Результат интеллектуальной деятельности: АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ АДДИТИВНЫХ ТЕХНОЛОГИЙ
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно, к составу и технологии получения заготовок и деталей из сплавов на основе алюминия, в т.ч. с использованием технологий селективного лазерного сплавления.
В настоящее время для изготовления деталей с использованием аддитивных технологий широко применяются алюминиевые сплавы на основе систем Al-Si и Al-Mg-Sc.
Известен алюминиевый сплав AlSi10Mg, используемый в виде порошка для изготовления деталей методами аддитивных технологий. Сплав обладает хорошей технологичностью и позволяет получать прочность на уровне литейных сплавов, однако данного уровня характеристик недостаточно для того, чтобы конкурировать с высокопрочными деформируемыми сплавами.
Скандий-содержащие материалы позволяют обеспечить уровень прочности до 500-550 МПа, что позволяет расширить применение материалов, однако высокая стоимость скандия на сегодняшний день приводит к низкой заинтересованности конструкторов и технологов в применении данных материалов.
В связи с этим, остро стоит задача разработки новых материалов для аддитивных технологий с высокой прочностью и приемлемой стоимостью.
Известен алюминиевый сплав для изготовления заготовок методами аддитивных технологий, содержащий (в масс. %):
Zn - 4-10
Mg - 1-3,5
Zr - 0-0,5
Сu-0-2,5
Sc - 0-1,25
Алюминий - основа (см. заявку US 20170233857, опуб. 17.08.2017 C22F 1/053; B33Y 10/00; B33Y 70/00; B33Y 80/00; С22С 21/10).
Недостатком известного алюминиевого сплава является высокое содержание цинка (от 4 до 10 масс. %), который угорает в процессе изготовления деталей методами аддитивных технологий, к тому же для достижения высоких показателей механических свойств требуется проведение операции закалки, что может привести к дополнительному короблению при термической обработке и увеличивает время изготовления деталей.
Известен алюминиевый сплав для изготовления заготовок методами аддитивных технологий (см. заявку US 2017121794, опубл. 04.05.2017 С22С 21/08; B22F 1/00; C22F 1/05; С23С 4/08), содержащий (в масс. %):
Mg - 3-б
Si - 1-4
Ti - 0,005-0,2
Sc - 0.1-0.75
Zr - 0,01-0,375
Hf, Mo, Tb, Nb, Gd, Er, V - 0-0,5
Be - 0-0,004
Алюминий - основа,
где содержание циркония или суммарное содержание циркония и титана составляет менее 50% от содержания скандия.
Недостатком данного сплава является повышенное содержание кремния (от 1 до 4 масс. %), который существенно повышает литейные свойства, однако одновременно приводит к образованию грубых избыточных фаз, снижающих характеристики пластичности материала ввиду плохого сродства с алюминиевой матрицей.
В качестве наиболее близкого аналога предложенного изобретения выбран сплав по заявке US 20170165795, опуб. 15.06.2017 В23K 35/28; С22С 21/08, в которой предлагается алюминиевый порошковый сплав, содержащий (в масс. %):
Mg - 0.5-10
Sc - 0.1-30
Zr - 0.05-1.5
Mn - 0.01-1.5
Zn - 0-2.0
Ti - 0.01-0.2
Ce 0.25
0.25
Be - 0-0.004
В - 0-0.008
Si0.25
Fe0.25
Hf0.5
По крайней мере, один из группы лантаноидов, за исключением Се, Y, Ga, Nb, Та, W, V, Ni, Со, Mo, Li, Th, Ag, где доля этих элементов не более 0,5,
Алюминий - основа.
Недостатком заявленного алюминиевого сплава является высокая стоимость материала ввиду большого содержания скандия (до 30 масс. %) и других редких элементов, кроме того, общая перелегированность сплава приводит к снижению характеристик пластичности и усталости.
Технической задачей предложенного изобретения является разработка алюминиевого порошка для изготовления аддитивными технологиями заготовок и деталей с высокой прочностью и приемлемой стоимостью.
Техническим результатом изобретения является возможность получения алюминиевого сплава с высокими прочностными характеристиками (предел прочности не менее 470 МПа) при повышенном уровне относительного удлинения - не менее 11%, и порошка из него для производства заготовок и деталей аддитивными технологиями. Отличительной особенностью будет являться низкая стоимость порошка за счет оптимизации состава и снижения концентрации дорогостоящих элементов в сравнении с аналогом, позволяющая существенно снизить расходы на изготовление деталей за счет использования более дешевого сырья. Порошок может быть использован для изготовления высоконгруженных деталей, работающих в том числе в условиях воздействия ударных нагрузок, где требуется повышенная прочность и пластические характеристики.
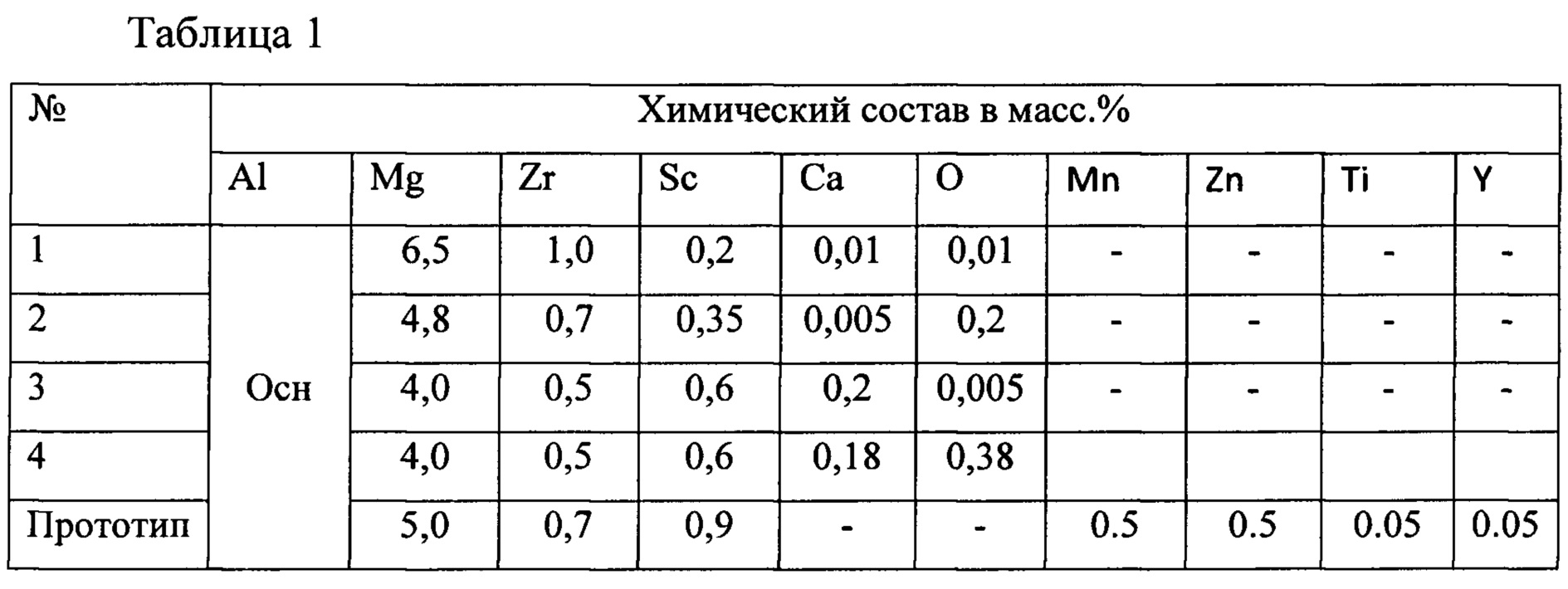
Задача решается, а результат достигается за счет получения порошка предложенного химического состава (масс. %):
|
Содержание магния в сплаве лимитировано ввиду необходимости обеспечения лимитированного интервала кристаллизации, что повышает технологичность в процессе изготовления изделий методом селективного лазерного сплавления. Повышение содержания магния выше 6,5 масс. % в сплаве приведет к нежелательному эффекту снижения коррозионной стойкости ввиду склонности фазы Al3Mg2 выделяться по границам зерен, приводя к разрушению по типу коррозии под напряжением. Содержание скандия ограничено ввиду того, что его максимальная растворимость при комнатной температуре составляет 0,02 масс. %, а максимальная не превышает 0,8 масс. %, что позволяет гарантированно избежать образование первичных интерметаллидов как в самом порошке, так и в получаемых деталях. Совместное легирование скандием и цирконием позволяет заменить часть скандия с образованием фазы Al3(Sc, Zr), которая обладает повышенной теплостойкостью и эффективно упрочняет материал при правильном подборе параметров термической обработки.
Кислород необходим для обеспечения требуемой сферичности порошка и его пониженной реакционной способности. Повышенное содержание кислорода выше 0,2 масс. % приведет к пониженному качеству поверхности частиц и нарушению сферической формы. Добавка кальция приводит к препятствию образования оксида алюминия по границам синтезированного материала в процессе многократных переплавов, кроме того, в процессе последующей термической обработки формируется фаза типа Аl4Са, обеспечивающая эффект модифицирования материала, что приводит к снижению размеров микрозерен и повышению характеристик прочности.
Общая легированность малым количеством переходных металлов материала по сравнению с прототипом приводит к формированию повышенных характеристик относительного удлинения. Кроме того дополнительным эффектом является предотвращение выгорания магния в процессе приготовления расплава и его распыления.
В качестве исходного сырья для производства сплава обычно используют алюминий технической чистоты марки не ниже А5 по ГОСТ 11069 (содержанием алюминия не ниже 99,5%). Существующие в металле примеси находятся ниже предела их максимальной растворимости и не оказывают существенного влияния на характеристики конечных образцов ввиду их нахождения в твердом растворе или в виде интерметаллидов с объемной долей менее 0,1%.
Существенно то, что в предложенном сплаве отсутствуют добавки марганца и титана, так как упрочнение, достигаемое за счет старения твердого раствора алюминия по данным переходным металлам (ПМ) проявляется гораздо слабее, чем за счет распада твердого раствора циркония и скандия. Кроме того, модифицирующее действие данных добавок проявляется менее сильно чем от введения циркония, что делает нецелесообразным введение данных добавок. Повышенное содержание интерметаллидов в сплаве может также ухудшить стойкость к питтинговой коррозии.
Описание чертежей
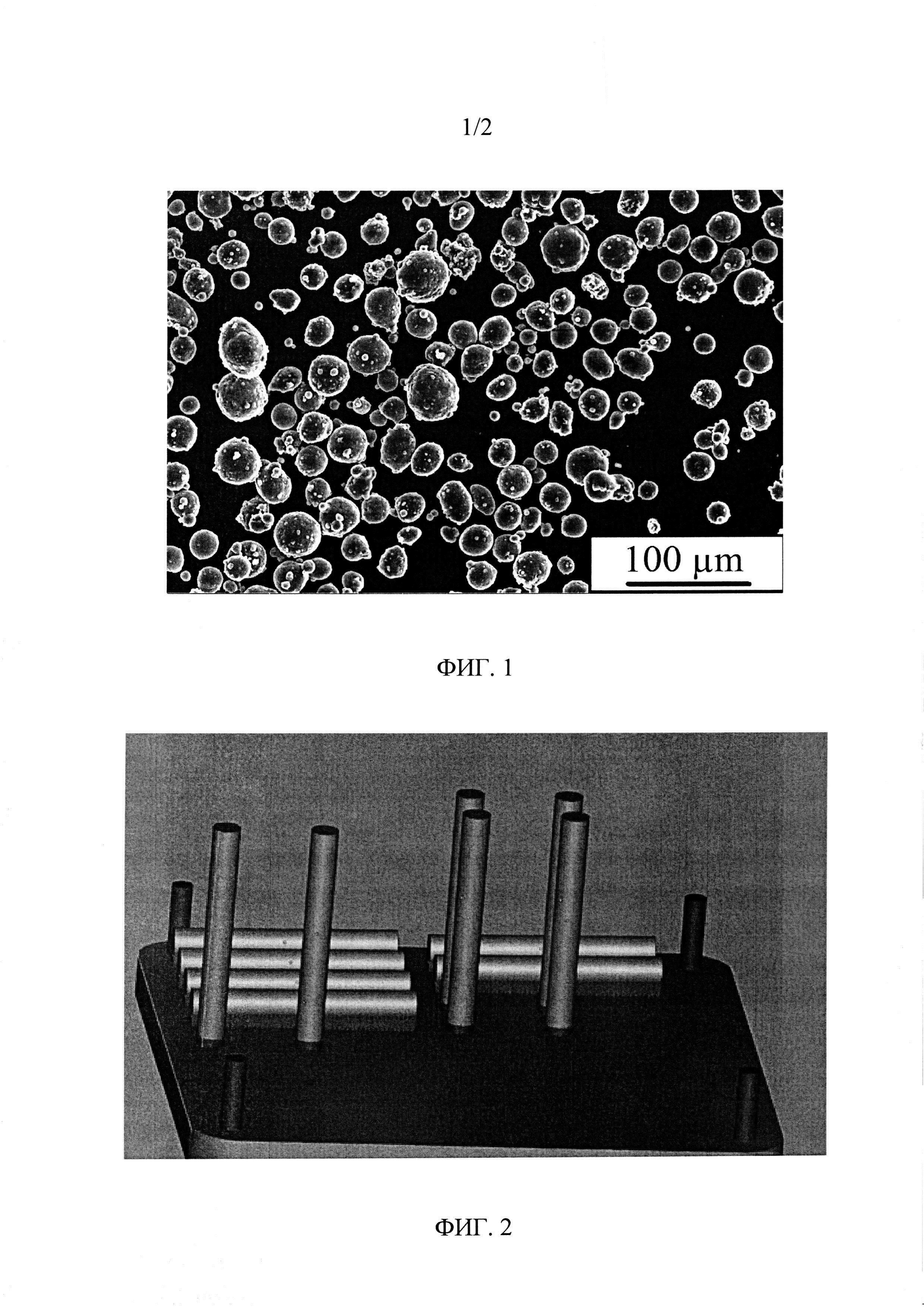
Фиг. 1 - Фотографии частиц алюминиевого порошка.
Фиг. 2 - Цифровая 3D-модель расположения образцов на платформе для селективного лазерного сплавления.
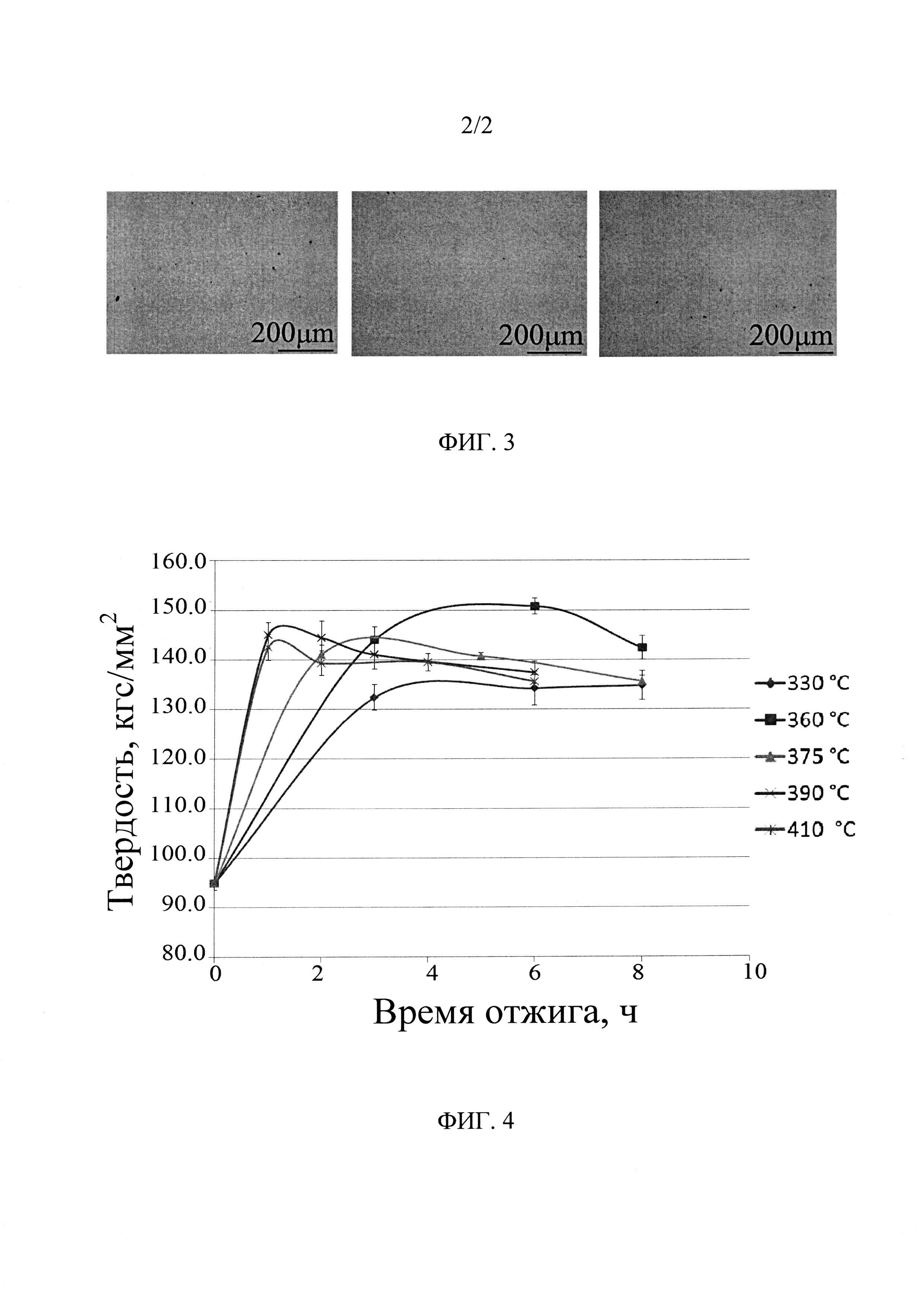
Фиг. 3 - Фотографии шлифов образцов, изготовленных из порошка согласно предложенному сплаву, для определения пористости.
Фиг. 4 - Зависимость твердости образцов, изготовленных из порошка по предложенному сплаву, от времени и температуры отжига при отжиге по одноступенчатому режиму. Осуществление изобретения
Пример 1
Алюминиевый порошок был получен следующим образом: в расплав алюминия марки не ниже А7 по ГОСТ 11069 при температуре 850-950°С вводятся лигатуры скандия и циркония, причем лигатуры вводятся порционно (в несколько приемов) для исключения переохлаждения расплава ниже температуры 740°С, после растворения скандия и циркония вводят лигатуру кальция.
После полного растворения лигатуры алюминий-кальций вводят магний при температуре не выше 820°С, проводят отбор пробы расплава и корректировку химического состава.
Непосредственно перед распылением проводят окончательный контроль химического состава и при необходимости производят дошихтовку.
После получения требуемого химического состава, расплав распыляют азотно-кислородной или аргоно-кислородной смесью с содержанием 0,2-1,0% кислорода в стальную бочку, причем скорость охлаждения должна быть не ниже 5*104 К/с для получения пересыщенного твердого раствора. Распыление расплава осуществляют при температуре на 160-250°С превышающей точку ликвидуса во избежание наличия в расплаве мелких первичных интерметаллидов циркония и скандия. После получения порошок проходит сепарацию для отсева фракции менее 20 мкм и более 63 мкм или более 130 мкм в зависимости от требований.
Исследование морфологии порошка проводили с использованием растровой электронной микроскопии. Фотографии частиц полученного алюминиевого порошка представлены на Фиг. 1.
Исследование содержания кислорода в порошке проводили с использованием газоанализатора Leco в зависимости от содержания кислорода в несущей газовой смеси. Содержание кислорода варьировалось в пределах от 0,2 до 2%.
Получены следующие результаты:
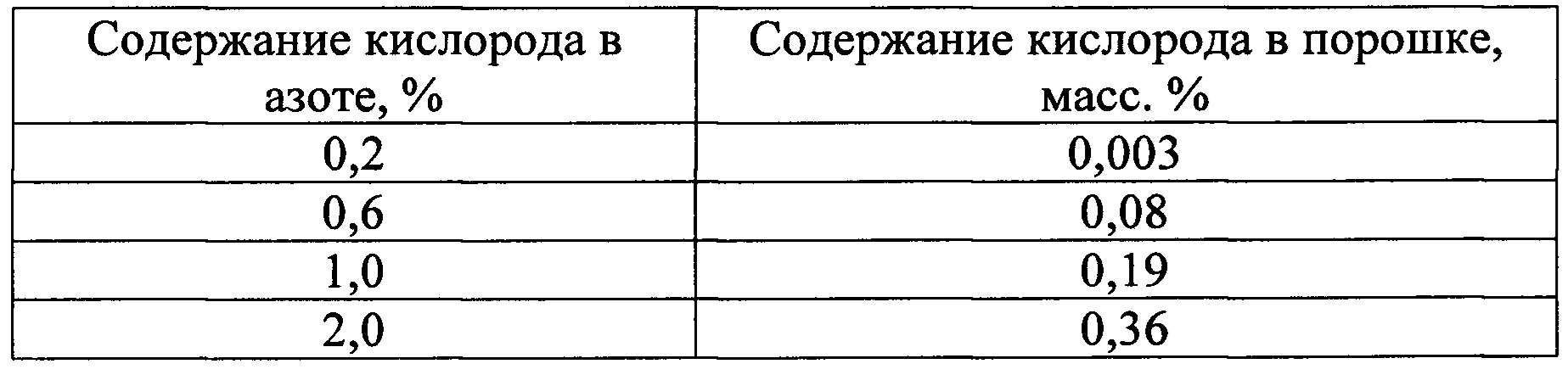
Методом лазерной дифракции определена дисперсность алюминиевого порошка. Получено: d10=12,7 мкм, d50=33,1 мкм, d90=59,8 мкм
Пример 2
Из вышеуказанного порошка по примеру 1 проводили изготовление заготовок методом селективного лазерного сплавления.
При помощи CAD (SolidWorks, Catia, Creo, NX, Компас 3D) выстраивается цифровая 3D-модель изделия (например, образцов для проведения механических испытаний, приведенных на Фиг. 2), которая затем сохраняется в STL-формате. Далее осуществляют загрузку итогового файла в станок. При помощи специальных программных пакетов 3D-модель делится на слои (толщина отдельного слоя составляет 30 мкм). По этим слоям создается изделие из металлического порошка.
Определенное количество порошка переносят с дополнительной платформы или из бункера на основную рабочую площадку. Площадка представляет собой съемную металлическую плиту. Плиту изготавливают из материала на той же основе, что и порошок, из которого производится печать. Будущие детали крепятся к плите за счет специальных поддерживающих структур (Фиг. 2). После печати поддерживающие структуры удаляют.
Порошок разравнивается по платформе специальным подающим устройством - ракелем, которое может представлять из себя валик, металлическое или керамическое лезвие.
Сплавление частиц порошка между собой по заданному контуру осуществляется за счет воздействия на него лазерного излучения мощностью 180 Вт. Процесс печати далее осуществляется путем повторения операций нанесения слоя порошка и его сплавления по заданному контуру.
По завершении процесса печати лишний порошок удаляется из камеры. Плита с напечатанными деталями извлекается из станка.
Детали срезают с платформы механически или с использованием электроэрозионной резки.
На Фиг. 3 представлена фотография шлифа образца, выращенного по указанной выше технологии. Уровень пористости не превышает 0,35%.
На Фиг. 4 представлена зависимость твердости образцов, полученных из порошка разработанного сплава на основе алюминия, от времени при разных температурах температуры отжига. На основании анализа данных кривых были определены режимы термической обработки образцов для проведения испытаний на растяжение цилиндрических образцов в соответствии с требованиями ГОСТ 1497.
В таблице 1 представлен химический состав исследуемых порошков.
В таблице 2 представлены результаты определения механических свойств при растяжении после одноступенчатого отжига при температуре 400°С.
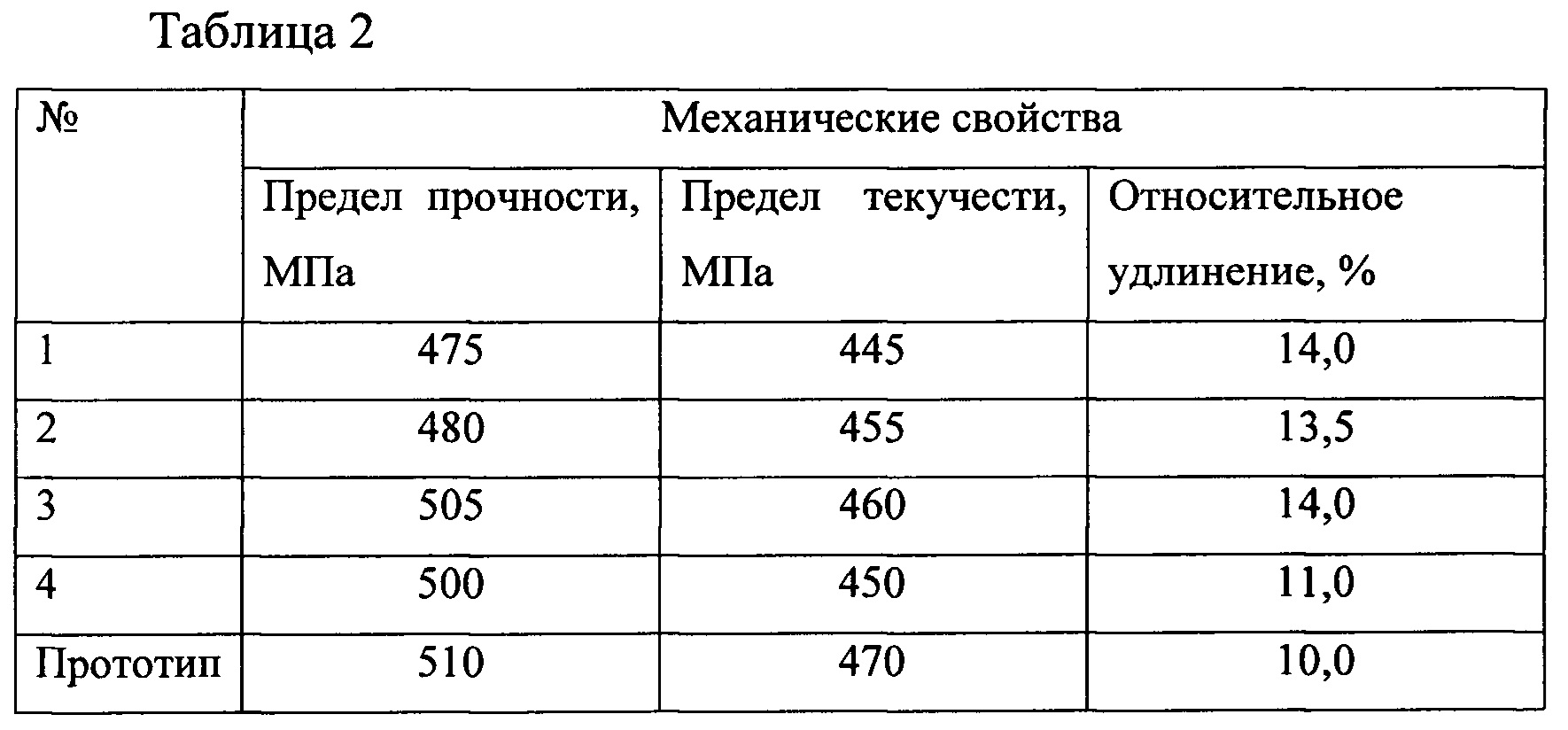
Как видно из таблицы, повышенное содержание кислорода приводит к некоторому снижению относительного удлинения, что вызывается наличием оксидной фазы в сплавленном материале ввиду наличия оксидной фазы, которая достаточно мелкая, чтобы сохранить эффект упрочнения, но при этом не имеет сродства с алюминиевой матрицей.
Расчет стоимости порошка проводился исходя из выхода годного по нужной фракции 35% и использования сырья в виде:
- алюминий чушковой марки А7;
- Магний чушковой марки Мг95;
- Лигатура алюминий-2%скандия;
- Лигатура алюминий- 10%циркония;
- Лигатура алюминий- 10%иттрия;
- Цинк металлический марки Ц0;
- Лигатура алюминий-6%кальция;
- Лигатура алюминий-5%титана
Оценка снижения стоимости приготовления предлагаемого сплава в сравнении с прототипом представлена в таблице 3.
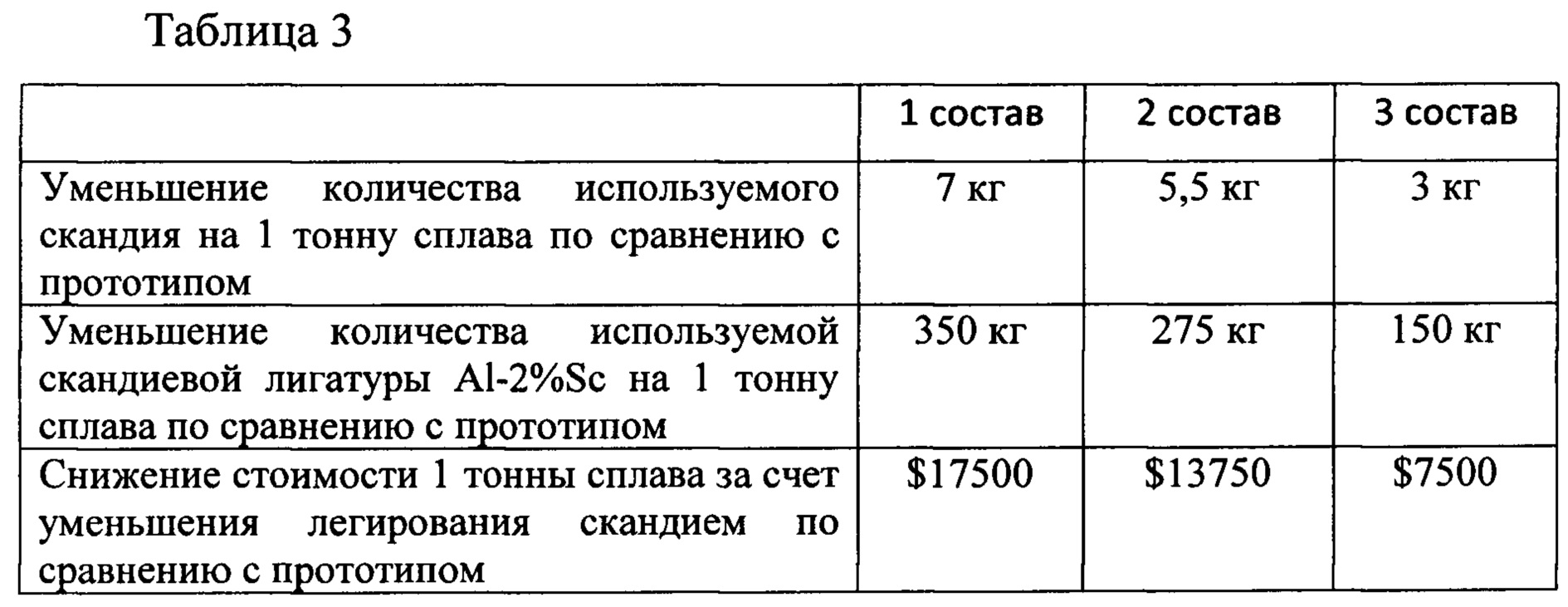
По сравнению с прототипом (US 20170165795) при снижении содержания скандия до 0,2-0,6 масс. % и стоимости лигатуры Al-2%Sc 50$/кг достигается снижение стоимости 1 т сплава на $7500-$17500. При этом по уровню механических свойств предлагаемый сплав находится на уровне аналога с большим содержанием скандия при повышенном на 20-30% уровне относительного удлинения, что позволяет использовать материал для изготовления элементов конструкции, способных выдерживать большие деформации. В этом смысле технико-экономические показатели по предложенному изобретению значительно выше, чем у прототипа.
Способ футеровки катода электролизера для получения первичного алюминия
Способ получения сплава на основе алюминия и устройство для осуществления способа
Способ мокрой очистки отходящих газов электролизных корпусов производства алюминия
Анодное устройство алюминиевого электролизера
Устройство для сбора и эвакуации газов из алюминиевого электролизера
Устройство для дозированной подачи сырья в алюминиевый электролизер
Способ получения фторида кальция из фторуглеродсодержащих отходов алюминиевого производства
Способ получения карбида кремния
Способ совмещенного непрерывного литья, прокатки и прессования металлической заготовки и устройство для его реализации
Способ литья изделий из алюминиевых сплавов
Деформируемый сплав на основе алюминия и изделие из него
Порошковый алюминиевый материал
Кристаллизатор для вертикального литья алюминиевых слитков
Катодное устройство алюминиевого электролизера

