Результат интеллектуальной деятельности: Устройство для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах контактной точечной сварки для соединения прутковых заготовок между собой.
Известно внутреннее охлаждение передней части электрода путем непрерывной циркуляции в полости его хвостовика (см. ГОСТ 14111-90, с. 16).
Его недостатки: из-за удаленности зон охлаждения - дна его полости и нагрева - переднего торца электрода - его температура при сварке сталей достигает до 1073 К, чем ускоряется его износ; из-за малых поперечных размеров его (диаметром не более 40 мм) при сварке образуется только одна точка и поэтому недостаточная производительность одноточечных сварочных машин.
Известно и комбинированное охлаждение электрода, когда используют еще и наружное охлаждение путем отвода нагретого в полостях хвостовика и электрода по закрытому с концов поперечному каналу последнего в его продольные каналы и по ним к переднему торцу электрода (см. книгу Слиозберга С.К. Медные сплавы и электроды контактных сварочных машин. - М.: Машиностроение, 1970, с. 30).
Его недостатки: наличием на переднем торце электрода хладагента ускоряется образование там окиси его металла; попадание хладагента на свариваемые заготовки вызывает их коррозию; ухудшаются санитарно-гигиенические условия работы на сварочной машине; такой электрод пригоден только к образованию одной сварной точки вследствие ограниченных поперечных размеров.
Задачей предлагаемого решения является обеспечение эффективного охлаждения электрода диаметром более 50 мм при отсутствии у него наружного охлаждения и с возможностью образовывать им одновременно 4 сварные точки на прутковых заготовках.
Технический результат от предлагаемого изобретения - обеспечение эффективного охлаждения предлагаемого электрода и повышение производительности одноточечной сварочной машины (СМ) путем одновременной сварки прутковых заготовок в 4-х точках получаемой арматурной сетки, например, с квадратной ячейкой 40*40; 50*50 и т.д.
Он достигается тем, что у устройства для контактной точечной сварки, содержащего полые хвостовик с электродом, в котором выполнен закрытый снаружи и открытый в его глухую полость поперечный канал, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО на периферии электрода выполнены 4-е глухих поперечных и соединенных между собой канала, причем в дно следующего открыто начало предыдущего, закрытое с его боковой поверхности, кроме 1-го, а 4-ый канал открыт в имеющийся у электрода поперечный канал, выходящий в его полость; с переднего торца электрода образованы цилиндрическая полость, переходящая в коническую усеченную полость с вершиной на его заднем торце, в которой размещена соответствующей формы коническая головка передней части хвостовика без полости, переходящая своей вершиной в резьбовую часть этого хвостовика, расположенную снаружи электрода с навернутой на нее гайкой, упертой своим торцом в его задний торец; при этом поперечный канал электрода выполнен глухим, но открытым с его наружной поверхности.
Выполнением на периферии электрода 4-х соединенных между собой в доньях поперечных каналов, располагающихся над свариваемыми между собой прутками, обеспечивается эффективное охлаждение зон электрода, расположенных над образующимися сварными точками получаемой арматуры и промежутков между ними, циркулирующим по этим каналам хладагентом.
Подводом хладагента в открытое начало 1-го периферийного поперечного канала (остальные начала их закрыты) и отводимого из 4-го такого канала в имеющийся закрытый снаружи поперечный канал электрода и далее из него в полость электрода обеспечивается охлаждение им не только периферийной части электрода, но и центральной части его с этой полостью, охлаждаемой и по дну ее, расположенному ниже нижних точек этих каналов, например, у верхнего электрода, и прилегающей к нему ее боковой поверхности.
Созданием в электроде 4-х дополнительных периферийных поперечных каналов существенно увеличиваются охлаждаемая поверхность электрода и его стойкость.
Наличием с переднего торца электрода цилиндрической полости большего диаметра, чем наибольший диаметр образованной усеченной конической полости в остальной части его с вершиной ее со стороны заднего торца, обеспечивается беспрепятственное размещение соответствующей формы передней головки хвостовика без полости в конической полости электрода. Отсутствием в отдельно выполненном хвостовике продольной сквозной полости упрощается его изготовление, повышается его прочность и уменьшается расход металла на его и устройства изготовление.
Выполнением сзади головки хвостовика резьбовой поверхности под навернутую на нее гайку, упирающуюся своим торцом в задний торец электрода, обеспечивается беззазорное сопряжение конических поверхностей электрода и головки хвостовика, что необходимо для надежной работы их.
Выполнением поперечного канала электрода глухим, но открытым с наружной стороны его, обеспечивается подвод в него по 4-му периферийному поперечному каналу нагретого сварочным теплом хладагента с последующим отводом его за пределы электрода. Сравнительный анализ предлагаемого с известными сейчас решениями свидетельствует, что оно ново, с существенными отличиями от них, промышленно пригодно и поэтому соответствует критерию ИЗОБРЕТЕНИЕ.
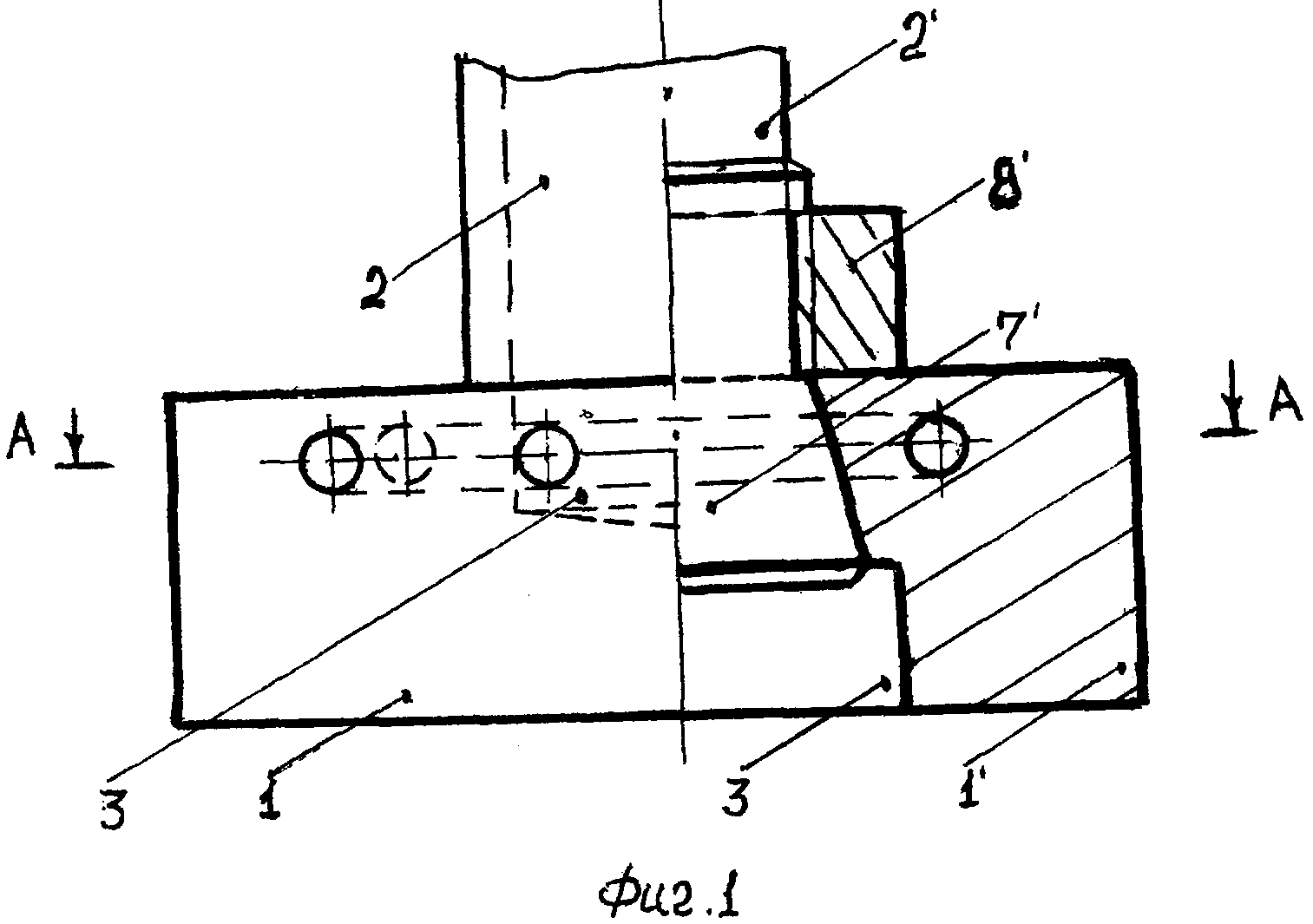
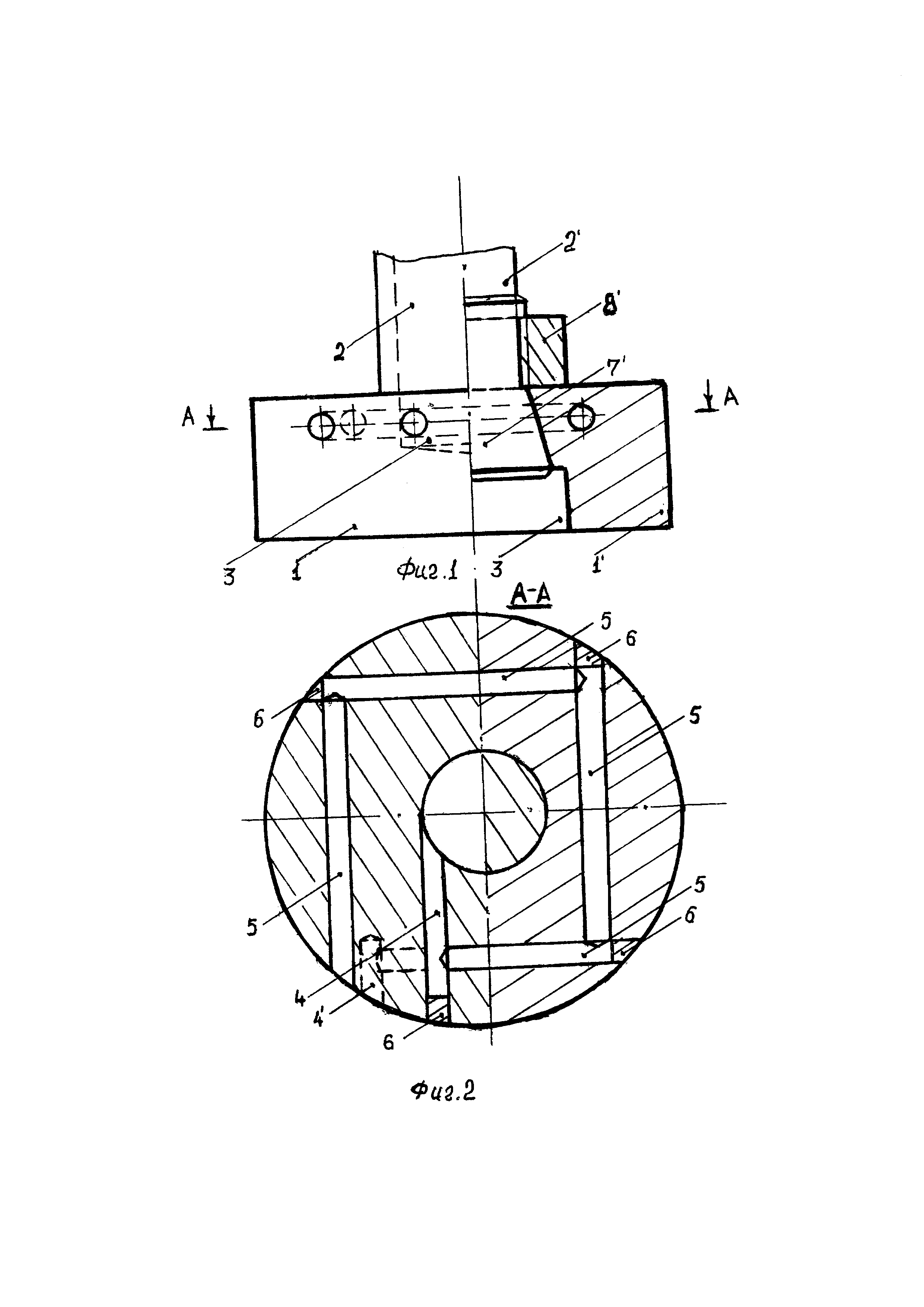
Предлагаемое решение представлено на фиг. 1 и 2, в левых частях которых представлен п. 1 формулы, а в правых частях п. 2 ее, частично показанный в левой части фиг. 2 штриховыми линиями с позицией 4; оно содержит электрод 1, выполненный совместно с закрепляемым в хоботе СМ хвостовиком 2, имеющими общую полость 3, заканчивающуюся в первом дном, расположенным ближе к его переднему торцу, чем нижние части его поперечных каналов 4 и 5; 4-е из них расположены на периферии электрода 1 и открыты в их донья, но закрыты пробками 6 в своих началах, кроме 1-го канала, по которому подводится хладагент в остальные поперечные каналы 5 и в закрытый пробкой 6 с боковой поверхности электрода 1 поперечный канал 4, выходящий в его полость 3, открыт 4-ый поперечный периферийный канал 5 (см. левые части фиг. 1 и 2); по п. 2 формулы правые части этих фиг. 1 и 2 имеют общие позиции 1, 5 и 6 и свои позиции: 2 - отдельно выполненный и без продольной полости хвостовик; 3 - цилиндрическая полость, образованная с переднего торца электрода 1; 4 - глухой поперечный или продольный канал, выполненный с боковой или с задней торцевой поверхности электрода 1, в который открыт 4-ый поперечный периферийный канал 5 (указанные штриховыми линиями в левых частях фиг. 1 и 2); 7 - коническая головка передней части хвостовика 2, размещенная в образованной усеченной конической полости с вершиной ее на заднем торце электрода 1; эта вершина переходит в резьбовую часть хвостовика 2 с гайкой 8 на ней, упертой в задний торец электрода для фиксации этой головки в его конической полости.
Охлаждение электрода 1 осуществляется так: хладагент подводится к 1-му каналу 5; из него во 2-ой канал, далее в 3-ий, затем в 4-ый и, наконец, в поперечный канал 4, из которого следует в полости 3 электрода 1 и хвостовика 2, а из последнего за его пределы (см. левую часть фиг. 2 и п. 1 формулы).
Отличие охлаждения электрода 1 по п. 2 заключается в отсутствии продольных полостей у него и хвостовика 2; поэтому поперечный канал 4 - глухой и открытый с торцевой или боковой поверхности электрода 1 и в него выходит 4-ый периферийный поперечный канал 5 для отвода нагретого теплом электрода хладагента за его пределы (см. фиг. 2).
Переменой направлений потока хладагента в этих поперечных каналах обеспечивается его турбулизация и, следовательно, интенсификация отвода тепла от нагретых при сварке прутков в сетку к периферийным концам поперечных каналов 5 электрода 1.
Эффективность охлаждения электрода определяется скоростью циркуляции хладагента вдоль охлаждаемой поверхности электрода, перепадом температур между ними, площадью этой поверхности и продолжительностью охлаждения.
Оценим этот эффект по соотношению F2/F1 охлаждаемых поверхностей предлагаемого решения и прототипа, принимая равными остальные выше указанные параметры; при этом сваривается квадратная сетка со стороной ячейки а=60, диаметр электрода D∧=105, его поперечные окна диаметром d=10, длиной l=75 и полости диаметром D=20 и длиной l∧=15 без учета боковой площади поперечного окна 4, которая частично учтена этой площадью поперечного 4-го окна 5, взятого большей фактической длины; у прототипа диаметр электрода D'=40, длина поперечного окна l'=34, его диаметр d=10, размеры его полости равны параметрам предыдущей (все в мм).
Тогда F2/F1=4*d(L+1)+D*l∧/d*l'+D*l∧=4*10*75+20*15/10*34+20*15=5,16 и свидетельствует об увеличении этой площади как минимум в 5 раз по сравнению с таковой у прототипа и, следовательно, повышении его стойкости.
Таким образом, предлагаемым электродом обеспечивается одновременное образование 4-х сварных точек при изготовлении арматурной сетки с квадратной ячейкой, высокая стойкость его с большой охлаждаемой периферийной поверхностью в зоне сварки прутковых заготовок, а при выполнении отдельно от него хвостовика улучшаются производственно-экономические показатели этого решения.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Способ изготовления ствола
Способ оптимизации конструкции поводковой части заготовки-трубы под радиальное обжатие

