Результат интеллектуальной деятельности: СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ КОНТАКТНОГО СЛОЯ ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ
Вид РИД
Изобретение
Изобретение относится к области акустических методов неразрушающего контроля и может быть использовано для повышения достоверности ультразвукового контроля различных изделий.
Акустический контакт между пьезоэлектрическим преобразователем и объектом контроля обеспечивают с помощью тонкого слоя контактной жидкости. В процессе перемещения пьезоэлектрических преобразователей по контролируемому изделию, особенно при значительных скоростях сканирования (например, при контроле рельсов вагоном-дефектоскопом), может возникать отрыв пьезоэлектрического преобразователя от поверхности контролируемого изделия за счет изменения толщины слоя контактной жидкости между рабочей поверхностью пьезоэлектрического преобразователя и контролируемым изделием.
Для слежения за качеством акустического контакта в процессе сканирования используют различные способы, основанные на анализе донных сигналов, сигналов от конструктивных элементов пьезоэлектрических преобразователей, низкочастотных колебаний, излучаемых дополнительным устройством (авт. свид. №574668, бюл. изобр. №36, 1977 г.), а также учет величины среднего уровня структурных помех (авт. свид. №1753405, бюл. изобр. №28, 1992 г.).
Известен способ контроля качества акустического контакта при ультразвуковой дефектоскопии, в котором используют две пьезоэлектрические пластины - основную и дополнительную. Ультразвуковые колебания, излученные основной пластиной преобразователя, зеркально отраженные от рабочей поверхности призмы наклонного преобразователя, принимают дополнительной пластиной. При этом о качестве акустического контакта судят по значению фазы принятых колебаний (пат. RU 2141653).
Ни в одном из приведенных выше способов не рассмотрен вопрос об измерении толщины контактного слоя жидкости, который, в свою очередь, влияет как на точность измерения координат дефектов [1], так и на чувствительность контроля [1], [2].
Из литературы [1] известно о расчетах временной задержки ультразвуковых волн в контактном слое жидкости, а также об экспериментальном исследовании по измерению времени задержки в контактных слоях, при проведении которого на образец из стали с предварительно отполированной поверхностью устанавливали два одинаковых преобразователя с углом падения 24°. Временную задержку в слое определяли разностью измеренных величин, полученных в результате установки одного из преобразователей на образец, с прокладками известной толщины и без них, обеспечивая при этом неподвижность второго преобразователя. Основным недостатком данного способа измерения является невозможность его применения при перемещении преобразователей относительно объекта контроля непосредственно в процессе проведения ультразвуковой дефектоскопии.
Задачей, решаемой настоящим изобретением, является разработка способа, позволяющего повысить достоверность ультразвукового контроля различных изделий.
Поставленная задача решается за счет того, что в предлагаемом способе, как и в известном [1], излучают в призму наклонного ультразвукового преобразователя пучок ультразвуковых колебаний. Но, в отличие от известного способа [1], в котором используют два статично расположенных преобразователя и регистрируют прошедшие колебания, в предлагаемом способе при помощи дополнительной пластины на призме пьезоэлектрического преобразователя регистрируют отраженные от контактной поверхности контролируемого изделия колебания. Таким образом, предложенный способ возможно применять при перемещении преобразователя относительно объекта контроля в процессе ультразвуковой дефектоскопии.
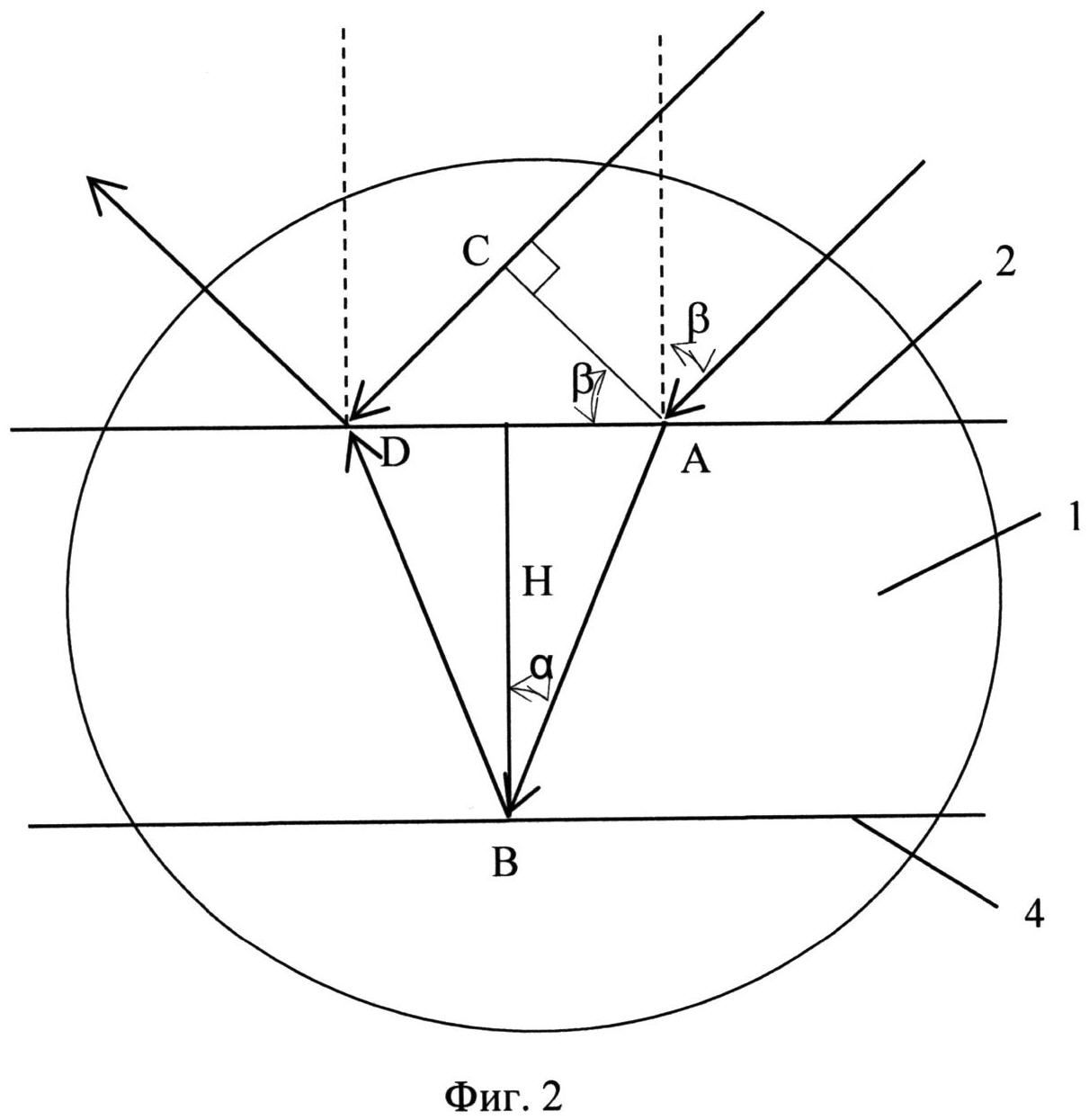
На фиг. 1 и фиг. 2 (увеличено) представлена схема реализации предлагаемого способа. Данный способ основан на измерении временного смещения сигнала, прямо пропорционально зависящему от толщины контактного слоя 1 жидкости между рабочей поверхностью 2 призмы 3 пьезоэлектрического преобразователя и поверхностью 4 контролируемого изделия. С помощью основной пьезопластины 5, установленной на призме 3 пьезопреобразователя под углом β к рабочей поверхности 2 и возбуждаемой дефектоскопом (на фиг. 1 и фиг. 2 не показан), излучают пучок импульсных ультразвуковых колебаний, которые через слой 1 контактной жидкости проникают в контролируемое изделие, а часть колебаний, отраженных от поверхности 4 изделия, регистрируют с помощью дополнительной пластины 6.
В зависимости от изменения толщины контактного слоя 1 между рабочей поверхностью 2 преобразователя и поверхностью 4 контролируемого изделия, временное смещение сигналов, принятых дополнительной пластиной 6, будет различным, прямо пропорционально зависящим от толщины контактного слоя 1 между рабочей поверхностью 2 призмы 3 преобразователя и поверхностью 4 контролируемого изделия.
В случае пренебрежимо малой толщины Н слоя 1 контактной жидкости временное смещение Δt сигнала также пренебрежимо мало. Данное смещение определяют и проводят относительно него последующие измерения временного смещения. Временное смещение сигнала возникает за счет прохождения волной расстояния АВ от контактной поверхности 2 призмы 3 до поверхности 4 контролируемого изделия и обратно BD под соответствующим углом α за вычетом сокращения прохождения волной расстояния DC в призме 2 пьезопреобразователя.

где: Н - толщина слоя контактирующей жидкости;
Δt - временное смещение;
С1 - скорость распространения волны в контактной жидкости;
С2 - скорость распространения продольной волны в призме преобразователя;
β - угол призмы;
α - угол ввода в контактную жидкость.
Исходя из этого определяют толщину контактного слоя:
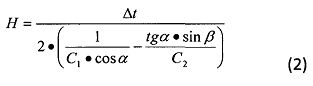
Так, например, для призмы из оргстекла (С2=2,67 мм/мкс) с углом β=40° и воды в качестве контактной жидкости (C1=1,59 мм/мкс) при смещении сигнала на 0,2 мкс толщина контактного слоя составит 0,18 мм.
С учетом известного влияния толщины слоя контактной жидкости на чувствительность ультразвукового контроля и на точность измерения координат отражателей возможно внесение соответствующей поправки в результаты измерений при проведении ультразвукового контроля, что будет способствовать повышению достоверности результатов контроля.
Список литературы
1. Вайншток И.И., Лернер B.C. Влияние задержки в контактных слоях на точность измерения времени распространения ультразвука. Журнал Дефектоскопия, 1982, №11, с.68-72.
2. Могильнер Л.Ю., Сахранов А.В., Урман Н.С. Прохождение ограниченного ультразвукового пучка через плоский слой контактирующей жидкости при наклонном падении и импульсном режиме излучения. Журнал Дефектоскопия, 1986, №1, с.70-80.
Способ измерения толщины контактного слоя жидкости при ультразвуковой дефектоскопии, заключающийся в том, что излучают пучок ультразвуковых колебаний в призму пьезопреобразователя, принимают отраженные от контактной поверхности объекта контроля продольные колебания дополнительной пьезопластиной, характеризующийся тем, что измеряют временное смещение отраженных колебаний и по его величине судят о толщине слоя.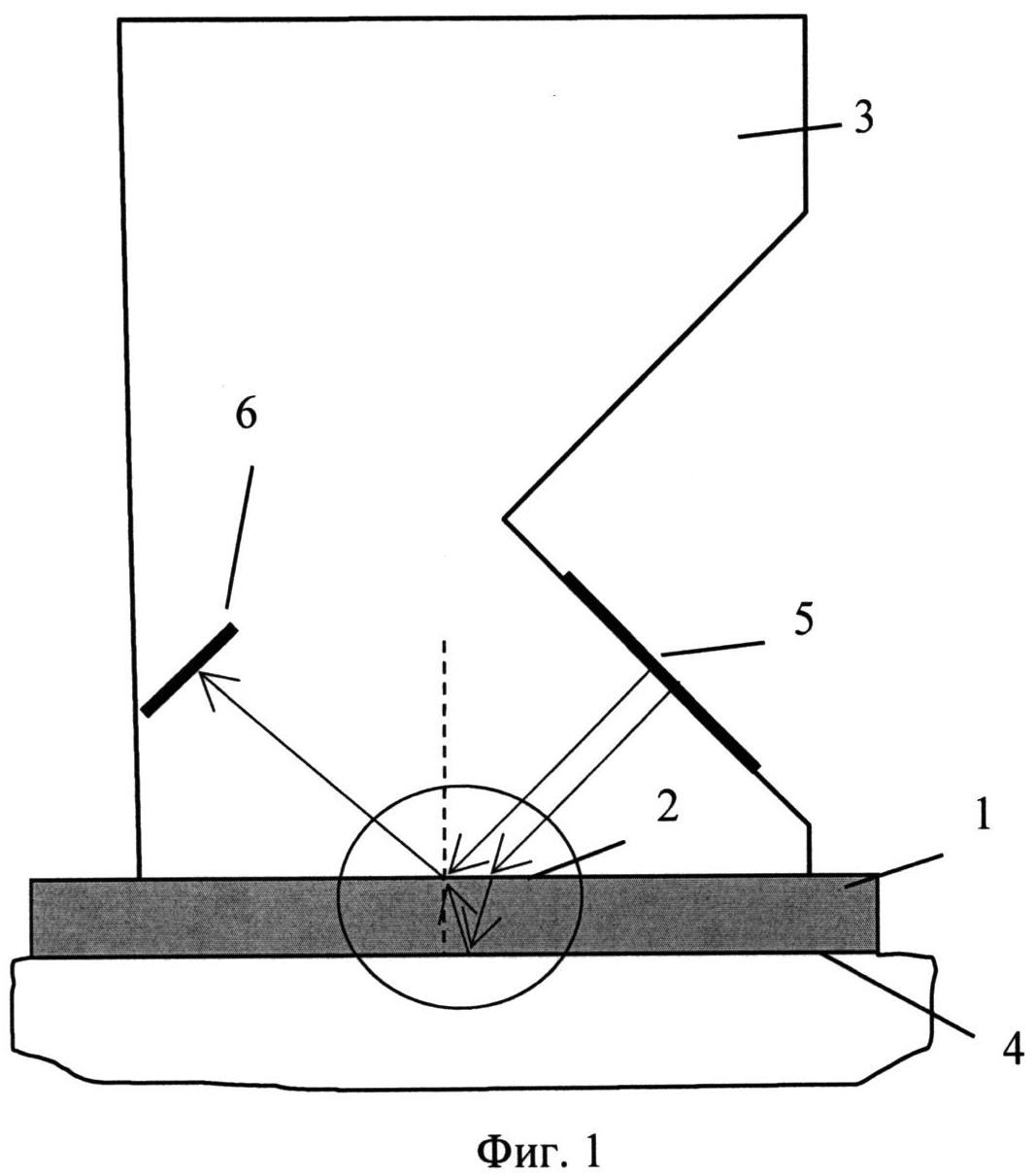
Способ контроля угона рельсовых плетей железнодорожного пути
Способ измерения остаточных напряжений в ободьях цельнокатаных железнодорожных колес
Способ контроля качества акустического контакта при ультразвуковой дефектоскопии
Способ ультразвукового контроля алюминотермитного сварного соединения рельсов
Способ контроля угона рельсовых плетей железнодорожного пути
Способ измерения остаточных напряжений в ободьях цельнокатаных железнодорожных колес
Способ контроля качества акустического контакта при ультразвуковой дефектоскопии
Способ ультразвукового контроля алюминотермитного сварного соединения рельсов
Способ ультразвукового контроля осей колесных пар
Способ ультразвукового контроля подошвы рельсов
Устройство для иммерсионного ультразвукового контроля

