Результат интеллектуальной деятельности: ЭЛЕКТРОД ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в электродах, используемых при контактной точечной сварке заготовок, деталей и прочего между собой.
Известны охлаждаемые электроды-колпачки (далее упоминаемые как электроды), имеющие с переднего торца рабочую поверхность конической или сферической формы с основанием на нем, а с заднего торца коническую полость под размещенную в ней с осевым зазором переднюю часть полого держателя с расположенной в нем с боковым зазором трубкой. При этом донная часть полости электрода может быть плоской или конической формы (см. ГОСТ 25444-90, с. 2) с вершиной со стороны первого торца, увеличивающей охлаждаемую поверхность такого электрода по сравнению с электродом с плоским дном.
Их недостаток - наличие застойных зон с хладагентом на периферии донной части полости электрода и в зоне вершины конического дна ее.
Известен и другой охлаждаемый электрод с конической полостью, переходящей в цилиндрическую и заканчивающуюся коническим дном, в которой с осевым зазором размещена передняя часть держателя с трубкой в его полости и поперечными окнами, открытыми в полость электрода и в боковой зазор между ними, загерметизированный у их передних торцов (см. патент РФ 2570253 С1 от 26.05.2014).
Его недостатки: при коническом дне полости застойной зоной с хладагентом у его вершины снижается эффективность жидкостного охлаждения электрода; недостаточные прочность осевых стенок в этой зоне и его охлаждаемая поверхность.
Задачей предлагаемого решения является устранение застойной зоны с хладагентом в полости электрода с увеличением его охлаждаемой поверхности и прочности осевых стенок в зоне вершины его дна.
Технический результат от предлагаемого - увеличение эффективности охлаждения, прочности и стойкости электродов предлагаемой конструкции.
Он достигается тем, что у электрода для контактной точечной сварки, имеющего на переднем торце рабочую поверхность, а со стороны противоположного торца - коническую полость, переходящую в цилиндрическую полость у ее конического дна с вершиной со стороны рабочего торца, новым является то, что дно полости электрода выполнено в виде усеченного конуса с вершиной со стороны его переднего торца; на дне его полости образован конический выступ с диаметром основания ≤ диаметра цилиндрической полости, расположенный вершиной со стороны заднего торца электрода; этот выступ от основания до вершины разделен продольными прорезями на несколько равных частей.
Выполнением дна полости электрода в виде усеченного конуса устраняется застойная зона с хладагентом в его центральной части, чем исключается перегрев его рабочего торца при работе, например, в автоматическом режиме сварки и возрастает стойкость. С увеличением осевой толщины в этой части электрода на величину, равную отсутствующей (верхней) части конуса (до нескольких мм в зависимости от диаметра дна с учетом поперечного размера электрода), возрастает количество ремонтов электрода как минимум на один (подрезка его рабочего торца после предельного износа, определяемого количеством произведенных сварок) и, следовательно, также повышается стойкость его.
Образованием на дне цилиндрической части полости электрода конического выступа с диаметром основания ≤ диаметра его цилиндрической полости и вершиной, расположенной со стороны заднего торца электрода, также устраняется застойная зона с хладагентом в этой полости и возрастают по сравнению с п. 1 охлаждаемая поверхность (на величину поверхности отсутствующей вершины усеченного конуса) и осевая прочность в зоне дна на высоту усеченного конуса, чем еще больше повышаются прочность и стойкость такого электрода по сравнению с предыдущим.
Разделением конического выступа от основания до вершины продольными прорезями на несколько равных частей в несколько раз увеличивается охлаждаемая поверхность полости электрода и его стойкость; при этом прорези могут быть прямыми, ломаными или кривыми линиями и располагаться концами на периферии этого выступа, проходя через его центр. Их минимальная глубина равна высоте выступа и тогда донья прорезей располагаются на его основании. Она может быть и больше этой высоты и тогда их донья находятся в стенках, отделяющих это основание от переднего торца электрода, чем увеличивается охлаждаемая поверхность его. Сравнительный анализ предлагаемых решений с известными сейчас электродами свидетельствует, что они новы, с существенными отличиями и промышленной пригодностью и поэтому соответствуют критерию изобретение.
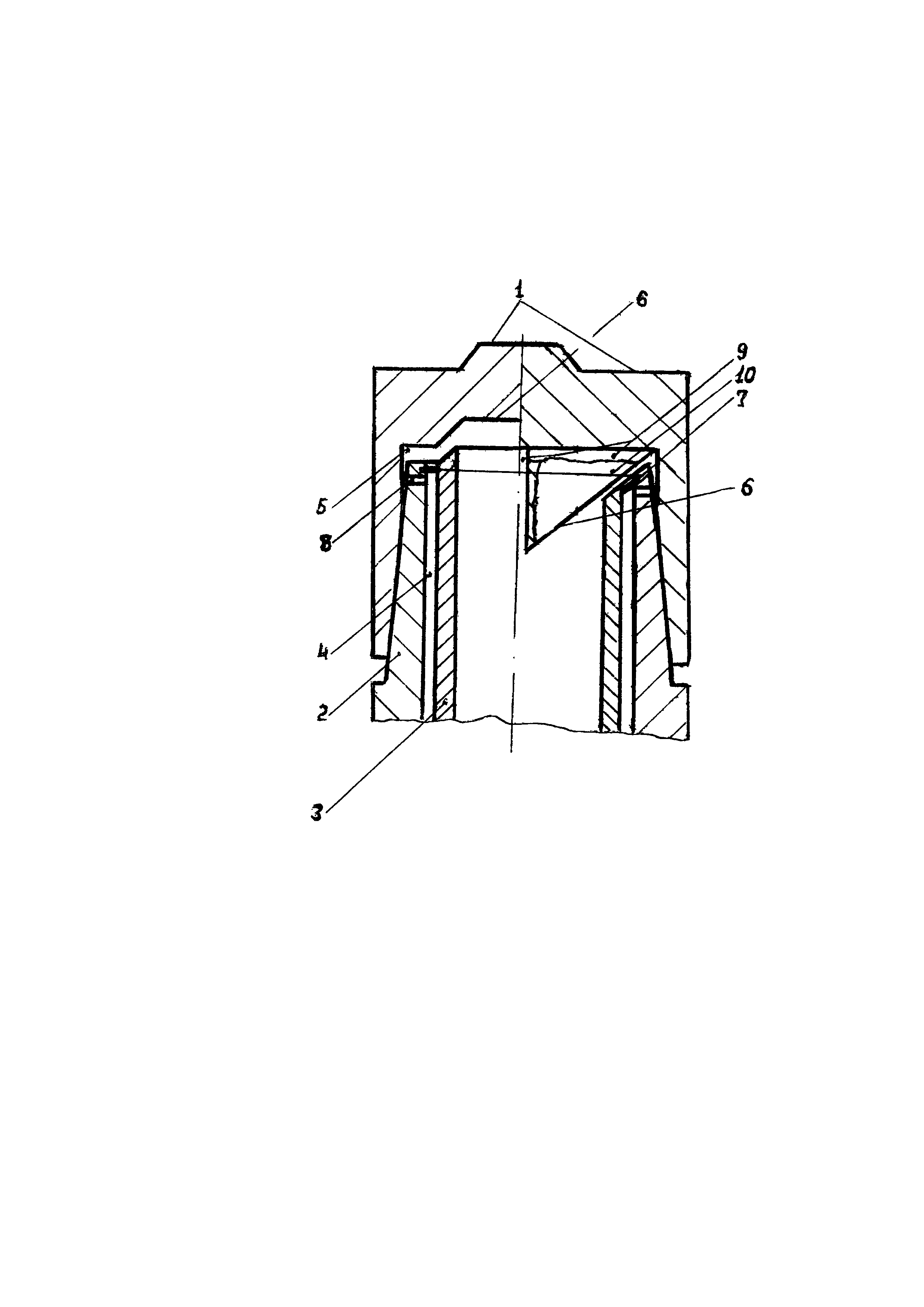
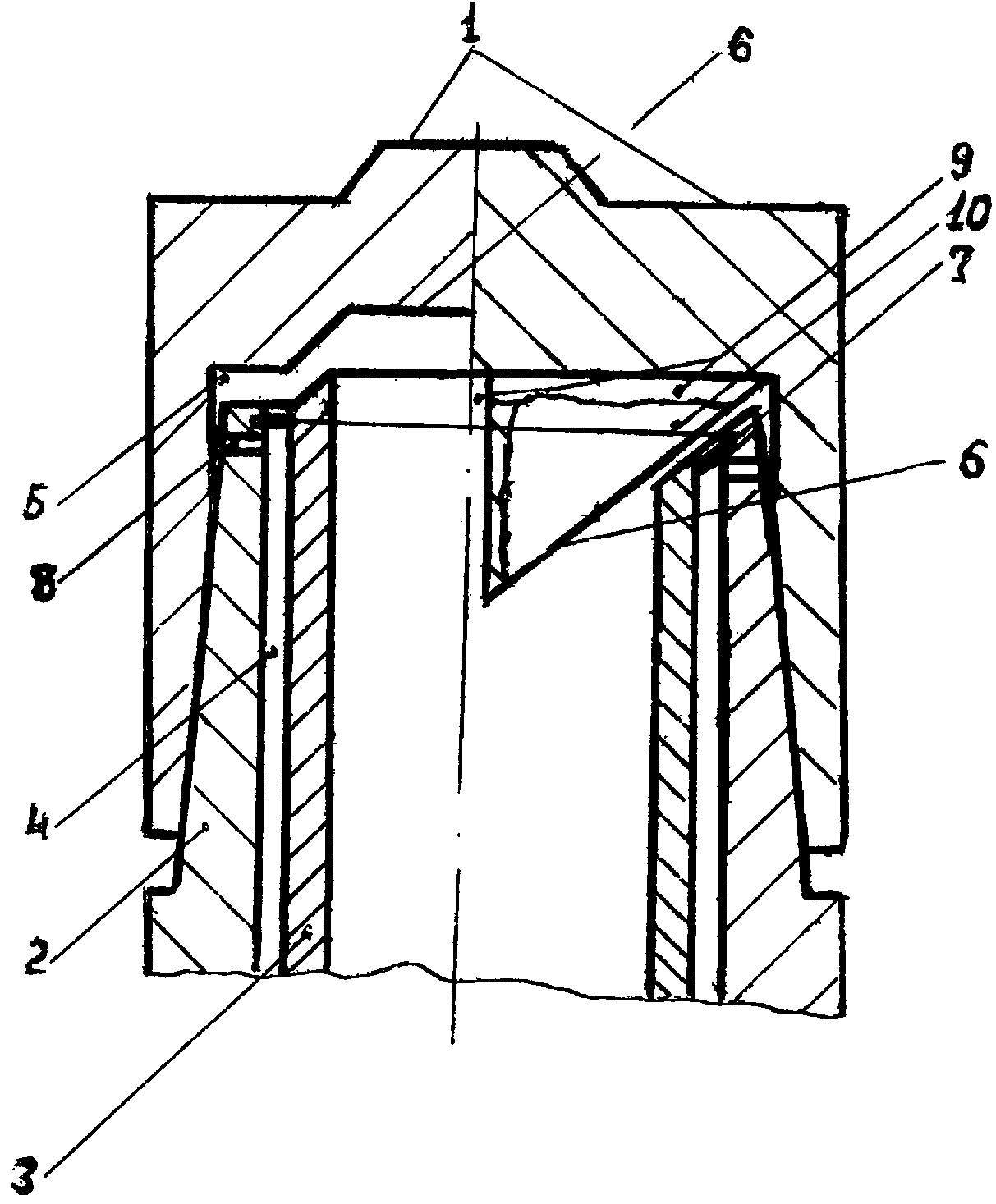
Они представлены на прилагаемом чертеже фиг. 1, где показаны электроды с передними частями держателей с трубками в их полостях: слева этой фиг. - решение по п. 1 формулы, а справа - по п. 2 и 3 формулы с показанной прямой продольной прорезью (она может быть ломаной и других форм).
Решение по п. 1 формулы содержит передний рабочий торец 1 электрода; выполненную с его заднего торца коническую полость, поверхностью которой он размещен на передней конической части держателя 2 с трубкой 3 в его полости и боковым зазором 4 между ними; у дна электрода коническая полость переходит в цилиндрическую полость 5, заканчивающуюся полостью в виде усеченного конуса 6 с вершиной со стороны рабочего торца 1 электрода; передние торцы держателя 2 и трубки 3 отделены осевым зазором от дна усеченного конуса 6, полость которого открыта в трубку 3; в боковом зазоре 4 у торцов этих элементов размещен уплотнительный элемент 7 и этот зазор поперечными окнами 8 держателя соединен с цилиндрической полостью 5.
Решение по п. 2 формулы отличается от предыдущего только коническим выступом 6 на дне цилиндрической полости 5 с вершиной его со стороны заднего торца электрода; он отделен соответствующими осевыми и боковыми зазорами от дна и цилиндрической поверхности полости 5, передних торцов держателя 2 и трубки 3, а диаметр основания выступа 6 < диаметра цилиндрической полости 5; при равенстве этих диаметров у этой полости отсутствует дно и ее боковая поверхность переходит в боковую коническую поверхность выступа 6, а при неравенстве их цилиндрическая полость 5 заканчивается плоским дном шириной, равной половине разности этих диаметров; выбор одного из этих вариантов определяется конкретными условиями работы электрода; по п. 3 на этом выступе 6 от его основания до вершины выполнены несколько продольных прорезей 9, разделяющих его на несколько равных элементов 10. Эти прорези (прямые, ломаные или кривые линии) проходят через его центр и кончаются на краях выступа.
Охлаждение электрода происходит так: по трубке 3 хладагент подводится к коническому выступу 6 или в зону вершины дна 6; далее вдоль выступа 6 или конического дна 6 по соответствующим зазорам (боковому и осевому) хладагент поступает в зону цилиндрической полости 4, куда открыты поперечные окна 8 передней части держателя 2; по ним нагретый теплом охлаждаемых поверхностей выступа 6 и полостей электрода хладагент отводится в боковой зазор 4 между поверхностью полости держателя 2 и боковой поверхностью трубки 3, из которого он удаляется за пределы держателя 2; с п. 3 формулы хладагент из полости 5 поступает также и в продольные прорези 9, по которым от основания выступа 6 вдоль боковой поверхности каждого из его элементов 10 следует к вершине его, поступая при этом в трубку 3 и далее за пределы держателя.
Охлаждаемая поверхность электрода по п. 2 больше, чем поверхность по п. 1 на величину отсутствующей у последнего верхней части конуса и равной S=3,14*R*L, где R - радиус вершины усеченного конуса; L - длина образующей отсутствующего конус при прочих равных условиях (одинаковых диаметрах оснований этих конусов и углах наклона их образующих); поэтому эффективность охлаждения электрода по п. 2 выше, чем электрода по п. 1 и, следовательно, его стойкость выше. Она возрастает также и за счет увеличения осевых толщин стенок в зоне рабочего торца 1 электрода и усеченного конического дна его полости или конического выступа 6, размещенного на дне его цилиндрической полости 5; при этом минимальная осевая толщина стенок его увеличивается, например, в зоне продольной оси дна с усеченным конусом на высоту отсутствующей вершины его электрода (п. 1 формулы) или на высоту усеченного конуса дна полости электрода (п. 2 формулы); при этом электродам таких конструкций потребуется большее количество подрезок (максимальное по п. 2 формулы) рабочих торцов для восстановления их работоспособности после каждого предельного износа в процессе автоматической или ручной сварки заготовок или деталей между собой. П. 3 формулы увеличивается охлаждаемая поверхность электрода: по п. 2 она равна F2=3,14(2R*1+R*L), a по п. 3 F3=3,14(2R*1+R*L)-2N*B*L+n*(R-B/2)*(R-B/2)+2R*N*B, их соотношение F3/F2=3,14*(2*5*4+5*1,41*5)-2*2*2*3,41+2*4(5*5-2*5*1+1)+2*5*2*2/3,14(2*5*4+5*1,41*5)=377/236,28=1.59; здесь R=5- радиус основания конического выступа с углом при его вершине 90°; 1= 4 - протяженность цилиндрического участка полости; L=1,41R - длина боковой поверхности этого выступа; N=2 - количество его продольно-перпендикулярных прямых прорезей; В=2 - ширина прорезей; n=8 - количество охлаждаемых поверхностей 4-х образованных элементов выступа (все в мм); при 3-х или 4-х продольных прямых прорезях выступа это соотношение еще больше. Если прорези выполнены в виде ломаных линий и глубиной, большей высоты выступа, то это соотношение еще больше возрастает, чем увеличивается эффективность охлаждения электрода и его стойкость.
Приведенные формы доньев полостей у предлагаемых электродов целесообразнее изготовлять, например, штамповкой, экструзией соответствующих порошковых смесей, приваркой выступа к дну полости и т.д., но не лезвийной обработкой исходных прутковых заготовок.
Таким образом, предлагаемыми конструкциями полостей электродов увеличиваются эффективность охлаждения их, толщина и прочность осевых стенок в их рабочих зонах, чем в целом повышается стойкость таких электродов.
Прессующий поршень горизонтальной машины литья под давлением
Способ изготовления ствола
Камера прессования горизонтальной машины литья под давлением
Способ изготовления ствола и устройство для его реализации
Поводковый центр радиально-обжимной машины
Прессующий узел автоматической прессовой машины (апм)
Поршневой узел машины литья под давлением
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода контактной точечной сварки (ктс)

