Результат интеллектуальной деятельности: ЛОКАЛЬНАЯ ИММЕРСИОННАЯ ВАННА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ЛИСТОВ
Вид РИД
Изобретение
Изобретение относится к области ультразвукового контроля материалов и полуфабрикатов и может быть использовано при контроле листового проката, заготовок и поковок с преимущественно плоской поверхностью. При определенных условиях, изобретение может использоваться так же при УЗК объектов цилиндрической формы: труб и прутков.
Известно устройство для неразрушающего контроля труб, содержащее ванну, механизм заполнения ванны водой и пьезоэлектрические преобразователи, отличающееся тем, что оно содержит по меньшей мере два механизма прижима и центрирования преобразователей относительно продольной оси контролируемой трубы и механизм перемещения ванны. К недостатку известного устройства относится сложность ультразвукового контроля листов и сложность конструкции [1, 2].
Известны локально-иммерсионные ванны, применяющиеся для контроля листового проката, поковок и прочих объектов, обладающих преимущественно плоской формой [3].
Такие ванны призваны обеспечивать локальность ультразвукового контроля и высокое качество акустического контакта. Они очень удобны для применения в составе установок автоматизированного и/или автоматического ультразвукового контроля.
ЛИВ заполняется контактной жидкостью (в большинстве случаев, водой) и обеспечивает акустическую связь ультразвуковых преобразователей с объектом контроля.
ЛИВ могут располагаться либо сверху листа, либо снизу.
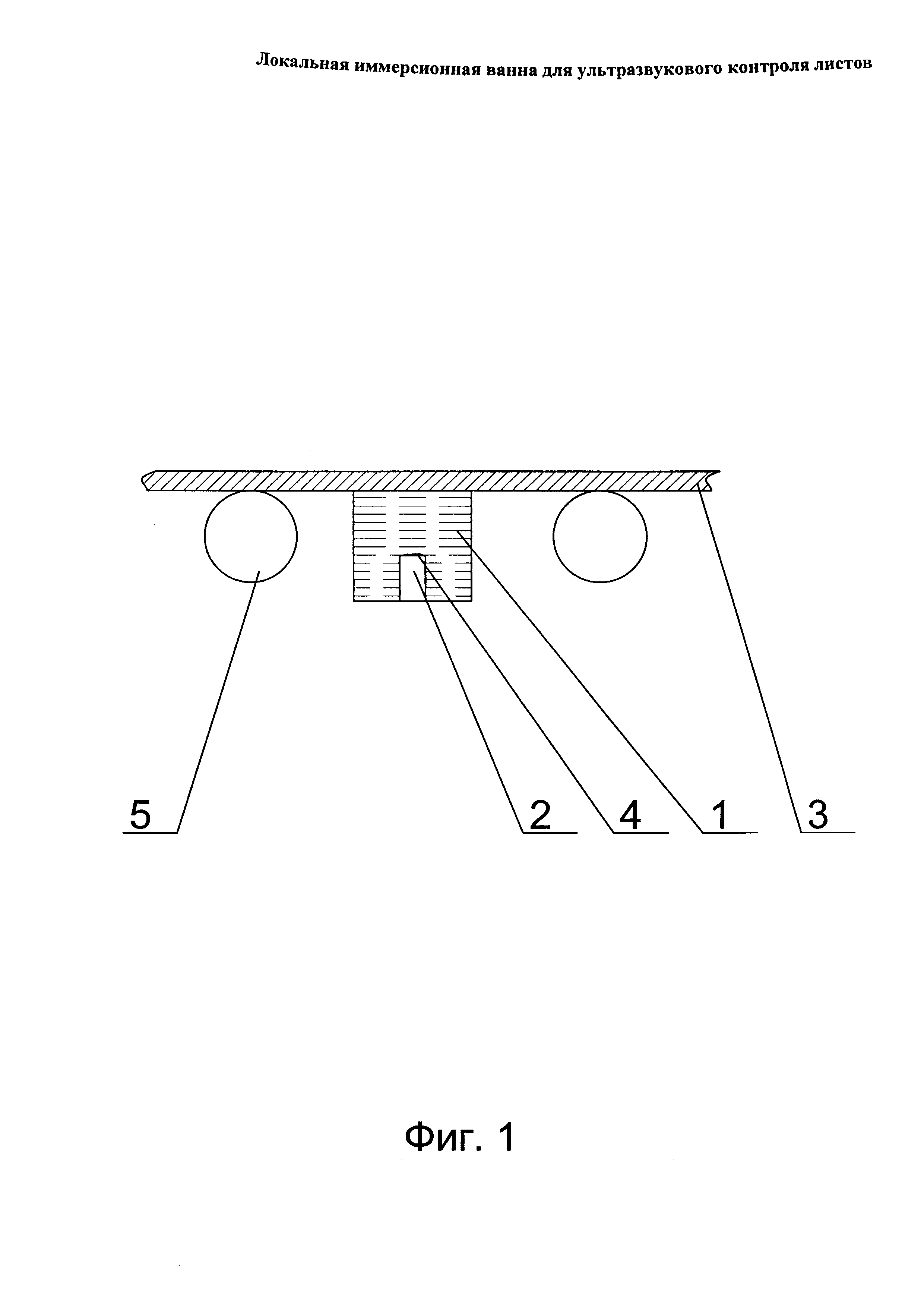
Основным недостатком известных ЛИВ нижнего расположения является высокая уязвимость акустических каналов. Это обусловлено следующим обстоятельством. Очень часто листовой прокат, поковки, заготовки, покрыты слоем отслаивающейся окалины и/или ржавчины. Частички этой окалины или ржавчины, вследствие гравитации, оседают на активных элементах ультразвуковых преобразователей, снижая тем самым эффективность излучения/приема упругих импульсов, или даже блокируя акустические каналы (см. Фиг. 1). Причем, негативный эффект усиливается тем обстоятельством, что рабочие поверхности ультразвуковых преобразователей (для того, чтобы реализовать ввод ультразвука по нормали к поверхности объекта контроля) должны быть принципиально ориентированы в горизонтальной плоскости.
Пример устройства показан на фиг. 1.
1 - ЛИВ; 2 - ультразвуковой преобразователь; 3 - контролируемый лист; 4 - частички окалины или ржавчины; 5 - рольганг.
Особенно сильно этот недостаток проявляется в многоканальных системах сплошного ультразвукового контроля, где вероятность блокирования хотя бы одного акустического канала чрезвычайно высока. Организация движущихся потоков воды внутри ЛИВ хоть и несколько улучшает ситуацию, но сильно усложняет конструкцию ЛИВ и не решает проблему полностью.
Для того чтобы перекрыть всю ширину листа, приходится применять большое количество ультразвуковых преобразователей. Эти преобразователи, расположенные в линию внутри ЛИВ, содержат кабели, разъемы, элементы крепления и представляют собой довольно громоздкую конструкцию, которую чрезвычайно неудобно настраивать и обслуживать.
Расположение известных ЛИВ сверху хотя и защищает акустические каналы от воздействия посторонних загрязнений, но приводит к проявлению других неприятных особенностей. Во-первых, при верхнем расположении ЛИВ существенно возрастает расход жидкости и повышает опасность повреждения ЛИВ движущимся листом.
Во-вторых, верхнее расположение ЛИВ требует некоторого (иногда, довольно значительного) времени для ее заполнения контактной жидкостью. После установки ЛИВ на поверхность объекта контроля акустический контакт возможен только после заполнения ЛИВ контактной жидкостью. Это приводит к снижению производительности ультразвукового контроля.
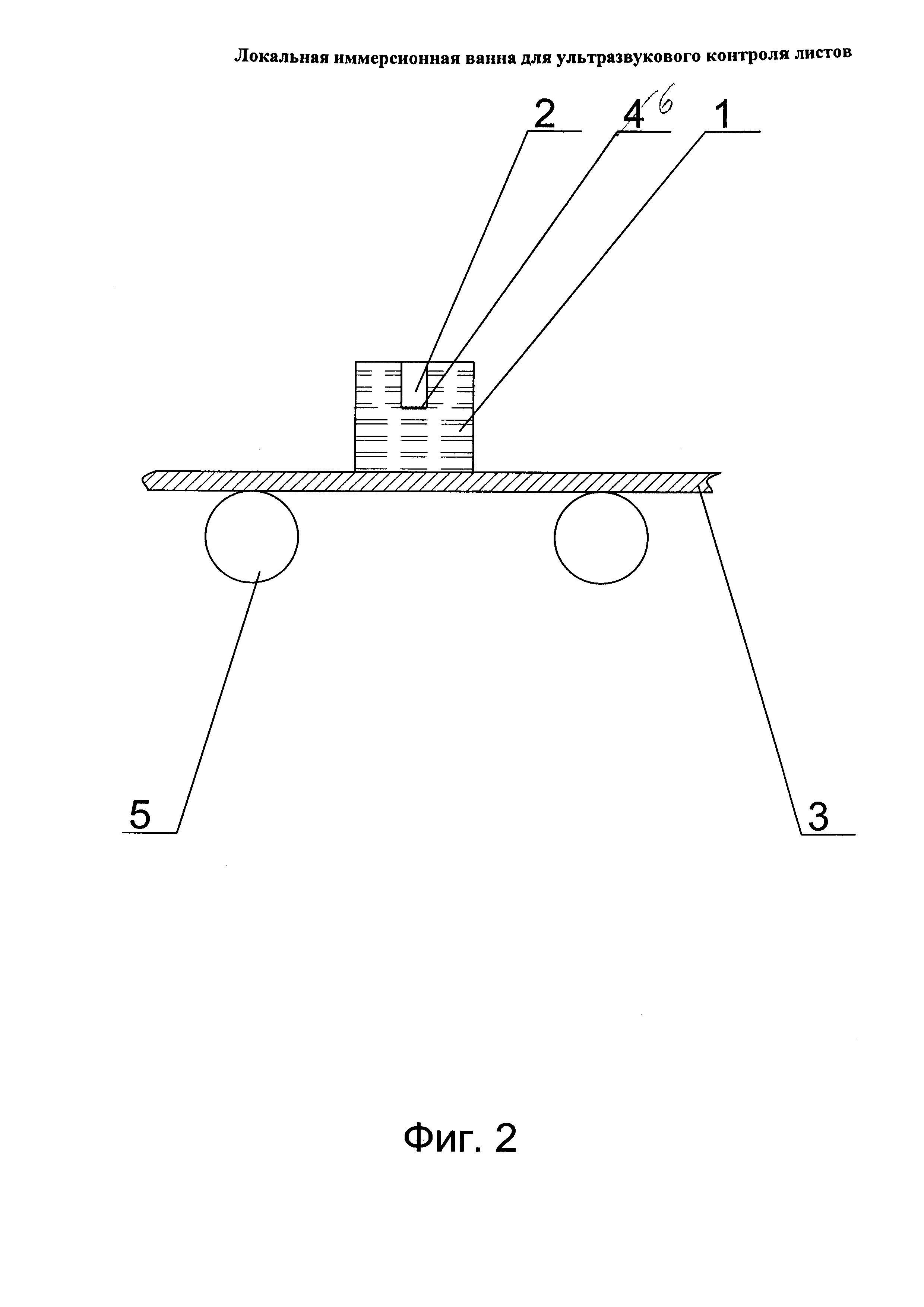
Другим недостатком существующих ЛИВ верхнего расположения является нестабильность акустических каналов вследствие влияния воздушных пузырьков. При заполнении ЛИВ верхнего расположения, воздух вытесняется вверх, и его пузырьки, поднимаясь к ультразвуковым преобразователям, оседают на их рабочих поверхностях, частично или полностью блокируя акустические каналы. Эффект приблизительно такой же, какой частицы окалины оказывают на акустические каналы ЛИВ нижнего расположения. Как и в предыдущем случае, организация движущихся потоков воды внутри ЛИВ хоть и улучшает ситуацию, но не решает проблему окончательно (см. Фиг. 2).
Пример устройства показан на Фиг. 2.
1 - ЛИВ; 2 - ультразвуковой преобразователь; 3 - контролируемый лист; 6 - пузырьки воздуха; 5 - рольганг.
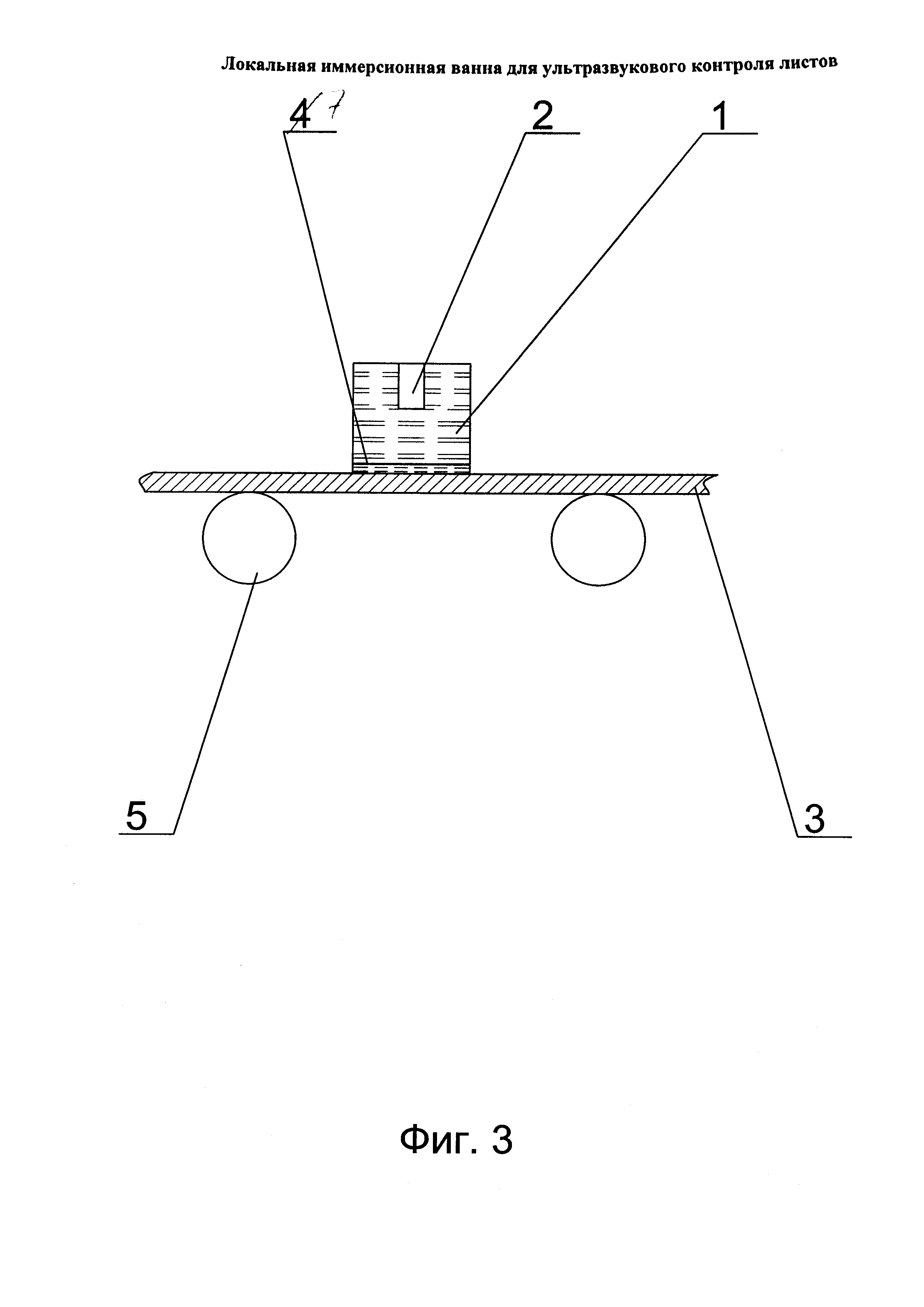
Другим способом ускорить заполнение ЛИВ и снизить неприятные последствия влияния пузырьков является применение мембраны, отделяющей основную массу жидкости от объекта контроля. Однако, поскольку импедансы мембраны и иммерсионной жидкости все-таки отличаются, неизбежно появление паразитных сигналов, обусловленных реверберацией в дополнительно возникающих слоях (см. Фиг. 3).
Пример устройства показан на Фиг. 3.
1 - ЛИВ; 2 - ультразвуковой преобразователь; 3 - контролируемый лист; 7 - мембрана; 5 - рольганг.
Исходя из сказанного выше, при контроле листового проката представляется все же целесообразным располагать ЛИВ снизу, под движущимся объектом контроля.
Поэтому, в качестве прототипа к описываемому техническому решению выбран патент - авторское свидетельство СССР №643800 [4].
Описываемая иммерсионная ванна нижнего расположения обладает целым рядом преимуществ, связанных прежде всего с минимизацией расхода воды и высокой степенью защищенности от повреждения листом при его заходе в ванну. Однако, существует высокая вероятность блокирования акустических каналов за счет падения на поверхность ультразвуковых преобразователей частиц окалины и ржавчины.
Еще одним недостатком прототипа является его принципиальная чувствительность к кривизне объекта контроля (ОК). В идеале, как правило, ультразвуковые лучи должны падать на ОК по нормали к его поверхности. Даже незначительная волнистость поверхности листа приводит к рефракции: существенному изменению угла ввода ультразвуковых волн и, как следствие - к ухудшению состояния акустических каналов, снижению чувствительности ультразвукового контроля и снижению его помехозащищенности.
Принятые обозначения на чертежах:
ЛИВ - локальная иммерсионная ванна, поз. 1.
Ультразвуковой преобразователь, поз. 2.
Контролируемый лист, поз. 3.
Частицы окалины или ржавчины, поз. 4.
Рольганг, поз. 5.
Пузырьки воздуха, поз. 6.
Мембрана, поз. 7.
ЛУП - линейка акустических преобразователей, поз. 8.
ЛАЗ - линейка (дополнительная) акустических зеркал, поз. 9.
УПЗ - устройство поворота акустических зеркал, поз. 10.
ДИЛК - оптический датчик, поз. 11, для измерения локальной кривизны контролируемого листа.
Поворотная штанга, поз. 12, применяемая в качестве ЛАЗ (см. врезку А на фиг. 5).
Привод, поз. 13, для автоматической коррекции направления акустической оси путем поворота ЛАЗ на соответствующий угол;
Корпус ЛИВ, поз. 14;
Пластинчатые уплотнения, поз. 15;
Отражающий элемент - зеркало (зеркала) ЛАЗ, поз. 16.
Предлагаемое техническое решение в значительной степени устраняет перечисленные выше недостатки, как верхнего расположения ЛИВ, так и нижнего, а именно:
- существенно повышается стабильность акустических каналов при нижнем расположении ЛИВ, поскольку частицы окалины не загрязняют рабочую поверхность ЛУП;
- существенно повышается стабильность акустических каналов при верхнем расположении ЛИВ, поскольку пузырьки воздуха не задерживаются на рабочей поверхности ЛУП;
- существенно повышается стабильность акустических каналов при любом расположении ЛИВ за счет осуществляемой автоматически коррекции угла ввода.
Целью настоящего изобретения является повышение качества и достоверности ультразвукового контроля путем повышения стабильности ультразвуковых каналов ЛИВ.
Указанная цель достигается тем, что локальная иммерсионная ванна (ЛИВ) для ультразвукового контроля листов дополнительно содержит как минимум одну линейку акустических зеркал (ЛАЗ), разворачивающих ультразвуковые лучи на заданный угол, и устройство поворота зеркал (УПЗ), позволяющее корректировать угол падения ультразвуковых лучей на поверхность листа относительно его номинального значения, а также осуществлять поворот ЛАЗ для дополнительной очистки ее рабочей поверхности.
Цель достигается и за счет того, что УПЗ содержит датчик для измерения локальной кривизны объекта контроля (ДИЛК) и привод для автоматической коррекции направления акустической оси, осуществляемой путем поворота ЛАЗ на соответствующий угол.
Достижению цели способствует и то, что в качестве ЛАЗ применяется поворотная штанга, рабочая поверхность которой имеет длину, которая несколько превышает общую длину ЛУП, а форма соответствует параметрам формируемого акустического поля.
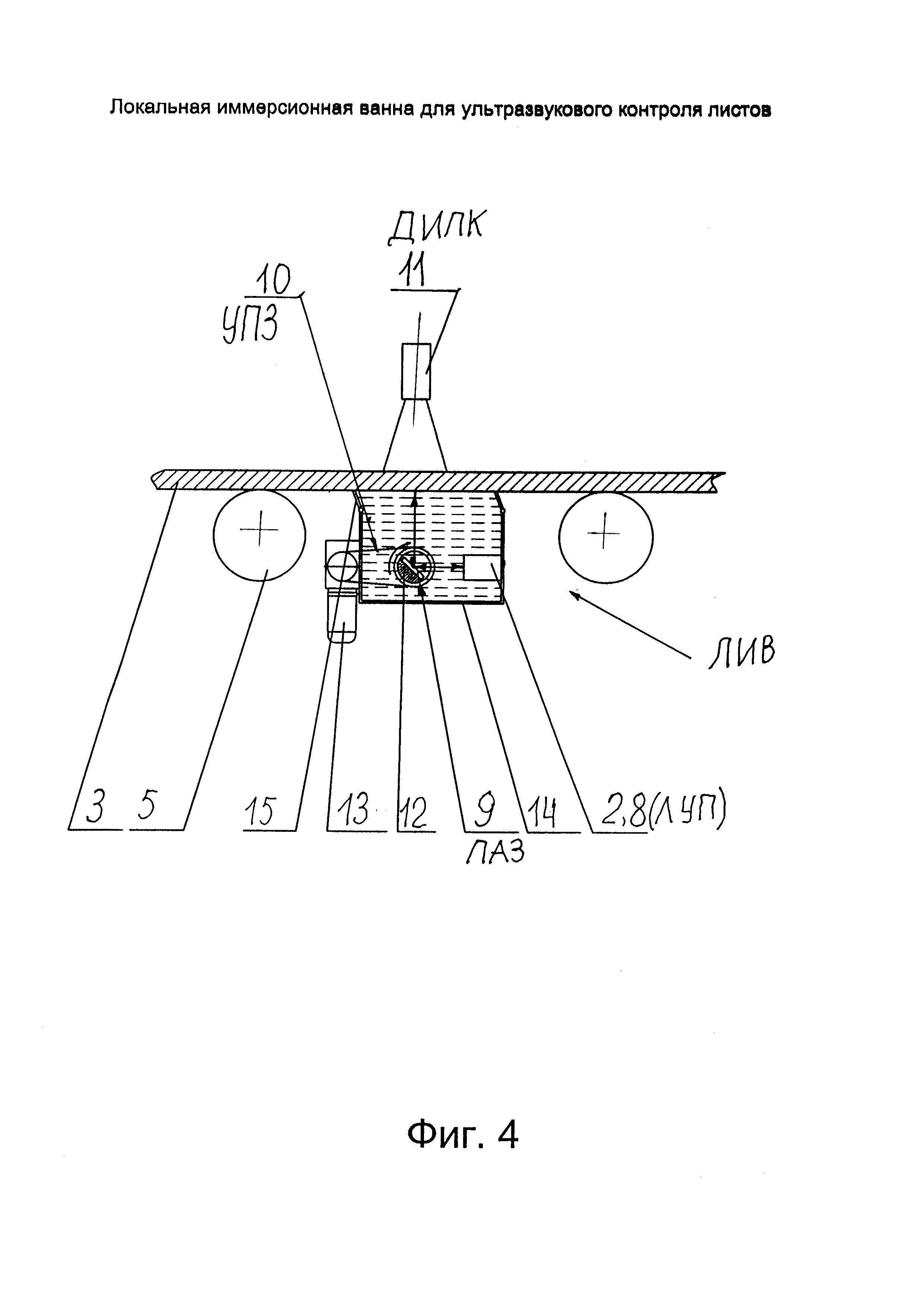
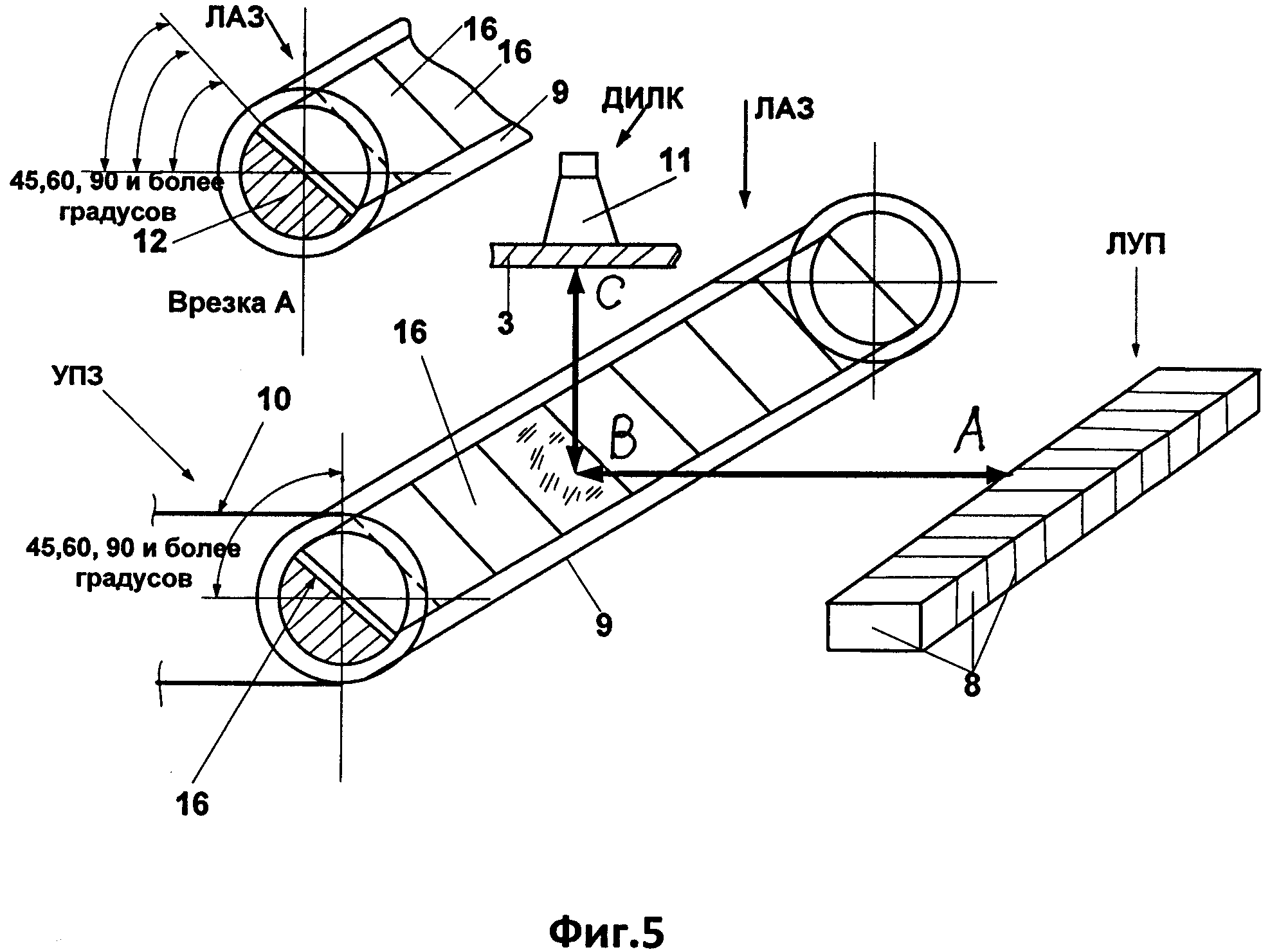
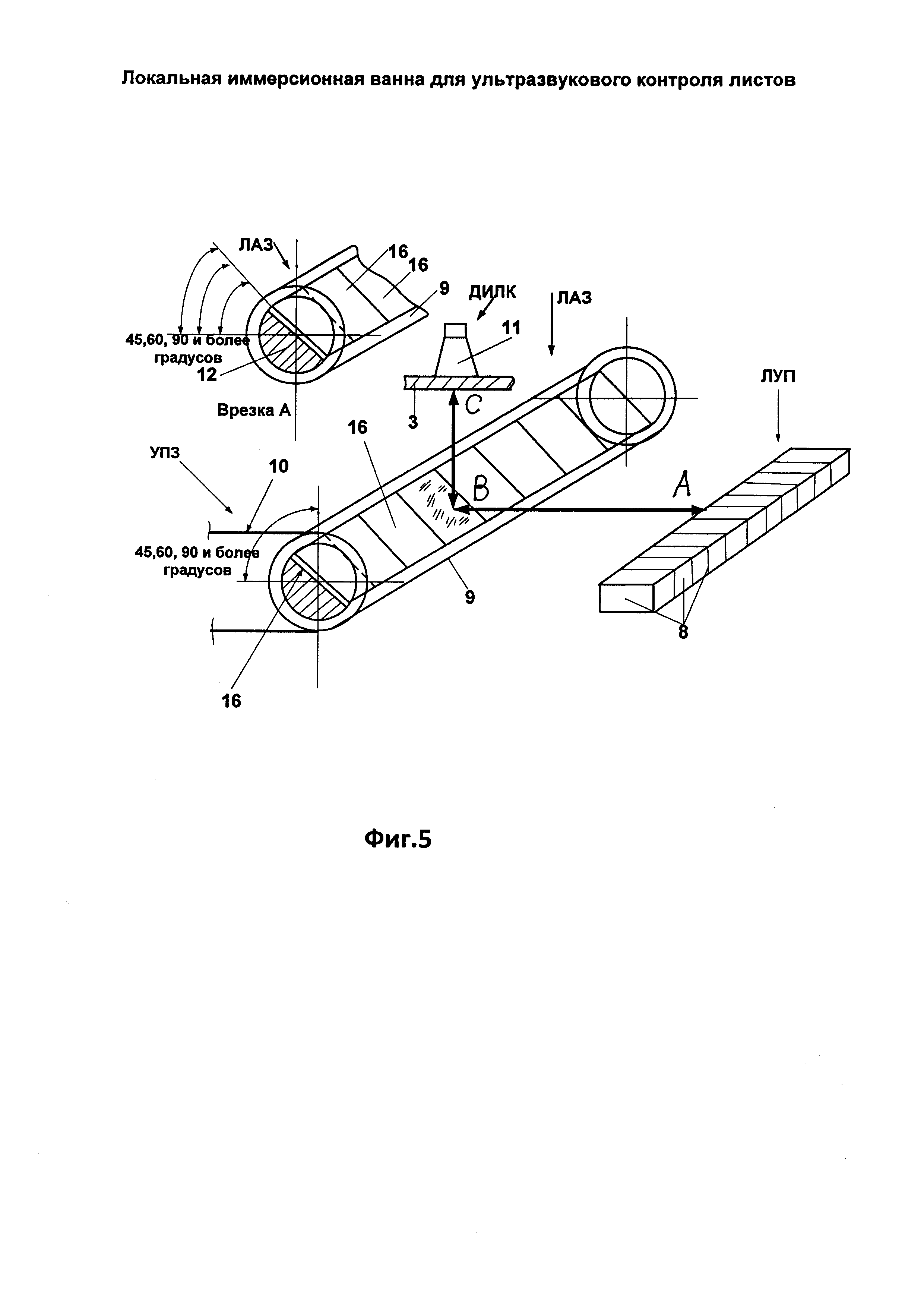
Пример устройства показан на Фиг. 4 и Фиг. 5.
1 - ЛИВ; 2 - ЛУП; 3 - контролируемый лист; 4 - чокалины или ржавчины; 5 - рольганг; 8 - ЛУП; 9 - ЛАЗ; 10 - УПЗ; 11 - оптический датчик кривизны листа; 12 - поворотная штанга, применяемая в качестве ЛАЗ (см. врезку А на фиг. 5); 13 - привод для автоматической коррекции направления акустической оси путем поворота ЛАЗ на соответствующий угол; 14 - корпус ЛИВ; 15 - пластинчатые уплотнения; 16 - отражающий элемент (зеркало) ЛАЗ.
Устройство работает следующим образом.
Лист 3 заходит в зону контроля, отгибая пластинчатые уплотнения 15. Ультразвуковые волны, проделав путь А-В-С-В-А (ЛУП - ЛАЗ - лист - ЛАЗ - ЛУП), преобразуются в электрический сигнал, время прихода которого определяется длиной траектории распространения упругой волны до листа 3 и обратно, а следовательно, положением контролируемого участка листа 3 вдоль оси Y.
Часть энергии упругой волны проникает в лист 3 и, многократно отразившись от противоположной стенки и/или дефекта, также возвращается обратно к ЛУП 8.
В процессе контроля листа 3 частицы окалины и/или ржавчины 4 с нижней поверхности листа 3 могут сыпаться на ЛАЗ-9, но поскольку ее поверхность наклонена (в данном примере на угол примерно 45°), то большая часть частиц окалины 4 соскальзывает с гладкой поверхности ЛАЗ-9, оставляя ее практически чистой. В зависимости от конкретных условий и интенсивности загрязнения ЛИВ-1 ржавчиной или окалиной 4, конструкция ЛИВ-1 может предусматривать и больший номинальный угол, например, 60°, который обеспечит еще лучшее соскальзывание частиц окалины с зеркал 16.
Существует и дополнительная возможность очистки зеркал 16. В промежутках между листами контроллер (условно не показан) УПЗ-10 может выдавать сигнал на кратковременный поворот ЛАЗ-9 в положение, когда рабочая поверхность зеркала поворачивается на угол 90 и более градусов по отношению к горизонтальной плоскости, что будет способствовать окончательному удалению частиц окалины 4 с поверхности отражающих элементов - акустических зеркал 16.
Поскольку зеркала 16 являются пассивными элементами акустической системы, к которым нет нужды подводить кабели, оснащать их разъемами и/или электронными компонентами, то поворот ЛАЗ-9 даже на очень большой угол не представляет никаких технических трудностей.
В то же время, ультразвуковые преобразователи, образующие ЛУП-8, расположены на боковой стенке ЛИВ-1, а их кабели и разъемы выходят наружу, что очень удобно с точки зрения доступа к ультразвуковым преобразователям для их замены и обслуживания. Рабочая поверхность ЛУП-8 находится в вертикальной плоскости, что полностью исключает попадание на нее кусочков окалины 4 и прочих загрязнений.
Благодаря наличию специальных люков, дно ЛИВ-1 может периодически очищаться от мусора.
Как правило, поверхность листа 3 имеет волнистость, которая особенно проявляется в направлении прокатки.
Оптический датчик 11 кривизны листа 3 непрерывно отслеживает «волны», передает информацию о локальной кривизне на участке контроля в контроллер (условно не показан) УПЗ-10, которое, в свою очередь, вырабатывает управляющее воздействие на привод 13 УПЗ-10, поворачивающий ЛАЗ-9 на требуемый угол с таким расчетом, чтобы ультразвуковые волны падали на поверхность листа 3 под заданным углом (обычно, по нормали). По другому варианту в качестве ЛАЗ-9 может применяться поворотная штанга 12 с акустическими зеркалами 16, имеющими форму, соответствующую параметрам формируемого акустического поля.
Источники информации
1. Патент РФ №2248568.
2. А.С. СССР №17988.
3. Патент США №1506348.
4. А.С. СССР №643800.
Способ ультразвукового контроля труб и устройство для его осуществления
Способ калибровки и настройки системы лазерных датчиков и устройство для его осуществления
Способ обнаружения дефектов на поверхности ферромагнитных материалов и изделий и устройство для его осуществления
Способ позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (соп)-листы и устройство для его осуществления
Способ раскроя толстолистового раската на готовые листы и устройство для его осуществления
Способ измерения геометрических параметров стального листа, движущегося по рольгангу, и лазерная измерительная система для его осуществления
Способ определения толщины двуслойных материалов и составляющих их слоев с помощью импульсов упругих волн, вводимых в объект контроля и ультразвуковой преобразователь для его осуществления
Устройство для определения однородности механических свойств изделий их металла и обнаружения в них зон с аномальной твердостью
Способ ультразвукового контроля труб и устройство для его осуществления
Способ калибровки и настройки системы лазерных датчиков и устройство для его осуществления
Способ обнаружения дефектов на поверхности ферромагнитных материалов и изделий и устройство для его осуществления
Способ позиционирования инструмента для нанесения искусственных дефектов на стандартные образцы предприятия (соп)-листы и устройство для его осуществления
Способ раскроя толстолистового раската на готовые листы и устройство для его осуществления
Способ измерения геометрических параметров стального листа, движущегося по рольгангу, и лазерная измерительная система для его осуществления
Способ определения толщины двуслойных материалов и составляющих их слоев с помощью импульсов упругих волн, вводимых в объект контроля и ультразвуковой преобразователь для его осуществления
Способ определения вязкости веществ и устройство для его осуществления
Способ ультразвукового контроля сварных швов труб и система для его осуществления
Способ измерения геометрических параметров электросварных труб различного диаметра и система для его осуществления

