Результат интеллектуальной деятельности: ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии сплавов на основе титана, в частности к сплавам для сварочных материалов, и может быть использовано в качестве присадочной проволоки для дуговой сварки в среде инертных газов высокопрочных (α+β)- и псевдо-β-титановых сплавов, предназначенных для использования в качестве конструкционного высокопрочного высокотехнологичного материала для изготовления конструкций судостроительной, авиационной и космической техники, а также энергетических установок.
Для сварки высокопрочных (α+β)- и псевдо-β-титановых сплавов наиболее оптимальным является применение присадочных материалов, относящихся к классу псевдо-α и низколегированных (α+β)-титановых сплавов.
Известна сварочная проволока марки СП15 по ГОСТ 27265, следующего химического состава, мас. %: алюминий 3,0-5,5; молибден 2,0-3,5; ванадий 2,0-3,5; цирконий 1,0-2,0; кремний ≤0,15; железо ≤0,30; углерод ≤0,10; кислород ≤0,15; азот ≤0,05; водород ≤0,006; сумма прочих примесей ≤0,30; титан - остальное.
Недостатком известной присадочной проволоки для сварки титановых сплавов, например, сплава ВТ22, является снижение прочностных характеристик полученных сварных соединений по сравнению с основным металлом [С.М. Гуревич, В.Н. Замков, Н.А. Кушниренко Сварка и термическая обработка титанового сплава ВТ22 // Автоматическая сварка, 1982, №5].
Известны сварочные проволоки марок ВТ20-1св по ГОСТ 27265, ВТ20-2св по ГОСТ 27265 и ВТ20-3св следующего химического состава, мас. %:
- ВТ20-1св по ГОСТ 27265 (алюминий 2,0-3,0; молибден 0,5-1,5; ванадий 0,5-1,5; цирконий 1,0-2,0; кремний ≤0,10; железо ≤0,15; углерод ≤0,05; кислород ≤0,12; азот ≤0,04; водород ≤0,003; сумма прочих примесей ≤0,30; титан - остальное);
- ВТ20-2св по ГОСТ 27265 (алюминий 3,5-4,5; молибден 0,5-1,5; ванадий 0,5-1,5; цирконий 1,0-2,0; кремний ≤0,10; железо ≤0,15; углерод ≤0,05; кислород ≤0,12; азот ≤0,04; водород ≤0,003; сумма прочих примесей ≤0,30; титан - остальное);
- ВТ20-3св (патент SU 436717) (алюминий 4,7-5,8; цирконий 2,2 - 3,5; молибден 0,8-1,5; ванадий 1,3-3,2; олово 1-2%; водород ≤0,003; кислород ≤0,120; титан - остальное).
Использование сварочной проволоки марки ВТ20-2св для изготовления сварных соединений титановых сплавов, например, сплава марки ВТ20, приводит к уменьшению временного сопротивления металла шва при увеличении толщины свариваемого металла. [Р.С. Курочко, Н.Н. Мануйлов, Л.А. Груздева, Е.А. Борисова Присадочная проволока для сварки высокопрочных титановых сплавов // Сварочное производство, 1977, №3].
Применение проволоки марки ВТ20-3св для аргонодуговой сварки титановых сплавов, например, сплава ВТ22, приводит к снижению ударной вязкости металла шва [М.А. Хорев, В.И. Лукин, А.В. Иода, Е.С. Силкина и др. Присадочные материалы для сварки конструкционных титановых сплавов // Технология легких сплавов, 1990, №5].
Известны сварочные проволоки марок ВТ6св и СПТ-2 по ГОСТ 27265 следующих химических составов, мас. %:
- ВТ6св (алюминий 3,5-4,5; ванадий 2,5-3,5; кремний ≤0,10; железо ≤0,15; углерод ≤0,05; кислород ≤0,12; азот ≤0,04; водород ≤0,003; сумма прочих примесей ≤0,30; титан - остальное);
- СПТ-2 (алюминий 3,5-4,5; ванадий 2,5-3,5; цирконий 1,0-2,0; кремний ≤0,10; железо ≤0,15; углерод ≤0,05; кислород ≤0,12; азот ≤0,04; водород ≤0,003; сумма прочих примесей ≤0,30; титан - остальное).
Недостатком вышеперечисленных сварочных проволок при использовании их в качестве присадочного материала в процессе аргонодуговой сварки титановых сплавов, например, сплава ВТ22, является недостаточный уровень прочностных характеристик полученных сварных соединений [С.М. Гуревич, В.Н. Замков, Н.А. Кушниренко Сварка и термическая обработка титанового сплава ВТ22 // Автоматическая сварка, 1982, №5].
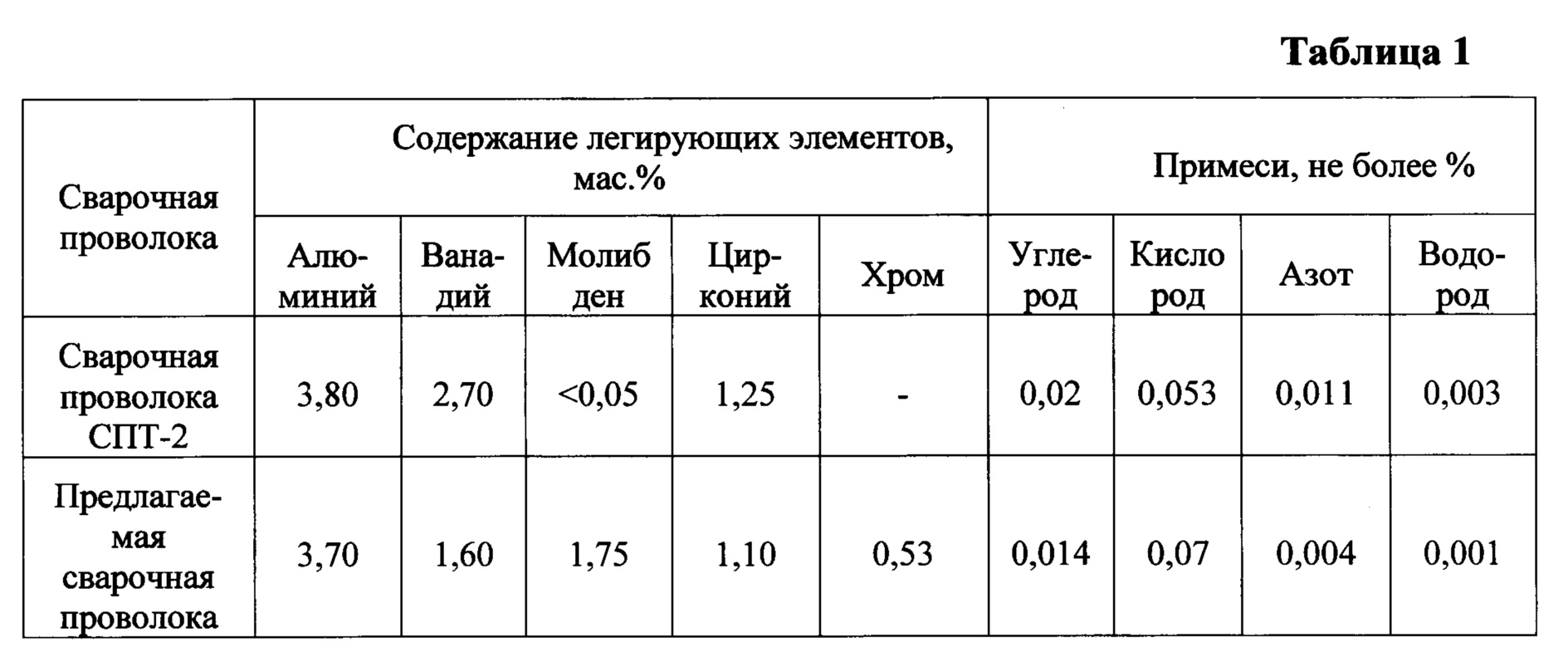
Наиболее близким аналогом, взятым за прототип, является сварочная проволока на основе титана СПТ-2 (ГОСТ 27265), имеющая самую высокую прочность из вышеперечисленных и содержащая, масс. %: алюминий 3,5-4,5; ванадий 2,5-3,5; цирконий 1,0-2,0; кремний ≤0,10; железо ≤0,15; углерод ≤0,05; кислород ≤0,12; азот ≤0,04; водород ≤0,003; сумма прочих примесей ≤0,30; титан - остальное.
Техническим результатом предложенного изобретения является создание сварочной проволоки для дуговой сварки неплавящимся электродом в среде инертных газов высокопрочных титановых (α+β)- и псевдо-β-сплавов, обеспечивающей повышение характеристик прочности металла шва (до 973 МПа) при сохранении характеристик пластичности.
Технический результат достигается в результате того, что сварочная проволока на основе титана включает алюминий, ванадий, молибден, цирконий, хром, остальное примеси при следующем соотношении компонентов, мас. %: алюминий 3,5-4,5; ванадий 1,5-2,5; молибден 1,5-2,5; цирконий 1,0-2,0; хром 0,5-0,7; углерод не более 0,05; кислород не более 0,12; азот не более 0,03; водород не более 0,003; титан - остальное.
Предложенная сварочная проволока относится к классу низколегированных (α+β)-титановых сплавов с молибденовым эквивалентом (Моэкв) на уровне 4,42% - среднее значение (от 3,4 до 5,44%). Сплав комплексно легирован изоморфными (ванадий, молибден) и эвтектоидными (хром) β-стабилизаторами, α-стабилизаторами (алюминий) и нейтральным упрочнителем (цирконий).
Для сварочной проволоки из сплава-прототипа (СПТ-2), изготавливаемой по ГОСТ 27265, молибденовый эквивалент составляет 1,8-2,5%.
Повышение значений молибденового эквивалента связано с дополнительным легированием предложенной сварочной проволоки β-стабилизаторами (молибден, хром), что приводит к положительным эффектам комплексного легирования (например, при сварке нового псевдо-β-титанового сплава ПТ-48 повышаются химическая и структурная однородность и механические свойства различных зон сварного соединения, а также увеличивается предел прочности без снижения пластичности сварного шва).
Хром является эффективным упрочнителем в титановых сплавах. Содержание в сварочной проволоке хрома от 0,5 до 0,7% выбрано по причине уменьшения ликвации легирующего элемента в процессе изготовления слитка и внутри зерна, что способствует термической стабильности титановой сварочной проволоки. Помимо этого, содержание хрома ограничено в виду дополнительного легирования сплава β-стабилизаторами (хром и молибден), с целью повышения уровня механических свойств проволоки и сварных соединений.
Совместное легирование хромом и молибденом обеспечивает постоянство суммарного количества β-стабилизаторов (центральные участки дендритов обогащены молибденом, а участки прилегающие к границам - хромом) в различных зонах сварного соединения, тем самым повышая прочностные и пластические характеристики [Попова М.А., Россина Н.Г, Попов Н.А. Процессы выделения α2-фазы в сплавах титан-алюминий. Титан, 2016, №4]. Помимо этого одновременное легирование несколькими β-стабилизирующими элементами позволяет получить более равномерный и дисперсный распад фазовых составляющих различных зон сварного соединения. Молибден в количестве до 2,5% повышает прочностные характеристики сварного соединения. При дальнейшем увеличении содержания молибдена происходит снижение пластичности, что связано с образованием большого количества пересыщенной α'-фазы в процессе термического цикла сварки.
Алюминий повышает предел прочности сварного соединения, но при введении в сплав больше 5% происходит заметное снижение пластичности и технологичности изготовления в процессе волочения проволок. С повышением содержания в сплаве алюминия увеличивается допустимое количество молибдена, что обусловлено его повышенной растворимостью в α-титане.
Ванадий умеренно упрочняет титан при незначительном снижении его пластичности, что объясняется увеличением содержания более прочной β-фазы в α-матрице. Содержание ванадия относительно сплава-прототипа понижено до 1,5-2,5%, ввиду дополнительного легирования сплава β-стабилизаторами (молибден, хром).
Легирование сплава и сварного шва цирконием 1,0-2,0% при сварке высокопрочного псевдо-β-титанового сплава повышает равномерность распада метастабильной β-фазы при старении, уменьшает отрицательное влияние сегрегаций легирующих элементов на структуру высоколегированных β-сплавов в зоне сплавления, способствуя более равномерному участию элементов в пластической деформации при нагружении. Цирконий повышает термическую стабильность, коррозионную стойкость сплавов Ti-Mo, увеличивает прокаливаемость, подавляет образование ω-фазы при низких температурах старения и уменьшает окисление.
Кислород стабилизирует α-фазу, хорошо растворяясь в α-титане, существенно упрочняет титан. Каждые 0,1% кислорода (по массе) повышают прочностные свойства титана на 130 МПа, что связано с сильным искажением решетки α-титана из-за внедрения атомов кислорода в октаэдрические пустоты. Однако при сварке возможно дополнительное окисление металла шва при нарушении защиты зоны сварки, поэтому в сварочной проволоке интервал содержания кислорода ограничен до 0,12%.
В области малых концентраций углерод повышает пределы прочности и текучести титана; при концентрациях углерода более 0,2% образуются твердые карбиды, снижающие ударную вязкость и затрудняющие механическую обработку. В связи с этим содержание углерода в предлагаемом сплаве ограничено интервалом до 0,05%.
Азот - вредная примесь в титановых сплавах, существенно снижающая пластичность, и поэтому его содержание в предлагаемом сплаве регламентируется в пределе до 0,03%.
Водород образует раствор типа внедрения и также относится к категории вредных примесей, так как вызывает водородную хрупкость титановых сплавов. В предлагаемом сплаве содержание водорода ограничено интервалом до 0,003%.
Пример выполнения:
Из предлагаемого титанового сплава изготавливали слитки размером ∅ 360×310 мм методом двойного вакуумно-дугового переплава. Далее проводился нагрев слитков до температур 950°С-1180°С и последующий прокат до диаметра 50 мм. Отпрессованную заготовку разрезали на части, проводили механическую обработку для удаления поверхностных дефектов. После чего заготовки нагревали до температур 880°С-980°С и осуществляли прокат до диаметра 8 мм.
Полученные проволочные заготовки (катанки) проходили многократное волочение до диаметров 2 и 4 мм. После этого было произведено травление сварочной проволоки. Окончательная операция процесса изготовления - вакуумный отжиг для дегазации конечного продукта.
В качестве основного металла для исследования свойств сварных соединений был выбран псевдо-β-титановый сплав марки ПТ-48 (патент RU 2690257 С1) в виде плиты размером 100×100×600 мм. Из плиты механическим способом вырезали пластины толщиной 20 мм для изготовления сварных соединений. Сварку плит выполняли в виде стыковых соединений ручной аргонодуговой сваркой с присадочным материалом (таблица 1).
Далее были определены следующие характеристики полученных полуфабрикатов (проволоки) и сварных соединений:
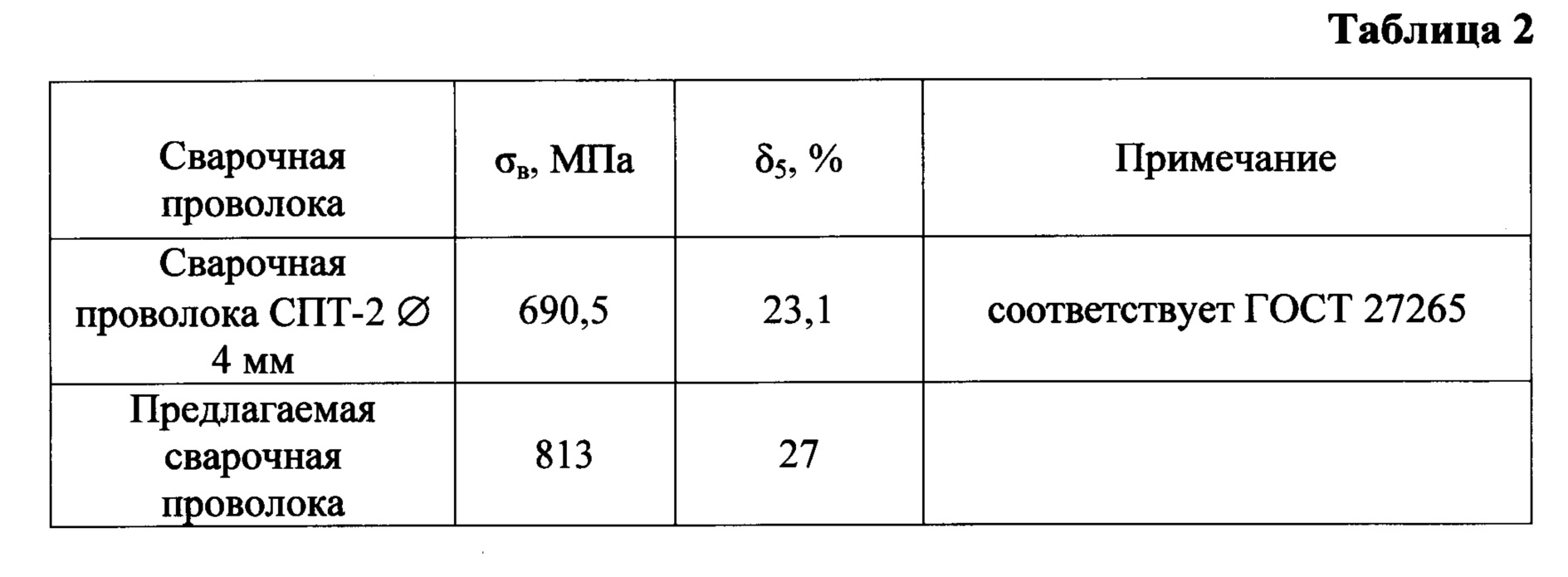
- механические характеристики при испытаниях проволоки на статическое растяжение при комнатной температуре по ГОСТ 27265 (временное сопротивление и относительное удлинение);
- механические характеристики при испытаниях образцов, вырезанных из металла шва сварных соединений, на статическое растяжение по ГОСТ 6996.
В таблице 2 приведены стандартные механические свойства проволоки, изготовленной из предлагаемого сплава и сплава-прототипа. Механические свойства предлагаемой сварочной проволоки выше, чем проволоки из сплава-прототипа.
В таблице 3 представлены прочностных характеристики металла шва сварных соединений, полученных ручной аргонодуговой сваркой с применением в качестве присадочного материала проволоки-прототипа (СПТ-2) и предлагаемой сварочной проволоки.
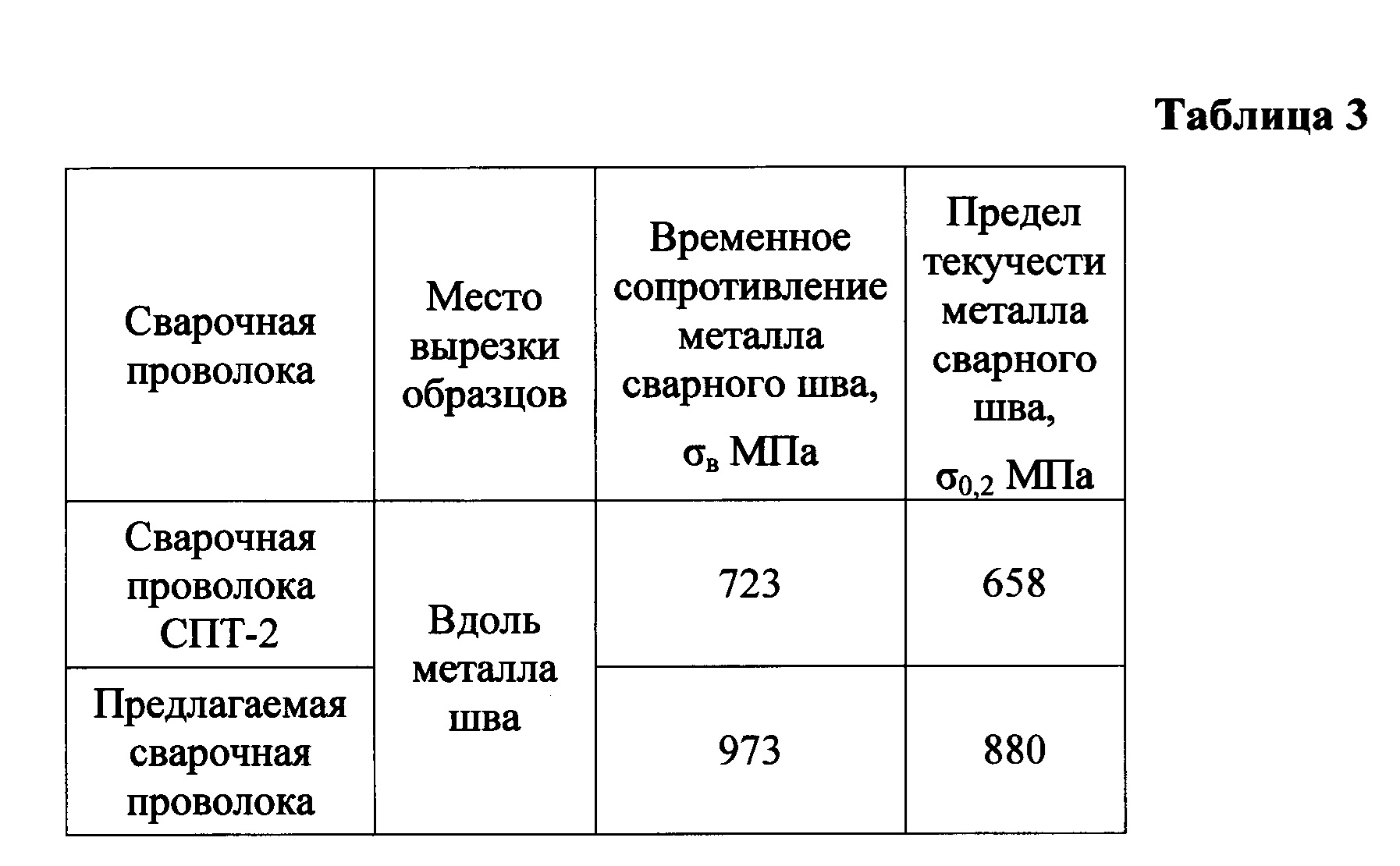
Из таблицы 3 следует, что при использовании предлагаемой сварочной проволоки в качестве присадочного материала в процессе аргонодуговой сварки титанового псевдо-β-сплава по сравнению с проволокой-прототипом (СПТ-2), значение временного сопротивления металла шва повысилось на 250 МПа, значение предела текучести на 222 МПа при сохранении характеристик пластичности на уровне сплава-прототипа.
Полученные результаты по увеличению прочности металла шва сварных соединений позволяют уменьшить высоту усиления шва, в результате чего повышается технико-экономический эффект при изготовлении конструкций, а именно повышается производительность процесса и уменьшается расход присадочного материала.
При этом комплексное легирование сварочной проволоки тремя (β-стабилизирующими элементами (Mo, Cr, V) позволяет получить однородную структуру во всех зонах сварного соединения.
Предлагаемая сварочная проволока может использоваться в качестве присадочного материала для дуговой сварки в среде инертных газов высокопрочных титановых (α+β)- и псевдо-β-сплавов в среде инертных газов. Металл шва сварных соединений, полученных с применением предлагаемой сварочной проволоки, обладает более высокими значениями временного сопротивления (973 МПа) при сохранении характеристик пластичности по сравнению с металлом шва сварных соединений, изготовленных с применением ранее известных присадочных материалов.
Устройство для прекращения неуправляемого движения модели летательного аппарата при ее динамических испытаниях на устойчивость и управляемость
Самолет с адаптивным цельноповоротным стабилизатором
Комбинированный ножевой вал устройства для мерной резки углеродного и стеклянного волокна
Устройство для контроля герметичности топливного бака самолета
Способ изготовления пропитанных смолой деталей из композиционного материала
Способ контроля герметичности топливного бака самолета
Способ снижения лобового сопротивления аппаратов на статической воздушной подушке
Устройство для мерной резки углеродного волокна
Образец для испытаний сотового заполнителя
Направляющая насадка воздушного винта
Способ погружного сжигания топлива и окислителя в плавильных печах барботажного типа
Способ электронно-лучевой сварки высокопрочных титановых сплавов для изготовления крупногабаритных конструкций

