Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ СТАЛЬНОГО ЛИСТА И СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к устройству для регулирования температуры стального листа и способу регулирования температуры стального листа.
Уровень техники
Как правило, установка для непрерывного отжига стального листа включает в себя нагревательную печь, печь изотермического нагрева, охладительную печь, и аналогичные устройства. На входе установки концевая часть предшествовавшего материала и передняя часть последующего материала, которые имеют различные размеры по толщине и ширине стального листа, различные стандарты и условия отжига, свариваются друг с другом и подвергаются непрерывной обработке как единый стальной лист. Цель данного процесса заключается в осуществлении процесса нагрева, пригодного для всех условий отжига, путем включения заданного значения температуры печи в каждой зоне нагрева нагревательной печи до и после сварного участка. В конечном итоге, стальной лист разрезают и транспортируется в рулонах на участок выполнения следующей операции, на выходе установки.
В нагревательной печи температура стального листа, как правило, повышается путем радиационного нагрева с помощью трубчатого радиационного нагревателя. Однако если размеры и другие параметры стальных листов до и после сварного участка отличаются друг от друга, температуры стального листа изменяются, поскольку условия нагрева до и после сварного участка являются одинаковыми. Кроме того, поскольку постоянная времени, необходимая для регулирования трубчатого радиационного нагревателя, велика, реакция является медленной, и период изменения температуры стального листа увеличивается при обычном регулировании с обратной связью. Таким образом, например, как указывается в патентных документах 1 и 2, скорость реакции пытались увеличить посредством регулирования с прямой связью на основе такой информации, как изменение размера или стандарта стального листа, и путем значительного изменения температуры печи и расхода топлива в короткий период времени.
Более конкретно, в патентном документе 1 раскрывается способ непрерывного регулирования расхода топлива путем непрерывного измерения коэффициента черноты стального листа заранее с помощью инфракрасного излучения, и устранения изменений температуры стального листа, спрогнозированного по изменению коэффициента черноты, в момент времени, когда стальной лист непосредственно достигает нагревательного элемента. В патентном документе 2 раскрывается способ регулирования расхода топлива путем расчета заранее данных временного ряда температуры стального листа и расхода топлива, соответствующего заданному значению температуры стального листа с обеспечением минимальной погрешности относительно заданного значения, с помощью динамической модели температуры стального листа, толщины листа, линейной скорости подачи и расхода топлива.
При регулировании с прямой связью, как было указано выше, температура печи и расход топлива задаются в соответствии с моделью на основе полученной заранее информации. Однако, поскольку регулирование с прямой связью не основано на замеренном значении температуры стального листа, происходит отклонение регулирования вследствие погрешности модели. Следовательно, необходимо вводить коэффициент усиления системы регулирования, соответствующий погрешности модели. Учитывая эти обстоятельства, в патентном документе 3 раскрывается способ определения с помощью определенных параметров вероятной реакции температуры стального листа, изменяющейся в сторону опорного значения температуры стального листа, и определения температуры печи с помощью динамической модели, использующей переменные, относящиеся к техническим характеристикам стального листа, такие как толщина и ширина листа, для определения вероятной реакции температуры.
Список противопоставленных материалов
Патентная документация
Патентный документ 1: Патент Японии № 5510787
Патентный документ 2: Выложенная патентная заявка Японии № 64-28329
Патентный документ 3: Выложенная патентная заявка Японии № 3-236422
Раскрытие изобретения
Техническая проблема
Способы, раскрываемые в патентных документах 1 и 2, являются эффективными для повышения скорости реакции при изменении температуры стального листа. Однако в способах, раскрываемых в патентных документах 1 и 2, при введении определенного возмущающего фактора, расчет с помощью модели температуры печи и расхода топлива нагревательной печи, требуемых для достижения заданного значения температуры стального листа, производится с погрешностью. Таким образом, при работе в установившемся режиме без возмущающего фактора возникает погрешность регулирования (установившаяся погрешность). С другой стороны, способ, раскрываемый в патентном документе 3, обеспечивает регулирование с хорошей реакцией без остаточной погрешности регулирования, за счет сбора действительных значений температуры стального листа за постоянный период, с последующим заданием вероятной реакции температуры стального листа и вычислением соответствующего заданного значения температуры печи при прогнозировании температуры стального листа в будущем с учетом в модели разницы между предшествующим и последующим материалами, такой как толщина и ширина стального листа. Однако в способе, раскрываемом в патентном документе 3, при увеличении температуры стального листа на входе нагревательной печи в определенные моменты времени погрешность модели возрастает. Кроме того, если на выходе нагревательной печи производится регулирование с обратной связью, основанное только на замеренном значении температуры стального листа, скорость реакции замедляется.
Таким образом, желательно получить способ регулирования температуры стального листа, обеспечивающий одновременно решение двух задач, а именно, повышения скорости регулирования при регулировании с прямой связью, и устранения остаточной погрешности регулирования при регулировании с обратной связью. И, хотя вышеупомянутые две задачи могут быть решены по отдельности, объем работы при регулировании с прямой связью является возмущающим фактором для регулирования с обратной связью, если не предусмотрена соответствующая конструкция или настройка. Таким образом, требуется решить две вышеупомянутые задачи, таким образом, чтобы их решения не мешали друг другу.
Настоящее изобретение было создано с учетом вышеупомянутой проблемы, и объектами настоящего изобретения являются устройство для регулирования температуры стального листа и способ регулирования температуры стального листа, обеспечивающие возможность регулирования температуры стального листа в нагревательной печи с высокой скоростью реакции и высокой точностью регулирования.
Решение проблемы
Для решения указанной проблемы и выполнения поставленной задачи, настоящим изобретением предлагается устройство регулирования температуры стального листа, содержащее: блок измерения температуры листа, измеряющий температуру стального листа на входе и на выходе нагревательной печи, содержащей множество зон нагрева, расположенных в направлении прохождения стального листа; блок измерения температуры печи, измеряющий температуру печи в каждой из зон нагрева; блок вычисления коэффициента влияния, вычисляющий коэффициент влияния, характеризующий изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры стального листа на входе нагревательной печи, и коэффициент влияния, характеризующий изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры печи в каждой из зон нагрева, используя уравнение тепловой модели, дающее возможность вычислить температуру стального листа в нагревательной печи путем введения заданного значения температуры стального листа на входе нагревательной печи, и заданных значений температуры печи в каждой из зон нагрева и скорости прохождения листа; блок настройки модели регулирования, настраивающий модель регулирования путем введения командного значения изменения температуры печи и получения в качестве выходного сигнала значений температуры печи в каждой из зон нагрева и температуры стального листа на выходе нагревательной печи, путем использования коэффициента влияния, вычисленного блоком вычисления коэффициента влияния, времени перемещения стального листа до тех пор, пока влияние изменения температуры печи в каждой из зон нагрева не отразится на изменении температуры стального листа на выходе нагревательной печи, постоянной времени от момента вывода командного значения изменения температуры печи в каждой из зон нагрева до момента фактического изменения температуры печи, и переменной, представляющей неизвестное возмущение по температуре стального листа на выходе нагревательной печи; блок оценки параметров состояния и возмущающего воздействия, оценивающий одновременно параметр состояния и возмущение температуры модели регулирования, путем введения отклонения фактического значения температуры стального листа на входе нагревательной печи, измеренного блоком измерения температуры листа, от заданного значения, отклонения фактического значения температуры стального листа на выходе нагревательной печи, измеренного блоком измерения температуры листа, от заданного значения, и отклонения фактического значения температуры печи в каждой из зон нагрева, измеренного блоком измерения температуры печи, от начального заданного значения; блок расчета величины изменения температуры печи, вычисляющий величину изменения температуры печи в каждой из зон нагрева в условиях ограничения, таким образом, чтобы квадрат суммы отклонения фактического значения от заданного значения температуры стального листа на выходе нагревательной печи был минимальным, используя значения параметра состояния и возмущения температуры модели регулирования, оценка которых производится блоком оценки параметров состояния и возмущающего воздействия; и блок регулирования температуры печи, регулирующий расход топлива, используемого в каждой из зон нагрева, для достижения величины изменения температуры печи, вычисленной блоком расчета величины изменения температуры печи.
Кроме того, в устройстве регулирования температуры стального листа согласно настоящему изобретению, блок расчета величины изменения температуры печи содержит по меньшей мере одно условие ограничения, относящееся к верхнему и нижнему предельным значениям температуры печи, величине изменения температуры печи в единицу времени, максимальному и минимальному допустимым значениям расхода топлива, а также к величине изменения расхода топлива в единицу времени.
Кроме того, в устройстве регулирования температуры стального листа согласно настоящему изобретению, блок вычисления коэффициента влияния, блок настройки модели регулирования, блок оценки параметров состояния и возмущающего воздействия и блок расчета величины изменения температуры печи каждый выполняют процесс для каждого заданного значения из множества значений скорости прохождения листа, применимых при выполнении фактической операции, и блок регулирования температуры печи регулирует расход топлива, используемого в каждой из зон нагрева для получения величины изменения температуры печи, вычисленной по заданному значению скорости прохождения листа, близкому к фактическому значению скорости прохождения листа.
Кроме того, настоящим изобретением предлагается способ регулирования температуры стального листа, включающий в себя: этап измерения температуры листа, на котором производится измерение температуры стального листа на входе и на выходе нагревательной печи, содержащей множество зон нагрева, расположенных в направлении прохождения стального листа; этап измерения температуры печи, на котором производится измерение температуры печи в каждой из зон нагрева; этап вычисления коэффициента влияния, на котором производится вычисление коэффициента влияния, характеризующего изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры стального листа на входе нагревательной печи, и коэффициента влияния, характеризующего изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры печи в каждой из зон нагрева, с использованием уравнения тепловой модели, дающего возможность вычислить температуру стального листа в нагревательной печи путем введения заданного значения температуры стального листа на входе нагревательной печи, и заданных значений температуры печи в каждой из зон нагрева и скорости прохождения листа; этап настройки модели регулирования, на котором производится настройка модели регулирования путем введения командного значения изменения температуры печи и получения в качестве выходного сигнала значений температуры печи в каждой из зон нагрева и температуры стального листа на выходе нагревательной печи, путем использования коэффициента влияния, вычисленного на этапе вычисления коэффициента влияния, времени перемещения стального листа до тех пор, пока влияние изменения температуры печи в каждой из зон нагрева не отразится на изменении температуры стального листа на выходе нагревательной печи, постоянной времени от момента вывода командного значения изменения температуры печи в каждой из зон нагрева до момента фактического изменения температуры печи, и переменной, представляющей неизвестное возмущение по температуре стального листа на выходе нагревательной печи; этап оценки параметров состояния и возмущающего воздействия, на котором производится одновременная оценка параметра состояния и возмущения температуры модели регулирования, путем введения отклонения фактического значения температуры стального листа на входе нагревательной печи, измеренного на этапе измерения температуры листа, от заданного значения, отклонения фактического значения температуры стального листа на выходе нагревательной печи, измеренного на этапе измерения температуры листа, от заданного значения, и отклонения фактического значения температуры печи в каждой из зон нагрева, измеренного на этапе измерения температуры печи, от начального заданного значения; этап расчета величины изменения температуры печи, на котором производится вычисление величины изменения температуры печи в каждой из зон нагрева в условиях ограничения, таким образом, чтобы квадрат суммы отклонения фактического значения от заданного значения температуры стального листа на выходе нагревательной печи был минимальным, с использованием значения параметра состояния и возмущения температуры модели регулирования, оценка которых производится на этапе оценки параметров состояния и возмущающего воздействия; и этап регулирования температуры печи, на котором производится регулирование расхода топлива, используемого в каждой из зон нагрева, для достижения величины изменения температуры печи, вычисленной на этапе расчета величины изменения температуры печи.
Полезный эффект изобретения
Устройство для регулирования температуры стального листа и способ регулирования температуры стального листа согласно настоящему изобретению обеспечивают возможность регулирования температуры стального листа в нагревательной печи с высокой скоростью реакции и высокой точностью регулирования.
Краткое описание чертежей
Фиг. 1 - блок-схема, демонстрирующая конфигурацию возможного варианта реализации устройства для регулирования температуры стального листа согласно настоящему изобретению.
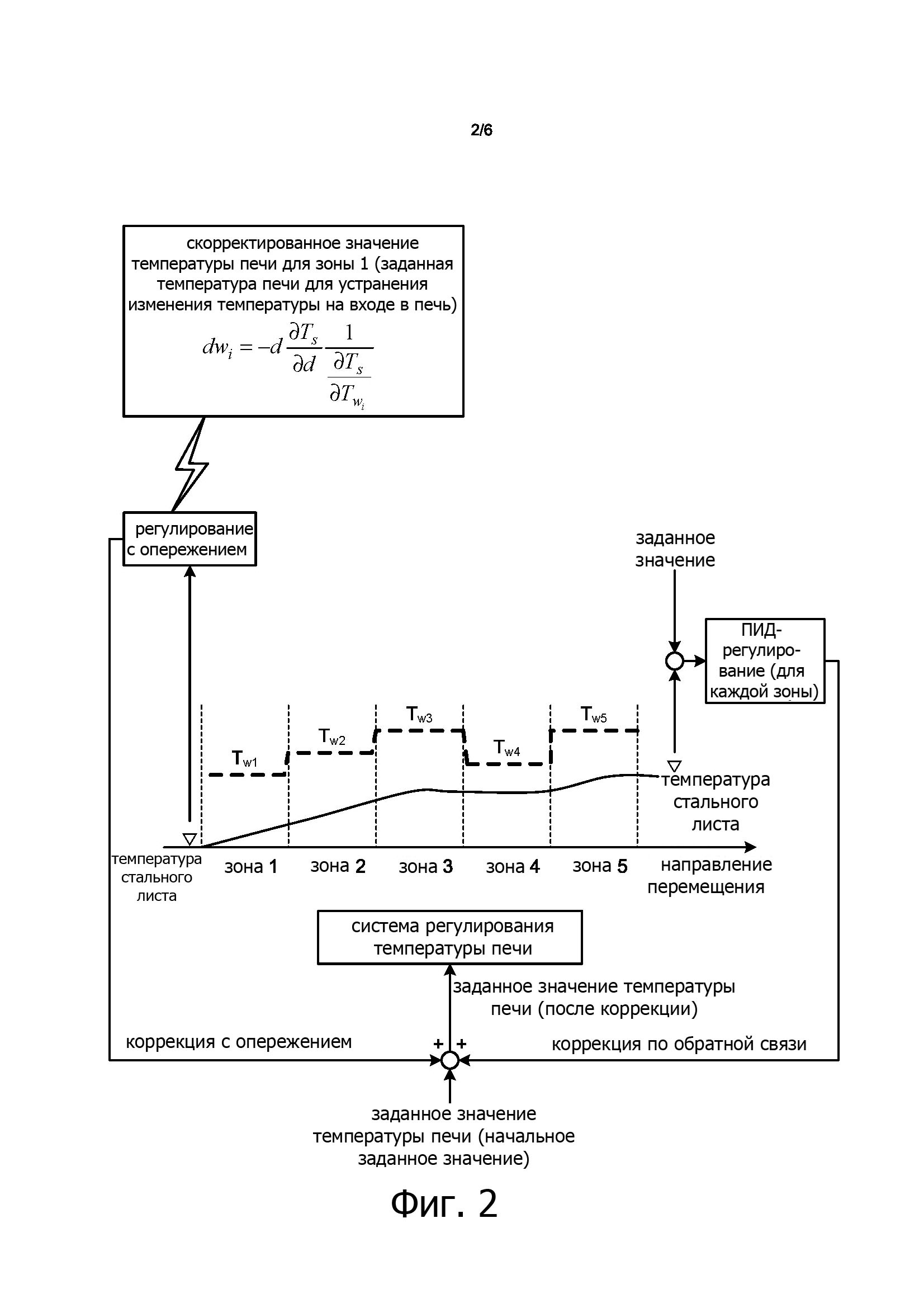
Фиг. 2 - блок-схема, демонстрирующая конфигурацию обычного устройства для регулирования температуры стального листа.
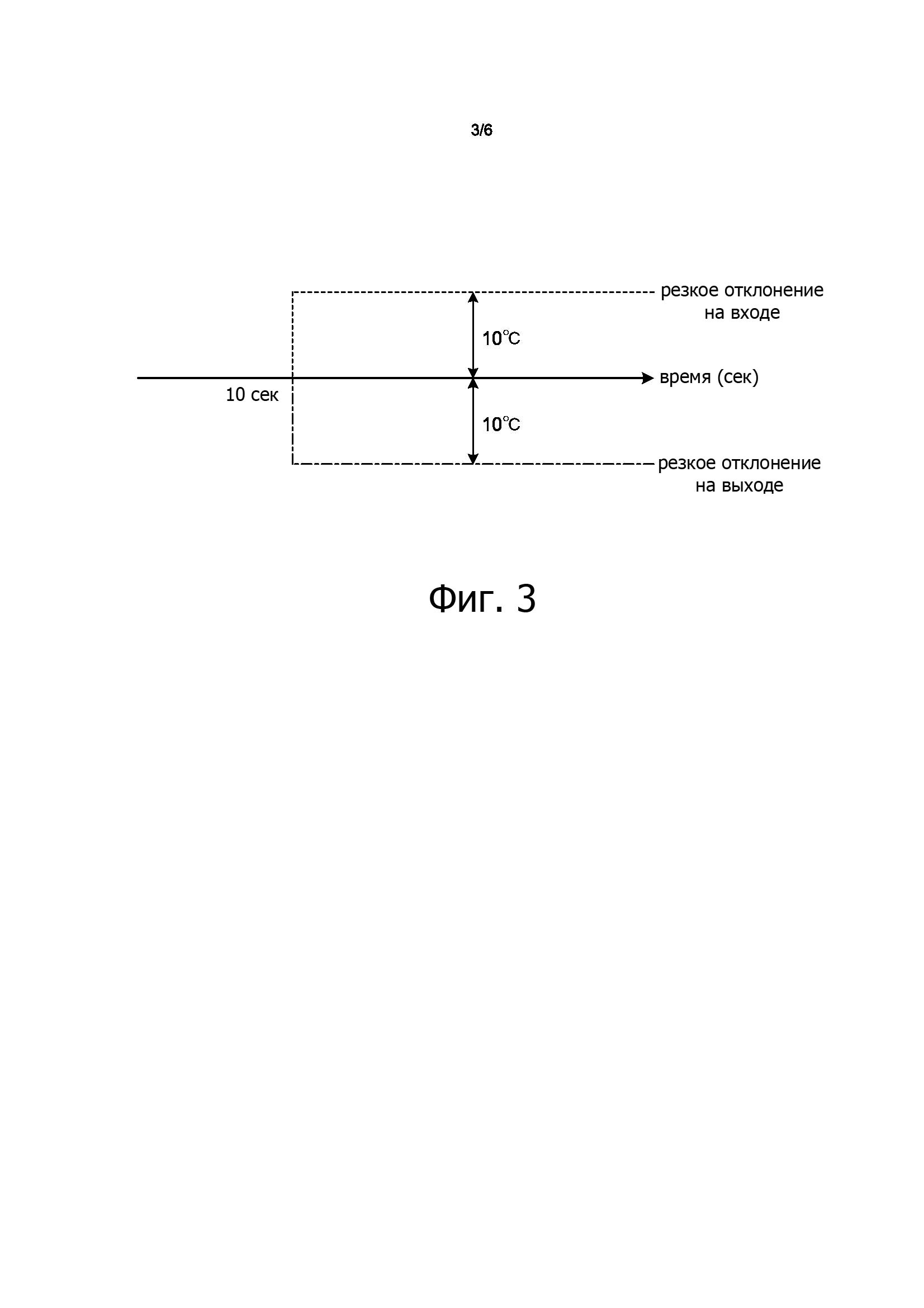
Фиг. 3 - график, демонстрирующий возмущающее воздействие по температуре стального листа на входе и на выходе нагревательной печи.
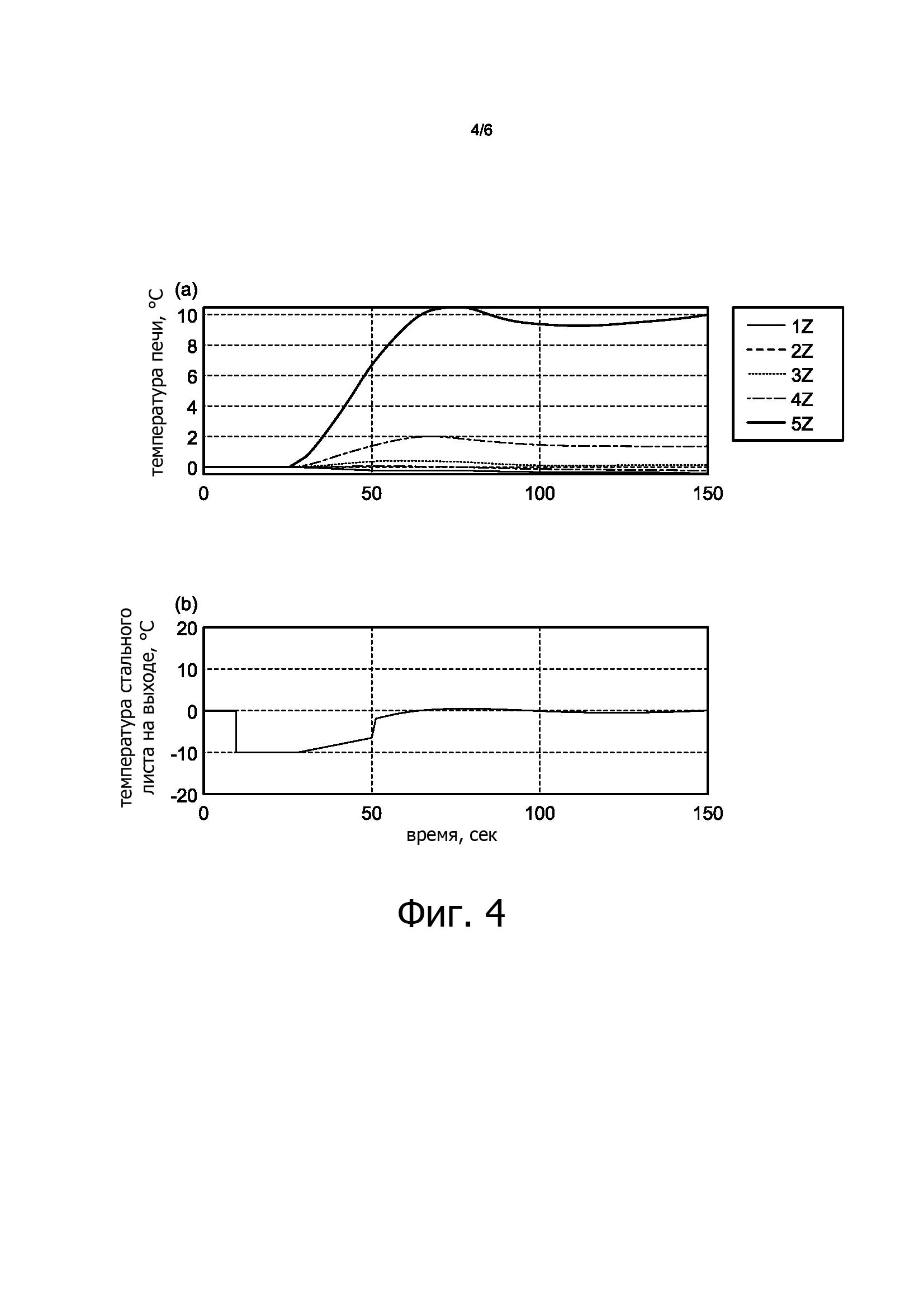
Фиг. 4 - график, показывающий температуру печи в каждой зоне нагрева и скорость изменения температуры стального листа на выходе нагревательной печи при способе регулирования согласно настоящему изобретению.
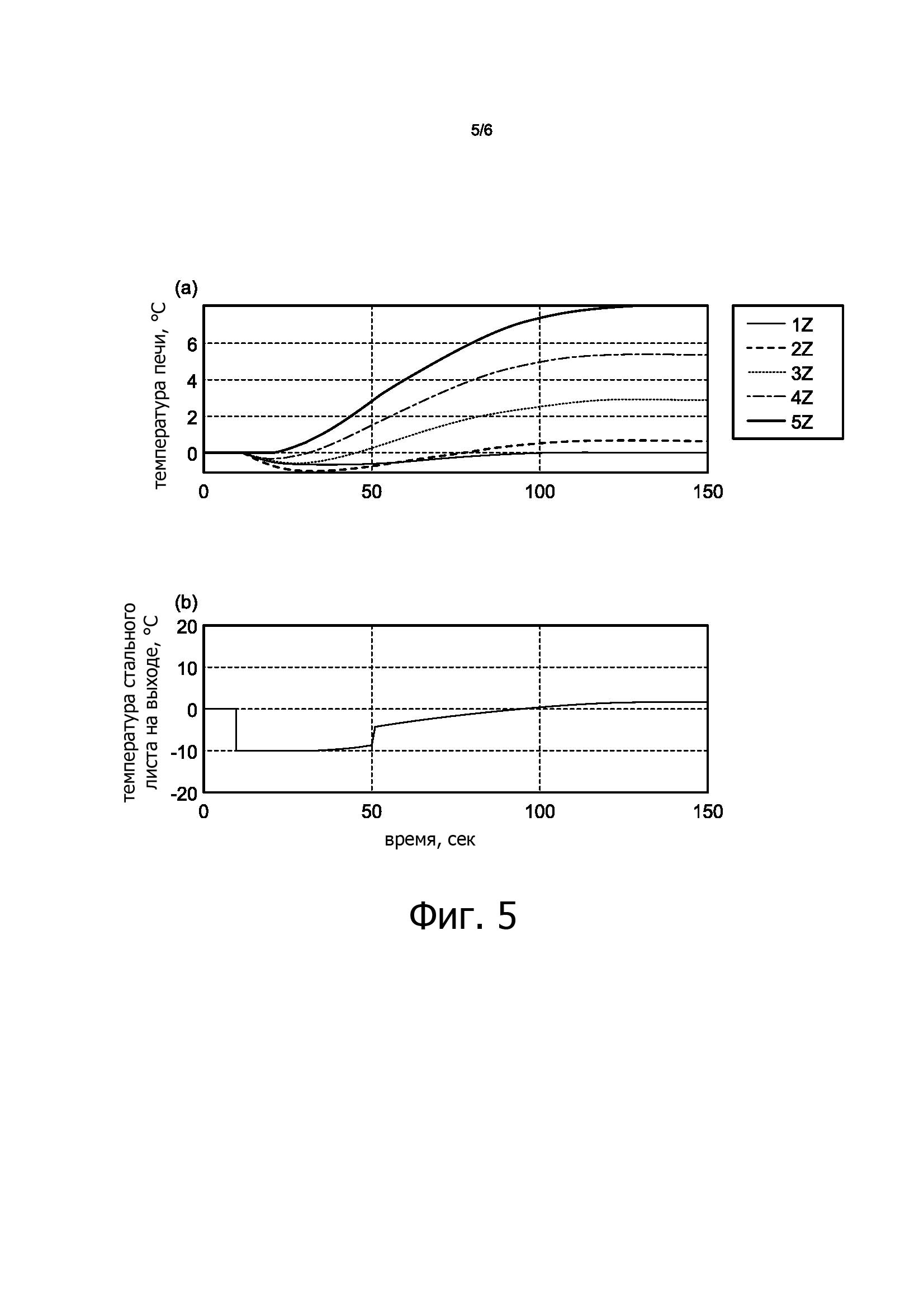
Фиг. 5 - график, показывающий температуру печи в каждой зоне нагрева и скорость изменения температуры стального листа на выходе нагревательной печи при обычном способе регулирования.
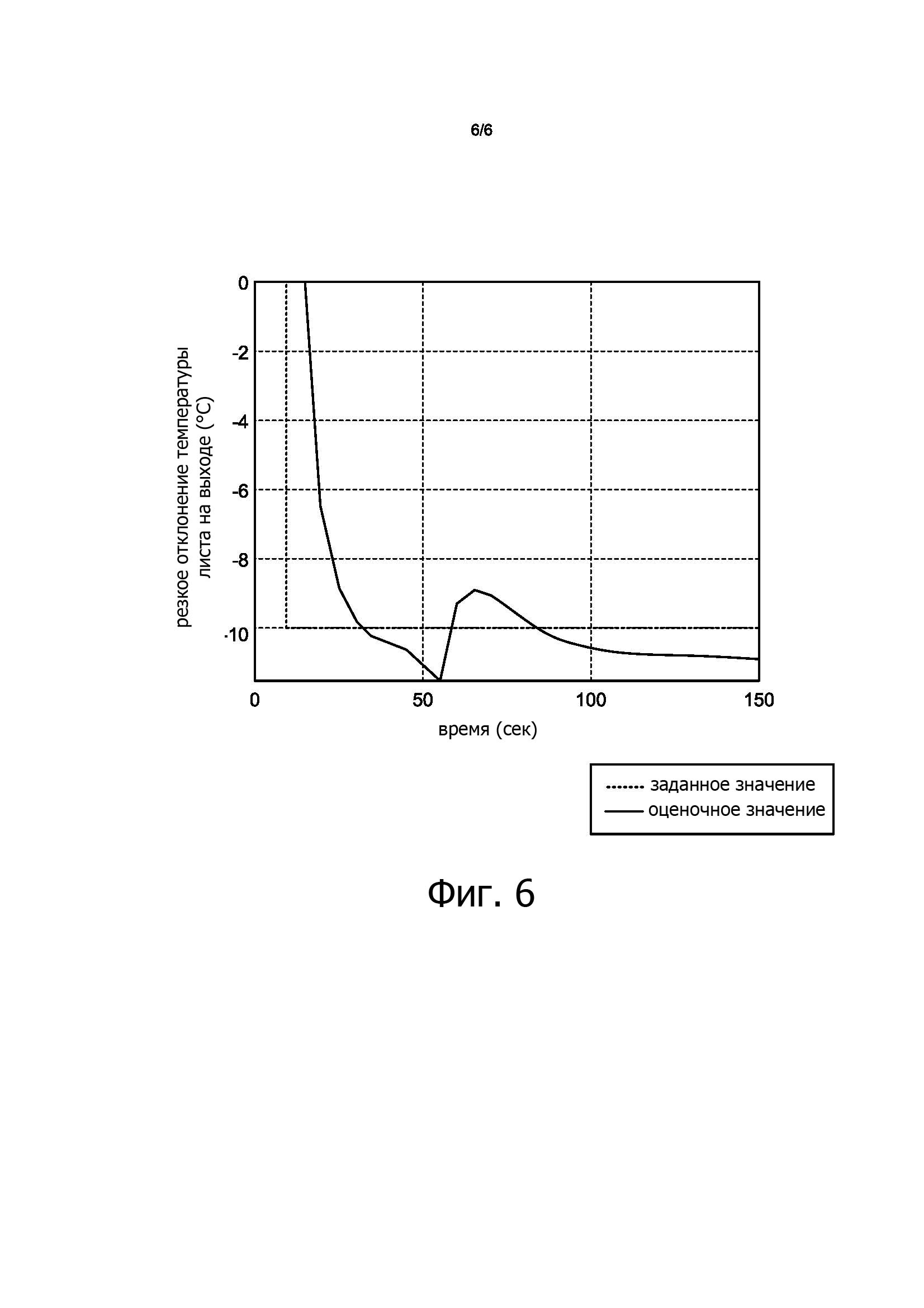
Фиг. 6 - график, демонстрирующий возмущающее воздействие по температуре стального листа на выходе нагревательной печи.
Описание вариантов реализации изобретения
Ниже приводится подробное описание возможного варианта реализации устройства для регулирования температуры стального листа согласно настоящему изобретению и его работа со ссылками на прилагаемые чертежи.
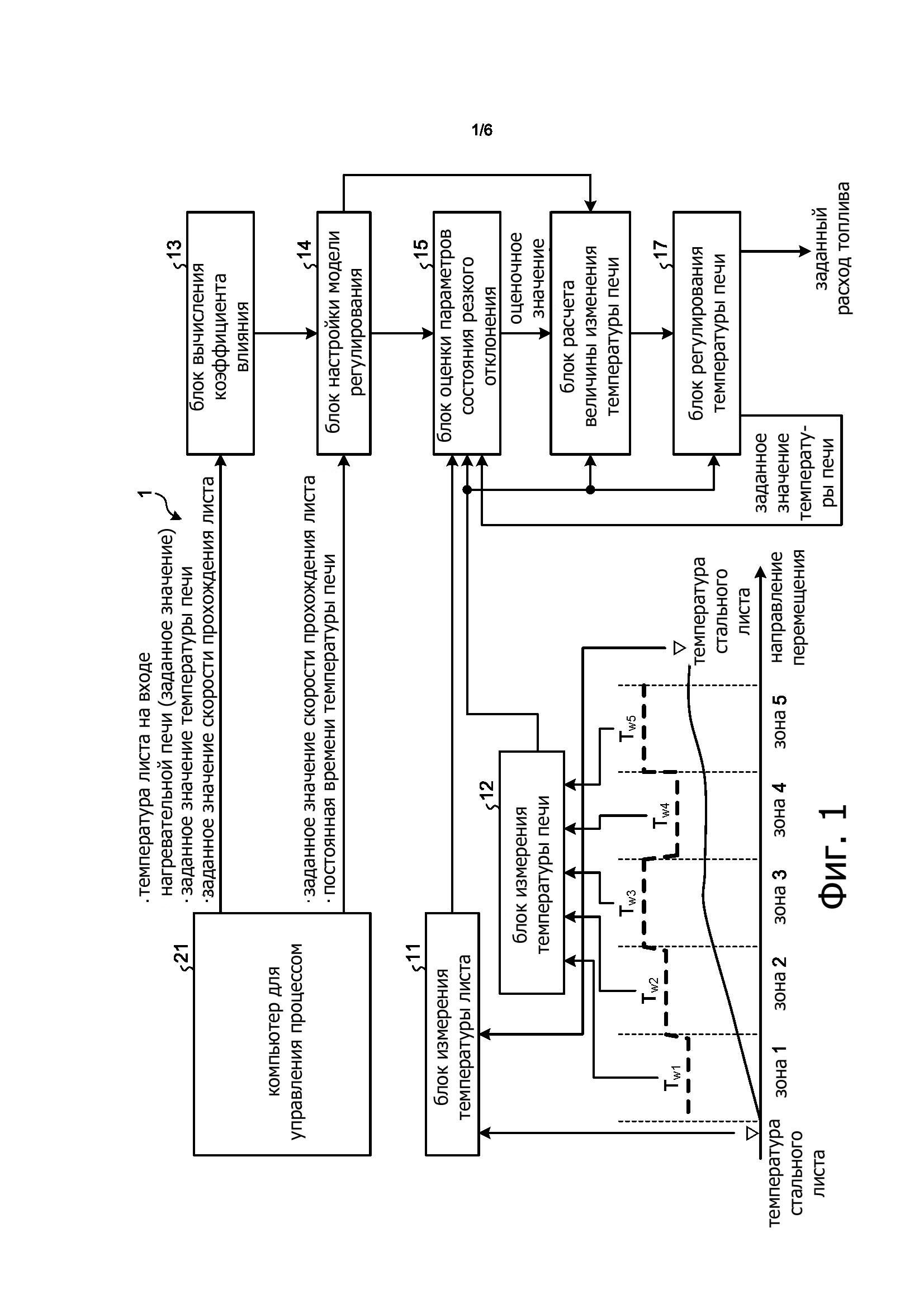
На фиг. 1 приведена блок-схема, демонстрирующая конфигурацию возможного варианта реализации устройства для регулирования температуры стального листа согласно настоящему изобретению. Как показано на фиг. 1, a устройство 1 для регулирования температуры стального листа согласно возможному варианту реализации настоящего изобретения представляет собой устройство, регулирующее температуру стального листа в нагревательной печи, включая n (≥ 1) зон нагрева (пять в данном варианте реализации), расположенных по направлению перемещения стального листа.
Устройство 1 регулирования температуры стального листа согласно данному варианту реализации содержит блок 11 измерения температуры листа, блок 12 измерения температуры печи, блок 13 вычисления коэффициента влияния, блок 14 настройки модели регулирования, блок 15 оценки параметров состояния и возмущающего воздействия, блок 16 расчета величины изменения температуры печи и блок 17 регулирования температуры печи в качестве основного компонента.
Блок 11 измерения температуры листа измеряет температуру стального листа (температуру листа) на входе и выходе нагревательной печи в каждый заданный период времени и посылает электрический сигнал, характеризующий температуру листа, в блок 15 оценки параметров состояния и возмущающего воздействия.
Блок 12 измерения температуры печи измеряет фактическое значение температуры (температуры печи) в каждой зоне нагрева нагревательной печи в каждый заданный период времени и посылает электрический сигнал, характеризующий замеренную температуру печи в каждой зоне нагрева, в блок 15 оценки параметров состояния и возмущающего воздействия, блок 16 расчета величины изменения температуры печи и блок 17 регулирования температуры печи.
Блок 13 вычисления коэффициента влияния получает заданное значение температуры стального листа на входе нагревательной печи, заданное значение температуры печи и заданное значение скорости прохождения листа в каждой зоне нагрева, которые поступают из управляющего компьютера 21 в ответ на получение команды на выполнение отжига стального листа. Блок 13 вычисления коэффициента влияния рассчитывает коэффициент влияния, характеризующий изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры стального листа на входе нагревательной печи, и коэффициент влияния, характеризующий изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры стального листа в каждой зоне нагрева, используя информацию, полученную от управляющего компьютера 21. Затем блок 13 вычисления коэффициента влияния выдает электрический сигнал, характеризующий коэффициенты влияния, в блок 14 настройки модели регулирования. Ниже приводится описание способа расчета коэффициентов влияния.
Если заданное значение температуры стального листа на входе нагревательной печи равно Tin, заданное значение скорости прохождения листа равно Vs, и заданное значение температуры печи в каждой зоне нагрева равно Twi (где i изменяется от 1 до 5), то температура Ts стального листа на выходе нагревательной печи будет описываться функцией Ts = f (Tin, Vs, Twi, Tw2, Tw3, Tw4, Tw5) . В данном примере функция f представляет собой уравнение тепловой модели стального листа в нагревательной печи, базирующееся на приведенном ниже уравнении (1). При расчете числового значения, уравнение (1) вычисляет разность путем дискретизации в соответствующем временном интервале Δt. В уравнении (1) используются следующие обозначения: ρ - удельная теплоемкость [ккал/кг/К] стального листа, C - удельный вес [кг/м3] стального листа, h - толщина [m] стального листа, Ts - температура [°C] стального листа, Tw - температура печи [°C], ϕcg - общий коэффициент теплопередачи [-], σ - постоянная Стефана-Больцмана (= 1.3565e-11 [ккал/сек/м2/К4]), и t - время [сек].
 (1)
(1)
Блок 13 вычисления коэффициента влияния рассчитывает коэффициент влияния, используя информацию, полученную от управляющего компьютера 21, и с помощью приведенных ниже уравнений (2) - (7). В данном примере, уравнение (2) описывает коэффициент влияния, выражая изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры стального листа на входе нагревательной печи, и d1 в уравнении (2) является переменной, характеризующей изменение температуры стального листа на входе нагревательной печи. Уравнения (3) - (7) показывают коэффициенты влияния, выражая изменение температуры стального листа на выходе нагревательной печи вследствие изменения температуры стального листа в каждой зоне нагрева.
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)
 (6)
(6)
 (7)
(7)
От управляющего компьютера 21 в блок 14 настройки модели регулирования поступают заданное значение скорости прохождения листа в каждой зоне нагрева и постоянная времени температуры печи. Блок 14 настройки модели регулирования рассчитывает уравнение модели регулирования, требующееся блоку 15 оценки параметров состояния и возмущающего воздействия и блоку 16 расчета величины изменения температуры печи, используя информацию, полученную от управляющего компьютера 21. Затем блок 14 настройки модели регулирования посылает электрический сигнал, характеризующий параметр рассчитанного уравнения модели регулирования, в блок 15 оценки параметров состояния и возмущающего воздействия и блок 16 расчета величины изменения температуры печи. Ниже приводится описание способа расчета уравнения модели регулирования.
Если необходимо определить время перемещения L1[s] стального листа от входа в i-ую зону нагрева до выхода из нагревательной печи (равное расстоянию от входа в i-ую зону нагрева до выхода из нагревательной печи, разделенному на заданное значение скорости прохождения листа), то температуру Ts стального листа на выходе нагревательной печи определяют с помощью приведенного ниже уравнения (8), в котором используются коэффициенты влияния, полученные с помощью уравнений (2) - (7). В рассматриваемом примере, параметр ΔTwi в уравнении (8) представляет собой разность между фактическим и заданным значениями температуры печи в каждой зоне нагрева, и характеризует изменение температуры печи. Кроме того, s является оператором Лапласа.
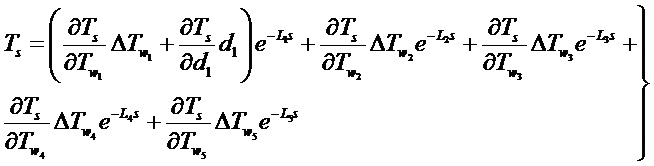 (8)
(8)
Предполагается, что система регулирования с обратной связью основывается на разности между заданным и фактическим значениями температуры печи, и что систему регулирования температуры печи можно аппроксимировать с помощью динамической характеристики, представленной в нижеприведенном уравнении (9). В рассматриваемом примере, параметр ΔTwiref в уравнении (9) представляет собой заданное значение температуры печи в каждой зоне нагрева, и Ti является постоянной времени от командного значения температуры печи до фактического значения температуры печи в каждой зоне нагрева.
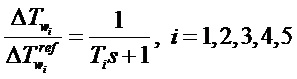 (9)
(9)
Предполагается также, что параметр времени перемещения eLis в уравнении (8) можно линеаризовать с помощью Паде-аппроксимации, как показано в нижеприведенном уравнении (10). Уравнение (10) является уравнением третьего порядка. Однако порядок уравнения может быть соответствующим образом задан разработчиком. Если уравнение (10) выразить в представлении в пространстве состояний, можно получить следующее уравнение (11). В уравнении (11) параметры x1, x2, и x3 являются внутренними переменными состояния, и могут быть использованы в случае необходимости. Таким образом, x1, x2, и x3 не имеют какого-либо физического значения.
 (10)
(10)
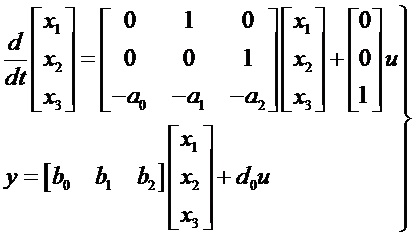 (11)
(11)
При рассмотрении вместе уравнений (8) и (11), представления в пространстве состояний изменение температуры Tsi листа от изменения температуры поверхности ΔTwi в каждой зоне нагрева и изменения температуры d1 стального листа на входе нагревательной печи выражаются нижеприведенными уравнениями (12) и (13). В рассматриваемом примере, уравнение (12) является уравнением для первой зоны нагрева, а уравнение (13) представляет собой уравнение для зон нагрева со второй по пятую. Кроме того, Tsi представляет собой переменную температуры листа, показывающую i-ый член уравнения (8).
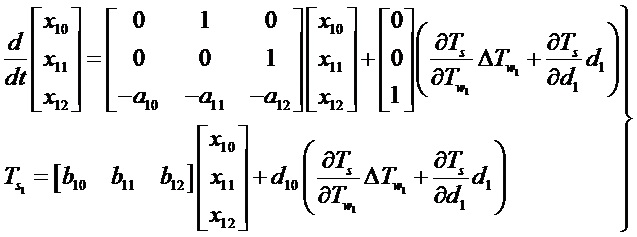 (12)
(12)
 (13)
(13)
Кроме того, представление в пространстве состояний уравнения динамической характеристики системы регулирования температуры печи, приведенное в уравнении (9), выражается следующим уравнением (14).
 (14)
(14)
Измеримым выходным сигналом системы регулирования температуры печи является переменная температуры печи ΔTwi в каждой зоне нагрева и температура Ts стального листа на выходе нагревательной печи. Если к температуре Ts стального листа добавляется неизвестная переменная d2, характеризующая возмущающее воздействие на температуру стального листа на выходе нагревательной печи, температура Ts стального листа определяется следующим уравнением (15). Если предполагается, что дифференцирования по времени переменной температуры di стального листа на входной стороне стального листа равно нулю, как показано в уравнении (16), представление в пространстве состояний, выражаемое нижеприведенным уравнением (17), получают из уравнений (12)-(16).


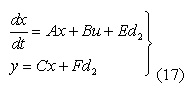
где 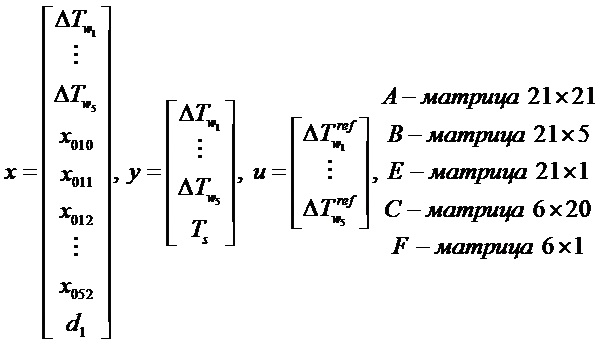
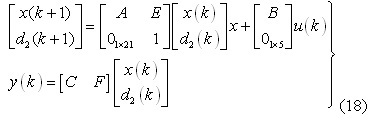
Затем блок 14 настройки модели регулирования посылает результат, полученный посредством дискретизации матриц A-F в уравнении (17) (далее везде в непрерывном по времени представлении и в дискретном по времени представлении используются одинаковые обозначения) за период регулирования, в блок 15 оценки параметров состояния и возмущающего воздействия и блок 16 расчета величины изменения температуры печи, как параметр уравнения модели регулирования.
Блок 15 оценки параметров состояния и возмущающего воздействия оценивает параметр состояния и параметр возмущающего воздействия уравнения модели регулирования, вычисленные блоком 14 настройки модели регулирования для каждого периода регулирования, с помощью метода оценки, такого как алгоритм наблюдения и фильтр Кальмана, и посылает электрический сигнал, характеризующий оценочные значения, в блок 16 расчета величины изменения температуры печи. Если для оценки используется алгоритм наблюдения, блок 15 оценки параметров состояния и возмущающего воздействия преобразует уравнение (17) в нижеприведенное уравнение (18). Тогда блок 15 оценки параметров состояния и возмущающего воздействия разрабатывает алгоритм наблюдения для системы. Приведенное ниже уравнение (19) представляет собой алгоритм наблюдения, получаемый путем умножения коэффициента усиления наблюдателя L на отклонение замеренного значения от значения, полученного моделированием, принимая при этом x' в качестве значения оценки состояния и d2' в качестве значения оценки возмущения. Нижеприведенное уравнение (19) корректирует оценочные значения состояния и возмущающего воздействия. В уравнении (19), u(k) является входным сигналом заданного значения температуры печи в каждой зоне нагрева, поступающим от блока 17 регулирования температуры печи. Для получения коэффициента усиления наблюдателя может применяться известный способ стабилизации системы (например, описываемый во "Введении в теорию систем регулирования" (Jikkyo Shuppan, 1979)).

Блок 16 расчета величины изменения температуры печи рассчитывает величину изменения температуры печи, таким образом, чтобы квадрат суммы отклонения фактического значения от заданного значения температуры стального листа на выходе нагревательной печи был минимальным (иными словами, чтобы отклонение температуры стального листа на выходе нагревательной печи от заданного значения было минимальным), используя оценочные значения параметров состояния и значение возмущающего воздействия, полученные от блока 15 оценки параметров состояния и возмущающего воздействия. Это приводит к проблеме минимизации целевой функции в условиях ограничения. Более конкретно, хотя уравнение (18) уже получено как уравнение модели регулирования, входной сигнал преобразуется в виде нижеприведенного уравнения (20) с целью введения ограничений по заданному значению температуры печи. В таком случае, блок 16 расчета величины изменения температуры печи вычисляет величину изменения температуры печи Δu(k), при которой изменение температуры Ts2 листа становится минимальным, используя уравнение модели регулирования. Это проблема оптимизации для расчета данных временного ряда величины изменения температуры печи Δu(k) для минимизации оценочной функции, выражаемой следующим уравнением (21).


В рассматриваемом примере, значения, поступающие от блока 15 оценки параметров состояния и возмущающего воздействия, используются как исходные значения переменной состояния и переменной возмущающего воздействия. В уравнении (21), x(k)T представляет собой транспозицию вектора. N в уравнении (21) является периодом прогнозирования и означает, что оценка будущего периода регулирования N производится с настоящего момента. Принимая Q = cTc (где c - последняя строка, соответствующая температуре стального листа, в матрице [C F O6x5]), с помощью оценочной функции можно минимизировать изменение температуры стального листа, включая возмущающее воздействие на входе и выходе нагревательной печи.
Кроме того, условия ограничения включают условия, относящиеся к верхнему и нижнему предельным значениям температуры печи, величине изменения температуры печи в единицу времени, максимальному и минимальному допустимым значениям расхода топлива, а также к величине изменения расхода топлива в единицу времени. Кроме того, можно получить соотношение между расходом топлива и заданным значением температуры печи u(k) и интегрировать это соотношение в условиях ограничения, или ограничить заданное значение температуры печи u(k). Таким образом, можно интегрировать ограничение условий эксплуатации. Среди данных временного ряда величины изменения температуры печи Δu(k), вычисляемых в данном процессе, блок 16 расчета величины изменения температуры печи выдает в блок 17 регулирования температуры печи величину изменения температуры печи Δu(0) первого времени.
Блок 17 регулирования температуры печи добавляет величину изменения температуры печи Δu(0) к целевому значению температуры печи в данный момент времени и устанавливает используемую величину расхода топлива в каждой зоне нагрева, необходимую для получения целевого значения. Предпочтительно, чтобы блок 13 вычисления коэффициента влияния, блок 14 настройки модели регулирования, блок 15 оценки параметров состояния и возмущающего воздействия и блок 16 расчета величины изменения температуры печи каждый выполнял процесс для каждого заданного значения из множества значений скорости прохождения листа, которые могут приниматься во время фактической работы. Предпочтительно также, чтобы блок 17 регулирования температуры печи регулировал расход топлива, используемого в каждой зоне нагрева, для получения величины изменения температуры печи, рассчитанной по заданному значению скорости прохождения листа, близкой к фактической скорости прохождения листа.
Как видно из приведенного выше описания, в рассмотренном варианте реализации устройства 1 регулирования температуры стального листа согласно настоящему изобретению, блок 15 оценки параметров состояния и возмущающего воздействия одновременно оценивает значения параметра состояния и возмущения температуры модели регулирования. Кроме того, блок 16 расчета величины изменения температуры печи вычисляет величину изменения температуры печи в каждой зоне нагрева в условиях ограничения, таким образом, чтобы квадрат суммы отклонения фактического значения от заданного значения температуры стального листа на выходе нагревательной печи был минимальным, используя значения параметра состояния и возмущения температуры модели регулирования. Помимо этого, блок 17 регулирования температуры печи регулирует расход топлива, используемого в каждой зоне нагрева, для достижения расчетной величины изменения температуры печи. Таким образом, это позволяет регулировать температуру стального листа в нагревательной печи с высокой скоростью реакции и высокой точностью.
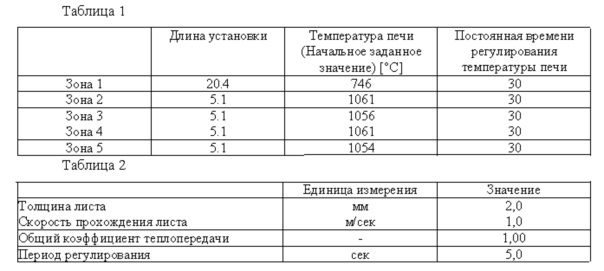
Примеры
Эффективность способа, предлагаемого настоящим изобретением, была подтверждена моделированием. Заданные значения параметров стального листа указаны в нижеприведенной таблице 2. В качестве ограничивающего условия способа согласно настоящему изобретению принимается, что целевое значение изменения температуры печи [°C/с] во всех зонах нагрева должно быть меньше или равно ± 1,0°C/сек. Период прогнозирования N оценочной функции принимается равным 30. Для сравнения на Фиг. 2 приведена схема примера конфигурации обычного способа регулирования температуры. Как показано на фиг. 2, в примере конфигурации обычного способа регулирования, изменение температуры листа вследствие возмущения температуры на входе нагревательной печи подавляется посредством регулирования с прямой связью (коррекции по прямой связи), а фактическое отклонение регулируемой температуры стального листа на выходе нагревательной печи подавляется посредством пропорционально-интегрально-дифференциального (ПИД) регулирования (коррекции по обратной связи). Оба способа регулирования являются независимыми друг от друга, и обычный способ регулирования отличается от способа, предлагаемого настоящим изобретением, тем, что корректировочные значения температуры печи не обмениваются друг с другом. При регулировании с прямой связью рассчитывается величина изменения температуры печи для устранения возмущения по температуре стального листа, возникающего на входе нагревательной печи и отражающегося на температуре стального листа на выходе нагревательной печи, с помощью коэффициентов влияния. Для сравнения скорости реакции при возникновении возмущения при регулировании обычным способом и способом согласно настоящему изобретению, на фиг. 3 показано возмущение по температуре стального листа на входе и на выходе нагревательной печи.
Температуры печи в зонах нагрева (зоны 1-5) и скорость изменения температуры стального листа на выходе нагревательной печи при способе регулирования согласно настоящему изобретению показаны на фиг. 4(a) и 4(b). Температуры печи в зонах нагрева (зоны 1-5) и скорость изменения температуры стального листа на выходе нагревательной печи при обычном способе регулирования показаны на фиг. 5(a) и 5(b). Как видно из фиг. 4(a) и (b), при способе регулирования согласно настоящему изобретению, температура стального листа на выходе нагревательной печи возвращается к заданному значению (0°C) не более чем через 60 секунд. Наоборот, как видно из фиг. 5(a) и (b), при обычном способе регулирования отклонение температуры стального листа на выходе нагревательной печи присутствует даже спустя 100 или более секунд. Таким образом, было подтверждено, что при способе регулирования согласно настоящему изобретению время, необходимое для возвращения температуры стального листа на выходе нагревательной печи к заданному значению, является коротким, и отклонение регулируемого параметра при данном способе регулирования устранено.
Различие между способом регулирования согласно настоящему изобретению и обычным способом заключается также в направленности изменения температуры печи при возникновении возмущения по температуре стального листа на входе нагревательной печи. Иными словами, при обычном способе регулирования, даже когда температура стального листа на выходе нагревательной печи ниже заданного значения, при возникновении положительного возмущения по температуре стального листа на входе нагревательной печи температура печи понижается. Однако при изменении температуры стального листа на выходе нагревательной печи происходит обратный процесс. Таким образом, температура печи изменяется, и требуется время для её возвращения к заданному значению. И, наоборот, при способе регулирования согласно настоящему изобретению, даже при возникновении положительного возмущения по температуре стального листа на входе нагревательной печи, когда текущая температура стального листа на выходе нагревательной печи ниже заданного значения, температура печи не понижается, и регулирование происходит таким образом, что устраняется остаточная погрешность регулирования. Это достигается благодаря тому, что оценка возмущения по температуре стального листа на выходе нагревательной печи производится для каждого периода регулирования, как показано на фиг. 6, и вычисляется оптимальное значение рабочего параметра.
Несмотря на то, что в настоящем описании был рассмотрен конкретный вариант реализации настоящего изобретения, данное изобретение не ограничивается описанием и чертежами, входящими в настоящее описание и соответствующими рассмотренному варианту реализации.
Иными словами, основанные на рассмотренном варианте реализации другие варианты, примеры и технологии, создаваемые и разрабатываемые специалистами в данной области, также охватываются настоящим изобретением.
Промышленная применимость
Настоящее изобретение дает возможность создания устройства для регулирования температуры стального листа и способа регулирования температуры стального листа, обеспечивающими возможность регулирования температуры стального листа в нагревательной печи с высокой скоростью реакции и высокой точностью регулирования.
Перечень ссылочных позиций:
1 устройство регулирования температуры стального листа;
11 блок измерения температуры листа;
12 блок измерения температуры печи;
13 блок вычисления коэффициента влияния;
14 блок настройки модели регулирования;
15 блок оценки параметров состояния/резкого отклонения;
16 блок расчета величины изменения температуры печи;
17 блок регулирования температуры печи.
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Оборудование для отжига горячекатаного листа, способ отжига горячекатаного листа и способ удаления окалины с кремнийсодержащего горячекатаного стального листа

