Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Область техники
Изобретение относится к области металлургии алюминия и может быть использовано для получения слитков из алюминиевых сплавов повышенного качества при изготовлении изделий авиакосмической и автомобильной промышленности. Использование данного изобретения относится к технологии внепечного модифицирования.
Уровень техники
Проблема повышения механических и эксплуатационных свойств изделий из алюминиевых сплавов до сих пор остается актуальной в теории и практике в литейном производстве. На сегодняшний день существуют различные методы воздействия на структуру сплава. Наиболее доступный и распространенный на сегодняшний день метод - модифицирование, а именно измельчение зерна готовых алюминиевых слитков за счет введения модификаторов затравочного действия. Среди модификаторов наибольшее распространение получили модифицирующие лигатуры, содержащие в своем составе тугоплавкие дисперсные частицы, являющиеся потенциальными центрами кристаллизации. Их введение в расплав металла меняет процесс кристаллизации, что позволяет получить мелкую и однородную структуру, тем самым улучшить технологические свойства сплава. Таким образом, от качества лигатур и их модифицирующей способности зависит качество изделий, получаемых при литье из алюминиевых сплавов, что определяет высокие требования к лигатурам, такие как отсутствие неметаллических включений, способность полностью растворяться и равномерно распределяться в расплаве и т.п. В уровне техники основная часть исследований и технических решений направлена на улучшение качества лигатуры, в то время как отсутствует какие-либо однозначные данные о способах введения лигатуры с целью достижения ее максимального модифицирующего эффекта при введении в процессе литья алюминия.
Известен также способ получения слитков из алюминиевых сплавов, включающий подачу расплавленного металла из миксера в кристаллизатор через литейную коробку, содержащую по меньшей мере один источник ультразвука, и литейный желоб, причем после заполнения литейной коробки расплавом опускают в расплав источник ультразвука и вводят под источник ультразвука модифицирующий пруток, содержащий переходные металлы или их соединения (Патент RU 2486269, С22С 1/03, С22С 221/04, опубл. 27.06.2013). Недостатком этого способа является то, что технологически для осуществления многокристаллизаторного литья и повышения эффективности модифицирования требуется литейная коробка большого объема с установкой дополнительного числа источников ультразвука, что влечет за собой внесение дополнительных конструктивных изменений в существующие линии литья и их удорожание.
Известен способ литья слитков алюминиевых сплавов полунепрерывным методом с применением лигатуры, установки дегазации, фильтрации (Патент US 6004506 A, С22С 1/02, С22С 21/00, опубл. 21.12.1999). Изобретение раскрывает добавление легирующих элементов в алюминиевый сплав при литье в кристаллизатор путем добавления лигатуры непосредственно в расплавленный алюминий для получения повышенных характеристик слитка. Однако очевидным недостатком способа является то, что лигатура не проходит фильтрацию, а подается напрямую в кристаллизатор, что может привести к попаданию в слиток окисных плен, неметаллических включений, нерастворившихся частиц лигатуры при возможном неудовлетворительном качестве лигатуры.
В статье «Моделирование процесса распределения лигатуры Al-Ti-B в зависимости от расхода и схемы ввода прутка при литье плоских слитков» Костина И.В., Ильина А.А., Громова Н.В., Беляева С.В., Безруких А.И. - Проспект свободный, 2016. Международная конференция студентов, аспирантов и молодых ученых представлены результаты исследований качества слитков алюминия полученных полунепрерывным способ литья алюминия по двум схемам: при введении лигатуры перед металлофильтром и при введении лигатуры перед установкой дегазации.
Введение лигатуры перед фильтрами известно и используется в литейной промышленности, однако известно, что для проявления максимального модифицирующего эффекта вводимой лигатуры размеры ее частиц должны находиться в пределах от 2 до 5 мкм. При указанном способе введения лигатуры частицы растворенного модификатора могут агломерировать и оседать на фильтрах, в результате не все зародешеобразующие частицы, которые находятся в лигатуре, достигают кристаллизатора и работают как модификатор в слитке, а также снижается степень фильтрации расплава.
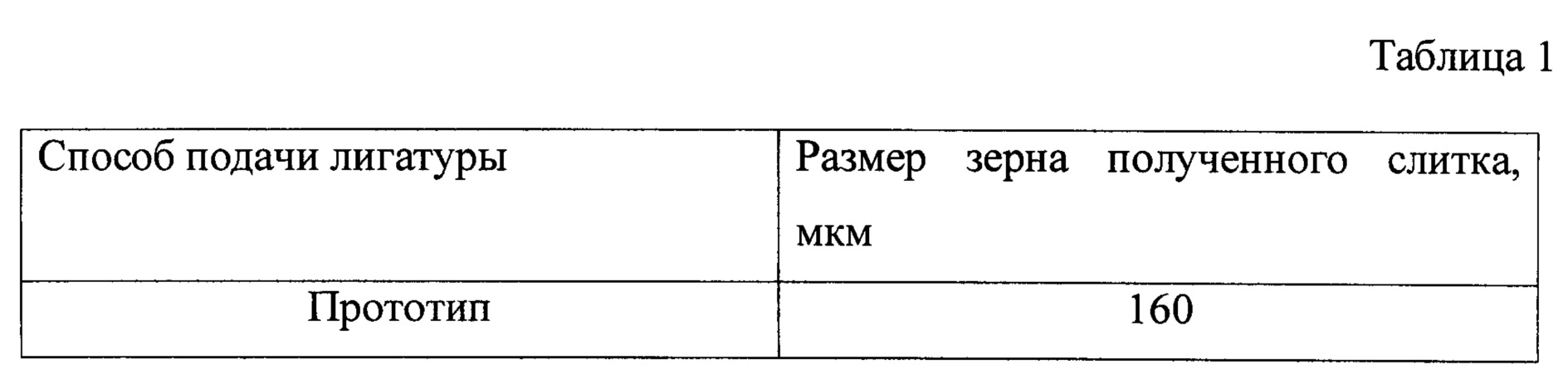
В статье указанный недостаток исключается тем, что лигатуру вводят перед установкой дегазации. Предложенный способ введения лигатуры позволил достигнуть более мелкого зерна (160 мкм) в плоских слитках по сравнению с вариантом введения лигатуры перед фильтром (240 мкм). Однако недостатком способа является то, что для достижения указанного размера зерна расход лигатуры приходилось значительно увеличивать. Вероятно, это можно объяснить тем, что, с одной стороны, неметаллические включения, окисные плены, содержащиеся в лигатуре, удаляются при дегазации, а агломераты модифицирующих частиц TiB2 разбиваются и их большее число переходит в расплав. Однако в связи с интенсивным процессом перемешивания, барботажа часть лигатуры теряется, что требует вносить большее количество лигатуры для восполнения потерь модифицирующих частиц. В данной заявке указанный способ выбран в качестве прототипа.
Раскрытие изобретения
Задачей изобретения является разработка способа литья изделий из алюминиевых сплавов, позволяющего получать сплавы с более мелким зерном и повышенными пластическими и механическими свойствами.
Техническим результатом является повышение степени эффективности модифицирования лигатурой расплава алюминия без дополнительных конструктивных изменений в существующих линиях литья алюминиевых слитков, что позволяет снизить затраты на модифицирование сплавов, а также снижение зерна получаемых сплавов и повышение пластических и механических свойств получаемых литых слитков и изделий из них.
Технический результат достигается за счет того, способ литья изделий из алюминиевых сплавов включает следующие стадии:
а) приготовление расплава алюминия в миксере;
б) введение в расплав лигатуры Al-Ti-B;
в) дегазацию расплава алюминия, содержащего лигатуру;
г) повторное введение лигатуры;
д) фильтрацию расплава алюминия, полученного на стадии г), и
е) подачу отфильтрованного расплава в кристаллизатор, причем соотношение количества подаваемой лигатуры на стадии б) и стадии г) составляет от 1:1 до 9:1.
Согласно одному из предложенных вариантов изобретения фильтрацию расплавленного металла осуществляют в две стадии.
При этом повторное введение лигатуры на стадии г) осуществляют перед первой стадией фильтрации или перед второй стадией фильтрации.
Согласно одному из вариантов изобретения повторное введение лигатуры на стадии г) осуществляют в два этапа - перед первой стадией фильтрации и перед второй стадией фильтрации.
Согласно одному из вариантов изобретения на первой стадии фильтрации используют систему фильтрации, позволяющую отфильтровывать загрязнения до 5-9 мкм - установку рафинирования с системой фильтрующих картриджей.
Согласно одному из вариантов изобретения на второй стадии фильтрации используют фильтр грубой очистки, при этом фильтр грубой очистки может состоять из фильтр-бокса с несколькими фильтрующими элементами, позволяющими отфильтровывать загрязнения размером до 70 мкм. В качестве фильтра грубой очистки может быть использован пенокерамический фильтр.
Согласно одному из вариантов изобретения в качестве лигатуры используют прутковую лигатуру.
Одним из предпочтительных вариантов изобретения является использование в качестве лигатуры легирующего прутка AlTiB 5/1 при температуре расплава в местах подачи лигатуры 690-700°С и скорости потока расплавленного металла из миксера в кристаллизатор 10-16 см/с и соотношении количества подаваемой лигатуры на стадии б) и стадии г) составляет 2:1.
Осуществление изобретения
Расплавленный алюминий из миксера подают в кристаллизатор через систему литейных желобов. В систему желобов встроены установка дегазациифильтр тонкой очистки и фильтр грубой очистки, а именно пенокерамический фильтр. Расплав готовят в миксере следующим образом: алюминий сырец, поступающий из корпусов электролиза, заливают в миксер, затем осуществляют легирование и рафинирование расплава. После приготовления расплава по системе желобов, включая стадии дегазации и фильтрации, подают в кристаллизаторы, где осуществлялось полунепрерывное литье плоских слитков.
На первом этапе расплав проходит стадию дегазации. Дегазация осуществляется путем подачи некоторого количества инертного газа, например аргона, на систему вращающихся импеллеров, под действием центробежной силы создаются восходящие потоки пузырьков в расплаве. Расплав насыщается пузырьками. В установке дегазации происходит интенсивное перемешивание расплава, в то же время окислы, неметаллические загрязнения, водород и др. вредные примеси удаляются из расплава путем «захватывания» их пузырьками газа и переноса в шлак.
Далее расплав поступает на первую стадию фильтрации, представляющую собой установку рафинирования с системой фильтрующих картриджей. Алюминиевый расплав проходит сквозь картриджи, которые имеют пористую разветвленную морфологию, благодаря этому все загрязнения размером до 5-9 мкм отфильтровываются.
На третьей стадии расплав подается в фильтр грубой очистки (вторая стадия фильтрации), состоящий из фильтр-бокса с несколькими фильтрующими элементами, которые дополнительно очищают расплав от нежелательных частиц размером до 70 мкм. Данные частицы могут попадать в расплав после фильтра тонкой очистки, например при отборе проб, проведении замеров, нарушении целостности футеровки или сбое технологического процесса.
Контроль температуры расплавленного металла осуществляли с помощью термопар. Температура расплавленного металла в местах подачи легирующего прутка составляла 690-700°С.
Практический опыт показывает, что скорость подачи расплавленного металла из миксера в кристаллизатор при многокристаллизаторном литье должна составлять 10-16 см/с, что позволяет интенсивней расплавлять лигатуру.
В качестве лигатуры использовали легирующий пруток известного состава AlTiB 5/1 в объеме 3 кг/т.
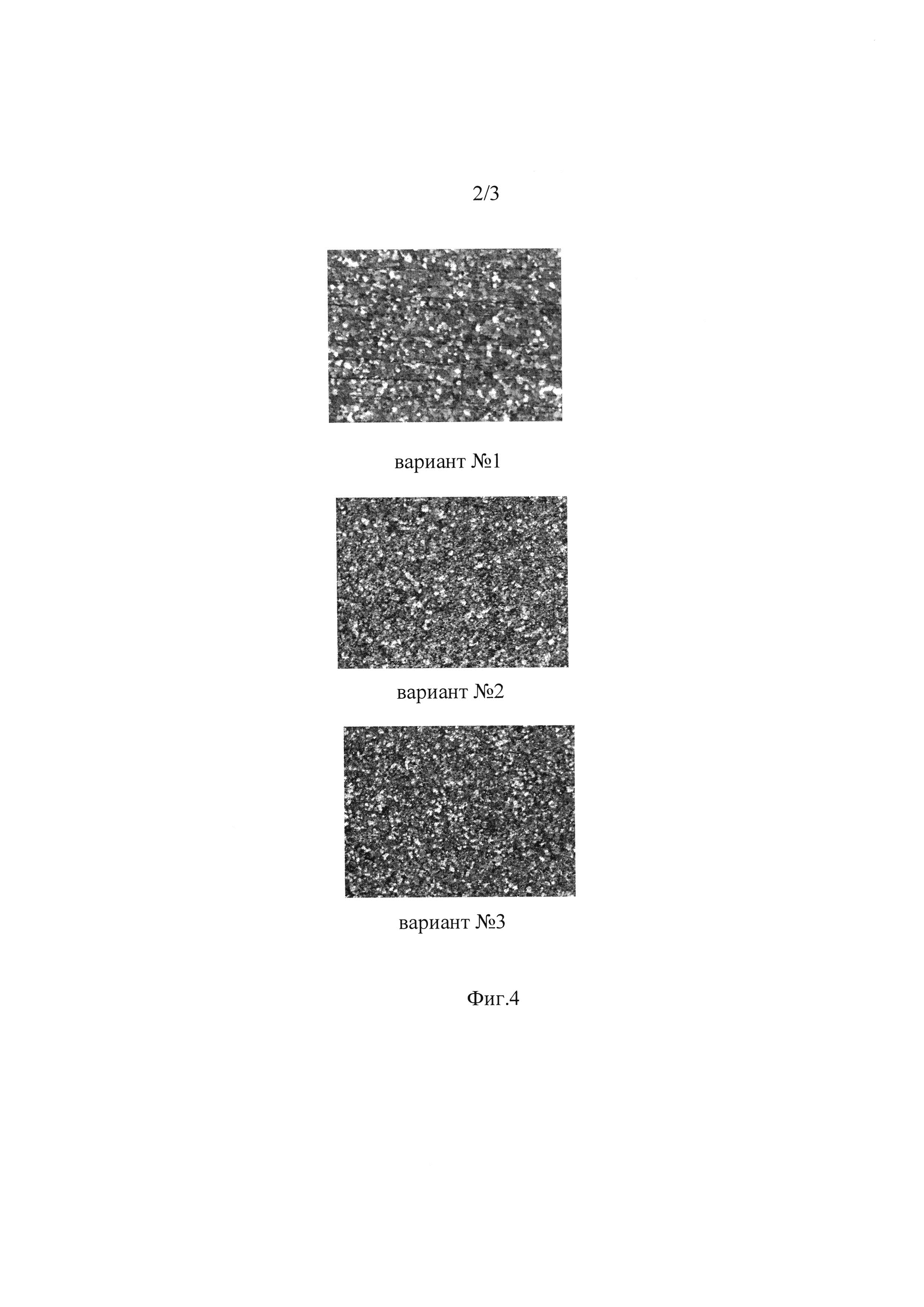
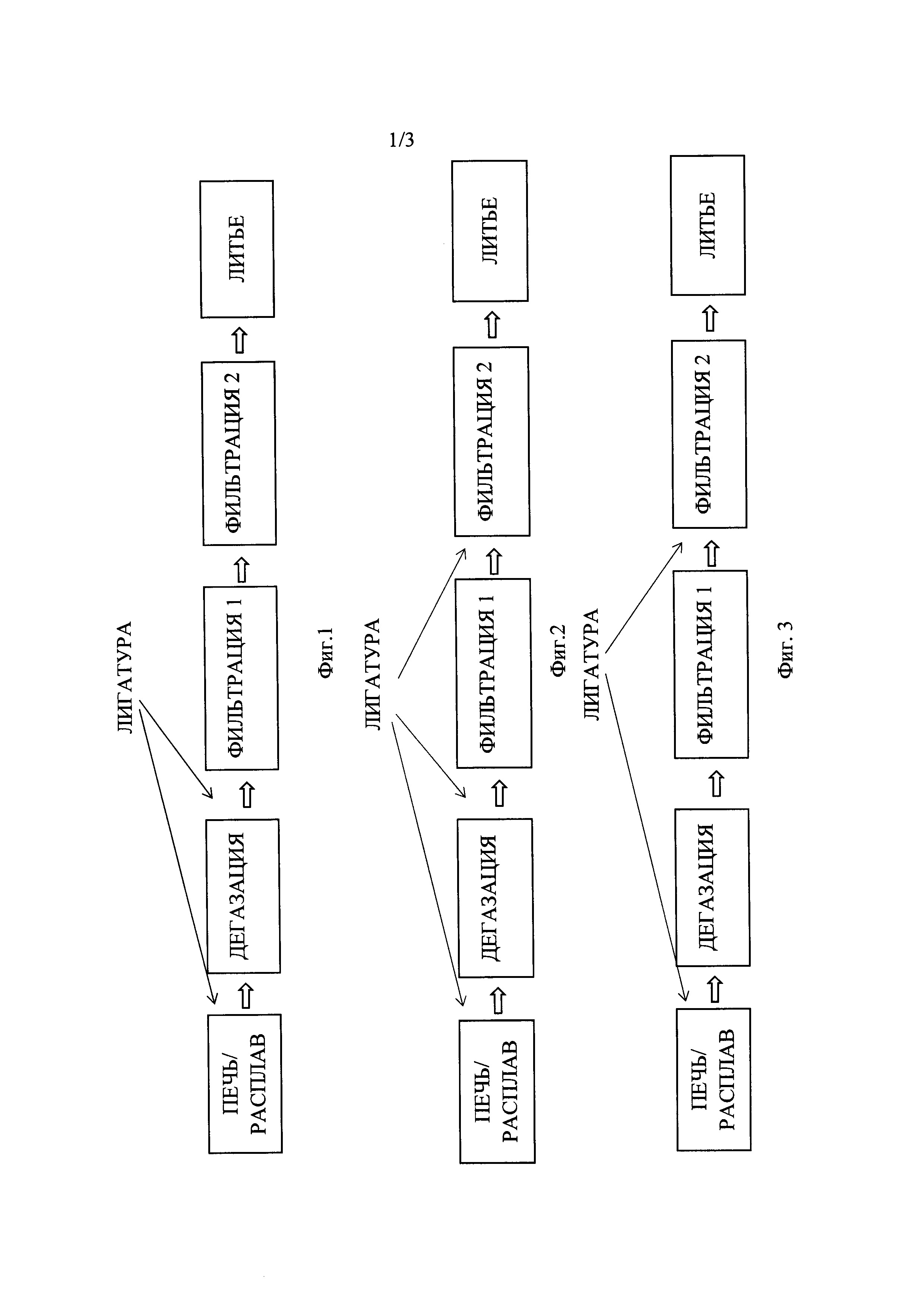
Согласно первому (вариант 1) варианту подачу лигатуры осуществляли в два этапа - лигатуру подавали перед стадией дегазации и перед первой стадией фильтрации в соотношении 2:1 (фиг. 1).
Согласно второму варианту (вариант 2) лигатуру подавали распределенно перед дегазацией - до первой стадии фильтрации и до второй стадии фильтрации в соотношении 3:1:1 (фиг. 2)
Согласно третьему варианту (вариант 3) часть лигатуры подавали перед дегазацией, а оставшуюся часть после первой стадии фильтрации перед второй стадией фильтрации (фиг. 3).
Размер зерна готовых слитков оценивали на темплете, отобранном с середины слитка при помощи микроскопа. Макроструктуры темплетов слитков, полученных способами по указанным вариантам, представлены на фиг. 4. Результаты оценки указаны в таблице 1.

Из таблицы 1 видно, что наиболее мелкое зерно (112 мкм) характерно для слитка, полученного способом по варианту 1, а именно при подаче лигатуры в два этапа - части до дегазации и оставшейся части от общего количества вводимой лигатуры в процессе литья перед первой стадией фильтрации.
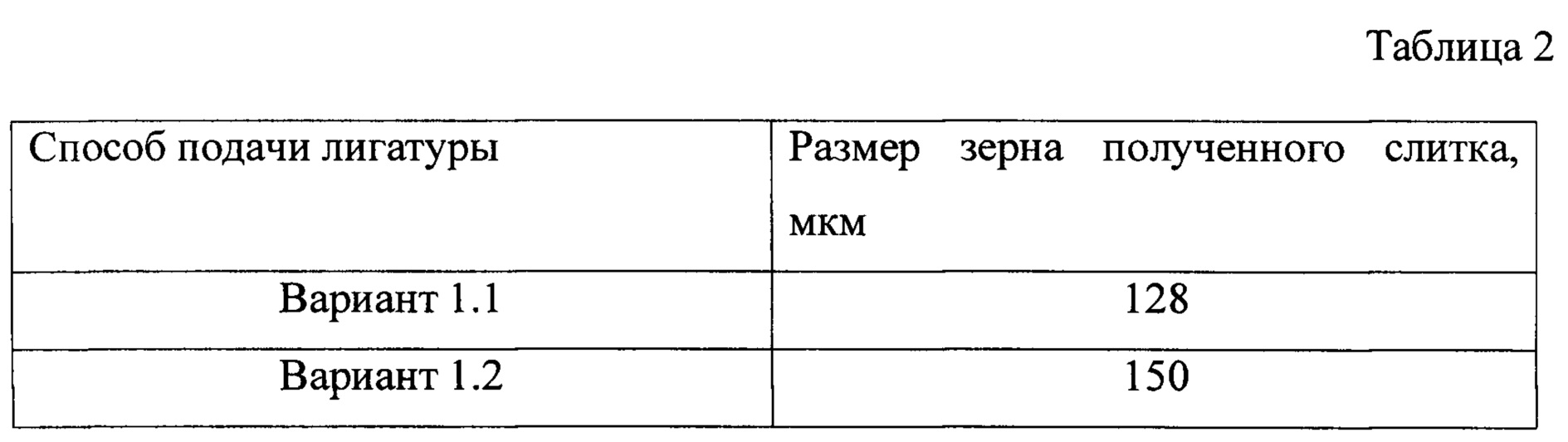
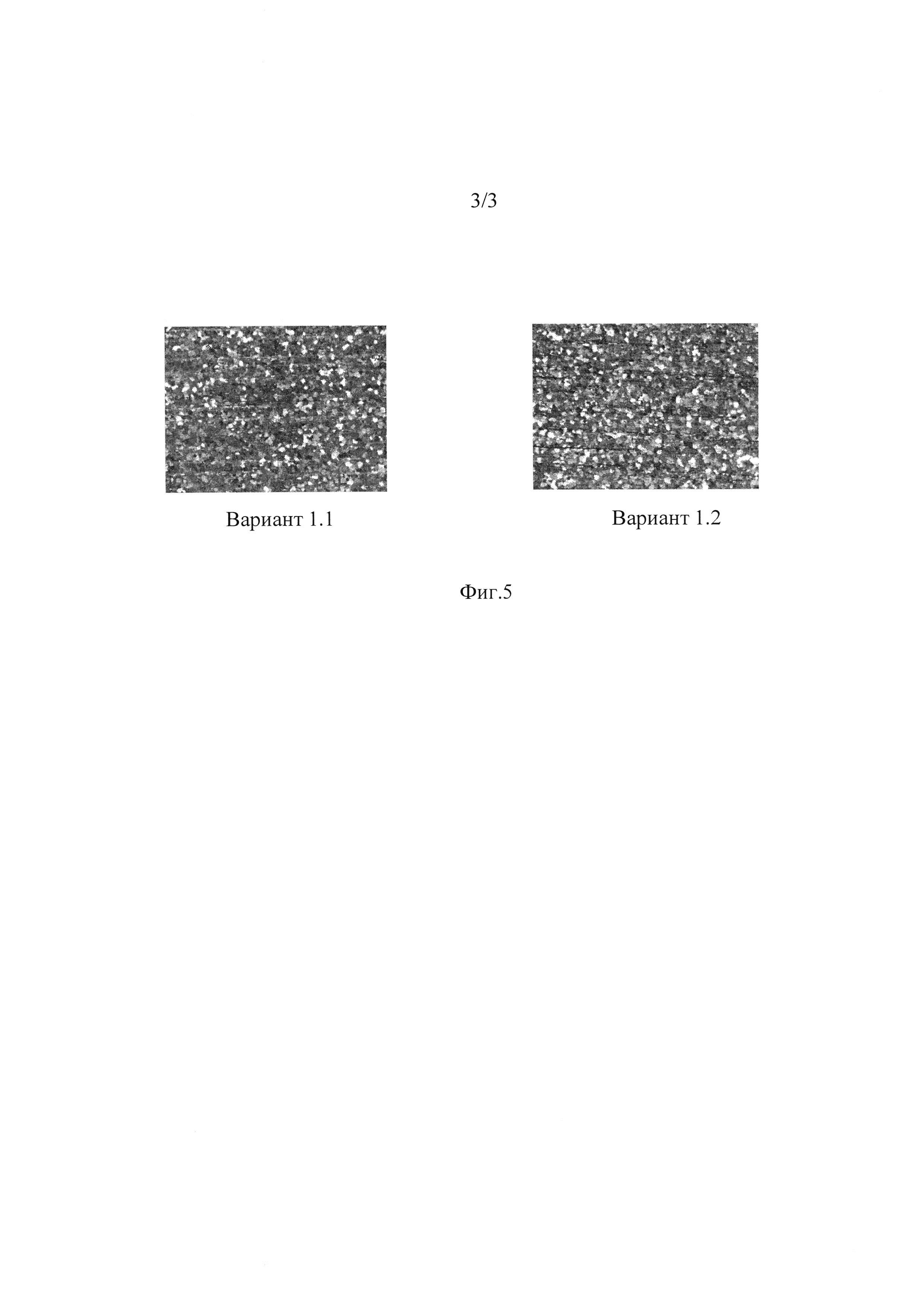
Кроме того, дополнительно проводили подачу лигатуры по варианту 1, при этом изменяя соотношение количества поданной лигатуры на первом этапе и на втором этапе: с соотношением 1:1 (Вариант 1.1) и соотношением 1:9 (Вариант 1.2)
Размер зерна готовых слитков оценивали на темплете, отобранном с середины слитка при помощи микроскопа. Макроструктуры темплетов слитков, полученных способами по указанным вариантам, представлены на фиг. 5. Результаты оценки указаны в таблице 2.
Из результатов исследования, представленных в таблицах 1 и 2, можно сделать вывод, что заявленный способ позволяет достигнуть более эффективного растворения лигатуры, т.к. часть лигатуры подается до дегазатора, что позволяет интенсифицировать процесс расплавления лигатуры и уменьшение размеров агломератов, удаления окисных плен и неметаллических включений, содержащихся в лигатуре, что в дальнейшем позволяет частицам свободней проходить сквозь фильтрующие элементы литейной линии.
Однако в результате исследований было неожиданно обнаружено, что максимальный эффект от введения лигатуры наблюдается при введении лигатуры в два этапа - перед стадией дегазации и перед стадией фильтрации.
При введении части лигатуры до стадии дегазации и второй части перед фильтрацией уже при соотношении 1:9 наблюдается измельчение зерна по сравнению с прототипом, а также значительное измельчение (более чем в 2 раза) по сравнению с зерном, получаемым при введении всей лигатуры перед стадией фильтрации. Кроме того, достигаемый эффект наблюдается при различных вариантах введения второй части лигатуры: как перед первой стадией фильтрации, так и при подаче второй части лигатуры перед второй стадией фильтрации, либо перед двумя стадиями фильтрации в случае двухстадийного фильтрования.
Кроме того, было неожиданно обнаружено, что при всех заявленных вариантах введения лигатуры в расплав эффект уменьшения зерна устойчив при одном и том же количестве вводимой лигатуры. Даже при введении большей части лигатуры до стадии дегазации нет необходимости восполнять ее потери в процессе дегазации путем увеличения общего количества вводимой лигатуры для достижения уменьшения размеров зерна в готовых изделиях.
Таким образом, при одинаковом количестве вводимой в расплав лигатуры заявленным способом, в значительно большей степени, чем в случае прототипа, повышается технологическая пластичность слитков и повышается уровень механических свойств деформируемых полуфабрикатов.
Механоактивированный спеченный железографитовый композит для пресс-матриц совмещенного литья и прокатки прессования
Способ лечения атеросклероза артерий нижних конечностей
Сплав на основе палладия 500 пробы
Литейный ювелирный сплав белого цвета на основе палладия
Катанка из алюминиевого сплава
Катодное устройство алюминиевого электролизера с рельефной подиной
Катодное устройство электролизера для получения алюминия и способ его ремонта
Устройство для непрерывного литья, прокатки и прессования катанки
Способ получения топливных брикетов
Способ создания смачиваемого покрытия углеродной подины алюминиевого электролизера
Механоактивированный спеченный железографитовый композит для пресс-матриц совмещенного литья и прокатки прессования
Сплав на основе палладия 500 пробы
Литейный ювелирный сплав белого цвета на основе палладия
Катанка из алюминиевого сплава
Катодное устройство алюминиевого электролизера с рельефной подиной
Катодное устройство электролизера для получения алюминия и способ его ремонта
Устройство для непрерывного литья, прокатки и прессования катанки
Способ получения топливных брикетов
Способ создания смачиваемого покрытия углеродной подины алюминиевого электролизера
Способ получения фторида кальция

