Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ, А ТАКЖЕ ЗАГОТОВКА
Вид РИД
Изобретение
Изобретение относится к заготовке для изготовления дентальной формованной детали, такой как вкладка, накладка, коронка или мост, причем заготовка содержит кристаллы силиката лития в количестве более 10 об.%.
Кроме того, изобретение относится к способу изготовления дентальной формованной детали, такой как вкладка, накладка, коронка или мост. Изобретение также имеет отношение к монолитной дентальной формованной детали.
Из патентного документа WO 2012/080513 А1 следует способ изготовления дентальной формованной детали из пористого стекла, которая не имеет кристаллического компонента. Плотность заготовки лежит между 50% и 95% теоретической плотности плотно спеченной заготовки. Из соответственной этому заготовки путем фрезерования изготавливаются монолитные дентальные формованные детали, такие как коронки, частичные коронки, мосты, вкладки или накладки, причем выполняется сухая обработка.
Патентные документы WO 2011076422 А1 или WO 2012/059143 А1 представляют стеклокерамики из дисиликата лития, которые применяются для изготовления дентальных формованных деталей. Соответствующие стеклокерамики должны отличаться хорошими механическими и оптическими свойствами.
Из патентного документа WO 2013/053865 А2 известна заготовка из стеклокерамики на основе силиката лития, из которой изготавливаются дентальные формованные детали. Керамика обязательно содержит оксид трехвалентного металла из группы Y2O3, La2O3, Yb2O3, Bi2O3, и их смеси. Кроме того, стеклокерамика по существу не содержит K2O и Na2O.
Для изготовления зубного протеза на основе стеклокерамики из дисиликата лития также известно изготовление гранул цилиндрической формы и затем прессования их в муфеле (патентный документ ЕР 1 484 031 В1).
В основу настоящего изобретения положена задача изготовления заготовки, из которой без проблем может быть изготовлена дентальная формованная деталь. При этом должны достигаться изделия с тонкими стенками. Обработка должна проводиться с возможностью незначительного износа инструмента. Кроме того, изготовленные из заготовки дентальные формованные детали должны отличаться хорошими механическими свойствами.
По меньшей мере один из рассмотренных до сих пор аспектов в отношении заготовки для изготовления дентальной формованной детали, такой как вкладка, накладка, коронка или мост, обеспечен тем, что заготовка состоит из стеклокерамики с плотностью между 30% и 60% теоретической плотности подвергнутой спеканию заготовки, и из частиц стеклокерамического порошка с распределением зерен по размерам d90≤80 мкм, в частности, с распределением зерен по размерам d50 между 10 мкм и 60 мкм, причем доля кристаллов силиката лития составляет от 10 об.% до 90 об.%.
Соответствующая заготовка обрабатывается фрезерованием, причем неожиданно оказалось, что износ инструмента является незначительным, так что дорогостоящие, например, оснащенные алмазами инструменты не требуются. Если выработанные из соответствующей заготовки дентальные формованные детали подвергаются спеканию, то проявляется еще более неожиданная высокая прочность, причем, по сравнению с зубным протезом, который изготовлен из плотноспеченной заготовки достигается прирост прочности между 10% и 50%. В частности, существует возможность достижения тонкостенных структур, которые не разрушаются даже при спекании, так как заготовки благодаря содержанию кристаллической фазы имеют достаточную стабильность. Вследствие этого также обеспечивается благоприятное обстоятельство, что при спекании не требуется поддерживающий вспомогательный компонент, такой как опорные структуры, или заполнение полостей.
В частности, предусматривается, что доля кристаллического компонента в заготовке составляет от 30 об.% до 60 об.%. Кроме того, заготовка отличается тем, что она имеет открытую пористость между 50 об.% и 60 об.%, в частности, между 20 об.% и 50 об.%.
На основе выбранных параметрических величин обеспечивается, что при механической обработке, которая, в частности, выполняется в сухом состоянии, может быть достигнута достаточная гладкость поверхности, в принципе без надобности в дополнительной обработке после спекания.
Стеклокерамический порошок наиболее предпочтительно должен иметь распределение зерен по размерам d50≤25 мкм.
Благодаря распределению зерен по размерам, а также величине пор от 0,1 мкм до 5 мкм, получается плотная упаковка частиц порошка в заготовке, так что могут быть без проблем сформированы тонкие кромочные структуры. На обработанной поверхности не определяются заметно выступающие зерна.
Для достижения незначительной величины пор в диапазоне от 0,1 мкм до 5 мкм, в частности, предусматривается, что доля тонкодисперсных стеклянных частиц является, соответственно, высоким.
В частности, предусматривается, что заготовка имеет дискообразную, геометрию прямоугольного параллелепипеда или стержневидную геометрию, из которой в желательном объеме и в зависимости от размера заготовки могут быть изготовлены одна или несколько дентальных формованных деталей. При этом для зажимания заготовки во фрезерном станке предусматривается, что от окружной поверхности диаметрально относительно центра тяжести заготовки отходят средства, с помощью которых заготовка может быть зафиксирована. Так, существует возможность вырезать в заготовке выемки, в которые затем входят в зацепление фиксаторы обрабатывающего станка. В альтернативном варианте, на окружную поверхность могут быть нанесены переходники, например, приклеены, которые предназначены для удерживания в обрабатывающем станке. Однако также имеется возможность создания на заготовке выступов, которые служат в качестве крепления.
В частности, изобретение отличается тем, что заготовка состоит из частиц стеклокерамического порошка с составом, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Состав частиц стеклокерамического порошка заготовки предпочтительно представляет собой, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
В особенности предпочтительно состав частиц стеклокерамического порошка для заготовки представляет собой, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Кроме того, более предпочтительно состав частиц стеклокерамического порошка заготовки представляет собой, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Особенно предпочтительно состав частиц стеклокерамического порошка заготовки представляет собой, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
По меньшей мере одна добавка представляет собой по меньшей мере одну добавку из группы цветного пигмента, флуоресцентного вещества. В частности, предусматривается, что добавка содержит по меньшей мере один оксид из группы ВаО, СаО, MgО, MnО, Er2O3, Gd2O3, Pr6O11, Sm2O3, TiО2, V2О5, Y2O3, или подобный оксид.
Следует отметить, что суммарный процент по массе компонентов смеси порошков в каждом составе составляет 100 вес%.
В частности, изобретение отличается также тем, что включает способ изготовления дентальной формованной детали, такой как вкладка, накладка, коронка или мост, включающий стадии способа:
- изготовление расплава с составом, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки,
- изготовление стеклянной фритты распылением расплава и быстрым охлаждением в среде,
- при необходимости изготовление частиц стеклянного порошка из стеклянной фритты с распределением зерен по размерам d90≤80 мкм,
- выкристаллизация кристаллов силиката лития с объемной доля между 10% и 90% в процессе первой термической обработки либо стеклянной фритты, либо частиц стеклянного порошка, в первом температурном диапазоне при температуре Т1 при условии 500°С≤Т1≤750°С, в течение времени t1 при условии 5 мин ≤ t1≤120 мин,
- причем тогда, когда термической обработке подвергается стеклянная фритта, выполняется изготовление частиц стеклокерамики с распределением зерен по размерам d90≤80 мкм из подвергнутой термической обработке стеклянной фритты,
- прессование частиц стеклокерамического порошка в заготовку,
- обработка заготовки фрезерованием для изготовления соответствующей дентальной формованной детали полуфабриката с учетом характеристик усадки заготовки, и
- спекание полуфабриката формованной детали при температуре Т2 при условии 800°С≤Т2≤1050°С, в течение времени t2 при условии 5 мин ≤t2≤60 мин.
Согласно изобретению существует возможность, что или стеклянная фритта, без предварительного размалывания для изготовления частиц стеклянного порошка, подвергается термической обработке для образования кристаллов силиката лития, или же фритту сначала размалывают, то есть изготавливают частицы стеклянного порошка, чтобы затем провести термическую обработку, так что после этого получаются частицы стеклокерамического порошка. В дальнейшем признак «прессование частиц стеклокерамического порошка с образованием заготовки» включает частицы стеклокерамического порошка, изготовленные альтернативными вариантами способа.
При этом существует возможность того, что первая термическая обработка проводится в две стадии в пределах первого температурного диапазона.
В частности, расплав имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Расплав более предпочтительно имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
В особенности предпочтительно композиция расплава имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Наиболее предпочтительно предусматривается, что расплав имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
По меньшей мере одна добавка представляет собой по меньшей мере одну добавку из группы цветного пигмента, флуоресцентного вещества. В частности, предусматривается, что добавка содержит по меньшей мере один оксид из группы ВаО, СаО, MgО, MnО, Er2O3, Gd2O3, Pr6O11, Sm2O3, TiО2, V2О5, Y2O3, или один подобный оксид.
Согласно одному дополнительному предложению предусматривается, что заготовка после первой термической обработки и перед механической переработкой подвергается отжигу при температуре Т3 при условии 750°С≤Т3≤900°С, в течение времени t3 при условии 5 мин ≤t3≤30 мин.
В результате относящейся к этому стадии термической обработки обеспечивается то, что стеклянный порошок в необходимой степени кристаллизуется с образованием кристаллов силиката лития, одновременно получаются поры с незначительным размером и тем самым плотная упаковка зерен, так что становится возможной беспроблемная механическая обработка и прочее, для достижения филигранно выполненных участков.
При этом кристаллическая фаза силиката лития включает метасиликат лития и, в частности, дисиликат лития.
В частности, предусматривается, что для изготовления заготовки с дискообразной геометрией частицы стеклокерамического порошка сначала подвергаются аксиальному прессованию, и затем, после помещения в оболочку, такую как мешочек из полиэтилена с покрытием на внутренней стороне, изостатическому дополнительному уплотнению, причем дополнительное уплотнение проводится предпочтительно при давлении «pn» при условии 250 МПа ≤pn≤350 МПа, в течение времени t4 при условии 5 с ≤t4≤30 с, в частности, 5 с ≤t4≤15 с.
Для изготовления заготовки с геометрией прямоугольного параллелепипеда изобретением предусматривается, что частицы стеклокерамического порошка последовательно и, в частности, непрерывно подвергаются аксиальному прессованию при возрастающем давлении в течение времени t5, причем максимальное давление р5 составляет 50 МПа ≤р5≤400 МПа, в частности, 100 МПа ≤р5≤200 МПа. Продолжительность времени, в течение которого производится повышение давления, составляет 10 с ≤t5≤20 с.
Для изготовления заготовки со стержневидной, в частности, цилиндрической геометрией, предусматривается, что стеклокерамический порошок вносится в гибкую трубчатую пресс-форму, в частности, из полиуретана, и затем подвергается квазиизостатическому прессованию. При этом должны в частности учитываться нижеследующие времена и параметры прессования. Предпочтительным является сначала медленное нарастание давления, чтобы равномерно распределить в форме загруженный стеклокерамический порошок. После этого давление может быть быстро повышено до его максимального значения. После достижения максимального давления оно выдерживается на постоянном уровне в течение времени выдержки. Далее следует фаза быстрого сброса давления, в которой давление снижается до 10% от максимального значения. Затем медленно выполняется полное снижение давления, чтобы избежать образования трещин в стеклокерамической заготовке.
Для механической переработки, причем возможна сухая обработка, в частности, предусматривается, что выполняется сначала черновая обработка, и затем чистовая обработка.
При черновой обработке предпочтительным являются параметры фрезерования:
диаметр фрезы: от 2 до 5 мм, в особенности от 2 до 3 мм
подача инструмента: от 500 до 4000 мм/мин, в особенности от 2000 до 3000 мм/мин
поперечная подача «ае»: от 0,2 до 3 мм, в особенности от 1 мм до 2 мм
подача на глубину «ар»: от 0,1 до 2 мм, в особенности от 0,5 до 1 мм
число оборотов фрезы: от 10000 до 50000 1/мин, в особенности от 10000 до 20000 1/мин.
В качестве фрезы предпочтительны твердосплавные фрезы.
В отношении чистовой обработки должны приниматься во внимание нижеследующие параметры фрезерования:
диаметр фрезы: от 0,3 до 1,5 мм, особенно от 0,5 до 1,0 мм
подача инструмента: от 300 до 2000 мм/мин, особенно от 800 до 1500 мм/мин
поперечная подача «ае»: от 0,2 до 0,6 мм, особенно от 0,1 мм до 0,2 мм
подача на глубину «ар»: от 0,05 до 0,3 мм, особенно от 0,1 до 0,15 мм
число оборотов фрезы: от 20000 до 60000 1/мин, особенно от 25000 до 35000 1/мин.
При этом также следует предпочитать твердосплавные фрезы.
Особенно хорошие результаты обработки проявляются тогда, когда в качестве фрезы применяется сферическая фреза из твердого сплава, причем сферическая фреза должна отличаться следующими углами режущей кромки:
передний угол: от 0° до -13°, в особенности от -9° до -11°
задний угол: от 0° до 15°, в особенности от 11° до 13°
угол заострения: получается из 90° минус задний угол минус передний угол.
Если в принципе не требуется, чтобы перед прессованием частиц стеклокерамики добавлялся связующий материал, то за пределы изобретения не выходит ситуация, когда соответствующий связующий материал, например, такой, как простой эфир целлюлозы, вносится с весовой долей до 5%.
В частности, однако, оказалось благоприятным, когда заготовка, а следовательно, частицы ее стеклокерамики, после прессования погружается в раствор кремниевой кислоты или силиката щелочного металла (жидкого стекла), и после высушивания подвергается механической обработке. Этим между стеклянными частицами образуются SiО2-мостики, благодаря которым повышается прочность, и тем самым облегчается последующая механическая обработка, которая включает CAD-/CAM-обработку (с автоматизированным проектированием (САПР), Computer-Аided Manufacturing/автоматизированным производством, Computer-Аided Manufacturing). При спекании обработанной формованной детали свободный SiО2 диффундирует в стеклокерамику, благодаря чему может быть достигнуто повышение прочности.
Изобретение также отличается тем, что предусматривает монолитную дентальную формованную деталь, которую получают с использованием соответствующей изобретению заготовки. В частности, монолитная дентальная формованная деталь может представлять собой или включать коронку с толщиной DR кромки коронки 0,05 мм ≤DR≤0,4 мм, в частности, 0,1 мм ≤DR≤0,2 мм. При этом толщина кромки коронки простирается от торцевого края на расстояние от 2 до 4 мм до него.
Кроме того, монолитная формованная деталь отличается тем, что имеет коэффициент теплового расширения, измеренный согласно стандарту ISO6872, который составляет менее 12,5×10-6 1/К, предпочтительно между 9,5×10-6 1/К и 11,5×10-6 1/К.
Для прессования частиц стеклокерамики выбирается давление, в частности, между 50 МПа и 400 МПа, в частности, между 100 МПа и 200 МПа. Температура при предварительном спекании уплотненного стеклянного порошка, то есть, заготовки в форме спрессованного стеклянного брикета, должна лежать в диапазоне между 500°С и 950°С, предпочтительно между 600°С и 700°С.
Наружная геометрия спрессованного стеклокерамического брикета может представлять собой дискообразную, и, соответственно, пластинчатую или стержневидную форму, такую как цилиндрическая, причем геометрия поперечного сечения может быть выбрана произвольной. Величина объема заготовки может составлять между 1 см3 и 160 см3.
После механической обработки заготовки, состоящей из кристаллической пористой стеклокерамики, причем наиболее предпочтительно выполняется обработка фрезерованием без охлаждения, выработанные дентальные изделия подвергаются спеканию в подходящей печи для спекания с учетом надлежащего температурно-временнóго цикла. При этом спекание может быть проведено в диапазоне температур между 700°С и 1100°С, предпочтительно в диапазоне между 850°С и 950°С. Общее время цикла составляет менее 2 ч, предпочтительно менее 1 ч. При этом благодаря содержанию кристаллического компонента не требуется, чтобы полуфабрикат формованной детали поддерживался. Напротив, полуфабрикат формованной детали, например, может быть уложен в печи для спекания на огнеупорную вату из Al2О3.
В качестве предпочтительного температурно-временнóго цикла задается: температура готовности 500°С, скорость повышения от 50°С/мин до 90°С/мин в диапазоне от 850 до 900°С, продолжительность выдержки от 1 до 5 мин, затем медленное охлаждение. Для охлаждения предпочтительным выбором является наиболее медленная ступень охлаждения.
Дополнительные подробности, преимущества и признаки изобретения явствуют не только из пунктов патентной формулы, сообразно выводимым из них признакам - самим по себе и/или в комбинации -, но также из нижеследующих примеров исполнения.
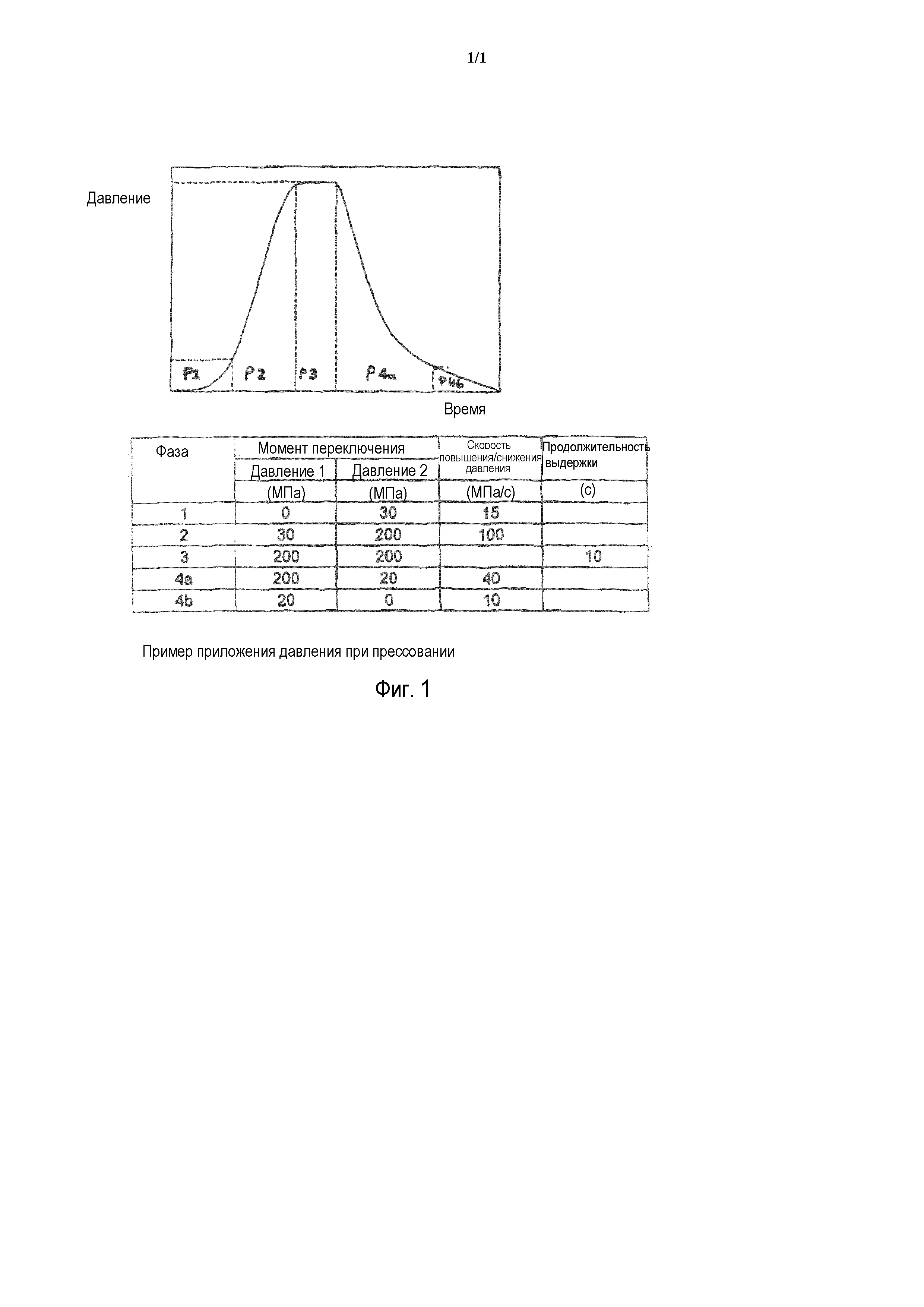
Единственная Фигура показывает ход изменения давления во времени при прессовании заготовки.
Для изготовления дентальной формованной детали используется соответствующая изобретению заготовка, которая состоит из спрессованного стеклокерамического порошка . Для изготовления в распоряжение стеклокерамического порошка порошок сначала подвергается расплавлению, и из расплава получается стеклянная фритта, которая может иметь нижеследующие предпочтительные составы:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
В частности, предусматривается, что стеклянный расплав имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Более предпочтительно, стеклянный расплав имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
В особенности предпочтительно композиция стеклянного расплава имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
Более предпочтительно предусматривается, что стеклянный расплав имеет состав, в вес%:
|
а также от 0,0 до 4,0 по меньшей мере одной добавки.
По меньшей мере одна добавка представляет собой по меньшей мере одну добавку из группы цветного пигмента, флуоресцентного вещества. В частности, предусматривается, что добавка содержит по меньшей мере один оксид из группы ВаО, СаО, MgО, MnО, Er2O3, Gd2O3, Pr6O11, Sm2O3, TiО2, V2О5, Y2O3, или один подобный оксид.
Затем соответствующая смесь исходных веществ, например, в форме оксидов и карбонатов, подвергается расплавлению в подходящем тигле из огнеупорного материала или сплава благородных металлов при температуре между 1350°С и 1600°С в течение периода времени между 1 ч и 10 ч, в частности, в течение периода времени между 4 ч и 7 ч при температуре 1540°С. Одновременно или после этого выполняется гомогенизирование, например, с помощью перемешивания. Затем полученное таким образом стекло в жидком состоянии подается в предпочтительно приведенное в колебательное движение сопло, которое само отрегулировано на температуру предпочтительно в диапазоне между 1250°С и 1450°С, в частности, при 1310°С. Сопло может иметь диаметр между 1 мм и 2 мм. Частота колебаний сопла может лежать между 40 Гц и 60 Гц, в частности, в области 50 Гц. Затем расплавленное стекло подвергается резкому охлаждению в подходящей среде, такой как жидкость, как вода, или высокотемпературная вата. Затем полученная резко охлажденная стеклянная фритта высушивается. Затем выполняется размалывание, например, в шаровой мельнице. Проводится просеивание, причем может быть использовано сито с размером ячеек между 50 мкм и 500 мкм. По потребности, выполняется дополнительное измельчение, например, с помощью струйной мельницы (Jet mill) или дисковой мельницы.
Из полученного таким образом стеклянного порошка или, соответственно, порошка из стеклянных частиц, выбираются в частности такие, которые соответствуют распределению зерен по размерам d90≤80 мкм, в частности, 10 мкм ≤d50≤60 мкм. «d90» и, соответственно, «d50» означают, что 90% и, соответственно, 50% имеющихся частиц имеют диаметр, который является меньшим, чем приведенное значение, или, соответственно, находится в указанной области.
В результате этого заготовка может быть беспроблемно переработана без того, чтобы полученная из заготовки формованная деталь была нестабильной при спекании, независимо от того, подвергается ли стадии кристаллизации образованная после расплавления фритта, или же размолотый предварительно или, соответственно, заключительно порошок. При этом в первой стадии термической обработки фритта или, соответственно, порошок подвергается воздействию при температуре Т1 между 500°С и 750°С на протяжении времени t1 между 5 мин и 120 мин. Первая стадия термической обработки также может быть проведена в две ступени, то есть, с первой ступенью термической обработки при температуре 640°С, предпочтительно 660°С, в течение 60 мин, и при температуре 750°С в течение 40 мин.
Затем более предпочтительно следует дополнительная термическая обработка в форме отжига, причем выбираемая температура Т3 должна лежать между 750°С и 900°С. Стадия отжига проводится в течение периода времени в частности между 5 мин и 30 мин.
Затем частицы стеклокерамики подвергаются прессованию, причем, в зависимости от получаемой геометрии , применяются подходящие способы прессования, в частности, аксиальное или изостатическое прессование, или их комбинации. При этом происходит уплотнение в такой мере, что плотность заготовки соответствует величине от 30% до 60% теоретической плотности материала заготовки на уровне около 2,64 г/см3. В частности, заготовка должна иметь плотность, составляющую около 50% теоретической плотности.
Для прессования стеклокерамического порошка к нему прилагается давление предпочтительно между 50 МПа и 400 МПа, в частности, между 100 МПа и 200 МПа.
Единственная Фигура показывает в качестве примера ход изменения давления со временем при прессовании заготовки. В первой фазе Р1 давление, начиная от 0, повышается с повышением давления, например, в 15 МПа/с до давления, например, 30 МПа. Во второй фазе Р2 давление от 30 МПа с повышением давления 100 МПа/с возрастает до давления около 200 МПа. В третьей фазе Р3 давление выдерживается на постоянном уровне около 200 МПа в течение времени выдержки около 10 с. В четвертой фазе предпочтительно проводится двухступенчатое снижение давления, причем в фазе Р4а давление прилагается от около 200 МПа до около 20 МПа со снижением давления 40 МПа/с, и в фазе Р4b давление снижается от 20 МПа до 0 МПа со снижением давления около 10 МПа/с.
После прессования выполняется механическая обработка фрезерованием, причем сначала может проводиться черновая обработка, и затем чистовая обработка. Обработка может выполняться без охлаждения. Возможна сухая обработка.
При черновой обработке должны выдерживаться следующие параметры фрезерования:
диаметр фрезы: от 2 до 5 мм, в особенности от 2 до 3 мм
подача инструмента: от 500 до 4000 мм/мин, в особенности от 2000 до 3000 мм/мин
поперечная подача «ае»: от 0,2 до 3 мм, в особенности от 1 мм до 2 мм
подача на глубину «ар»: от 0,1 до 2 мм, в особенности от 0,5 до 1 мм
число оборотов фрезы: от 10000 до 50000 1/мин, в особенности от 10000 до 20000 1/мин.
Фрезерный инструмент предпочтительно должен представлять собой твердосплавную фрезу.
Параметры фрезерования для чистовой обработки должны быть следующими:
диаметр фрезы: от 0,3 до 1,5 мм, особенно от 0,5 до 1,0 мм
подача инструмента: от 300 до 2000 мм/мин, особенно от 800 до 1500 мм/мин
поперечная подача «ае»: от 0,2 до 0,6 мм, особенно от 0,1 мм до 0,2 мм
подача на глубину «ар»: от 0,05 до 0,3 мм, особенно от 0,1 до 0,15 мм
число оборотов фрезы: от 20000 до 60000 1/мин, особенно от 25000 до 35000 1/мин.
Фрезерный инструмент предпочтительно должен представлять собой твердосплавную фрезу.
Более предпочтительно применяется сферическая фреза из твердого сплава, которая может быть покрыта нитридом титана. При этом предпочтительны следующие углы режущей кромки:
передний угол: от 0° до -13°, в особенности от -9° до -11°
задний угол: от 0° до 15°, в особенности от 11° до 13°
угол заострения: получается из 90° минус задний угол минус передний угол.
Благодаря плотности заготовки и присутствию кристаллического компонента могут быть без проблем изготовлены дентальные формованные детали с филигранными краями. В случае коронок оказалось, что получаются стабильные кромки с начальными толщинами между 0,05 мм и 0,4 мм.
После переработки полученная из заготовки формованная деталь может называться полуфабрикатом формованной детали, поскольку она по сравнению с подвергнутой спеканию до плотной упаковки дентальной формованной деталью имеет припуск соответственно усадке материала заготовки. В зависимости от плотности заготовки припуск рассчитывается, чтобы получить высокоточный зубной протез в качестве конечного продукта после плотного спекания.
Спекание и, соответственно, плотное спекание выполняется при температуре Т2 между 800°С и 1050°С на протяжении времени выдержки t2 между 5 мин и 60 мин. При этом время выдержки означает, что заготовка при желательной температуре конечного спекания выдерживается при этой температуре.
При спекании полуфабрикат размещается на огнеупорной подложке, такой как огнеупорная вата, или на не покрытых окалиной металлических слоях. Поддерживающие конструкции не требуются, так как благодаря предшествующей кристаллизации исходного порошка обеспечивается стабильность формы.
Из нижеследующих примеров исполнения следуют дополнительные отличительные признаки изобретения, причем приведенные параметры сами по себе, и не обязательно в комбинации, имеют особенное значение:
1. Изготовление дискообразной заготовки
Подвергнутый предварительной кристаллизации, то есть, содержащий кристаллы силиката лития стеклокерамический порошок в количестве 230 г с составом, в вес%:
|
а также от 0 до 4 по меньшей мере одной добавки,
с распределением зерен по размерам d50 = 18,7 мкм, подвергается предварительному уплотнению под давлением 50 МПа с помощью инструмента с диаметром 105 мм с гидравлическим прессом. Затем пресс-изделие помещается в мешочек, покрытый полиэтиленом (PE), из которого откачивается воздух, и который водонепроницаемо заваривается. Пресс-изделие подвергается дополнительному изостатическому прессованию в водно-масляной эмульсии при давлении 290 МПа в течение 10 с. После распаковки выполняются температурная обработка и легкое спекание при температуре 650°С. Плотность заготовки составляет 1,88 г/см3.
Окончательная геометрия заготовки достигается обтачиванием до наружного диаметра 98,5 мм. Для принятия во фрезерном станке на обеих торцевых сторонах вырезаются по одной выточке.
В имеющей круглую геометрию поверхности заготовки вырезается зубопротезная формованная деталь с соответствующим припуском на спекание. В случае коронок в качестве формованной детали они имеют очень хороший тонкий край коронки и превосходную профрезерованную поверхность.
Спекание выполняется в печи для обжига керамики на огнеупорной Al2О3-вате согласно поэтапной программе спекания при общем времени в 60 мин. Поэтапная программа спекания подразумевает, что предусматриваются по меньшей мере два времени выдержки при различных температурах, на протяжении которых данная температура в каждом случае выдерживается на постоянном уровне. Максимальная температура спекания составляла 950°С, которая выдерживается в течение 10 мин. Последующая оценка коронок показала эстетичный внешний вид с хорошей пригонкой зубного протеза.
2. Изготовление заготовки в форме прямоугольного параллелепипеда
Подвергнутый предварительной кристаллизации стеклокерамический порошок в количестве 9,6 г с составом, в вес%:
|
а также от 0 до 4 по меньшей мере одной добавки,
с распределением зерен по размерам d50 = 21,3 мкм, подвергается аксиальному уплотнению при непрерывно возрастающем давлении до 120 МПа с помощью гидравлического пресса в пресс-форме из твердого сплава, и при подходящей нагрузке, предпочтительно 5 МПа, опять извлекается из пресс-формы. Полученное пресс-изделие имеет размеры 20,2×19,1×15,9 мм и плотность 1,56 г/см3. Затем пресс-изделие подвергается двухступенчатой термической обработке в шахтной печи при температурах 630°С и 700°С. После термической обработки плотность заготовки повысилась до 1,75 г/см3.
Для принятия в обрабатывающем станке на боковую сторону заготовки наклеивался грибовидный переходник. Выделка увеличенной с учетом усадки при спекании зубопротезной коронки выполнялась в условиях специальной обработки скоростным фрезерованием при явно сокращенной продолжительности фрезерования с подачей фрезы до 2000 мм/мин. Тем самым время фрезерования могло бы быть заметно сокращено сравнительно с деталью, изготовленной в Примере 1. Коронка имела гладкую наружную сторону, и кромка коронки не содержала сколов. Спекание проводилось на огнеупорной Al2О3-вате в печи для обжига керамики со ступенчатом циклом с общем временем 65 мин и при максимальной температуре спекания 950°С в течение 10 мин. Последующая оценка коронки обнаружила эстетичный цвет с хорошей пригонкой зубного протеза.
3. Изготовление стержневидной заготовки
Подвергнутый предварительной кристаллизации стеклокерамический порошок в количестве 210 г с составом, в вес%:
|
а также от 0 до 4 по меньшей мере одной добавки,
с распределением зерен по размерам d50 = 19,1 мкм, подвергается уплотнению в условиях квазиизостатического прессования методом «мокрый мешок» при давлении 195 МПа в гибкой трубчатой полиуретановой пресс-форме. После извлечения из формы выполняется термическая обработка для дополнительной кристаллизации при температуре 620°С и предварительного спекания при температуре 680°С. Окончательная геометрия заготовки создается обтачиванием до наружного диаметра 25 мм и до длины 198 мм. Плотность заготовки составляет 1,81 г/см3.
Из стержневидных стеклокерамических заготовок фрезерованием торцевых поверхностей вырезаются зубопротезные коронки с соответствующим припуском на спекание. Коронки имеют тонкой край коронок без сколов и хорошую профрезерованную поверхность. Спекание выполняется в малой камерной печи на лотках с огнеупорной Al2О3-ватой. Используется программа спекания с общем временем цикла 45 мин. Максимальная температура обработки при спекании составляет 980°С. При этой температуре заготовка выдерживалась в течение 5 мин. Готовые коронки проявляют эстетичный внешний вид с хорошей пригонкой зубного протеза.
Литий-силикатная стеклокерамика
Способ изготовления окрашенной заготовки для зубной реставрации (варианты), заготовка и зубная реставрация, изготовленная из такой заготовки (варианты)
Способ изготовления заготовки для зубной реставрации, заготовка и зубная реставрация, изготовленная из заготовки
Способ изготовления зубной реставрации

