Результат интеллектуальной деятельности: Формообразующая часть горячего штампа под заготовку-вал с шестерней на конце
Вид РИД
Изобретение
Изобретение относится к металлургическому производству для получения горячей штамповкой заготовок - валов с конической шестерней на конце. Известна нижняя часть штампа для получения поковок типа стержней с головкой на конце, например, болтов, содержащая обойму с закрепленной в ней матрицей с формообразующей полостью и выталкивателем в ее нижней части (см. книгу Ковка и штамповка / Е.Н. Семенов и др. - М.: Машиностроение, 1986. - Т.2, с. 32-33).
Его недостатки: незначительная стойкость формообразующей полости матрицы из-за значительных тепловых и силовых нагрузок, действующих на нее при получении поковки.
Известна формообразующая часть горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащая обойму со ступенчатой полостью, имеющей верхнюю полость большего диаметра и нижнюю полость меньшего диаметра и с расположенными на внутренней поверхности под углом к продольной оси канавками, открытыми концами в верхнюю и среднюю кольцевые канавки на ее поверхности верхней полости, и с такими же канавками на поверхности нижней полости, открытыми концами в проточку, выполненную на дне верхней полости ее, и в нижнюю кольцевую канавку на поверхности ее нижней полости с поперечным и окном в нее, как и в верхнюю кольцевую канавку; в обойме установлена с зазорами матрица (см. а.с. СССР 721233 А от 15.03.1980), выполненная изнутри с формообразующей полостью, имеющей верхнюю часть большего диаметра, сопряженную по радиусам с расположенной под нею частью меньшего диаметра, и с наружной боковой поверхностью, имеющей больший диаметр в верхней части, и с хвостовиком на части с меньшим диаметром, и установлена с упором торца ее большего диаметра в дно верхней полости обоймы и с выступанием хвостовика с зафиксированной на нем гайкой за задний торец последней с контактом их торцевых поверхностей; при этом на наружной поверхности матрицы в зоне сопряжения частей ее формообразующей полости выполнены каналы-прорези с криволинейным дном, открытые началом в среднюю кольцевую канавку обоймы, а концом - в проточку на дне ее верхней полости большого диаметр (см. патент РФ №2691817 С2 от 27.12.2018).
Недостатки этого решения: из-за расположения средней кольцевой канавки в зоне сопряжения частей полости матрицы увеличивается протяженность наклонных канавок обоймы на поверхности ее верхней полости и возрастает трудоемкость их изготовления, увеличивающаяся такими же канавками на поверхности ее нижней полости. Наличием их там уменьшается эффект охлаждения нижней части матрицы из-за минимальной охлаждаемой наружной поверхности ее, определяемой шириной канавок, их количеством и углом наклона. Из-за дна с проточкой ограниченной площади верхней полости обоймы и перпендикулярного ее продольной оси, контактные давления между ним и торцом матрицы превосходят временное сопротивление материала обоймы с пластической деформацией его в месте контакта. Из-за зазоров между боковыми поверхностями обоймы и матрицы необходимо их центрирование между собой при работе штампа. Задачей предлагаемого решения является повышение эффективности охлаждения матрицы и ее стойкости, технологичности этой части штампа с одновременным упрощением его конструкции. Технический результат от него: повышение стойкости и технологичности матрицы, а также обоймы с улучшением экономических показателей штампа. Он достигается тем, что в формообразующей части горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащей обойму со ступенчатой полостью, имеющей верхнюю полость большего диаметра и нижнюю полость меньшего диаметра, и с расположенными на внутренней поверхности верхней полости под углом к продольной оси канавками, открытыми концами в верхнюю кольцевую канавку на поверхности ее верхней полости, в которую открыто верхнее поперечное окно, в обойме установлена с зазором матрица, выполненная с формообразующей полостью, имеющей верхнюю часть большего диаметра, сопряженную по радиусам с расположенной под нею частью меньшего диаметра, и с наружной боковой поверхностью, имеющей больший диаметр в верхней части, и с хвостовиком на части с меньшим диаметром, при этом матрица установлена с выступанием хвостовика с зафиксированной на нем гайкой за задний торец обоймы с контактом их торцевых поверхностей; на наружной поверхности матрицы в зоне сопряжения частей ее формообразующей полости выполнены каналы-прорези с криволинейным дном, открытые началом в среднюю кольцевую канавку обоймы, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО дно верхней полости обоймы выполнено без проточки и коническим с вершиной его со стороны нижней полости, с которым сопряжена фаска матрицы, соединяющая ее боковые поверхности большего и меньшего диаметров и выполненная в зоне расположения радиусов сопряжения ее формообразующей полости; на фаске сформированы наклонные каналы-прорези, открытые началом в среднюю кольцевую канавку обоймы, расположенную большей частью выше начала радиуса сопряжения верхней части этой полости матрицы, продолженные на малом диаметре матрицы и заканчивающиеся радиусным концом в нижней кольцевой канавке обоймы; в которую открыто нижнее поперечное окно, зона циркуляции хладагента по канакам обоймы и каналам матрицы загерметизирована уплотнительными элементами, омываемыми хладагентом и расположенными в кольцевых канавках обоймы соответственно над верхней и под нижней кольцевыми канавками ее и соединенными с последними осевыми зазорами под хладагент.
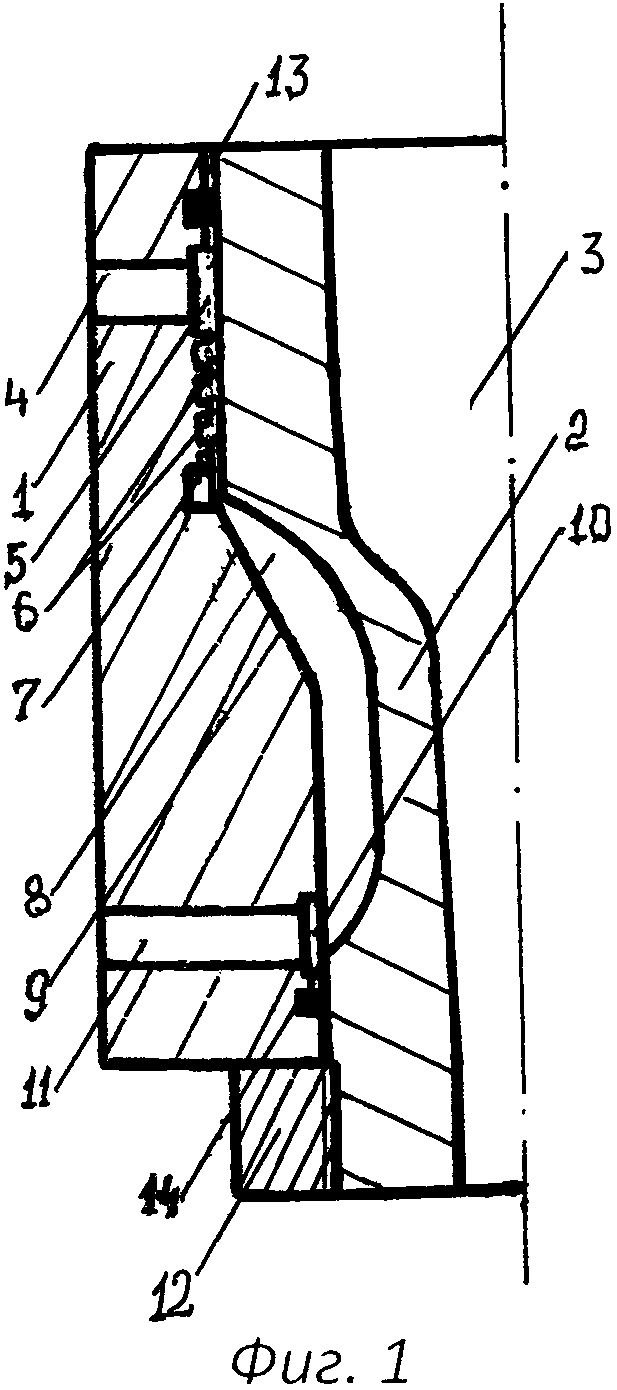
Выполнением дна верхней полости обоймы без проточки и коническим с основанием конуса со стороны начала этой полости упрощается его образование, например, сверлом, а затем минимальной токарной доработкой с получением нужных точности и шероховатости; таким дном увеличивается его площадь с уменьшением контактных давлений при работе штампа со стороны соответствующей поверхности матрицы. Образованием под такое дно обоймы соответствующей фаски матицы, соединяющей ее боковые поверхности большего и меньшего диаметров и расположенной в зоне нахождения радиусов сопряжения ее формообразующей полости, также увеличивается ею контактная поверхность матрицы со снижением действующих на нее давлений при работе штампа. Формированием наклонных каналов-прорезей на этой фаске, открытых началом в среднюю кольцевую канавку обоймы, продолженных также на матрице меньшего диаметра и открытых концом в нижнюю кольцевую канавку обоймы без наклонных канавок на поверхности нижней полости ее, увеличивается охлаждаемая поверхность этой части матрицы как минимум в 3 раза за счет их стенок и эффект охлаждения ее с упрощением конструкции обоймы и повышением ее технологичности. Расположением средней кольцевой канавки обоймы большей частью выше начала радиуса сопряжения верхней части формообразующей полости матрицы уменьшается протяженность наклонных канавок на поверхности большой полости обоймы и последняя становится технологичнее. Обеспечением герметичности зоны циркуляции хладагента между боковыми поверхностями обоймы и матрицы уплотнительными элементами, омываемыми им и расположенными в кольцевых канавках первой соответственно над верхней и под нижней кольцевыми канавками и соединенными с последними осевыми зазорами, повышается эффективность охлаждения матрицы и упрощается изготовление ее и обоймы. Анализ предлагаемого с известными решениями показывает его новизну, существенные отличия, промышленную пригодность и соответствие критерию ИЗОБРЕТЕНИЕ. Оно представлено на чертеже фиг. 1 и содержит обойму 1 с цилиндрической ступенчатой полостью большего в верху и меньшего внизу диаметров, в которой (в верхней части ее показан боковой зазор, а в нижней части без него) расположена матрица 2 с такими же наружными диаметрами и с формообразующей полостью 3 в верхней части большего диаметра, чем в остальной части ее, соединенными между собой радиусами сопряжения; в обойме 1 выполнено верхнее поперечное окно 4 под отводимый нагретый теплом матрицы хладагент, выходящее в ее верхнюю внутреннюю кольцевую канавку 5, куда открыты также и наклонные канавки 6, образованные на ее внутренней верхней поверхности и выходящие концами в ее среднюю кольцевую канавку 7, выполненную большей частью выше начала радиуса сопряжения верхней части полости 3 матрицы 2; в данную канавку выходят своим началом криволинейные по стенкам и доньям наклонные к ее продольной оси каналы-прорези 8 матрицы, выполненные на ее фаске 9, соединяющей ее наружные малый и большой диаметры, расположенной в зоне нахождения радиусов сопряжения частей полости 3 матрицы 2 и контактирующей с коническим дном полости большого диаметра обоймы 1 с основанием его со стороны подлости малого диаметра ее; далее эти каналы-прорези 8, показанные прямыми, продолжены на малом диаметре матрицы и выходят радиусным концом их в нижнюю внутреннюю кольцевую канавку 10 обоймы 1, куда открыто ее нижнее поперечное окно 11 под подводимый хладагент; на хвостовике матрицы 2 меньшего наружного диаметра, выступающем за задний торец обоймы 1, зафиксирована, например, тугой резьбой, штифтом (не показанным на фиг. 1) и т.д. гайка 12, упирающаяся передним торцом в ее задний торец и обеспечивающая сопряжение конических поверхностей матрицы 2 и обоймы 1 с исключением выталкивания первой из последней при удалении образованной в матрице заготовки; зона циркуляции хладагента герметизируется уплотнительными термостойкими элементами 13 и 14, расположенными соответственно в кольцевых канавках обоймы над верхней канавкой 5 и под нижней канавкой 10 ее, соединенные с ними осевыми зазорами для омывания этих элементов циркулирующим хладагентом. Предлагаемое охлаждается так: хладагент по окну 11 обоймы 1 подается в ее кольцевую канавку 10, а из нее в конец наклонных каналов-прорезей 8, по которым оказывается в зонах фаски 9 матрицы 2 и сопряжения радиусов ее формообразующей полости 3, обеспечивая там наибольший эффект охлаждения благодаря наклону этих каналов и, таким образом, увеличению охлаждаемой поверхности этой части матрицы с максимальными тепловым, механическим, эрозионным, и прочими воздействиями на нее нагретой исходной заготовки, превращающейся в заготовку в виде вала с утолщением на конце; через начало каналов-прорезей 8 нагретый хладагент оказывается в средней кольцевой канавке 7, а из нее - в наклонных каналах 6 поверхности полости большего диаметра обоймы 1, охлаждая через стенки матрицы 2 поверхность верхней части большего диаметра ее формообразующей полости. Эффект охлаждения матрицы 2 определяется величиной ее охлаждаемой поверхности, которая в несколько раз больше по сравнению с ее прямыми каналами-прорезями прототипа, перепадом температур между ней и хладагентом, скоростью и продолжительностью циркуляции последнего по ее канавкам и обоймы и минимально допустимыми толщинами стенок теплообменных поверхностей ее и особенно в зоне сопряжения частей полости матрицы, где максимальное воздействие на нее деформируемого нагретого металла исходной заготовки. При оптимальных толщинах стенок матрицы перепад температур между ее теплообменными поверхностями будет минимальным, к которому добавляется как минимум 373К - уровень нагрева ее наружной охлаждаемой поверхности, и тогда установившийся уровень нагрева поверхности полости матрицы в зоне сопряжения ее радиусов будет не более 600К, что даст повышение ее стойкости как минимум в 1,5 раза Отсутствием наклонных канавок на внутренней поверхности нижней части обоймы и наличием их укороченной длины на такой же поверхности в ее верхней части с коническим дном уменьшается ее трудоемкость. Наличием боковых зазоров между этими элементами штампа, выбираемых при работе штампа из-за нагрева и расширения матрицы и восстанавливаемых по окончанию ее с охлаждением последней и восстановлением начальных зазоров, упрощаются его сборка и разборка, причем такое решение позволяет многократно использовать обойму с новыми матрицами, что дает существенный экономический эффект. Коническим дном полости обоймы и соответствующей ему фаской матрицы они центрируются между собой при сборке и затем дополнительно фиксируются гайкой, размещенной на хвостовике последней и упирающейся передним торцом в задний торец первой. Таким образом, предлагаемым решением повышается эффективность охлаждения матрицы с увеличением ее стойкости примерно в 1,5 раза и существенно снижается трудоемкость такого штампа.
Формообразующая часть горячего штампа для получения заготовки в виде вала с шестерней на конце, содержащая обойму со ступенчатой полостью, имеющей верхнюю полость большего диаметра и нижнюю полость меньшего диаметра, и с расположенными на внутренней поверхности верхней полости под углом к продольной оси канавками, открытыми концами в расположенные на поверхности верхней полости верхнюю кольцевую канавку, в которую выходит верхнее поперечное окно под отводимый хладагент, и среднюю кольцевую канавку, матрицу, установленную в обойме и выполненную с формообразующей полостью, имеющей верхнюю часть большего диаметра, сопряженную по радиусам с расположенной под нею частью меньшего диаметра, с наружной боковой поверхностью, имеющей больший диаметр в верхней части, и с хвостовиком на части с меньшим диаметром, при этом матрица установлена в обойме с выступанием хвостовика с зафиксированной на нем гайкой за задний торец обоймы и с обеспечением контакта торцевой поверхности последней с торцевой поверхностью гайки, а на наружной поверхности матрицы сформированы каналы-прорези с криволинейным дном, отличающаяся тем, чтодно верхней полости обоймы выполнено коническим с вершиной конуса, расположенной со стороны нижней полости обоймы, при этом матрица установлена в обойме с зазором в верхней части обоймы, а в зоне сопряжения частей формообразующей полости выполнена с фаской, соединяющей верхнюю и нижнюю части наружной боковой поверхности и сопряженной с коническим дном верхней полости обоймы, причем каналы-прорези матрицы выполнены наклонными, открыты началом в среднюю кольцевую канавку обоймы, большая часть которой расположена выше начала сопряжения частей формообразующей полости матрицы, имеют продолжение на части наружной боковой поверхности матрицы с меньшим диаметром и окончание радиусным концом в нижней кольцевой канавке обоймы, в которую открыто нижнее поперечное окно под подводимый хладагент, при этом обойма выполнена с расположенными над ее верхней кольцевой канавкой и под нижней кольцевой канавкой кольцевыми канавками, в которых размещены с возможностью омывания их хладагентом уплотнительные элементы для герметизации зоны циркуляции хладагента по канавкам обоймы и каналам-прорезям матрицы, а упомянутые кольцевые канавки обоймы с уплотнительными элементами соединены посредством осевых зазоров под хладагент соответственно с верхней и нижней кольцевыми канавками обоймы.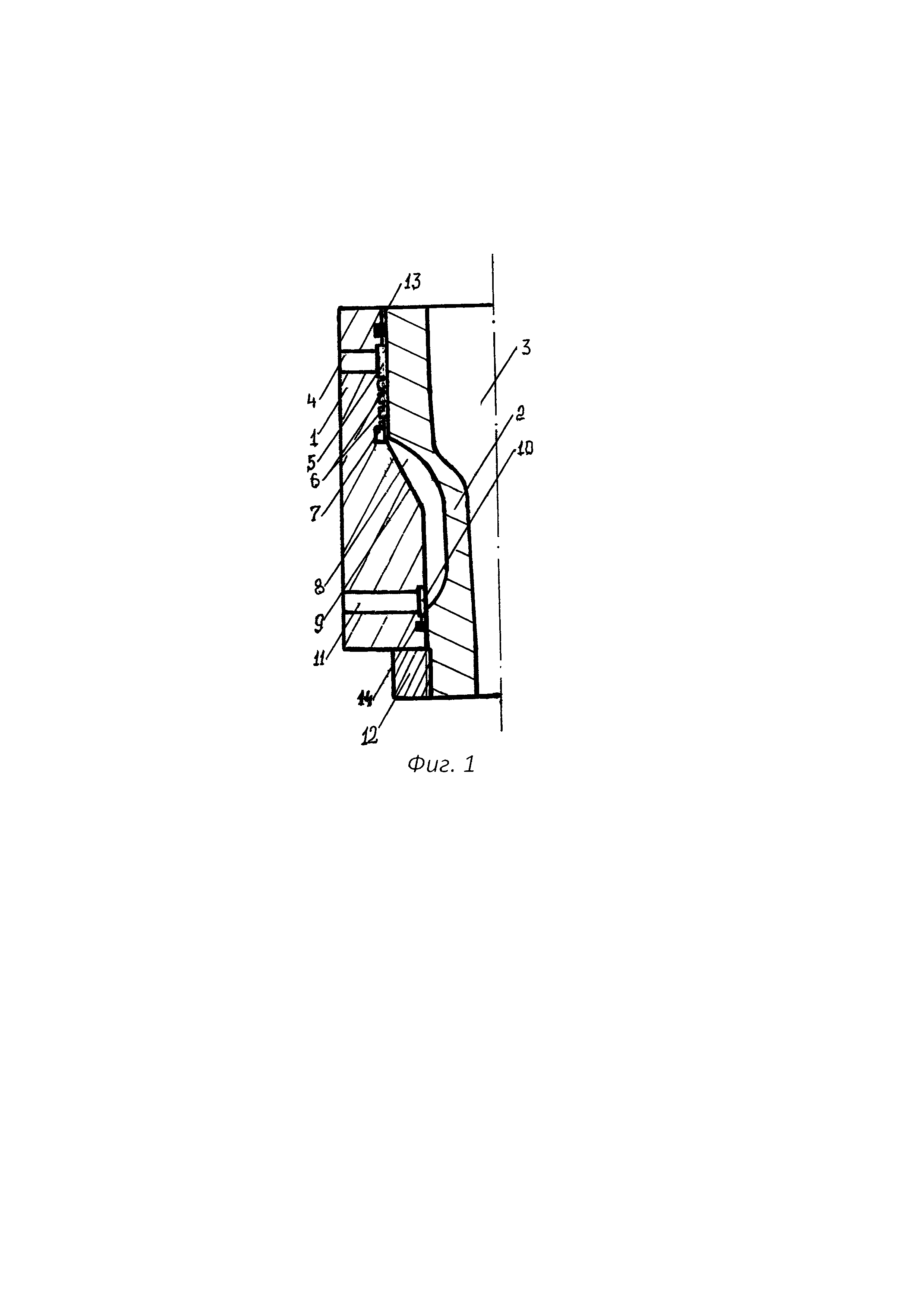
Держатель с электродом-грибком для контактной точечной сварки
Держатель электрода-ролика
Устройство для контактной точечной сварки
Устройство для контактной точечной сварки
Способ изготовления ствола
Электрод для контактной точечной сварки
Устройство для контактной точечной сварки
Устройство для охлаждения электрода-колпачка контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Устройство для контактной точечной сварки

