чем при осуществлении механического удаления окалины, даже когда механическое удаление окалины не проводится до протравливания. Поэтому в процессе протравливания кремнийсодержащего горячекатаного стального листа, стадия механического удаления окалины до протравливания является необходимой в традиционном способе, как показано на фигуре 2(a), тогда как стадия механического удаления окалины может быть исключена, за счет размещения устройства быстрого нагрева непосредственно до зоны нагревания в оборудовании для отжига горячекатаного листа, например, как показано на фигуре 2(b). На фигуре 2(b) показан пример, что устройство быстрого нагрева расположено непосредственно до зоны нагревания, но оно может быть расположено в области низкой температуры на стороне до зоны нагревания. Здесь механическое удаление окалины очевидно может быть проведено с целью дополнительного улучшения характеристики протравливания.
Пример
Испытуемый образец, имеющий ширину 100 мм и длину 300 мм, выбирают из горячекатаного стального листа для получения листа электротехнической стали, содержащего 3,5 масс.% Si и имеющего толщину 2,5 мм, и подвергают образец термообработке в следующих условиях A и B, моделирующих отжиг горячекатаного листа. Атмосферой при условиях A и B отжига является газообразный азот.
Условия отжига горячекатаного листа
Условия A: Стальной лист нагревают от комнатной температуры (20°C) до 1050°C при скорости 10°C/с, выдерживают при 1050°C в течение 40 секунд и затем охлаждают со скоростью 25°C/с в экспериментальной печи, моделирующей нагревательную печь с боковыми горелками прямого типа (печь радиационного нагрева).
Условия B: Стальной лист быстро нагревают от комнатной температуры (20°C) до 700°C при скорости 60°C/с с помощью устройства индукционного нагрева, дополнительно нагревают от 700°C до 1050°C при скорости 20°C/с, используя радиационный нагрев печи в условии A, выдерживают при 1050°C в течение 40 секунд и затем охлаждают со скоростью 25°C/с.
Затем испытуемый образец, после отжига горячекатаного листа, разделяют на две равные части в продольном направлении. Одну часть подвергают механическому удалению окалины (дробеструйная очистка) при следующих условиях, и другую часть не подвергают механическому удалению окалины.
Условия дробеструйной очистки
• Тип струйного очистителя: стальные дробины с размером частиц 0,35±0,15 мм, плотностью 7,5 г/см3 и твердостью 40-50 ед. Роквелла
• Давление дутья (скорость): 12,5 кг/м2
• Угол струи: 90°
• Интенсивность струйной очистки × время: 1000 (г/с) ×15 (с)
Впоследствии испытуемый образец, разделенный на две равные части в продольном направлении, дополнительно разделяют на две равные части в поперечном направлении. Одну часть образца подвергают удалению окалины путем протравливания при следующих условиях a), и другую часть образца подвергают удалению окалины путем протравливания при следующих условиях b).
Условия протравливания
Условия a: погружение в водный раствор, содержащий 8 масс.% HCl при 80°C в течение 20 секунд
Условия b: погружение в водный раствор, содержащий 8 масс.% HCl при 80°C в течение 40 секунд.
Для сравнения, когда механическое удаление окалины проводится до протравливания в традиционном способе, время, необходимое для удаления окалины (время протравливания) при протравливании в указанных выше условиях, составляет около 60 секунд.
На фигуре 3 показана потеря массы (г/м2) испытуемого образца на каждом этапе после механического удаления окалины и после протравливания, после проведения отжига горячекатаного листа.
Как видно из этих результатов, испытуемый образец, который был подвергнут только протравливанию, без механического удаления окалины, имеет характеристику удаления окалины такую же, как образец, который был подвергнут механическому удалению окалины, путем быстрого индукционного нагрева до 700°C в процессе нагревания при отжиге горячекатаного листа. Кроме того, окисленная окалина эффективно удаляется с поверхности испытуемого образца, быстро нагретого до 700°C путем индукционного нагрева, даже когда время протравливания сокращается от обычного значения 60 секунд до 40 или 20 секунд. Следовательно, согласно настоящему изобретению можно не только исключить механическое удаление окалины из процесса удаления окалины, но также сократить время протравливания.
Промышленная применимость
Способ настоящего изобретения обеспечивает эффект улучшения характеристики удаления окалины, независимо от наличия или отсутствия кремния, поэтому способ можно применять не только для кремнийсодержащего горячекатаного стального листа для получения листа электротехнической стали или высокопрочного стального листа, но также для горячекатаного стального листа общего назначения, не содержащего Si.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Устройство для холодной прокатки
Устройство для регулирования температуры стального листа и способ регулирования температуры
Оборудование для изготовления вырезов в стальной полосе, способ получения вырезов в стальной полосе, техническое средство для холодной прокатки и способ выполнения холодной прокатки
Горячекатаный стальной лист для листа из текстурированной электротехнической стали и способ его изготовления, и способ изготовления листа из текстурированной электротехнической стали
Высокопрочный стальной лист для сероводородостойкой магистральной трубы, способ его изготовления и высокопрочная стальная труба, полученная с использованием высокопрочного стального листа для сероводородостойкой магистральной трубы

