Результат интеллектуальной деятельности: Устройство для иммерсионного ультразвукового контроля
Вид РИД
Изобретение
Изобретение относится к устройствам, предназначенным для неразрушающего ультразвукового контроля изделий со сложным профилем, таких как рельсы и сортовой прокат.
Широко известны устройства для контроля поверхности изделий (далее – объектов контроля), основанные на применении вихретоковых датчиков, которые позволяют осуществлять высокопроизводительный бесконтактный контроль объектов контроля, движущихся на большой скорости, при этом, датчики располагают в непосредственной близости от поверхности объекта контроля.
При этом известные устройства обладают недостатками, к которым, в частности относятся низкая чувствительность вихретоковых датчиков к подповерхностным дефектам, обусловленная сравнительно небольшой эффективной глубиной проникновения вихревых токов в металлы, особенно при контроле ферромагнитных изделий, а также то, что вихретоковые датчики необходимо располагать в непосредственной близости от объекта контроля, что достаточно затруднительно с точки зрения обеспечения безопасности дефектоскопического оборудования.
Известен другой способ обнаружения дефектов на поверхности ферромагнитных материалов и изделий, который в зарубежной литературе именуется как Magnetic Flux Leakage (MFL), например, опубликованный в Интернет по ссылке: https://en.wikipedia.org/wiki/Magnetic_flux_leakage.
Этот способ заключается в подводе магнитного поля к объекту контроля и регистрации рассеяния (так называемых, «утечек») магнитного потока, обусловленного дефектом.
Устройства, базирующиеся на известном способе, включают электромагнит или постоянный магнит, поле которого замыкается через объект контроля, и чувствительный элемент, например, катушку, датчик Холла или аналогичное устройство, позволяющие регистрировать «утечки» магнитного поля, обусловленные дефектами.
Одно из таких устройств для обнаружения дефектов, например, в прутках, трубах представляет собой ротор, содержащий электромагнит и оппозитно закрепленные чувствительные приёмные элементы, например, катушки, расположенные вблизи объекта контроля между полюсами магнита. Вся система вращается вокруг объекта контроля, через который проходит магнитный поток. При наличии дефекта часть магнитного потока выходит наружу, сцепляется с витками приемной катушки, и, вследствие закона электромагнитной индукции на контактах катушки возникает электрический импульс, за счёт чего дефект регистрируется. При этом в момент регистрации дефекта катушка находится в его непосредственной близости - в зоне взаимодействия магнитного поля с дефектом. Чем быстрее вращается ротор, тем быстрее поле рассеяния пересекает витки катушки, и тем большим будет сигнал, обусловленный дефектом. Вместо катушки в качестве приемника также может быть использован датчик Холла, магниторезистор или аналогичный элемент. Достоинством этих вариантов исполнения является то, что амплитуда сигнала от дефекта практически не зависит от скорости вращения ротора.
Недостатками известного способа и реализующих его устройств является невозможность контроля неферромагнитных объектов, а также объектов сложной формы, таких как сортовой прокат и рельсы.
Также известны технические решения по патенту на изобретение РФ №2561250 «Способ обнаружения дефектов на поверхности ферромагнитных материалов и изделий и устройство для его осуществления», МПК G01N27/83, G01N29/04, опубл. 27.08.2015.
Заявленный способ предусматривает подвод к объекту контроля магнитного поля и регистрацию электрических сигналов, обусловленных магнитным потоком рассеяния, возникающим на дефекте, причём намагничивание объекта контроля или его части производят импульсами магнитного поля и дополнительно осуществляют акустическую задержку электрических сигналов, обусловленных взаимодействием магнитных импульсов с дефектом, причем минимальное значение этой задержки фмин ≥ То, где То - эффективная длительность импульса магнитного поля, приложенного к исследуемой области объекта контроля, и регистрируют электрические сигналы, обусловленные полями рассеяния дефектов. В качестве части звукопровода линии задержки используют сам объект контроля.
В устройстве приемный элемент размещен на расстоянии R за пределами зоны взаимодействия источника импульсного магнитного поля с дефектом, минимальное значение которого Rmin=ТоЧС, где: То – длительность магнитного импульса; C - скорость ультразвуковой волны, возбужденной источником магнитного поля в объекте контроля при взаимодействии импульса магнитного поля с дефектом. При этом регистрирующее устройство настроено на частоту, как правило, вдвое превышающую основную частоту спектра импульса магнитного поля, подводимого к объекту контроля.
Описанный способ и реализующие его устройства обладают высокой чувствительностью, причём не только к поверхностным, но и к подповерхностным дефектам, поскольку в качестве источника информации о наличии и размерах дефекта используют измеряемые характеристики ультразвуковых волн Рэлея, проникающих вглубь изделия на величину порядка длины упругой волны. При этом, недостатками известного способа является невозможность осуществления контроля неферромагнитных изделий, а также ограничения, возникающие при контроле изделий со сложным профилем, таких так рельсы.
Также известны технические решения по патенту на изобретение РФ №2262689 «Способ диагностики несплошностей поверхностного слоя металлопроката и устройство для его осуществления», МПК G01N29/04, опубл. 20.10.2005.
Сущность известного способа заключается в том, что несплошность облучают волной Релея, регистрируют трансформированную несплошностью ультразвуковую волну, накладывают на объект контроля магнитное поле и регистрируют рассеянный несплошностью магнитный поток, модулированный ультразвуковой волной. По амплитуде и поляризации трансформированной ультразвуковой волны и переменной составляющей рассеянного магнитного потока судят о глубине, ориентации и раскрытии несплошности.
Способ реализуют с помощью устройства, содержащего электромагнитно-акустические преобразователи, усилитель, блок измерения информативных параметров, соединенный с дефектоскопом блок принятия решения, импульсный лазерный генератор для возбуждения волн Релея и, по меньшей мере, один световод, доставляющий излучение лазера в рабочую зону электромагнитно-акустических преобразователей.
Недостатками известного способа и реализующего его устройства являются громоздкость применяемой аппаратуры и сравнительно низкая производительность контроля; кроме того, мощный лазер, генерирующий в объекте контроля ультразвуковые рэлеевские волны, может представлять опасность для обслуживающего его персонала.
Также известен «Способ ультразвуковой дефектоскопии цилиндрических изделий» по патенту на изобретение РФ №2029300, МПК G01N29/04, опубл. 20.02.1995, включающий возбуждение в изделии импульса ультразвуковой волны и осуществление многократного прохождения этого импульса по периметру сечения, на заданном временном интервале выделяют энергию акустических импульсов, прошедших изделие по периметру сечения и не отраженных дефектом, и сравнивают это значение со всей акустической энергией, принятой на этом интервале времени. По отношению этих энергий судят о наличии дефекта и его размерах, причем по величине всей энергии, принятой на указанном интервале, судят о состоянии акустического контакта, что повышает достоверность контроля.
Теоретически, этот способ может быть применен и для контроля изделий более сложной формы, нежели цилиндр, поскольку рэлеевская волна способна распространяться по криволинейным поверхностям, при условии, что радиус кривизны существенно превышает длину волны в материале объекта контроля. Однако, при реализации этого способа возникают трудности с автоматизацией процесса ультразвукового контроля, обусловленные нестабильным акустическим контактом при возбуждении-приёме рэлеевских волн, а также возможны проблемы при контроле изделий со сложным профилем, таких как, рельсы.
В публикации: «Исследование распространения ультразвуковых поверхностных волн на границе твёрдого тела с жидкостью» (Акустический журнал, том IX, вып. 2, 1963 г., авторы И.А. Викторов, Е.К. Грищенко, Т.М. Каёкина) была высказана идея применения квазирэлеевских волн для контроля поверхности изделий. Термин «квазирэлеевские волны» означает, что твердое полупространство (объект контроля) граничит не с вакуумом или газом (как в случае с классическими рэлеевскими волнами), а с иммерсионной жидкостью, в которую, как указано в публикации, интенсивно переизлучается энергия поверхностной упругой волны: на расстоянии десяти длин волн энергия ослабляется примерно в е ≈ 2.72 раз или на 8.7 дБ. Если принять, что рабочая частота F составляет 2МГц, то квазирэлеевская волна на пути до дефекта и обратно будет затухать со скоростью приблизительно 1 дБ/мм. Но такое высокое затухание делает практическое использование квазирэлеевских волн, возбуждаемых и принимаемых с помощью известных средств ультразвукового контроля, весьма затруднительным или даже невозможным.
Технической проблемой, решаемой заявляемым изобретением, является наличие ограничений, возникающих при применении известных способов обнаружения поверхностных и подповерхностных дефектов для изделий со сложным профилем/формой.
Техническим результатом настоящего изобретения является преодоление указанных выше ограничений, и обеспечение обнаружения поверхностных и подповерхностных дефектов в изделиях со сложным профилем, таких как рельсы или сортовой прокат.
Указанный технический результат достигается тем, что в устройстве для иммерсионного ультразвукового контроля содержащем иммерсионную или локально-иммерсионную ванну и, по крайней мере, один иммерсионный ультразвуковой преобразователь, позиционированный относительно объекта контроля таким образом, чтобы возбуждать в объекте контроля и принимать из него поверхностные квазирэлеевские волны, причём оптимальный угол падения β продольной волны на поверхность объекта контроля рассчитывают по формуле Снеллиуса:
β = Arcsin C1/CR, где:
С1 – скорость продольной волны в иммерсионной среде;
CR – скорость рэлеевской волны в материале объекта контроля,
каждый ультразвуковой преобразователь включает в себя совокупность из двух и более пьезоэлементов, располагаемых, как правило, на одной линии, причем расстояние H между центрами соседних пьезоэлементов соответствует условию:
H = K x (CR/F) x Cos (Arcsin C1/CR) (1), где:
K – коэффициент, оптимальное значение которого для каждой конкретной дефектоскопической задачи выбирают из диапазона K = 2 ... 20;
F – эффективная частота упругих колебаний.
Коэффициент К численно равен количеству длин квазирэлеевских волн, укладывающихся на проекции отрезка Н ультразвукового преобразователя на поверхность объекта контроля. Чем больше К, тем меньше плотность пьезоэлементов (количество пьезоэлементов на единицу длины апертуры ультразвукового преобразователя), а, значит, тем меньше объем, и, соответственно, ниже стоимость дефектоскопической электроники и программного обеспечения. С другой стороны, слишком большое значение коэффициента К приводит к сильной неравномерности чувствительности в апертуре ультразвукового преобразователя, которую, после верхнего значения указанного выше диапазона, в большинстве случаев уже невозможно скомпенсировать, по крайней мере, без снижения отношения сигнал/шум ниже критических значений. Оптимальное значение коэффициента К определяется экспериментально на этапе проектирования, поскольку оно в значительной степени зависит как от конкретной дефектоскопической задачи, так и специфики конкретной дефектоскопической аппаратуры, в частности, значения достигаемой ею предельной чувствительности.
В дополнительном аспекте технический результат также достигается тем, что ширина D каждого пьезоэлемента в каждом ультразвуковом преобразователе соответствует условию:
D ≤ (C1/F)/ 2 x Sin dβ (2), где:
dβ – максимально возможное отклонение угла, образованного нормалью к поверхности объекта контроля в зоне действия любого пьезоэлемента ультразвукового преобразователя и оптимальным углом падения β.
В другом дополнительном аспекте достижению технического результат также способствует и то, что в любой момент времени генерация квазирэлеевской волны в объекте контроля осуществляется с помощью группы из числа М соседних пьезоэлементов, причём значение числа М соответствует условию:
M ≤ (2/H) x (R x C1/F) ½ +1 (3).
Выполнение этого условия обеспечивает нахождение объекта контроля в дальней зоне группового излучателя, образованного комбинацией из числа М эквидистантных пьезоэлементов.
Соотношение (3) получено из следующих соображений: в соответствие с известной формулой, расстояние от ультразвукового преобразователя до границы его дальней зоны:
R = B2/4(C1/F), где:
B – величина апертуры, образованной комбинацией из М эквидистантных излучателей.
Поскольку B = (M - 1) x H + D, то условие (2) обеспечивает нахождение объекта контроля в дальней зоне ультразвукового преобразователя.
Из этой формулы следует очень важное свойство заявляемого технического решения: для достижения максимального быстродействия и эффективности дефектоскопической системы (все пьезоэлементы работают в каждом акте прозвучивания), целесообразно увеличивать расстояние R между ультразвуковым преобразователем и объектом контроля по крайней мере до некоторого минимального значения Rmin, обеспечивающего нахождение объекта контроля в дальней зоне всей совокупности пьезоэлементов, принадлежащих одному ультразвуковому преобразователю.
Rmin = [(N – 1) x H +D]2 /4(C1/F), где:
N – общее число пьезоэлементов в ультразвуковом преобразователе.
Достижению цели способствует так же то, что в заявляемом устройстве кроме квазирэлеевких волн для обнаружения несплошностей используют продольные волны, распространяющиеся в иммерсионной жидкости и отражающиеся от дефектного участка поверхности объекта контроля, причём признаком наличия дефекта является изменение амплитудно-временных, спектральных или иных параметров отраженного сигнала.
Заявляемая конструкция устройства для иммерсионного ультразвукового контроля поясняется изображениями.
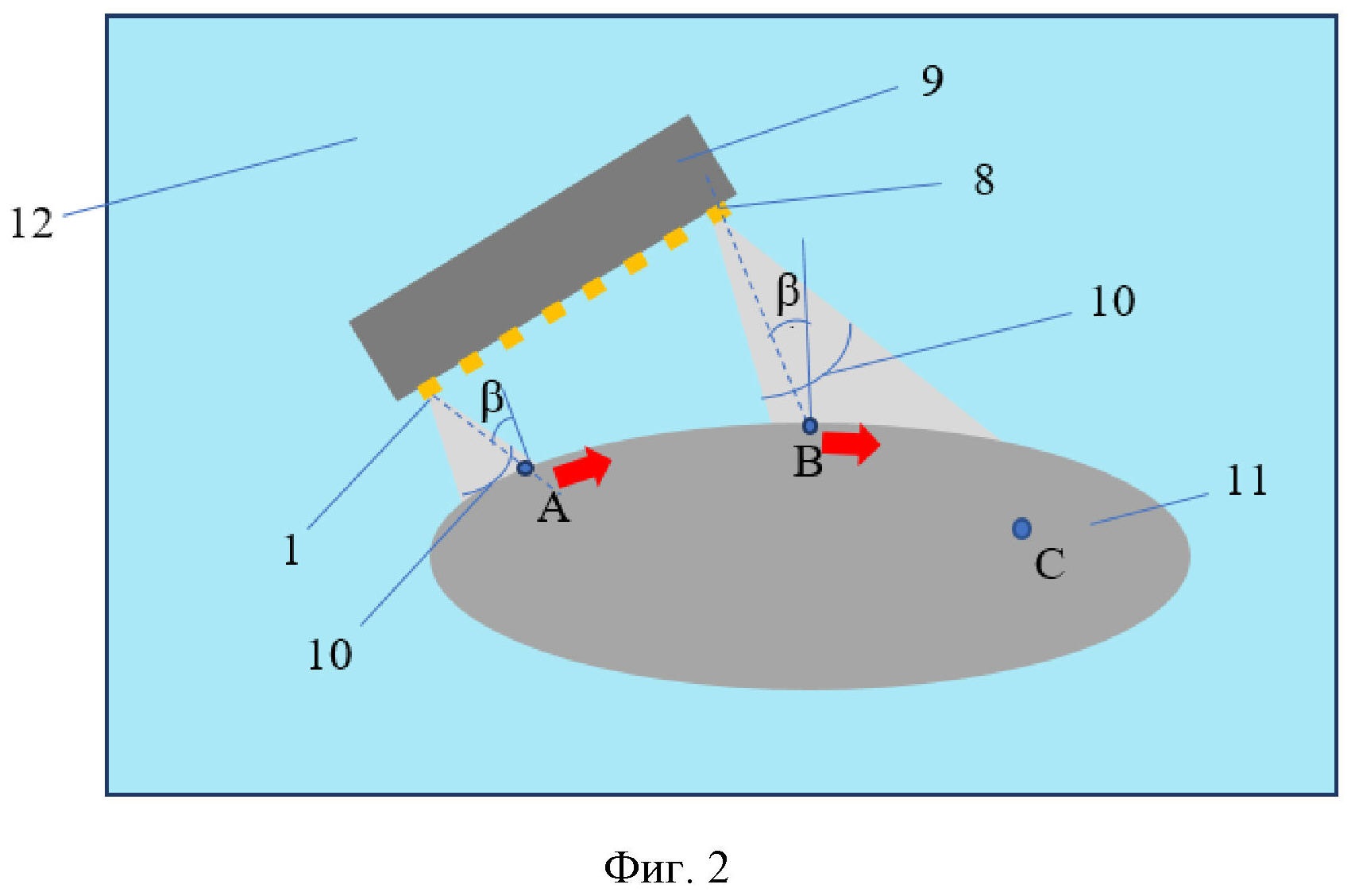
На фиг. 1. показана рабочая поверхность ультразвукового преобразователя, которая содержит восемь пьезоэлементов 1 … 8, наклеенных на подложку 9, которая может иметь плоскую, цилиндрическую, или иную форму, согласованную с формой поверхности профиля объекта контроля. При этом, количество пьезоэлементов может быть оптимизировано для выполнения конкретной задачи.
Расстояние H между центрами соседних пьезоэлементов должно удовлетворять условию:
H = K x (CR/F) x Cos (Arcsin C1/CR), где:
K – коэффициент, оптимальное значение которого выбирают эмпирически, из диапазона K = 1 … 10;
С1 – скорость продольной волны в иммерсионной среде;
F – эффективная частота упругих колебаний;
CR – скорость квазирэлеевской волны в материале объекта контроля.
Указанное условие обеспечивает последовательную «подпитку» ультразвуковой волны, распространяющейся вдоль поверхности объекта контроля, дополнительной энергией, которая компенсирует потери энергии волны на её переизлучение в иммерсионную жидкость.
Дополнительно ширина D каждого пьезоэлемента в каждом ультразвуковом преобразователе должна соответствовать условию:
D ≤ (C1/F)/ 2 x Sin dβ, где:
dβ – максимально-возможное отклонение угла, образованного нормалью к поверхности объекта контроля в зоне действия любого пьезоэлемента ультразвукового преобразователя и оптимальным углом падения β, рассчитываемым по формуле: β = Arcsin C1/CR.
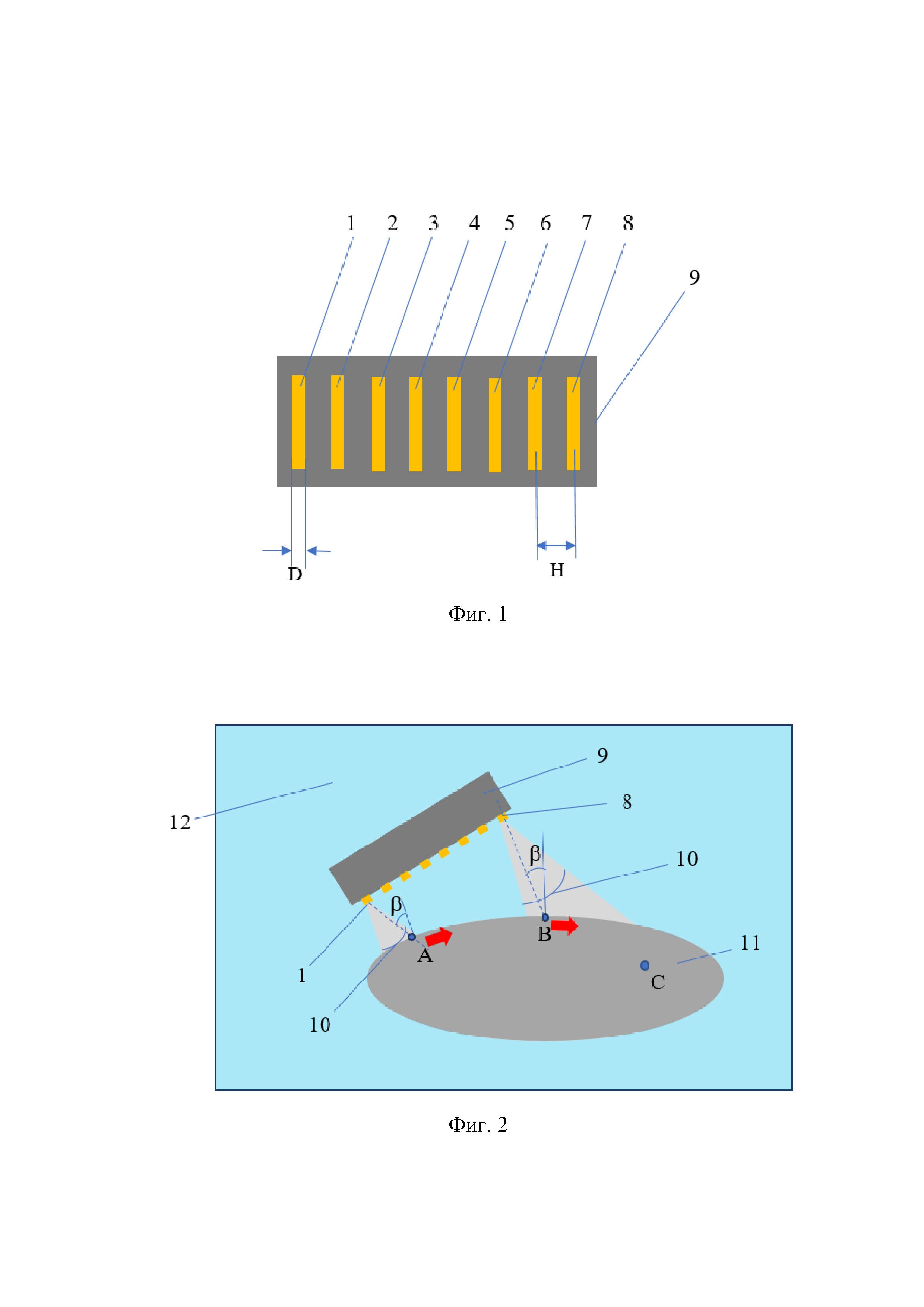
Принцип согласования плоской линейной решетки пьезоэлементов УП с криволинейной поверхностью объекта контроля показан на фиг. 2, на которой обозначены: 1 – пьезоэлемент №1; 8 - пьезоэлемент №8 (пьезоэлементы №2 – №7 на фиг. 2 не пронумерованы); 9 – подложка; 10 – эффективный спектр углов ультразвуковых лучей (2 x dβ), сформированных активными пьезоэлементами; 11 – объект контроля; 12 – иммерсионная среда; стрелками показаны импульсы квазирэлеевских волн, возбуждаемых пьезоэлементами 1 и 8; А – точка падения «эффективного» луча от пьезоэлемента 1 и, одновременно, начало зоны контроля, B - точка падения «эффективного» луча от пьезоэлемента 8, C – конец зоны контроля.
Как видно на фиг. 2, каждый пьезоэлемент возбуждает и/или принимает ультразвук в некотором эффективном спектре 10, растр которого 2 x dβ зависит от волновых размеров D пьезоэлементов 1… 8.
Половину угла dβ рабочего сектора одного пьезоэлемента определяют по известной формуле для диаграммы направленности пьезоэлемента в виде полоски:
Sin dβ ≤ (C1/F)/2D (4), где:
D – ширина пьезоэлемента;
dβ – максимально-возможное отклонение угла, образованного нормалью к поверхности объекта контроля в зоне действия ультразвукового преобразователя и оптимальным углом падения β, рассчитываемым по формуле: β= Arcsin C1/CR.
В случае, если плоская подложка 9, даже с учетом (4), не позволяет эффективно согласовать ультразвуковой преобразователь с поверхностью объекта контроля, целесообразно придать ей иную форму, например, цилиндрическую. Пьезоэлементы 1… 8 могут излучать и/или принимать по очереди, либо группами, например, по принципу фазированной решетки, предполагающему применение управляемых и контролируемых задержек в работе генераторов и/или приемников, соединенных с пьезоэлементами решетки.
Каждый пьезоэлемент 1… 8 в отдельности, а также вся совокупность пьезоэлементов в целом, способны возбуждать на поверхности объекта контроля упругие волны квазирэлеевского типа, которые, распространяясь вдоль поверхности объекта контроля, быстро теряют энергию за счет ее переизлучения в иммерсионную среду. В простейшем случае, когда пьезоэлементы излучают и принимают по очереди, вся зона апертуры от точки А (точка падения «эффективного» луча от пьезоэлемента 1 и, одновременно, начало зоны контроля), до точки C (конец зоны контроля) оказывается проконтролированной эхо-методом. Расстояние между точками В и С соизмеримо с проекцией отрезка длиной Н на поверхность объекта контроля, и ограничено интенсивностью переизлучения квазирэлеевской волны в иммерсионную жидкость.
Одновременная работа всех пьезоэлементов, или части пьезоэлементов, позволяет существенно ускорить процесс получения информации о состоянии объекта контроля между точками A и С. Для этого необходимо принять во внимание соотношение (3).
Расстояние Н между центрами соседних пьезоэлементов, должно удовлетворять условию (1):
H = K x (CR/F) x Cos (Arcsin C1/CR), где:
С1 – скорость продольной волны в иммерсионной среде;
R – расстояние между ультразвуковым преобразователем и поверхностью объекта контроля;
F – эффективная частота;
K – коэффициент, оптимальное значение которого выбирают эмпирически, из диапазона K = 2 … 20.
При выборе конкретного значения K руководствуются требуемой равномерностью чувствительности ультразвукового преобразователя к поверхностным дефектам, и имеющимся в наличии количеством независимых каналов обработки принимаемых сигналов.
Чем меньше Н, и чем больше расстояние между ультразвуковым преобразователем и релевантной частью поверхности объекта контроля, тем равномернее чувствительность системы к дефектам поверхности объекта контроля. С другой стороны, при слишком малом значении Н количество каналов, а, следовательно, стоимость аппаратуры и системы обработки принимаемых сигналов, существенным образом возрастают, и могут превысить рамки разумного. Чрезмерное увеличение R приводит к снижению чувствительности и быстродействия системы ультразвукового контроля. Уменьшение значения R может привести к опасности повреждения ультразвукового преобразователя объектом контроля при его перемещении в зоне акустической системы.
Как было указано выше, рабочая поверхность ультразвукового преобразователя может быть не только плоской, но и, например, цилиндрической. Согласование рабочей поверхности УП с объектом контроля в некоторых случаях может стать дополнительным средством повышения эффективности ультразвукового контроля и снижения объема дефектоскопической аппаратуры.
За счет дополнительного программно-аппаратного компонента, заявляемое устройство позволяет осуществлять так же прием и анализ сигналов от продольных волн, распространяющихся в иммерсионной жидкости и непосредственно отражающихся от дефекта поверхности объекта контроля, без их трансформации в квазирэлеевские волны. Таким компонентом является, например, дополнительный строб, устанавливаемый на А-скане несколько левее основного строба, регистрирующего волны, обусловленные трансформацией по схеме: «продольная волна в иммерсионной жидкости - квазирэлеевская волна – дефект - квазирэлеевская волна - продольная волна в иммерсионной жидкости». Такой анализ позволяет получить дополнительный, независимый канал получения информации о состоянии поверхности объекта контроля, и тем самым в еще большей степени повысить надежность результатов ультразвукового контроля.
Таким образом, с учетом применения описанных выше свойств и условий, заявляемое устройство обеспечивает возможность эффективного обнаружения поверхностных и подповерхностных дефектов, в том числе, в изделиях со сложным профилем, таких, как рельсы или сортовой прокат.
Способ ультразвукового контроля труб и устройство для его осуществления
Способ контроля угона рельсовых плетей железнодорожного пути
Способ измерения остаточных напряжений в ободьях цельнокатаных железнодорожных колес
Способ контроля качества акустического контакта при ультразвуковой дефектоскопии
Способ калибровки и настройки системы лазерных датчиков и устройство для его осуществления
Способ измерения толщины контактного слоя при ультразвуковой дефектоскопии
Способ обнаружения дефектов на поверхности ферромагнитных материалов и изделий и устройство для его осуществления
Способ измерения геометрических параметров стального листа, движущегося по рольгангу, и лазерная измерительная система для его осуществления
Способ определения толщины двуслойных материалов и составляющих их слоев с помощью импульсов упругих волн, вводимых в объект контроля и ультразвуковой преобразователь для его осуществления
Локальная иммерсионная ванна для ультразвукового контроля листов

