Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОКРАШЕННОЙ ЗАГОТОВКИ ДЛЯ ЗУБНОЙ РЕСТАВРАЦИИ (ВАРИАНТЫ), ЗАГОТОВКА И ЗУБНАЯ РЕСТАВРАЦИЯ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ ЗАГОТОВКИ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к способу изготовления окрашенной заготовки, содержащей диоксид циркония и предназначенной для изготовления зубной реставрации, при этом исходные материалы в виде порошка, по меньшей мере некоторые из которых содержат окрашивающие вещества, смешиваются, и образующаяся в результате смесь прессуется и затем подвергается термической обработке.
Благодаря прочности и стабильности диоксид циркония широко используется в области стоматологии, например, в качестве каркасного материала для коронок и мостовидных протезов.
В патентном документе WO 99/47065 A1 описан способ изготовления зубного протеза, на основе заготовки диоксида циркония, и его установки на заранее отпрепарированную культю зуба. Заготовка состоит из подвергнутого предварительному спеканию диска из диоксида циркония, из которого вырабатывается форма, соответствующая форме зубного протеза, в частности, с учетом характеристик усадки на стадии окончательного спекания. Исходный порошок может содержать окрашивающие элементы в виде оксидов.
Из патентного документа WO 2005/070322 A1 известен неорганический/неорганический композитный материал и способ его изготовления. При изготовлении композитного материала, подвергают оксидный керамический порошок ZrO2 (оксид циркония) этапу придания формы и предварительному спеканию для создания открытопористой кристаллической оксидной керамической формованной детали, на которую в вакууме при комнатной температуре наносят проникающее вещество, и спекают указанную оксидную керамику до полной плотности в обычной атмосфере и при атмосферном давлении для создания неорганического/неорганического композитного материала. Эти мероприятия предназначены для получения улучшенного эстетического вида.
Для обеспечения возможности реставраций желаемого цвета используют исходные материалы в виде порошка, содержащего различные окрашивающие элементы в виде оксидов, для создания смеси с исходным материалом в виде порошка, который состоит из непигментированного диоксида циркония, то есть белого диоксида циркония. Указанный диоксид циркония в принципе представляет собой порошок диоксида циркония, стабилизированный оксидом иттрия.
Тот факт, что окрашивающие элементы равномерно распределены по смеси, созданной из исходных материалов в виде порошка, ведет к преимуществу, состоящему в том, что смесь, подлежащая прессованию, имеет гомогенную окраску, так что в результате при последующей машинной обработке подвергнутой предварительному спеканию или, возможно, даже полному спеканию заготовки существует уверенность в том, что изготовленная зубная реставрация демонстрирует одно и то же окрашивание по всей своей наружной поверхности и по всей своей массе. От этого способа существенно отличается альтернативный процесс окрашивания зубной реставрации. В данном случае зубная реставрация в завершенном состоянии погружается в окрашивающий раствор. Поскольку проникновение окрашивающих ионов с увеличением расстояния от поверхности уменьшается, то есть имеется градиент окрашивания, возникает недостаток, заключающийся в том, что в случаях, когда соответствующая реставрация должна дорабатываться, различные участки могут иметь различные цветовые характеристики. Это в равной степени справедливо для характеристик флюоресценции соответствующей реставрации, содержащей ионы висмута в качестве вещества, создающего флюоресценцию, как описано в патентной публикации WO 2014/164199 A1.
Из WO 2015/199018 A1 известна масса из окрашенного прозрачного диоксида циркония, состоящая из стабилизированного оксидом иттрия диоксида циркония, оксид эрбия, оксида железа, оксида кобальта или оксида алюминия.
Цель настоящего изобретения состоит в дальнейшей разработке способа вышеупомянутого типа, с тем чтобы законченная реставрация имела не только желаемый цвет, но и характеристики флюоресценции, которые по меньшей мере близки к характеристикам флюоресценции естественного зуба.
Для достижения этой цели изобретение в первую очередь предлагает, что в качестве исходных материалов в виде порошка используют окрашивающие элементы, по меньшей мере тербий, эрбий, кобальт, но не железо, не считая природных примесей, и что по меньшей мере один из исходного материала в виде порошка содержит элемент, создающий флюоресцентный эффект в зубной реставрации. В частности, предполагается, что один из исходных материалов в виде порошка содержит - без учета естественных примесей - исключительно висмут в качестве элемента, создающего флюоресцентный эффект, при этом дополнительный исходный материал содержит исключительно тербий или тербий и, возможно, празеодимий, другой исходный материал в виде порошка содержит только эрбий, а дополнительный исходный материал в виде порошка содержит исключительно кобальт или кобальт и марганец и/или церий.
Окрашивающие элементы и элемент, создающий флюоресценцию, предпочтительно присутствуют в виде оксидов.
Соответствующие исходные материалы в виде порошка в принципе смешиваются с дополнительным исходным материалом в виде порошка для образования смеси, которая - не считая естественных примесей - не содержит окрашивающих элементов и элемента, создающего флюоресцентный эффект, и состоит из порошка смешанных кристаллов диоксида циркония Zr1-xMexO2-(4n/2)x, при этом Me представляет собой металл, присутствующий в виде оксида и стабилизирующий тетрагональную или кубическую фазу диоксида циркония. В формуле для смешанных кристаллов диоксида циркония n=2, 3 или 4, и 0 ≤ x ≤ 1.
Помимо соответствующего окрашивающего элемента или элемента, имеющего флюоресцентные свойства, соответствующий порошок смешанных кристаллов диоксида циркония является основной структурной составляющей других исходных материалов в виде порошка, таким образом, они в принципе состоят исключительно из порошка смешанных кристаллов диоксида циркония и соответствующего окрашивающего элемента или элементов или элемента, создающего флюоресцентный эффект.
Исключительно порошок смешанных кристаллов диоксида циркония в этом контексте означает, что - как правило - также могут присутствовать HfO2, Al2O3 и другие технически неизбежные добавки.
В частности, исходный материал, не содержащий каких-либо окрашивающих веществ или элемента, создающего флюоресцирующий эффект, имеет следующую композицию в процентах по весу:
HfO2<3,0
Al2O3<0,3
Неизбежные примеси вследствие технических ограничений ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 4,5-9,5
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные примеси)
Далее эта композиция будет называться диоксид циркония основной.
Если стабилизированный оксидом иттрия диоксид циркония используется для изготовления компонента зубного протеза, имеющего высокую прочность и низкую прозрачность, тогда содержание оксида иттрия составит 4,5-7,0 весового %, то есть используемый неокрашенный порошок диоксида циркония имеет следующую композицию в процентах по весу.
HfO2<3,0
Al2O3<0,3
Неизбежны примеси вследствие технических ограничений ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 4,5-7,0
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные примеси)
Эта композиция здесь и далее в настоящем документе называется диоксид циркония вариант I.
Если требуется средняя величина прочности и более высокая прозрачность, относительно варианта I, то порошок стабилизированного оксидом иттрия диоксида циркония имеет следующую композицию в процентах по весу:
HfO2<3,0
Al2O3<0,3
Неизбежны примеси вследствие технических ограничений ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 7,0-9,5
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные примеси)
Соответствующая композиция здесь и далее в настоящем документе называется вариант II. Согласно изобретению, создают из исходных материалов в виде порошка смесь для заготовки, которая предварительно гомогенно окрашена и после полного спекания имеет флюоресцентные характеристики, соответствующие флюоресцентным характеристикам естественного зуба. Эти преимущественные признаки не могут быть достигнуты в зубных реставрациях, в которых флюоресцентные свойства достигаются посредством погружения предварительно обожженной реставрации в раствор, содержащий соответствующие ионы.
Идея изобретения, в частности, обеспечивает полезный результат, состоящий в том, что становится возможно изготовить заготовку, имеющую участки с отличающимися друг от друга флюоресцентными характеристиками. Это становится возможно посредством загрузки в форму сначала слоя первой смеси, созданной из исходных материалов в виде порошка, последующей загрузки на первый слой по меньшей мере второй смеси, композиция которой отличается от композиции первой смеси, и последующего прессования смесей вместе и их термической обработке. До введения второй смеси в слое, состоящем из первой смеси, образуется первая открытая полость, и затем она заполняется второй смесью, тем самым не требуется в обязательном порядке, чтобы вторая смесь наносилась на первую смесь вне указанной полости.
Также возможно, что после введения второй смеси в ней образуется вторая открытая полость для последующего заполнения второй открытой полости третьей смеси, имеющей композицию, отличающуюся от композиции первой и/или второй смеси.
В качестве дальнейшего развития предполагается, что в слое, состоящем из первой смеси, создают несколько первых открытых полостей и что эти полости заполняются смесью исходных материалов в виде порошка, в частности, второй смесью.
При этом возможно, что по меньшей мере несколько или более открытых первых полостей имеют отличную друг от друга внутреннюю геометрию.
В частности, можно предусмотреть, что исходные материалы в виде порошка, используемые в смеси, содержат - в дополнение к различным окрашивающим элементам или составляющим их фракциям и/или другим составляющим фракциям элемента, имеющего флюоресцентные характеристики - диоксид циркония в качестве основного компонента с долей более 80 весового %. В качестве дополнительных составных элементов может содержаться оксид иттрия, или оксид кальция, или оксид церия, но в особенности оксид иттрия. Составляющая фракция оксида иттрия может быть различной в смесях различных композиций, что влияет на прочность реставраций, подлежащих изготовлению из заготовки.
При этом смесь, которая будет использоваться для образования дентинного участка реставрации, например, искусственного зуба, может иметь более низкое содержание оксида иттрия, чем смесь, используемая для резцового участка.
Слои также могут иметь одинаковое содержание Y2O3, но различное содержание окрашивающих элементов или Bi( висмута).
В частности, смесь, предназначенная для дентинного участка, имеет содержание оксида иттрия, составляющее 4,5-7 весового % относительно суммы оксида иттрия и диоксида циркония. Смесь для резцового участка выбирается так, чтобы она имела содержание оксида иттрия, составляющее 7,0-9,5 весового %, также относительно суммы оксида иттрия и диоксида циркония. Как указано выше, содержание оксида иттрия для дентинного участка всегда ниже, чем для резцового участка.
Идея изобретения предусматривает, что заготовка используется для создания реставрации, содержащей участки различных цветов и/или имеющих различные флюоресцентные характеристики, и/или значения прочности и/или характеристики прозрачности, чтобы было возможно воплотить свойства, подобные свойствам естественного зуба.
При дальнейшей разработке области, в которых требуется уменьшенная флюоресценция, покрываются закрашивающим веществом, так что достигается вид, соответствующий естественному возрасту зуба.
Изобретение также отличается способом изготовления заготовки из керамического материала, в котором по меньшей мере два слоя керамического материала загружаются слой за слоем в форму, при этом указанные керамические материалы состоят из описанных выше смесей, причем слои могут иметь отличные друг от друга композиции, и, затем, после загрузки слоев, они прессуются и после этого подвергаются спеканию, при этом после загрузки первого слоя его поверхность структурирована так, что первый слой - при рассмотрении вдоль его поверхности - имеет участки различной высоты, то есть не имеют одинаковой высоты загрузки, и что затем в форму вводится второй слой, имеющий композицию, отличающуюся от композиции первого слоя.
Альтернативный вариант состоит в том, что после введения первого слоя в форму на первый слой загружается промежуточный слой керамического материала из смеси согласно изобретению и отличающегося от материала первого слоя, причем указанный материал первого слоя смешивается с материалом промежуточного слоя, и затем в форму вводится второй слой. При этом особенно предполагается, что материал промежуточного слоя смешивается с материалом первого слоя, начиная от свободной поверхности промежуточного слоя на высоту, соответствующую двойной или приблизительно двойной высоте промежуточного слоя. Кроме того, особенно предполагается, что материал промежуточного слоя представляет собой материал, идентичный материалу второго слоя.
Согласно первому альтернативному варианту изобретения, сначала вводят первый слой объемного материала в форму. Это может быть, например, окрашенный под цвет зубов гранулят диоксида циркония, имеющего, например, объемную плотность в диапазоне 1-1,4 г/см3, в частности, в диапазоне 1,15-1,35 г/см3. После введения гранулята, имеющего размер зерна D50, составляющий 40-70 мкм, поверхность разглаживается для последующего создания структуры таким образом, что в результате образуются возвышения и впадины, которые, в частности, располагаются параллельно друг другу, в частности, концентрически или параллельно друг другу. Для этого, в частности, предусматривается, что структура образуется элементом, который перемещается, в частности, поворачивается относительно первого слоя, и который, в частности, структурирует поверхностный участок первого слоя посредством секции, имеющей волнообразную, гребнеобразную или рифленую форму. Это приводит к квази-ʺграблениюʺ поверхности с образованием поверхностного рисунка, то есть альтернативных возвышений и впадин.
В частности, предполагается, что структура создается так, что объем возвышений равен или приблизительно равен объему углублений или впадин.
Предпочтительно, рифленый элемент имеет V-образные зубцы, которые располагаются симметрично и имеют боковые края, образующие угол 15-45°. Пространство между следующими друг за другом зубцами, то есть расстояние между соседними точками составляет 1-4 мм, предпочтительно 1-3 мм.
Затем вводят в форму второй керамический объемный материал, количество которого начинает увеличиваться от углублений структуры, образованной впадинами, так что в результате достигается квазинепрерывное увеличение доли второго слоя при перемещении вверх к возвышениям. После разглаживания поверхности слои прессуются, что приводит к плотности в диапазоне около 3 г/см3.
За этим следует предварительное спекание при температуре в диапазоне 700-1100 °C, в частности, в диапазоне 800-1000 °C, в течение, например, 100-150 минут. Заготовка, изготовленная таким образом, затем подвергается механической обработке, например, посредством фрезерования и/или шлифования, для изготовления желаемой зубной реставрации, которая затем спекается до достижения окончательной плотности, которая, например, для диоксида циркония находится в диапазоне 6,0-6,1 г/см3.
Спекание до окончательной плотности может, например, происходить в течении 10-250 минут при температуре 1300-1600°C. Спекание до окончательной плотности может также выполняться при несколько более высокой температуре. Если спекание выполняется при температуре, например, на 100°C выше температуры спекание до полной плотности, определенной производителем исходного материала, тогда это считается дополнительным спеканием, если только время спекания является таким же, как и время спекания до окончательной плотности.
В частности, спекание до окончательной плотности происходит в диапазоне 1350-1550°C, при этом может достигаться плотность в диапазоне 6,00-6,10 г/см3, в частности, 6,04-6,09 г/см3.
Указанные выше температуры и продолжительность предварительного спекания и спекания до окончательной плотности или дополнительного спекания применяются к различным формам слоев, последовательностям слоев и различному числу слоев, причем это, естественно, также охватывает изготовление заготовки, состоящей из одного гомогенного материал, то есть не из слоев или областей керамических материалов, имеющих композиции, отличные от исходных материалов.
Взаимное проникновение слоев обеспечивает преимущество, заключающееся в том, что могут быть получены различные физические и оптические свойства по высоте заготовки. Например, если первый слой был окрашен до требуемой степени, после полного спекания получают окрашенный в цвет зуба краевой участок, при этом на протяжении переходных участков - созданных посредством взаимопроникновения материалов первого и второго слоев - интенсивность цвета зуба постепенно уменьшается и в то же время увеличивается полупрозрачность требуемым образом. Затем изготавливается зубная реставрация из заготовки, в частности, посредством фрезерования, при котором принимают во внимание расположение слоев, при этом зубная реставрация ʺрасполагаетсяʺ внутри заготовки так, что резцовый участок проходит в области второго слоя.
Добавление оксида, создающего флюоресцентный эффект, например, оксида висмута, делает возможным создание зубной реставрации, имеющей внешний вид, который фактически не отличим от внешнего вида естественного зуба или участка челюсти, содержащего несколько зубов.
Независимо от этого идея изобретения обеспечивает постепенный переход между слоями, так что цвет или прозрачность уменьшаются или увеличиваются постепенно, и также становится возможно воплотить модификации с точки зрения прочности на изгиб таким образом, что области зубной реставрации, испытывающие особые нагрузки, имеют большую прочность на изгиб, чем области, испытывающие более низкие нагрузки. Это выполняется без каких-либо резких изменений, но, как упоминалось выше, с постепенным, то есть почти непрерывным переходом, в частности, по высоте зубной реставрации, подлежащей изготовлению, техническая возможность, неизвестная в уровне техники, поскольку слои отличающихся друг от друга композиций расположены один над другим, что создает ступенчатые изменения, или свойства материалов изменяются исключительно от наружной поверхности, то есть по всей зубной реставрации, а не в зависимости от ее высоты.
В предпочтительном способе предусматривается, что возможность смешивания материалов слоев выполняется посредством элемента, который, в частности, поворачивается вокруг оси, проходящей вдоль продольной оси формы, для создания структуры, которая, можно сказать, имеет волнообразную или рифленую форму, посредством смещения материала на поверхности первого слоя. Также возможно создать структуру, использующую прессующий элемент, воздействующий на поверхность первого слоя, при этом указанный прессующий элемент, в частности, имеет возвышения, окружающие углубления, при этом и возвышения, и углубления расположены на поверхности, так что негативная форма элемента, также именуемого штампмашиной, выдавливается в поверхности первого слоя. Затем, как объяснено выше, загружается керамический материал второго слоя, разглаживается, и затем слои подвергаются прессованию, после чего уплотненная масса подвергается предварительному спеканию.
Изобретение дополнительно отличается тем. что первый и второй слой, в их областях контакта, взаимопроникают друг в друга на высоту H, которая имеет размер в диапазоне 1/15-1/4, в частности 1/10-1/5 суммарной высоты первого и второго слоя.
В неструктурированном состоянии первый слой имеет высоту в диапазоне приблизительно 1/2-2/3 суммарной высоты первого и второго слоя.
Для того чтобы первый слой отличался высокой устойчивость, а второй слой был полупрозрачным до желаемой степени, изобретение предусматривает, в качестве дальнейшего развития, что доля оксида иттрия в первом слое составляет 4,7-7,0 весового % и/или доля во втором слое составляет 7,0-9,5 весового %, при этом процентное содержание оксида иттрия в первом слое выше, чем во втором слое.
Кроме того, отношение тетрагональной фазы к кубической фазе диоксида циркония после предварительного спекания составляет ≥ 1 и в первом слое, и во втором слое.
В частности, предусматривается, что по меньшей мере до 95% диоксида циркония в первом слое присутствует в тетрагональной кристаллической форме. Во втором слое содержание тетрагональной кристаллической фазы составляет 51-80%. Остальное образуется, в частности, кубической кристаллической фазой.
Следовательно, изобретение отличается нижеприведенным неисчерпывающим списком признаков. Во-первых, окрашенный под цвет зуба керамический материал, состоящий главным образом из диоксида циркония, загружается в форму. При этом, высота загрузки соответствует приблизительно 1/2-2/3 высоты заготовки до прессования.
Затем на поверхность наносится рисунок посредством специального стрктурированного элемента или штампмашины, таким образом может конструироваться структура, обеспечивающая плавный переход характеристик от первого материала ко второму материалу. Также возможно согласование поверхностной геометрии первого слоя с коэффициентами диффузии материалов слоя.
Предпочтительно используется поворотный элемент, который опускается в форму, то есть в форму, содержащую первый слой, и затем погружается в первый слой до необходимой степени. Посредством поворота элемента, сторона которого, обращенная к слою, структурирована, например, имеет волнообразную или гребнеобразную форму, поверхность структурируется определенным образом. Альтернативно, поверхность может структурироваться штампмашиной, имеющей подходящую геометрию.
Затем в форму загружается второй, в частности, менее окрашенный, керамический материал, обладающий более высокой прозрачностью, а также имеющий более высокое содержание оксида иттрия. Затем следует стандартное прессование керамических материалов и предварительное спекание.
Исходные материалы, которые смешиваются для изготовления слоев, содержат элементы, создающие характеристики флюоресценции, например Bi, предназначенный для создания желаемых характеристик флюоресценции.
Также в пределах объема изобретения предуматривается, что, если после введения первого слоя, который предпочтительно окрашен в соответствии с цветом зуба и состоит главным образом из диоксида циркония, в форму загружается другой материал для образования промежуточного слоя. Этот материал должен быть менее окрашенным, чем первый материал, но также состоит главным образом из диоксида циркония, при этом содержание оксида иттрия в нем больше, чем в материале первого слоя. Промежуточный слой может, например, иметь высоту в диапазоне 1/10-1/5 суммарной высоты слоев, подлежащих введения в форму. Затем материал промежуточного слоя смешивается с первым слоем. При этом выполняет смешивание посредством элемента, который проникает в первый слой по меньшей мере на глубину, соответствующую высоте промежуточного слоя. Затем загружают в форму слой, соответствующий второму слою, упомянутому выше, который имеет большую прозрачность и более высокое содержание оксида иттрия, чем первый слой. Как объяснено выше, за этим следует прессование указанных керамических материалов с образованием заготовки и предварительное спекание, для последующей выработки зубной реставрации из заготовки, созданной таким образом, в частности, посредством фрезерования или шлифования. После этого следует дополнительный этап обработки, спекание до окончательной плотности. Материал промежуточного слоя представляет собой материал второго слоя.
Независимо от вышеописанных способов, после спекания до окончательной плотности получают монолитную зубную реставрацию, на которую не надо наносить облицовочную керамику, хотя такое нанесение все еще входит в объем изобретения.
Подвергнутая предварительному или полному спеканию заготовка, подлежащая использованию в изготовлении зубной реставрации, например, зубного каркаса, коронки, частичной коронки, мостовидного протеза, колпачка, винира, абатмента, штифтовой конструкции, состоит из керамического материала, который, в частности, содержит диоксид циркония, содержащий по своей высоте слои из различных композиций, отличается тем, что заготовка содержит три слоя, один из которых, средний слой, занимает по меньшей мере 1/10-1/5 высоты заготовки и состоит из материала первого слоя и материала второго слоя или материала промежуточного слоя. Изобретение, в частности, отличается тем, что в среднем слое доля указанного материала первого слоя уменьшается плавно или главным образом плавно от первого слоя в направлении второго слоя.
Изобретение предоставляет возможность создания плавного перехода между первым слоем и вторым слоем, так что в результате плавное изменение цвета и прозрачности возможно даже для окрашенных материалов слоев. Становится возможным получить любые желаемые характеристики флюоресценции. Относящиеся к этому положения также предлагают возможность модификации прочностных свойств до желаемой степени, причем, в частности, те участки, которые испытывают большие нагрузки, например, нижние стороны соединителей мостовидных протезов, вырабатываются из участка заготовки, в котором проходит первый слой, имеющий наибольшую жесткость.
В частности, предусматривается, что керамический материал содержит по меньшей мере 85 весового % диоксида циркония, легированного оксидом иттрия, при этом содержание оксида иттрия в первом слое составляет до 7,0 весового %, и содержание оксида иттрия в первом слое ниже, чем во втором слое.
Кроме того, в качестве дальнейшего развития изобретения предусматривается, что первый слой окрашен иначе и/или имеет другой уровень легирующего оксида иттрия, чем второй слой, так что полностью обожженная реставрация - при рассмотрении вдоль зубной оси - имеет большую прочность на корневой стороне, чем на резцовой стороне, и/или более высокую прозрачность на резцовой стороне, чем на корневой стороне.
Зубная реставрация, в частности, коронка, частичная коронка, или мостовидный протез, изготовленный из заготовки вышеупомянутого типа, в частности, отличается тем, что указанная реставрация - при рассмотрении вдоль зубной оси - состоит из по меньшей мере первого слоя, проходящего на зубной стороне, второго слоя, проходящего на резцовой стороне, и среднего слоя, проходящего между ними и имеющего прочность, которая уменьшается, и/или прозрачность, которая увеличивается постепенно или главным образом постепенно от первого слоя в направлении второго слоя. Это позволяет достигнуть любой требуемой флюоресценции.
Идея изобретения обеспечивает возможность изготовления экономически выгодной и воспроизводимой зубной реставрации без необходимости обязательного ручного нанесения облицовочной керамики на область режущего края. Также имеется возможность регулирования прочности за счет композиции керамических материалов, так что наибольшая прочность на изгиб достигается в участке, испытывающем наибольшие нагрузки.
Дополнительные подробности, преимущества и признаки изобретения содержатся не только в формуле изобретения, в характерных признаки, упомянутых в ней, отдельно и/или в сочетании, но также в нижеприведенном описании предпочтительных примеров вариантов осуществления.
На чертежах:
Фиг. 1 - схема устройства для изготовления заготовки,
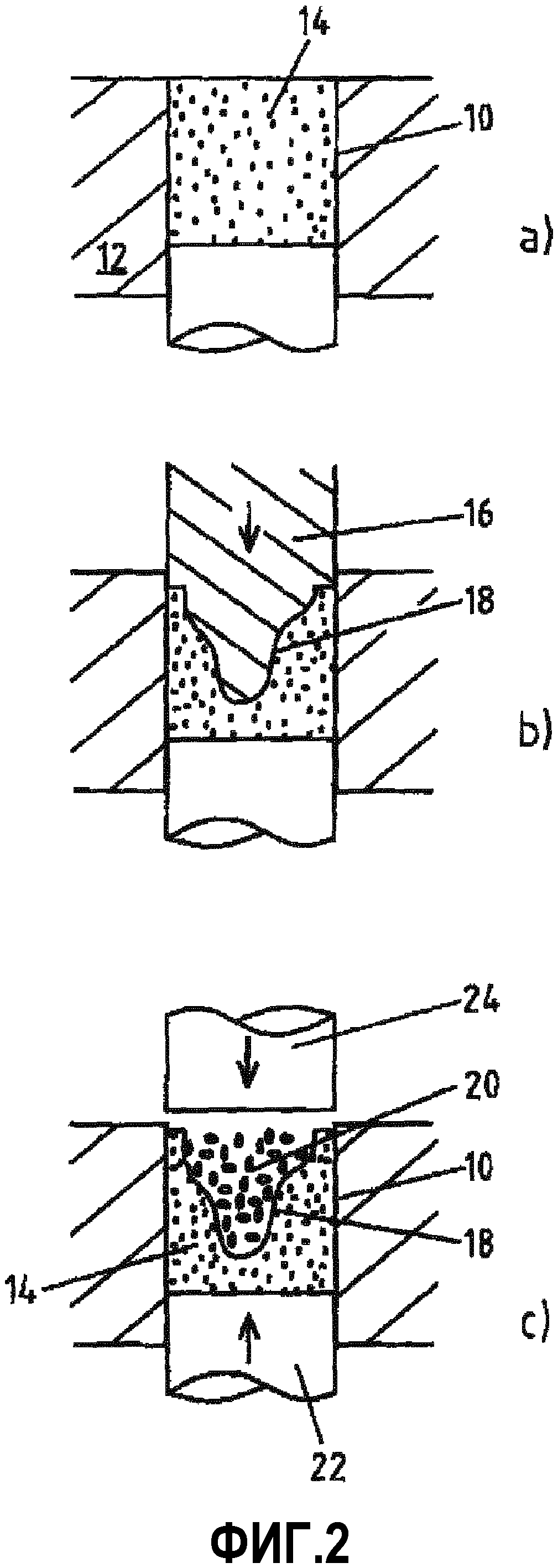
Фиг. 2 a) - c) - схемы устройства и этапы обработки, выполняемые с его помощью,
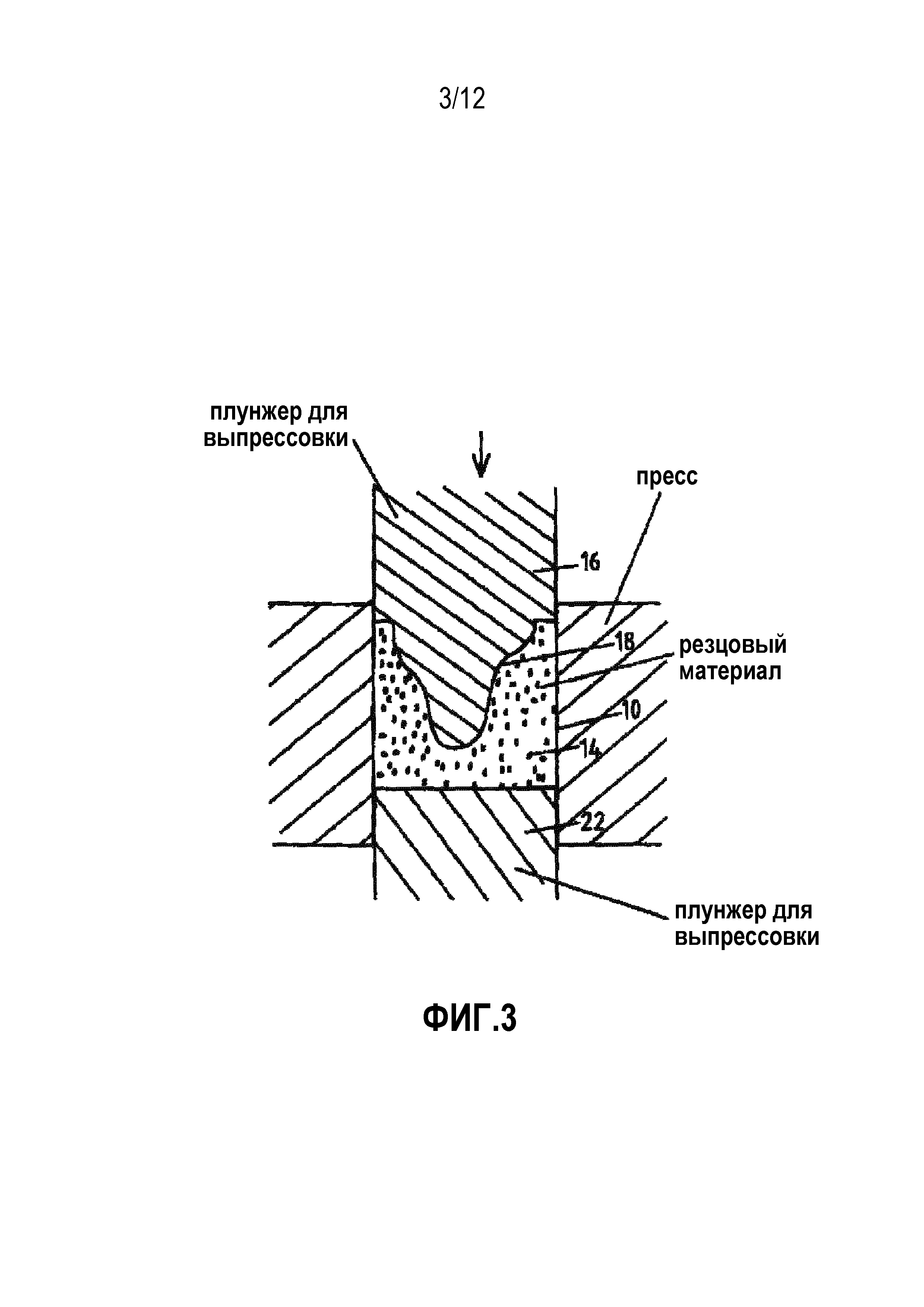
Фиг. 3 - увеличенное изображение фиг. 2b),
Фиг. 4 - заготовка, имеющая участки материалов с различными свойствами,
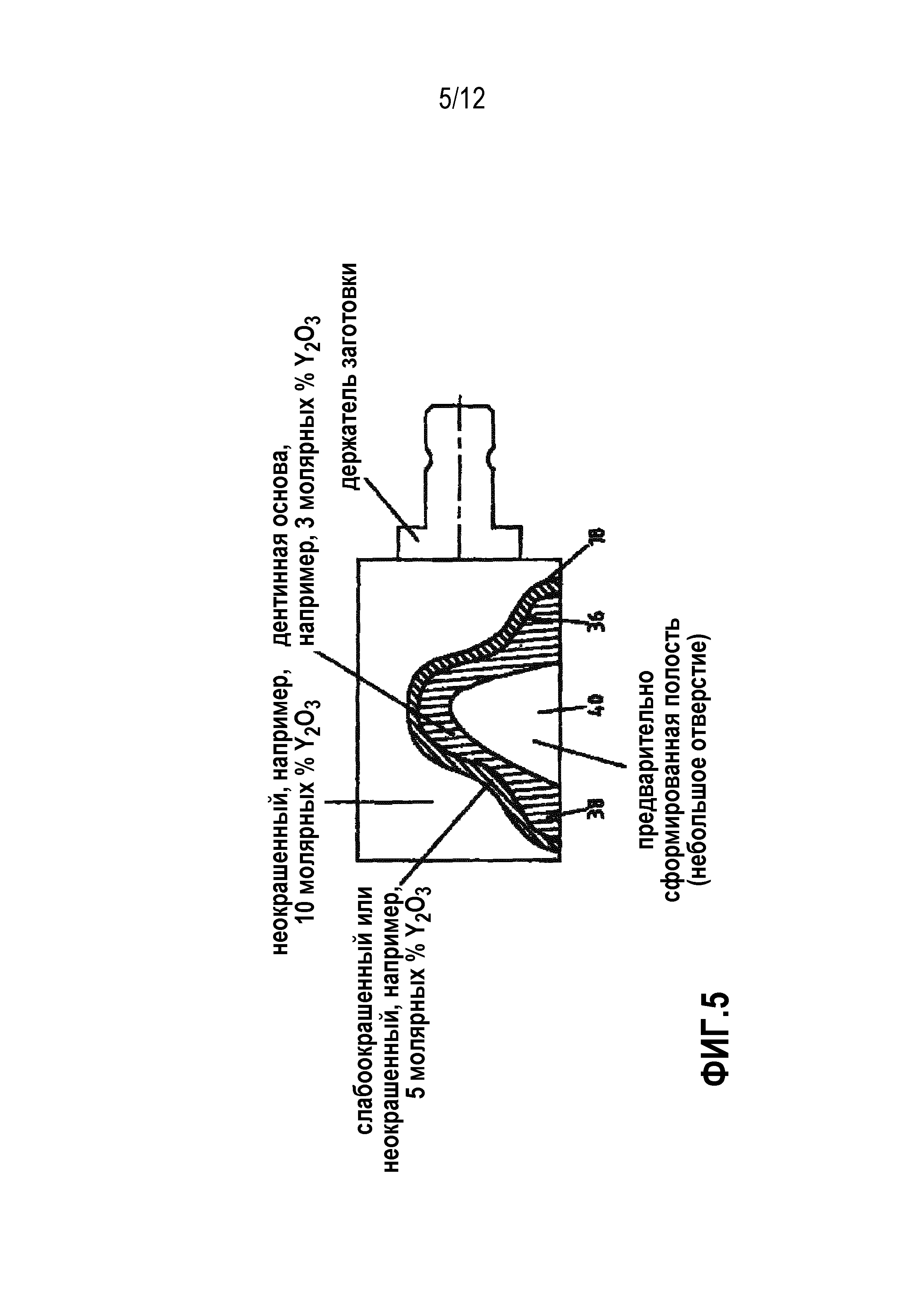
Фиг. 5 - другая заготовка, имеющая участки материалов с различными свойствами,
Фиг. 6 - схема заготовки с зубом, подлежащим изготовлению из нее, и
Фиг. 7 - вид сверху заготовки, имеющей несколько участков материалов с различными характеристиками.
Фиг. 8 - схема устройства и этапы обработки, которые оно выполняет,
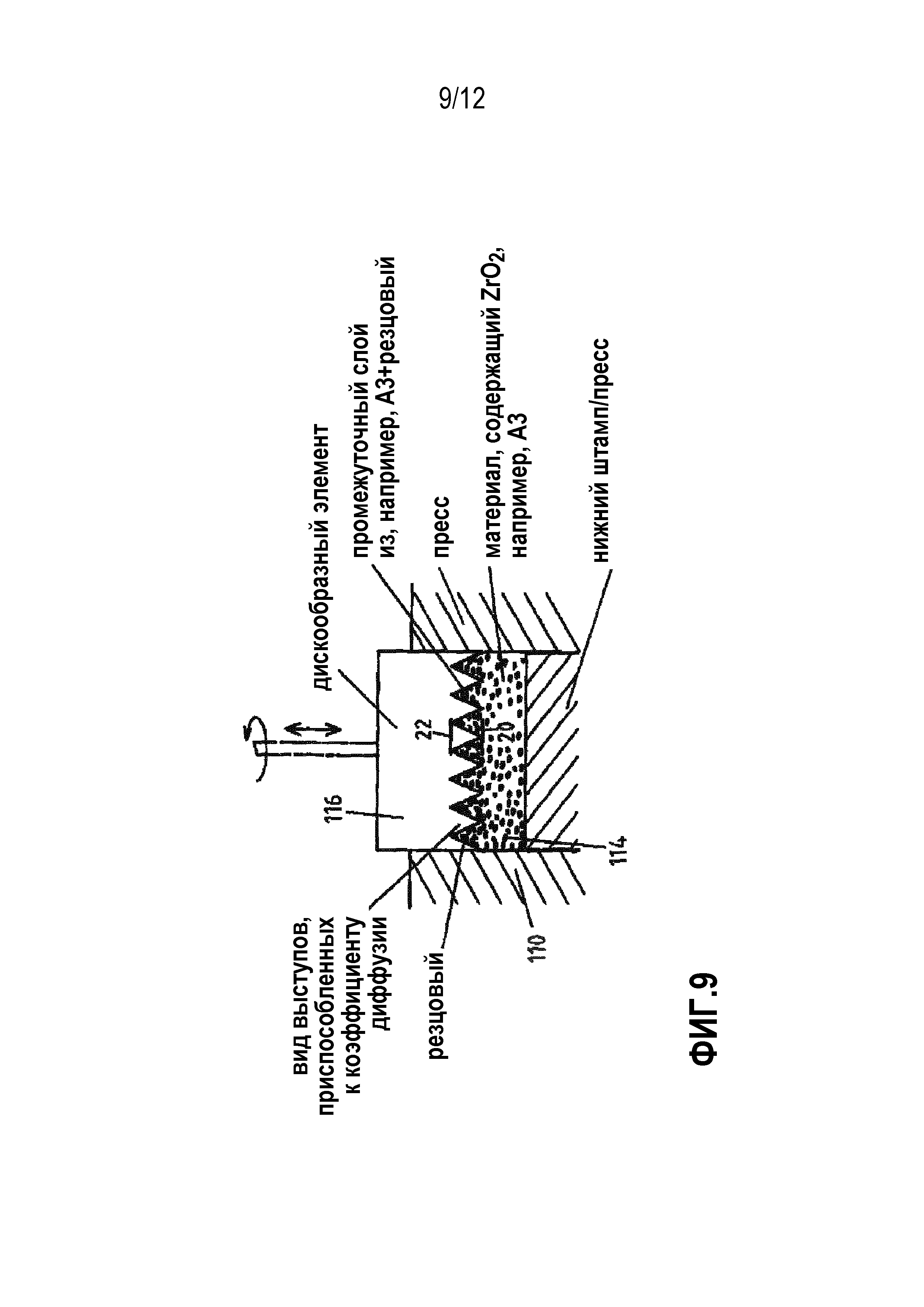
Фиг. 9 - увеличенное изображение фиг. 8b),
Фиг. 10 a) - d) - схемы для иллюстрации характеристик заготовки,
Фиг. 11 - схема мостовидного протеза, подлежащего изготовлению из заготовки фиг. 8, и
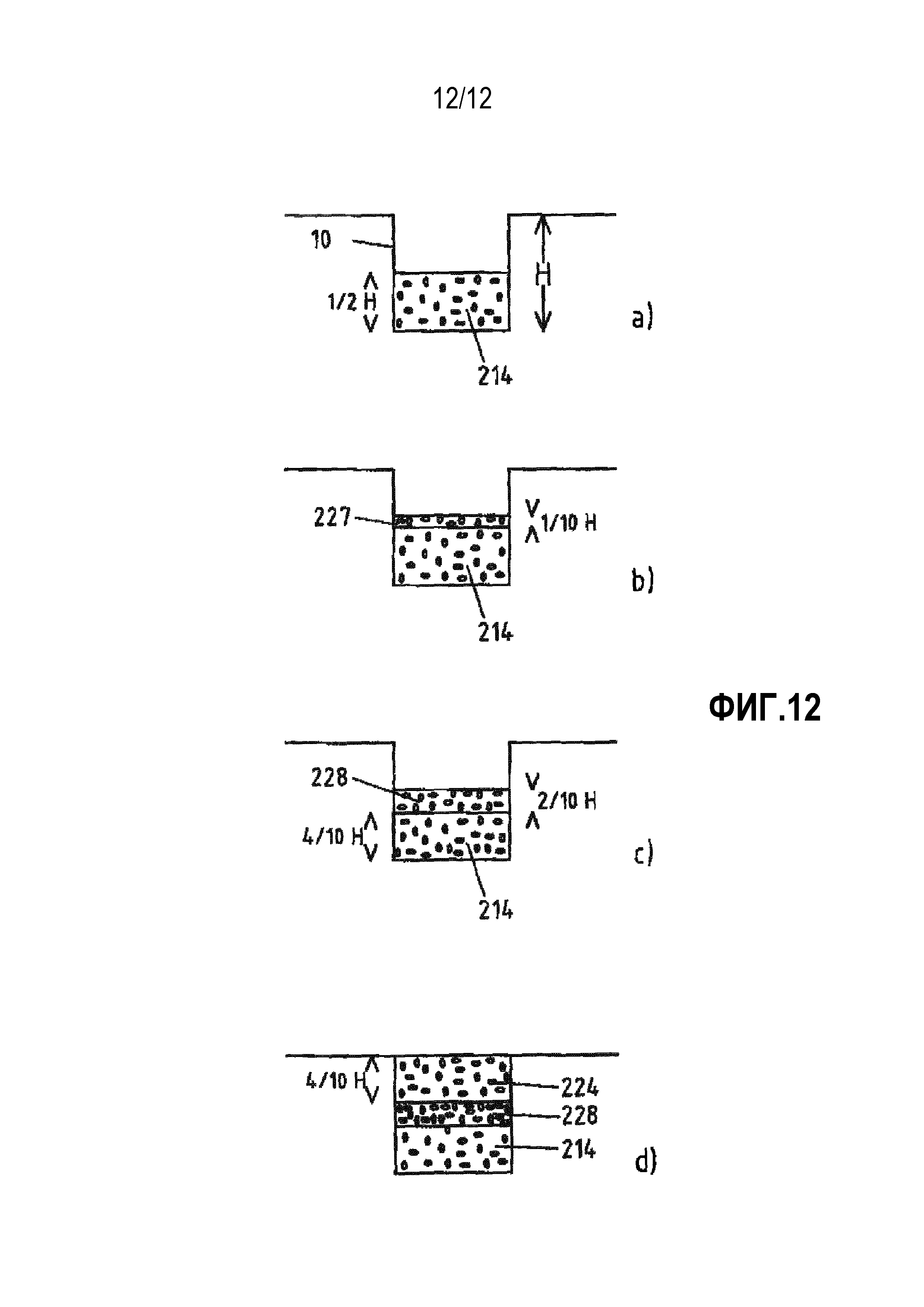
Фиг. 12 - схема альтернативного способа.
При изготовлении зубной реставрации, сначала изготавливают несколько исходных смесей материалов в виде порошка, которые имеют следующие композиции:
Исходный материал 1 диоксид циркония основной (непигментированный порошок диоксида циркония) в процентах по весу
HfO2<3,0
Al2O3<0,3
Неизбежные примеси вследствие технических ограничений ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 4,5-9,5
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные примеси)
Исходный материал 1 диоксид циркония вариант I (непигментированный порошок диоксида циркония) в % по весу:
HfO2<3,0
Al2O3<0,3
Неизбежные примеси вследствие технических ограничений ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 4,5-7,0
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные примеси)
Исходный материал 1 диоксид циркония вариант II (непигментированный порошок диоксида циркония) в процентах по весу:
HfO2<3,0
Al2O3<0,3
Неизбежные примеси вследствие технических ограничений ≤ 0,2 (например, SiO2, Fe2O3, Na2O)
Y2O3 7,0-9,5
ZrO2=100% - (Y2O3+Al2O3+HfO2+неизбежные примеси)
Исходный материал 2: диоксид циркония вариант II без Y2O3 и с содержанием оксида эрбия (Er2O3), составляющем 9,2 весового %
Исходный материал 3: диоксид циркония основной, вариант I или вариант II с содержанием оксида кобальта (Co3O4), составляющем 0,04 весового %
Исходный материал 4: диоксид циркония основной, вариант I или вариант II с содержанием оксида тербия (Tb2O3), составляющем 2,0 весового %
Исходный материал 5: диоксид циркония основной, вариант I или вариант II с содержанием оксида висмута (Bi2O3), составляющем 0,3 весового %
Вышеприведенные точное число исходных материалов в виде порошка не следует понимать как фактор, ограничивающий объем защиты изобретения.
Для изготовления искусственного зуба цвета A2 по цветовой шкале VITA смешивают следующие порции исходных материалов в виде порошка в образованием смеси:
91,40 весового % исходного материала 1 диоксида циркония вариант II
3,80 весового % исходного материала 2
1,25 весового % исходного материала 3 (с диоксидом циркония вариант II)
3,50 весового % исходного материала 4 (с диоксидом циркония вариант II)
0,05 весового % исходного материала 5 (с диоксидом циркония вариант II)
Дополнительно может быть добавлено связующее вещество, которое, однако, не учитывается в вышеприведенной спецификации процентного содержания по весу.
Полученная таким образом смесь 1 затем загружается в форму 2 и прессуется.
После того как спрессованный кусок удален из формы, он подвергается предварительному спеканию при температуре в диапазоне 800-1000°C в течение промежутка времени 100-150 минут. При этом перед предварительным спеканием происходит удаление связующего. После предварительного спекания плотность изготовленной таким образом заготовки составляет около 3г/см³. Прочность на разрыв предварительно обожженной заготовки 28 составлять около 10-60 MПa.
Затем заготовка снабжается держателем или зажимается держателем, чтобы затем она могла быть обработана на фрезеровальном или шлифовальном станке для получения искусственного зуба из заготовки, например, для зубной реставрации. За этим следует спекание до окончательно плотности при температуре в диапазоне 1450-1550°C, в частности, при 1500°C в течение 1-5 часов, в частности, в течение 2 часов. Зуб, изготовленный таким образом, имеет цвет А2 по шкале VITA и обладает флюоресценцией, соответствующей флюоресценции естественного зуба.
Для создания цвета А4 по шкале VITA использовали следующие исходные материалы:
79,16 весового % исходного материала 1 диоксида циркония вариант II
5,54 весового % исходного материала 2
7,50 весового % исходного материала 3 (с диоксидом циркония вариант II)
7,50 весового % исходного материала 4 (с диоксидом циркония вариант II)
0,30 весового % исходного материала 5 (с диоксидом циркония вариант II)
Далее следуют этапы термической обработки и этапы термической и механической обработки, которые объяснены выше. Готовый естественный зуб имеет цвет А4 по шкале VITA с флюоресценцией, соответствующей таковой у естественного зуба.
В дополнительном эксперименте по созданию зубного протеза цвета А4 по шкале VITA, имеющего большую прочность, чем описанный выше зубной протез, были смешаны следующие исходные материалы:
80,46 весового % исходного материала 1 диоксида циркония вариант I
5,54 весового % исходного материала 2
6,25 весового % исходного материала 3 (с диоксидом циркония вариант I)
7,50 весового % исходного материала 4 (с диоксидом циркония вариант I)
0,25 весового % исходного материала 5 (с диоксидом циркония вариант I)
Даже после термической обработки и машинной обработки - как описано выше - было обнаружено, что зуб имеет цвет А4 по шкале VITA с флюоресценцией.
Фиг. 2-7, на которых идентичные элементы всегда обозначены одними и теми же номерами ссылочных позиций, используются для иллюстрации аспекта, который характеризует настоящее изобретение и который определяет изготовление зубной реставрации с монолитной структурой из керамического материала.
Для этой цели изобретение предусматривает изготовление заготовки, содержащей участки керамического материала, имеющего различные композиции и, таким образом, имеющего свойства, которые делают возможным достижение желаемых оптических и механических характеристик, подходящих для конкретной реставрации, подлежащей изготовлению, и, как упоминалось выше, создают возможность использования монолитно изготовленных зубных протезов непосредственно после спекания до окончательной плотности, без необходимости, например, ручного нанесения и спекания резцовой части.
Также возможно - целенаправленным и избирательным образом - достигнуть желаемых значений прочности в тех участках, которые подвергаются большим нагрузкам. Также достижимыми являются желательные оптические характеристики, например, цвета, прозрачности и флюоресценции.
Фиг. 2-4 используются для описания изготовления заготовки, из которой может изготавливаться зубная реставрация, в частности, в примере варианта осуществления, зуб.
Сначала загружают порошок первого исходного материала вариант II в форму 10, поскольку этот материал предназначается для использования в качестве материала режущего края. Соответствующий порошок может содержать связующее вещество.
Относительно высокое содержание оксида иттрия обеспечивает, что в полностью сформованной части, то есть зубной реставрации, содержание тетрагональной кристаллической фазы составляет всего 50-60%, а значит, остальное представляет собой кубическую и моноклинную кристаллические фазы.
Затем формируется открытая полость 18 посредством прессующей штампмашины 16 в материале 14 или, точнее, в слое, образованном этим материалом. Материал 14 перемещается или немного уплотняется посредством прессующей штампмашины. После формирования полости 18 (фиг. 2b) прессующая штампмашина 16 удаляется, и в полость 18 загружается второй керамический материал 20, который может иметь нижеследующую композицию, для изготовления зубного протеза цвета А2 по цветовой шкале VITA:
91,66 весового % исходного материала 1 диоксида циркония вариант I
3,26 весового % исходного материала 2
2,0 весового % исходного материала 3 (с диоксидом циркония вариант I)
3,0 весового % исходного материала 4 (с диоксидом циркония вариант I)
0,08 весового % исходного материала 5 (с диоксидом циркония вариант I)
Дополнительно может присутствовать связующее вещество, но оно не учитывается в вышеприведенной спецификации процентного содержания по весу.
В этой композиции окрашивающие оксиды и оксид висмута присутствуют в таком количестве, которое обеспечивает желаемый цвет зуба и флюоресценцию, поскольку второй керамический материал 20 используется для образования дентина зуба, подлежащего изготовлению.
Кроме того, сравнительно низкое содержание Y2O3 обеспечивает, что полностью обожженный зубной протез имеет высокое содержание тетрагональной фазы, составляющей по меньшей мере 85%, предпочтительно по меньшей мере 90%, что приводит к высокой стабильности.
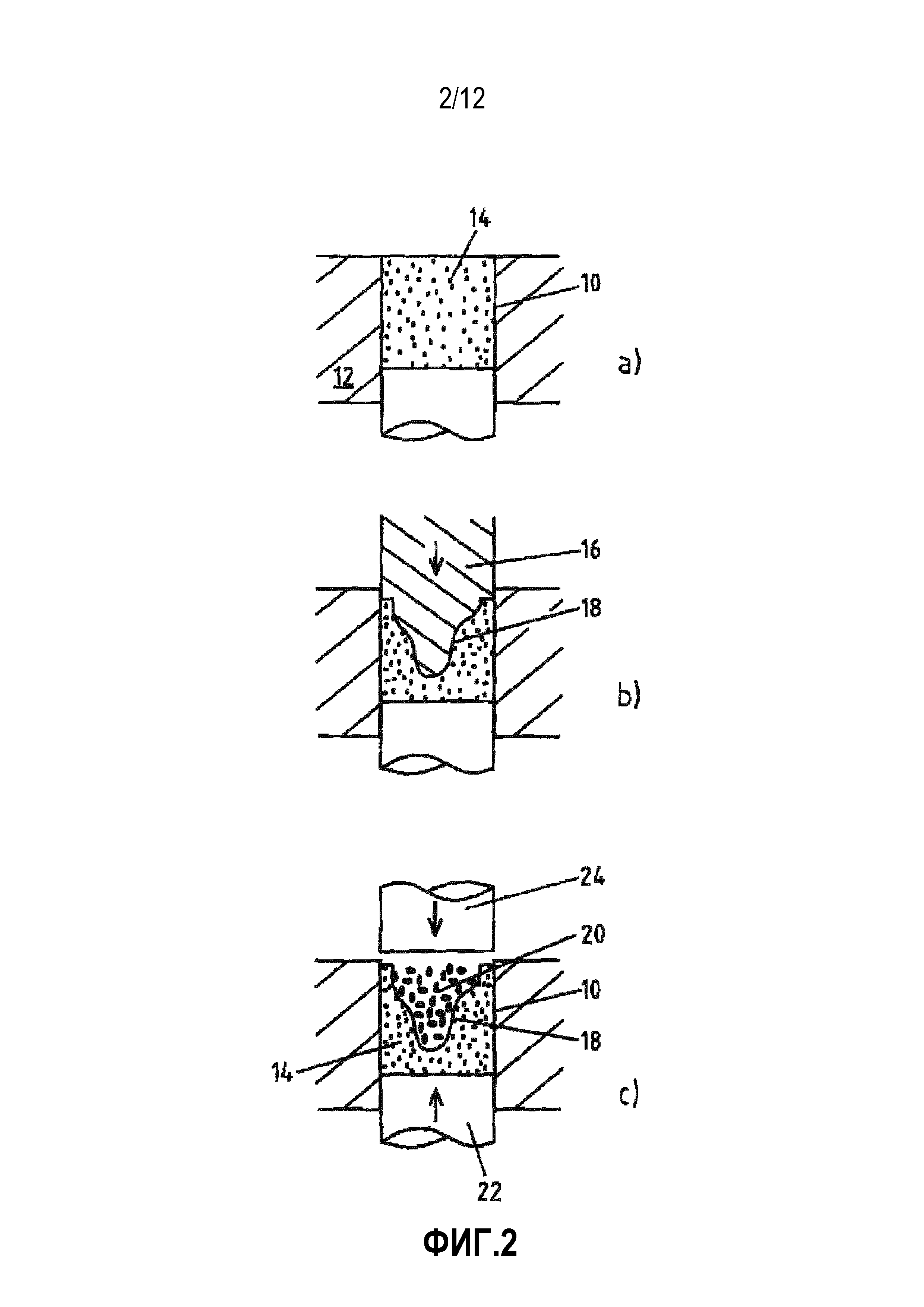
После загрузки второго керамического материала 20 в полость 18 (фиг. 2c) материалы 14, 20, или, точнее, слои или участки, образованные этими материалами, прессуются в форме 10 пресса 12 - в частности, посредством нижней или верхней штампмашины 22, 24 - которая используется для сжатия. После прессования плотность заготовки 28 составляет приблизительно 3г/см³. Прессование предпочтительно происходит при давлении 1000-2000 бар.
В отношении материалов 14, 20 следует заметить, что их объемная плотность должна составлять 1-1,4г/см³.
После прессования плотность составляет приблизительно 3г/см3.
Фиг. 3 более подробно воспроизводит иллюстрацию фиг. 2b). Очевидно, что полость 18 была образована прессующей штампмашиной 16 в первом керамическом материале 14 или, точнее, в слое, состоящем из этого материала. На нижней стороне форма 10 ограничена прессующей штампмашиной 22.
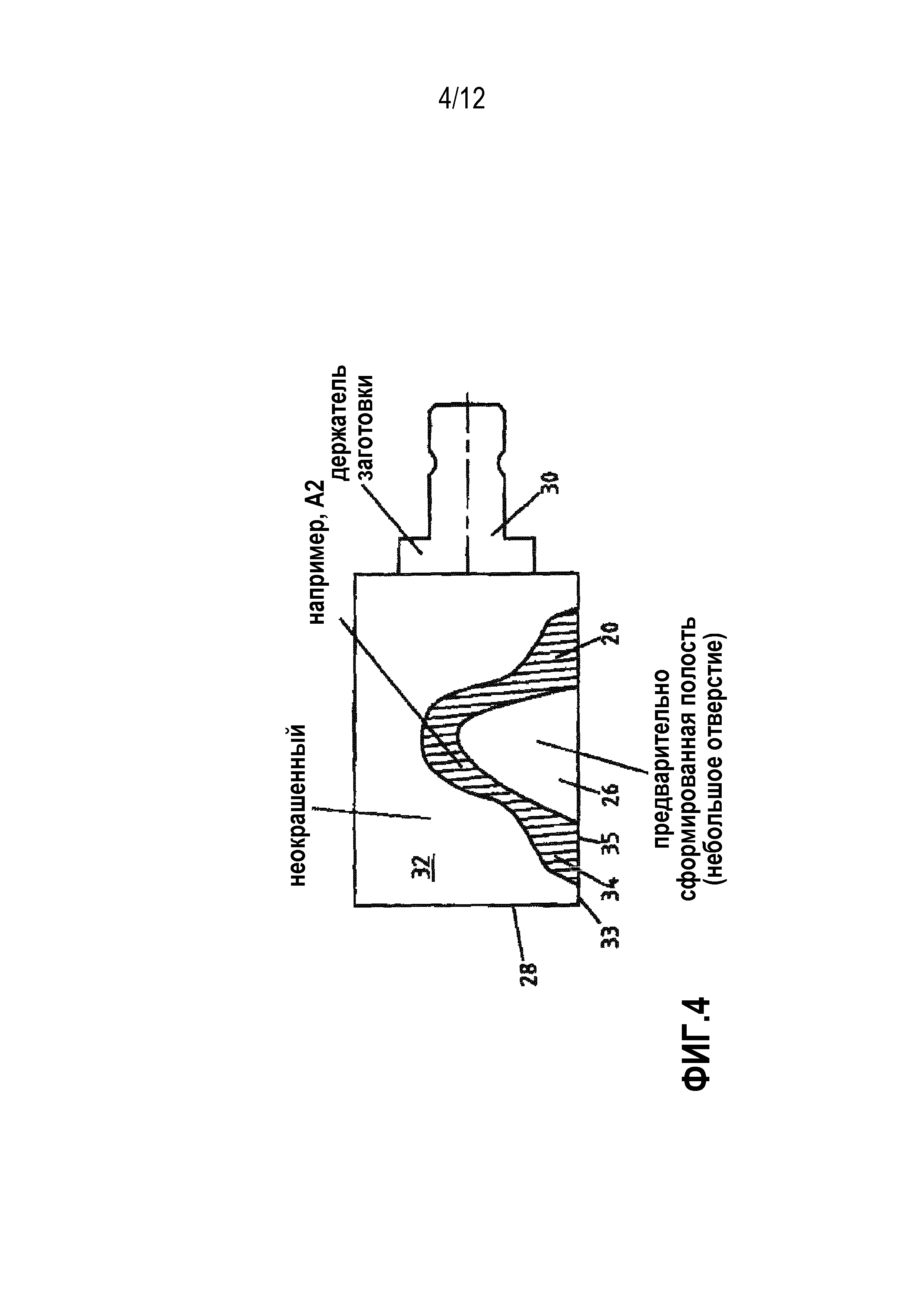
Как проиллюстрировано на фиг. 4, вторая полость 26 может создаваться во втором материале 20 после уплотнения посредством прессующей штампмашины 22, 24 или, возможно, после предварительного спекания, например, посредством фрезерования.
Однако, также существует возможность образования второй полости 26 в материале 20 фиг. 2c), который полностью заполняет полость 18, открытую с нижней стороны, посредством непроиллюстрированной прессующей штампмашины.
Независимо от наличия второй полости 26 заготовка 28 подвергается предварительному спеканию после прессования, при температуре, в частности, в диапазоне 800-1000°C в течении 100-150 мин. При этом предварительное спекание следует за удалением связующего. Плотность заготовки 28 после предварительного спекания составляет приблизительно 3г/см³. Прочность на разрыв предварительно обожженной заготовки 28 должна составлять 10-60 MПa.
Заготовка 28 затем снабжается держателем 30, так что впоследствии заготовка 28 может быть подвергнута обработке, например, на фрезеровальном или шлифовальном станке, для изготовления зубной реставрации, например, зуба, из заготовки 28, как объяснено с помощью фиг. 6. При этом зуб, подлежащий изготовлению, по меньшей мере виртуально располагается в заготовке 28 таким образом, чтобы резцовый участок находился в участке 32, состоящим из первого керамического материала 14, а дентинный участок располагался в частях, заходящих во второй участок 34, состоящий из второго керамического материала 20. Затем заготовка 28 обрабатывается с учетом этих данных.
На фиг. 5 проиллюстрировано, что после образования первой полости 18 в первом керамическом материале 14 и загрузки второго керамического материала 20 в полость 18, может, возможно, быть создана вторая полость 36 согласно процедуре, представленной на фиг. 2b), для последующего введения в образованную таким образом полость 36 третьего керамического материала 38, отличающегося по своей композиции от второго керамического материала тем, что, в частности, обеспечивает достижение более высокой прочности. Как было объяснено в связи с фиг. 4, также возможно образование полости 40 в третьем керамическом материале 38.
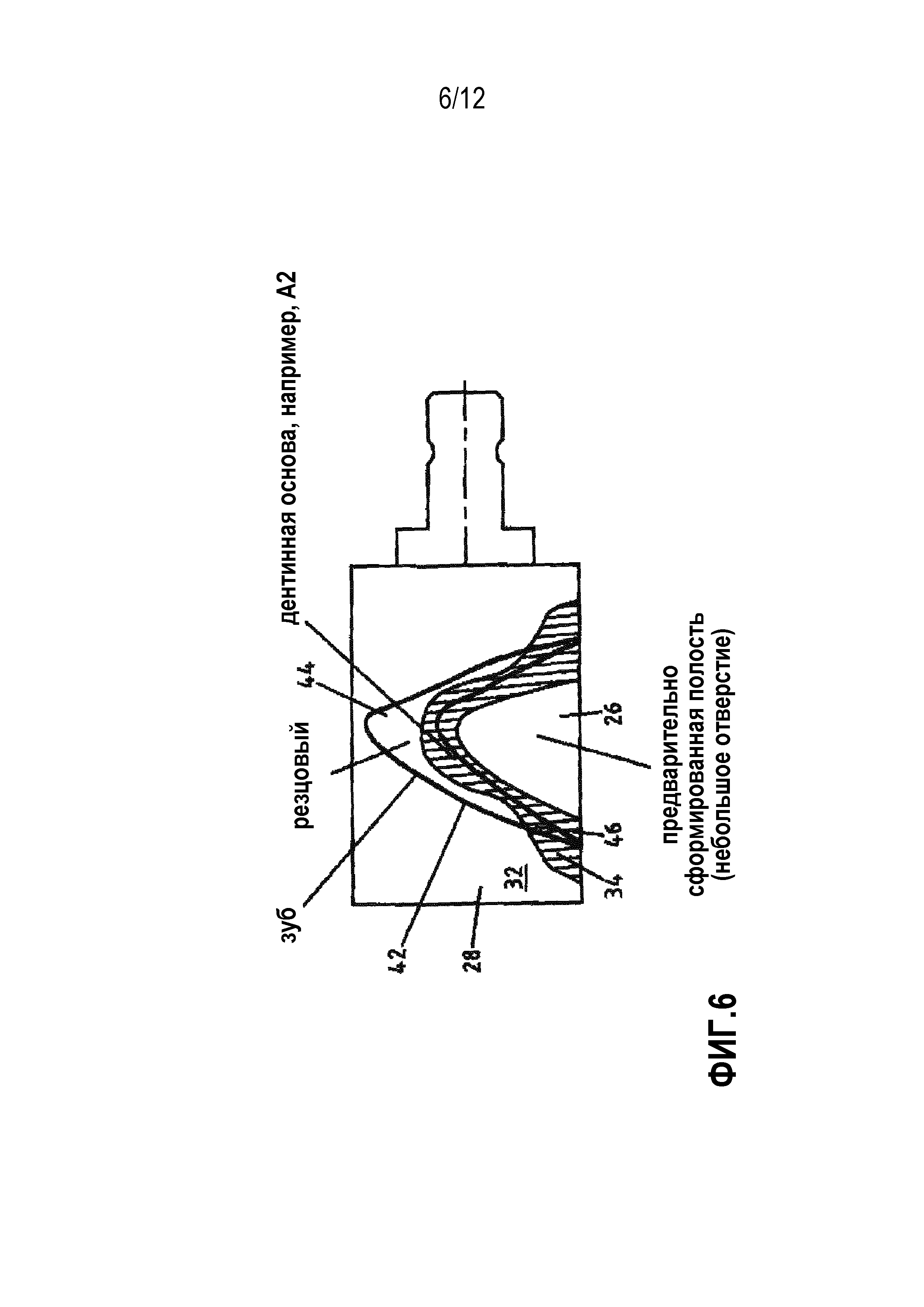
Фиг. 6 иллюстрирует, как создается зубная реставрация, в представленном примере варианта осуществления зуб 42, из заготовки 28. С этой целью с учетом знания протяженности первого участка 32 из первого керамического материала 14 и второго участка 34 из второго керамического материала 20 зуб 42, подлежащий изготовлению, виртуально располагается в заготовке 28 в участках 32, 34 так, что режущий край проходит в первом участке 32, а дентин 46 проходит во втором участке 34.
После извлечения так виртуально размещенного зуба 42 из заготовки 28 образуется зубной протез, который в принципе может использоваться непосредственно, в частности, не требует никакой облицовки. На основе идеи изобретения изготавливается монолитный зуб 42. В этом случае изготовление из заготовки 28 происходит легче, поскольку второй участок 34 уже имеет открытую полость 26, как описано со ссылкой на фиг. 4 и как видно из фиг. 6.
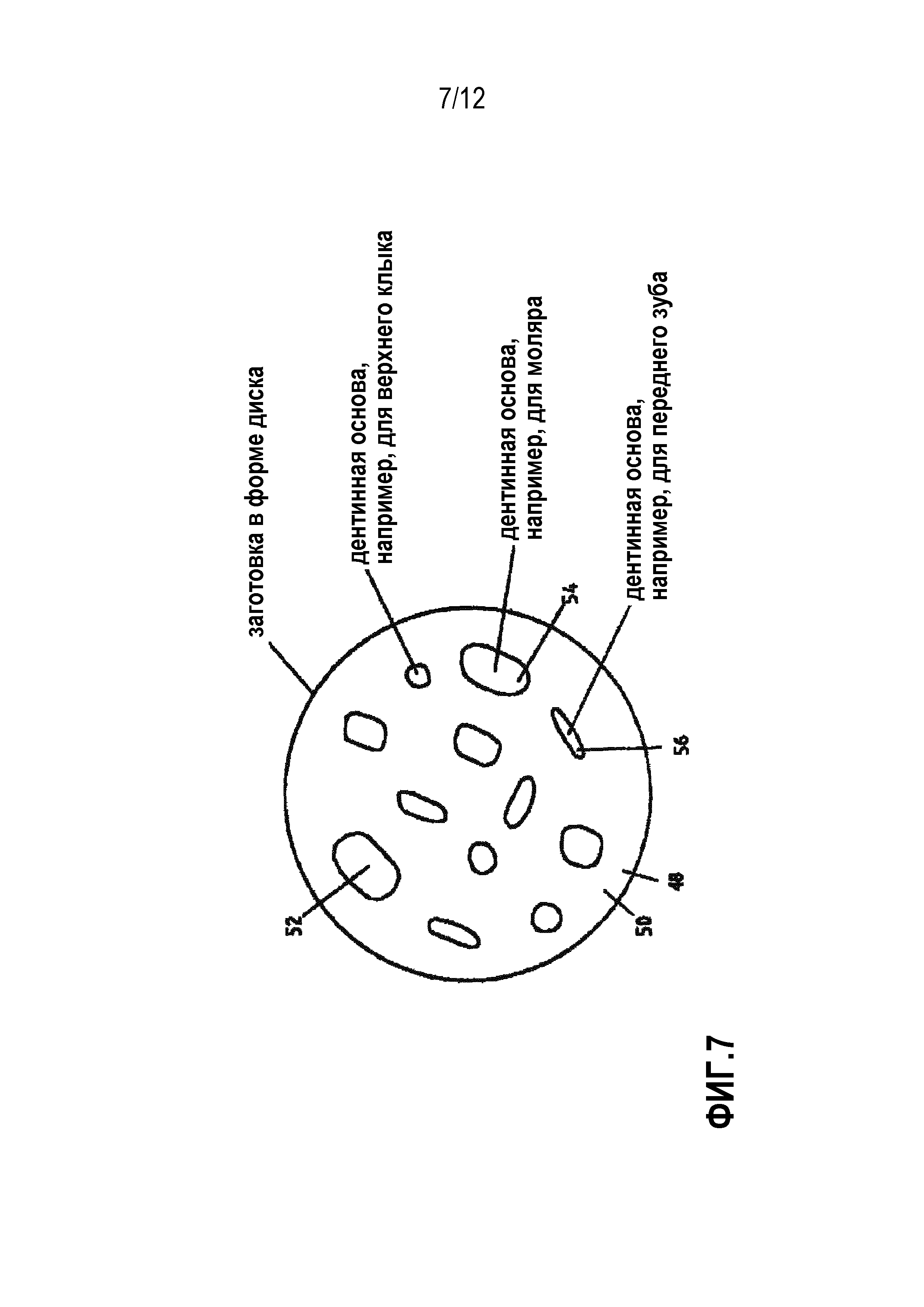
На основании идеи изобретения возможно образование заготовки 48, имеющей множество участков 52, 54, 56, состоящих из второго керамического материала и, возможно, третьего керамического материала, которые могут иметь различную геометрические форму (фиг. 7) для получения соответствующих зубов различных геометрических форм. Так называемые вторые участки 50, 52, 54, образованные из второго керамического материала 20, вкраплены в первый керамический материал 48, то есть они окружены им, как можно также видеть, в частности, на чертежах. Со стороны основания вторые участки 50, 52, 54 ничем не закрыты.
Как лучше всего проиллюстрировано, в частности, на фиг. 3-5, вторые участки имеют наружную форму, которая сужается, начиная от нижнего участка, то есть от основного участка 35. Она может называться конической формой, при этом ее наружный контур представляет собой поверхность свободной формы.
Основной участок 35, или, точнее,основная поверхность, ограничивающая его с нижней стороны, соединяется заподлицо с нижней стороной или нижней поверхностью 33 первого участка 32.
Для изготовления секций 52, 54, 56 заготовки, также называемых гнездами, требуются, как описано со ссылкой на фиг. 2, соответствующие открытые полости в слое, созданном из первого материала 14 и обозначенном как первый участок 50, для последующего заполнения указанных полостей вторым керамическим материалом 20 в сыпучем виде, после чего следует прессование материалов 14, 20 вместе, то есть их уплотнение.
Что касается физических характеристик материалов 14, 20, следует заметить, что, помимо различной флюоресценции, прозрачности и жесткости, указанные два материала также должны иметь отличные друг от друга коэффициенты теплового расширения. В частности, изобретение обеспечивает, что после спекания до окончательной плотности первый керамический материал 14 имеет коэффициент теплового расширения на 0,2-0,8 мкм/м*К ниже, чем у второго участка 38, 52, 54, 56, образованного из второго керамического материала 20. В результате этого в первом участке 50, то есть в резцовом материале, создается напряжение сжатия, что ведет к увеличению прочности.
Что касается заготовок 28, 48, следует заметить, что они могут иметь кубическую форму, например, с размерами 18×15×25 мм, или дискообразную форму, например, с диаметром 100 мм, без ограничения объема изобретения. Это дает, в частности, как объяснено со ссылкой на фиг. 7, преимущество, состоящее в том, что, например, может быть образовано множество вторых участков 52, 54, 56 - так называемых дентинных основ - например, в дискообразной заготовке для изготовления реставраций различных геометрических форм, но имеющих подходящий по прозрачности и жесткости профиль слоя.
Поскольку положение одного или более вторых участков 52, 56, то есть гнезд, которые могут иметь различные геометрические формы, известно, они могут быть сохранены в виде набора данных. Затем реставрации, подлежащие изготовлению и существующие в виде набора данных CAD, располагаются относительно секций заготовки и в секциях заготовки так, чтобы можно было получить зубной протез из заготовки посредством фрезерования и/или шлифования.
При этом искусственный зуб, подлежащий изготовлению, изготавливается из заготовки 28, 48 с учетом характеристик флюоресценции, создаваемых при спекании до полной плотности, так что после уплотняющего спекания получается зуб, который может быть использован сразу после изготовления.
Разумеется, идея изобретения также предусматривает, что искусственный зуб изготавливается из заготовки путем машинной обработки только после спекания заготовки до полной плотности.
Дополнительный вариант осуществления идеи изобретения проиллюстрирован на фиг. 8-12, на которых идентичные элементы обозначены одними и теми же номерами ссылочных позиций. Это чертежи также иллюстрируют, что зубные реставрации могут изготавливаться из керамического материала и иметь монолитную структуру, так что после спекания до окончательной плотности зубной протез пригоден для немедленного использования. Для этого согласно изобретению предполагается, что изготавливается заготовка, которая содержит несколько слоев, состоящих из керамического материала, но имеющих отличные друг от друга композиции, которые позволяют достичь определенных оптических и механических свойств, которые желательны для конкретной зубной реставрации, подлежащей изготовлению, и которые приводят к возможности немедленного использования зубного протеза, без необходимости, например, нанесения вручную и спекания режущего края после спекания до полной плотности. Также возможно получить желаемые значения прочности в участках, испытывающих большие нагрузки, например, нижних сторонах соединителей мостовидных протезов.
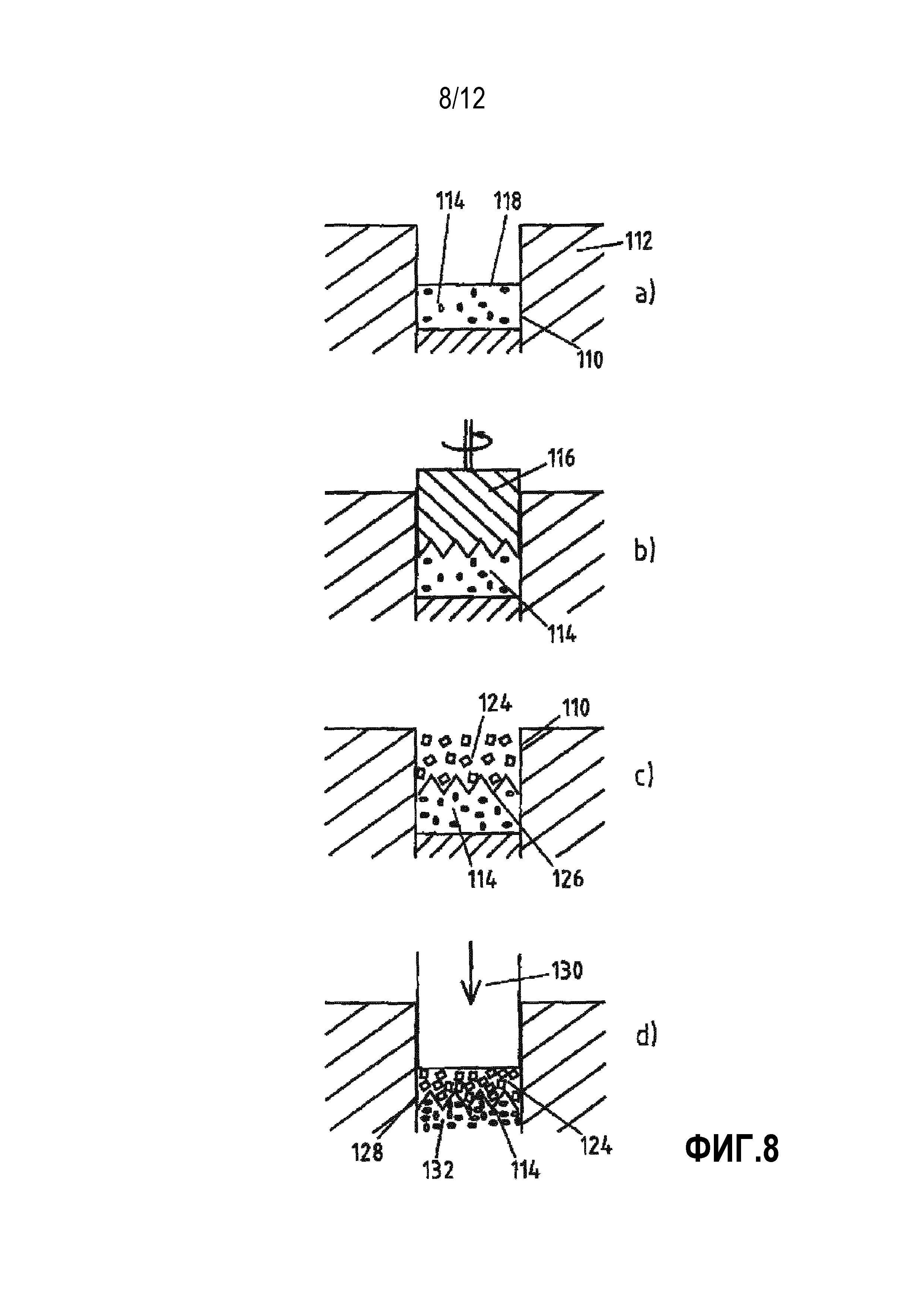
Фиг. 8 и 9 иллюстрируют изготовление заготовки, из которой может быть изготовлена соответствующая зубная реставрация. Согласно фиг. 8 a), в форму 110 пресса 112 сначала загружается первый материал 114, представляющий собой смесь исходных материалов в виде порошка вышеописанного типа в следующих пропорциях:
97,19 весового % исходного материала 1 диоксида циркония вариант I
0,54 весового % исходного материала 2
1,25 весового % исходного материала 3 (с диоксидом циркония вариант I)
1,00 весового % исходного материала 4 (с диоксидом циркония вариант I)
0,01 весового % исходного материала 5 (с диоксидом циркония вариант I)
Теперь разглаженная поверхность первого слоя 114 снабжается узором согласно этапу b). Для этого используют, например, элемент 116, имеющий диско- или- тарелко- или балко-образную геометрию, которая в имеющемся примере варианта осуществления на стороне, обращенной к слою, имеет рифленую геометрию, так что в поверхности 118 слоя 114 образуется соответствующий негативный узор посредством смещения материала. Эта структура имеет вид концентрических возвышений и углублений между ними. При этом пространство между возвышением (вершиной) и впадиной (углублением), то есть расстояние между выступом 120 и дном 122 впадины фиг. 9 составит приблизительно 1/5 высоты всех слоев.
В частности, предусматривается, что структура наносится так, что объем возвышений равен или приблизительно равен объему углублений или впадин.
Затем в форму 10 загружается второй слой 124 (фиг. 8c). Второй слой 124 состоит из смеси исходных материалов в виде порошка, имеющей следующую композицию:
80,46 весового %: исходный материал 1 диоксид циркония вариант II
5,54 весового %: исходный материал 2
6,25 весового % исходного материала 3 (с диоксидом циркония вариант II)
7,50 весового % исходного материала 4 (с диоксидом циркония вариант II)
0,25 весового % исходного материала 5 (с диоксидом циркония вариант II)
Суммарная высота слоев 114 и 124 составляет двойную высоту слоя 114 в его неструктурированном состоянии, что не ограничивает объем идеи изобретения.
Хотя первый слой 114 предпочтительно имеет высоту, соответствующую половине общей поверхности H первого и второго слоев 114, 124, высота первого слоя 114 может также находиться в диапазоне между 1/2 H и 2/3 H и, следовательно, высота второго слоя 124 находится в диапазоне между 1/3 H и 1/2 H.
Тот факт, что материал второго слоя 124 доходит до дна впадины 126 в поверхности 118 слоя 114, приводит к постепенному переходу между свойствами слоя 114 и слоя 124 после выполнения прессования слоев 124, 114 согласно фиг. 8d). Переходный, или промежуточный, слой обозначен ссылочной позицией 128 на фиг. 8d).
Слой 124 состоит из материала, отличающегося от материала слоя 114. Различие, в частности, состоит в окрашивающих веществах, элементе, создающем флюоресценцию, и в содержании оксида иттрия. Последнее выбирается так, чтобы доля кубической кристаллической фазы в слое 124 после предварительного спекания была значительно выше, чем таковая в слое 114. В слое 114 содержание тетрагональной кристаллической фазы составляет более 90%, а содержание кубической кристаллической фазы в слое 124 составляет 30-49%. Остальное по существу представлено в тетрагональной кристаллической фазе.
Эти различия в содержании кристаллических фаз являются результатом содержания оксида иттрия, составляющего 4,5-7 весового % в слое 114, и 7-9,5 весового % в слое 124, таким образом, указанное содержание в первом слое 114 ниже, чем во втором слое 124.
Независимо от различного соотношения исходных материалов в слоях 114, 124, между слоями 114 и 124 выполняется постепенный цветовой переход. Более высокое содержание оксида иттрия уменьшает прочность на изгиб. Оно также придает большую прозрачность слою 124 по сравнению со слоем 114.
Поскольку содержание оксида висмута больше в слое 124, он имеет желаемые характеристики флюоресценции в готовой зубной реконструкции.
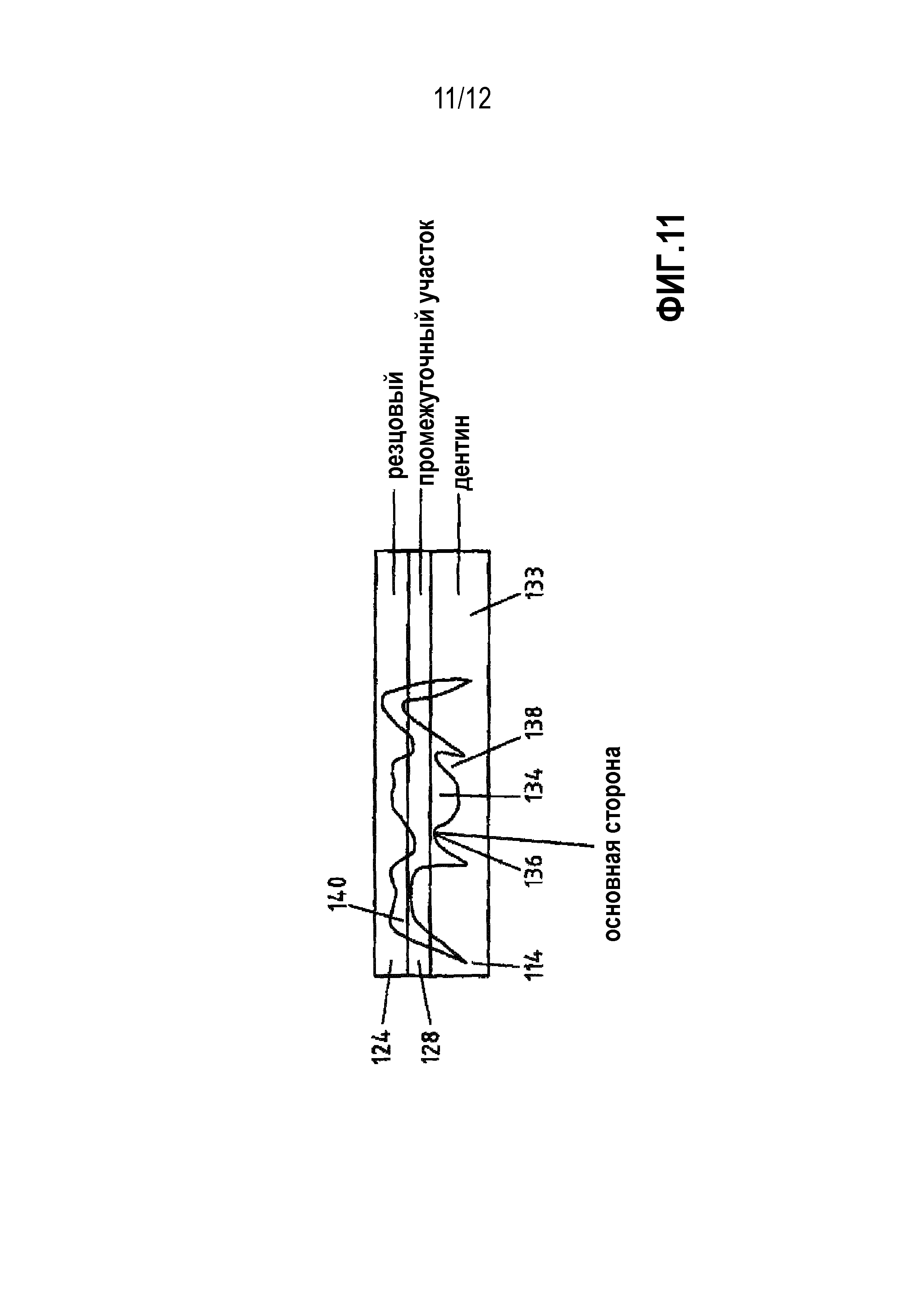
Наиболее высокая прочность обнаруживается в слое 114, который в зубном протезе, подлежащем созданию из заготовки, содержит участки, испытывающие наибольшие нагрузки, например, в частности, нижние стороны соединителей мостовидных протезов, как проиллюстрировано на фиг. 11.
Слои 114, 124 прессуются посредством штампмашины 128, при этом прессование проводится при давлении 1000-2000 бар.
Материал в объемном виде, то есть в состоянии, в котором он вводится в форму 110, имеет объемную плотность, составляющую 1-1,4 г/см3. Плотность после прессования составляет приблизительно 3 г/см3.
В результате структурирования плотность в переходном участке между несмешанными участками первого и второго слоев 114 и 124, до уплотнения слоев 114 и 124, может составлять до 2 г/см3. Переходный участок может также называться средним слоем 128.
После прессования изготовленная заготовка 133 извлекается из формы 110 и подвергается предварительному спеканию обычным способом, в частности, при температуре в диапазоне 800-1000°C в течение 100-150 минут. Соответствующая заготовка проиллюстрирована на фиг. 11. Заготовка 133 содержит уплотненный слой 114, уплотненный слой 124 и уплотненный средний слой 128, то есть переходный участок.
Если зубной протез - в примере варианта осуществления мостовидный протез 134 - фрезеруется из заготовки 133, программа фрезерования должна быть такой, чтобы нижний участок мостовидного протеза 134, в частности, область нижних сторон соединителей 136, представляла бы собой месторасположение слоя 114, обладающего наибольшей прочностью на изгиб. С другой стороны, резцовая область 140 мостовидного протеза располагается в слое 124.
В переходной области, то есть в среднем слое 128, место почти постепенного или постепенного перехода между слоями 114 и 124 является также местом перехода между дентинным и резцовым участками. Дентин проходит в участке 114.
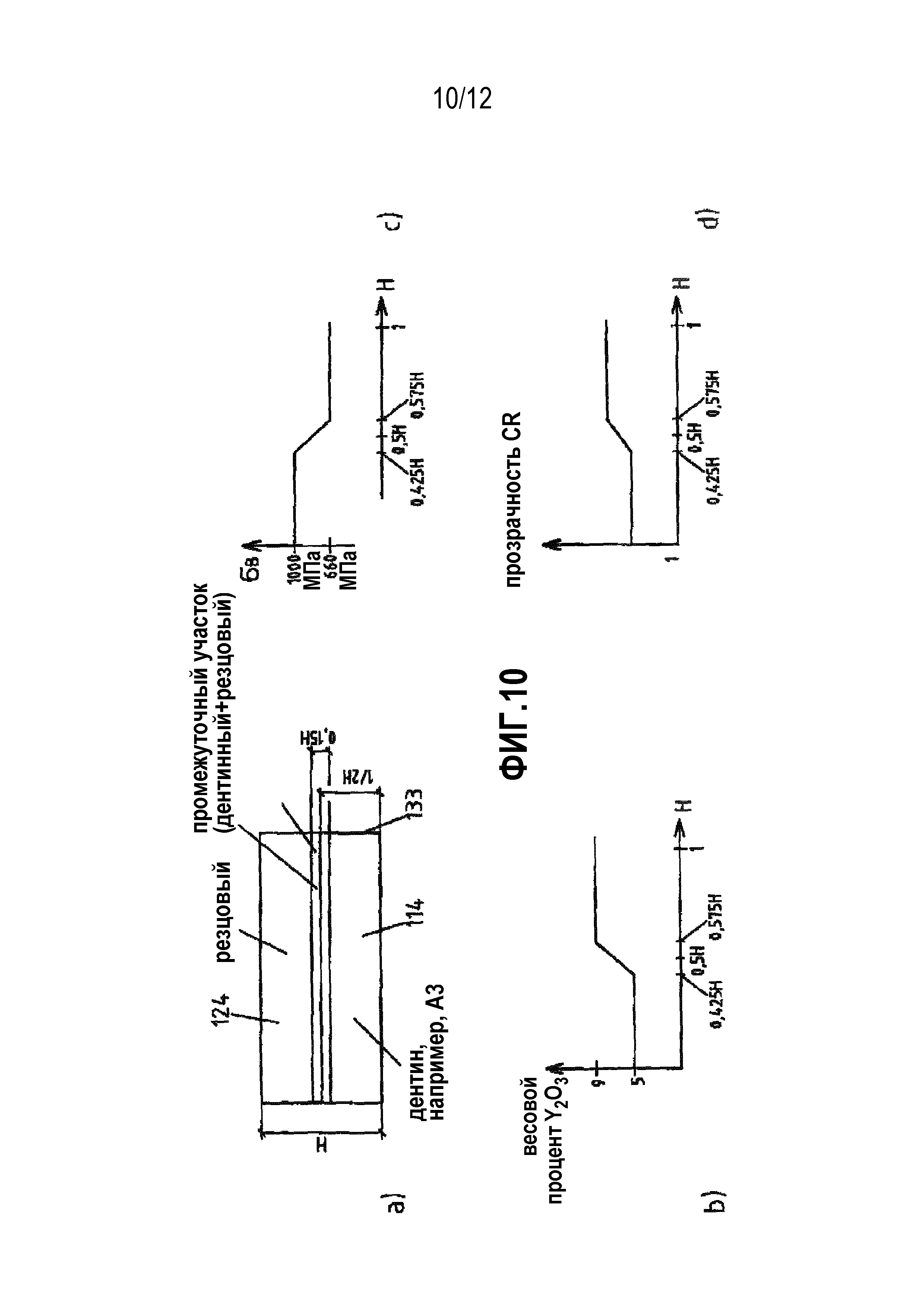
Существенные признаки идеи изобретения вновь иллюстрируются с помощью фиг.10. На фиг. 10 представлена заготовка 133, имеющая слои 114 и 124, а также переходный участок 128.
На фиг. 10b проиллюстрировано, что содержание стабилизирующего вещества в виде оксида иттрия в первом слое 114 составляет приблизительно 5 весового % и приблизительно 9 весового % во втором слое 124, и что, благодаря промежуточному слою 128 варианта осуществления изобретения, содержание оксида иттрия увеличивается постепенно. Числа 0,425H и 0,575H подчеркивают, что элемент 116, представленный на фиг. 8 и 9, погружается в первый слой 114 так, чтобы образовывались впадины, расположенные - относительно суммарной высоты H слоев 114, 124 - в участке на 0,075H ниже поверхности 118, а возвышения или "горки" располагались в участке на 0,075 над поверхностью 118, таким образом - как упоминалось выше - расстояние между вершинами 120 и впадинами 122 рифленой структуры элемента 116 составляет 0,15 H.
Измерения в соответствии с DIN-ISO 6872, которые были выполнены на полностью обожженных слоях 114 и 124, продемонстрировали, что прочность на изгиб σB в слое 114, в котором более 80% диоксида циркония существует в тетрагональной кристаллической фазе, составляет приблизительно 1000 MПa. В отличие от этого, прочность на изгиб слоя 124, в котором 30-49% существует в кубической кристаллической фазе, составляет приблизительно 660 MПa.
Фиг. 10d иллюстрирует изменение прозрачности по высоте слоев 114, 124.
Фиг. 12 используется для объяснения альтернативного способа, который следует идеям изобретения при изготовлении заготовки или зубной реставрации, который предлагает наиболее плавный переход прозрачности и прочности между первым слоем и вторым слоем, или, в случае реставрации, между дентинным участком и резцовым участком.
Согласно фиг. 12a, сначала вводят первый керамический материал, который должен соответствовать материалу слоя 114 фиг. 8, в форму 110. Соответствующий слой на фиг. 12a обозначен ссылочной позицией 214. Высота этого слоя может составлять половину высоты всех слоев, которые вводятся в форму 110. Затем на слой 214 загружают слой 227 на высоту, которая в примере варианта осуществления составляет 1/10 суммарной высоты слоев. Материал слоя 227 может соответствовать материалу второго слоя 124 фиг. 8. За этим следует смешивание слоя 227 с поверхностным участком слоя 214 на глубину, соответствующую толщине слоя 227. Это создает промежуточный слой 228, который имеет толщину, составляющую 2/10 суммарной высоты слоев. На промежуточный слой 228 затем наносят дополнительный слой 224, соответствующий второму слою 124 фиг. 8. Высота слоя 224 в примере варианта осуществления в результате составит 4/10 суммарной высоты H. Затем, согласно примеру варианта осуществления фиг. 8, слои 224, 228, 214 прессуются как единое целое, после чего следуют этапы предварительного спекания, механической обработки и спекания до окончательной плотности, как было объяснено выше. Разумеется, также возможно выполнить механическую обработку после спекания до полной плотности.
Способ и конструкция для очистки канала
Способ герметизации корневого канала
Способ изготовления заготовки для зубной реставрации, заготовка и зубная реставрация, изготовленная из заготовки
Способ изготовления зубной реставрации
Индикатор стоматологического инструмента
Способ получения заготовки, а также заготовка
Способ изготовления заготовки для зубной реставрации, заготовка и зубная реставрация, изготовленная из заготовки
Способ изготовления зубной реставрации

