Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОЙ ПОДАЧИ СЫРЬЯ В АЛЮМИНИЕВЫЙ ЭЛЕКТРОЛИЗЕР
Вид РИД
Изобретение
Область техники
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия, а именно к устройствам для подачи сырья в алюминиевый электролизер, и может быть использовано для подачи глинозема, корректирующих добавок, дробленого электролита в алюминиевый электролизер.
Уровень техники
Известно устройство для дозированной подачи сырья в алюминиевый электролизер (патент RU 2226572, C25C 3/14, опубл. 10.04.2004 г.). Устройство содержит бункер дозируемого сырья, дозировочную камеру с опирающимся в основание бункера фланцем, шток с приводом. На штоке жестко закреплены верхний и нижний запорные клапаны. Верхний запорный клапан расположен над дозировочной камерой и выполнен в верхней части в виде полусферы, установленной основанием вниз, а в нижней - в виде конуса вершиной вниз. Диаметр полусферы больше, а диаметр основания конуса меньше диаметра дозировочной камеры. Кожух соединен с дозировочной камерой металлическими шпильками, распределенными равномерно по ее окружности. Расстояние от кожуха до клапана, установленного над дозировочной камерой, при нижнем крайнем положении клапана в дозировочной камере составляет 2-20 хода штока. Верхний клапан обеспечивает ворошение находящегося вблизи загрузочного отверстия материала.
К недостаткам аналога относятся:
1. Гравитационное воздействие находящегося в бункере столба материала на верхний запорный клапан.
2. Перемещение верхнего запорного клапана происходит в среде уплотненного им абразивного сыпучего материала.
3. Возможность поступления дополнительной порции материала в камеру дозирования при движении штока из одного крайнего положения в другое, так как в промежуточном положении штока впускное и выпускное окна камеры дозирования остаются открытыми.
Указанные факторы способствуют износу верхнего запорного клапана, приводят к протеканию материала из бункера и изменению дозы подаваемого в электролизер сырья.
Известно устройство для дозированной подачи сырья в алюминиевый электролизер (патент RU 2548354, C25C 3/14, опубл. 20.04.2014 г.). Устройство содержит бункер дозируемого материала, дозировочную камеру с опирающимся в основание бункера фланцем, шток с приводом. На штоке жестко закреплены верхний и нижний запорные элементы, размещенные соответственно в верхней части дозировочной камеры и в нижней ее части на конце штока. По периметру верхней части дозировочной камеры выше основания бункера расположены загрузочные окна. В нижнем запорном элементе конусный клапан соединен с конической крышкой через поршень, причем расстояние от основания конусного клапана до нижней кромки дозировочной камеры при верхнем положении штока составляет не менее расстояния от нижней поверхности верхнего запорного элемента до нижней границы загрузочных окон. При перемещении штока из одного крайнего положения в другое открытие одного из клапанов происходит лишь после закрытия другого и, тем самым, исключается возможность подачи сырья в дозировочную камеру.
Недостатком аналога является следующее.
В процессе обработки сырья происходит износ сопрягаемых поверхностей верхнего и нижнего запорных элементов и дозировочной камеры, в результате износа нарушается герметичность запирания дозировочной камеры, проявляется протекание материала через образовавшийся зазор между контактирующими с камерой дозирования поверхностями верхнего и нижнего элементов и в целом происходит изменение дозы подаваемого в электролизер сырья.
Известно устройство для дозированной подачи сырья в алюминиевый электролизер (патент RU 2251592, C25C 3/14, опубл. 10.05.2005 г.). Устройство содержит бункер, внутри которого установлены исполнительный механизм с вертикально перемещающимся штоком и защитный кожух, который при помощи стоек жестко соединен с фланцем камеры дозирования, свободно установленной в отверстии дна бункера. Внутри соосно с камерой дозирования размещены верхний и нижний клапаны, соединенные между собой стержнем и выполненные с буртиками для охвата камеры дозирования. Верхний клапан выполнен в виде цилиндра и соединен в верхней части с исполнительным механизмом.
Недостатками аналога являются:
1. Возможность поступления дополнительной порции материала в электролизер при движении штока из одного крайнего положения в другое, так как в промежуточном положении штока впускное и выпускное окна камеры дозирования остаются открытыми для прохода сырья сквозь камеру дозирования.
2. Увеличенная поверхность трения и повышенное сопротивление перемещению верхнего запорного элемента способствуют его интенсивному износу.
3. При возвратно-поступательном движении верхнего запорного клапана в полости защитного кожуха попеременно создается вакуум или избыточное давление, под действием которых генерируются потоки воздуха через слой материала и соответственно выбросы увлекаемой воздухом пыли из него как внутри защитного кожуха, так и в бункере с сыпучим материалом. Представленному насосному действию способствуют большое поперечное сечение верхнего запорного клапана и его расположенность внутри защитного кожуха. Пыление оказывает негативное влияние на привод перемещения штока, снижая его надежность, прежде всего вследствие изнашивания уплотнительных деталей.
Эти факторы способствуют износу компонентов привода и верхнего запорного клапана и изменению дозы подаваемого в электролизер сырья.
Наиболее близким к заявляемому устройству по технической сущности и достигаемому результату является устройство для дозированной подачи сырья в алюминиевый электролизер (патент RU 2566118, C25C 3/14, опубл. 20.10.2015 г.). Устройство содержит бункер дозируемого материала, внутри которого установлены исполнительный механизм с вертикально перемещающимся штоком, камера дозирования и защитный кожух с кольцевым ребром в нижней его части. Кольцевое ребро защитного кожуха жестко соединено с опорным фланцем дозировочной камеры, на штоке соосно камере дозирования между кольцевым ребром защитного кожуха и впускным отверстием камеры дозирования жестко закреплен верхний запорный элемент, а на конце штока под выпускным отверстием камеры дозирования - нижний запорный элемент.
Недостатком устройства по RU 2566118 является следующее.
В связи с высокой абразивностью обрабатываемого сырья в процессе работы происходит износ сопрягаемых поверхностей верхнего и нижнего запорных элементов и дозировочной камеры. Эти изменения приводят к нарушению герметичности запирания дозировочной камеры, обуславливают протекание материала из бункера и камеры дозирования и изменение дозы подаваемого в электролизер сырья.
Раскрытие изобретения
Техническая задача, поставленная перед изобретением, состоит в повышении надежности уплотнения зазора между сопрягаемыми поверхностями запорных элементов торцевых частей камеры дозирования для обеспечения полного перекрытия впускного или выпускного отверстий камеры дозирования в процессе работы устройства. Решение поставленной технической задачи позволяет на его основе стабилизировать подаваемую в электролизер дозу сырья и тем самым повысить надежность устройства.
Указанный технический результат, заключающийся в повышении надежности уплотнения зазора между сопрягаемыми поверхностями запорных элементов и торцевых частей камеры дозирования достигается тем, что в устройстве для дозированной подачи сырья в алюминиевый электролизер, содержащем бункер дозируемого материала, установленную в бункере камеру дозирования с впускным и выпускным отверстиями и опорным фланцем, шток с приводом, установленный в защитном кожухе, снабженном кольцевым ребром, которое соединено с опорным фланцем камеры дозирования, и расположенные на штоке верхний и нижний запорные элементы, каждый из запорных элементов, образован из центрирующего элемента, выполненного с возможностью размещения в полости камеры дозирования со свободой поступательного перемещения, и крышки, связанной с центрирующим элементом или выполненной за одно целое с ним, при этом крышки верхнего и нижнего запорных элементов имеют диаметр больший, чем внутренний диаметр ответных торцевых частей камеры дозирования, и по периметру, со стороны впускного и выпускного отверстий камеры дозирования, выполнены плоскими и/или с кольцевыми ободками, образованными кольцевыми канавками треугольной, трапецеидальной или иной формы, с возможностью сопряжения при крайних положениях штока с ответными торцевыми частями камеры дозирования, имеющими форму, соответствующую форме канавки, или плоскую форму.
Ниже описаны частные случаи выполнения заявленного устройства.
Наружный диаметр кольцевой канавки, образующей ободок крышки верхнего и/или нижнего запорных элементов, может быть меньше наружного диаметра ответной торцевой части камеры дозирования, а внутренний диаметр кольцевой канавки больше или меньше внутреннего диаметра ответной торцевой части камеры дозирования.
Кольцевые канавки, образующие кольцевые ободки на крышках верхнего и/или нижнего запорных элементов, могут быть выполнены с возможностью охвата торцевой части камеры дозирования со стороны впускного и/или выпускного отверстий при крайних положениях штока.
Центрирующий элемент верхнего и/или нижнего запорных элементов может быть выполнен в виде цилиндра, или в виде цилиндра с, по меньшей мере, одним кольцевым пазом на его цилиндрической поверхности.
Центрирующий элемент верхнего и/или нижнего запорных элементов может быть выполнен в виде заходного конуса или в виде цилиндра с заходным конусом с, по меньшей мере, одним кольцевым пазом на его цилиндрической поверхности.
Центрирующий элемент верхнего и/или нижнего запорного элемента может быть изготовлен из отдельных соединенных между собой частей в виде заходного конуса и цилиндра.
Наружный диаметр крышки верхнего и нижнего запорных элементов составляет от одного до полутора диаметров Dk камеры дозирования, диаметр центрирующего элемента верхнего и нижнего запорных элементов составляет от 0,3 Dк до 1 Dк, а его высота - (0,1-0,9) h, диаметр кольцевого ребра защитного кожуха - (1,2-4,0) Dк, расстояние от нижнего края кольцевого ребра кожуха до верхнего края верхнего запорного элемента - (1-6) h, где Dк - внутренний диаметр камеры дозирования; h - ход штока.
Торцевая часть камеры дозирования со стороны впускного отверстия камеры дозирования может быть образована коаксиально закрепленным на ее торце опорным фланцем, формирующим впускное отверстие с диаметром, меньшим диаметра камеры дозирования и позволяющим разместить в нем с возможностью поступательного перемещения центрирующий элемент верхнего запорного элемента, и на опорном фланце могут быть выполнены кольцевая проточка треугольной, трапецеидальной или иной формы, или круговое углубление, и/или внутренняя фаска с возможностью сопряжения с ответными поверхностями крышки верхнего запорного элемента при крайнем нижнем положении штока.
Торцевые части камеры дозирования могут быть выполнены в виде коаксиально закрепленных на торцах камеры дозирования кольцевых накладок, образующих впускное и/или выпускное отверстие с диаметром, меньшим диаметра камеры дозирования и позволяющим разместить в них с возможностью поступательного перемещения центрирующие элементы соответственно верхнего и нижнего запорных элементов, причем на кольцевых накладках впускного и/или выпускного отверстия могут быть выполнены кольцевая проточка треугольной, трапецеидальной или иной формы, или круговое углубление, и/или внутренняя и/или наружная фаски с возможностью сопряжения с ответными поверхностями крышек соответственно верхнего и нижнего запорных элементов при крайних положениях штока.
Профилированная поверхность кольцевых ободков, образованных кольцевыми канавками треугольной, трапецеидальной или иной формы, сопрягаемая при крайних положениях штока с ответными торцевыми частями камеры дозирования, имеющими форму, соответствующую форме канавки, или плоскую форму, способствует герметизации сопряжения за счет более длинной и сложной извилистой щели между контактирующими поверхностями. В отличие от профилированной, в том числе конической, плоская форма поверхности кольцевого ободка представляет практический интерес, например в случае, когда коаксиальное расположение кольцевого запорного элемента относительно оси камеры дозирования обеспечивается за счет малого зазора между сопряженными поверхностями отверстия камеры дозирования и центрирующего элемента запорного элемента.
Наличие кольцевых канавок и кольцевых пазов соответственно на крышках и цилиндрической поверхности центрирующих элементов или кольцевых проточек в торцевых частях камеры дозирования способствует лучшему уплотнению зазора между сопряженными поверхностями запорных элементов и торцевых частей камеры дозирования за счет внутреннего трения и сцепления частиц стесненного кольцевыми канавками, пазами и проточками дозируемого материала. Уменьшение и увеличение соответственно внутреннего и наружного диаметра кольцевой канавки, образующей кольцевой ободок на крышках верхнего и нижнего запорных элементов, способствует повышению герметичности уплотнения и возможности обработки крупнозернистого дозируемого материала за счет большего объема находящегося в кольцевой канавке дозируемого материала, что особенно характерно для кольцевой канавки, изготовленной на крышке с возможностью охвата торцевой части камеры дозирования.
Кольцевые накладки (и опорный фланец), образующие впускное и/или выпускное отверстие с диаметром, меньшим диаметра камеры дозирования, позволяют уменьшить поперечный размер запорных элементов, поверхность трения запорного элемента, площадь кольцевого зазора между сопряженными поверхностями запорных элементов и камеры дозирования, и в целом повысить не только герметичность перекрытия входного и выходного отверстий камеры дозирования, но и уменьшить сопротивление перемещению запорного элемента. Круговое углубление в торцевой части камеры способствует лучшему уплотнению за счет увеличения длины и площади сопряжения между поверхностями запорных элементов и торцевых частей камеры дозирования. Фаски обеспечивают центрирование запорных элементов относительно оси камеры дозирования и способствуют лучшему прилеганию сопрягаемых поверхностей.
Представленные выше варианты выполнения формы и размеров конструктивных элементов камеры дозирования и запорных элементов обусловлены вариацией таких характеристик, как, например, физико-механические свойства обрабатываемого сырья, производительность устройства. Например, при повышенной текучести обрабатываемого сырья и для большей герметичности перекрытия впускного и выпускного отверстий камеры дозирования следует выбирать большие значения диаметра и глубины кольцевой канавки, образующей кольцевой ободок на крышках запорных элементов, увеличенный диаметр кольцевого ребра защитного кожуха, меньшие значения внутреннего диаметра образованных кольцевыми накладками впускного и выпускного отверстий камеры дозирования, уменьшенное расстояние от нижнего края кольцевого ребра кожуха до верхнего края верхнего запорного элемента. Повышенная производительность устройства достигается при больших значениях внутреннего диаметра торцевой части камеры дозирования и соответственно диаметра центрирующего элемента верхнего и нижнего запорных элементов. Более быстрое заполнение дозируемым материалом камеры дозирования и замедленная ее выгрузка возможны при меньшем и большем значениях высоты центрирующего элемента соответственно впускного и выпускного запорных элементов.
Приведенные выше варианты частного выполнения по изобретению не являются единственно возможными. Допускаются различные модификации и улучшения, не выходящие за пределы области действия изобретения, определенной первым пунктом формулы.
Отличительным признаком является то, что каждый из запорных элементов образован из центрирующего элемента, выполненного с возможностью размещения в полости камеры дозирования со свободой поступательного перемещения, и крышки, связанной с центрирующим элементом или выполненной за одно целое с ним, при этом крышки верхнего и нижнего запорных элементов имеют диаметр больший, чем внутренний диаметр ответных торцевых частей камеры дозирования, и по периметру, со стороны впускного и выпускного отверстий камеры дозирования, выполнены плоскими и/или с кольцевыми ободками, образованными кольцевыми канавками треугольной, трапецеидальной или иной формы, с возможностью сопряжения при крайних положениях штока с ответными торцевыми частями камеры дозирования, имеющими форму, соответствующую форме канавки, или плоскую форму.
Такая конструкция устройства, обеспечивающая надежное уплотнение зазора между сопрягаемыми поверхностями запорных элементов и камеры дозирования за счет внутреннего трения и сцепления частиц стесненного канавками, проточками и пазами дозируемого материала, а также сложной профилированной (извилистой) формы кольцевого зазора, образованного поверхностями торцевых частей камеры дозирования и таких компонентов запорного элемента, как ободок крышки и центрирующий элемент, позволяет сохранить герметичность (надежность устройства) перекрытия впускного и выпускного отверстий камеры дозирования в условиях абразивного изнашивания сопрягаемых поверхностей и ограничить поступление дополнительной порции сырья в камеру дозирования не только при его крайних положениях, но и в процессе перемещения штока, что способствует получению более точной и стабильной дозы подаваемого в электролизер сырья.
Представленная конструкция устройства позволяет оптимизировать ее по надежности и стабильности подаваемой в электролизер дозы сырья.
Краткое описание чертежей
Сущность изобретения поясняется графическими материалами.
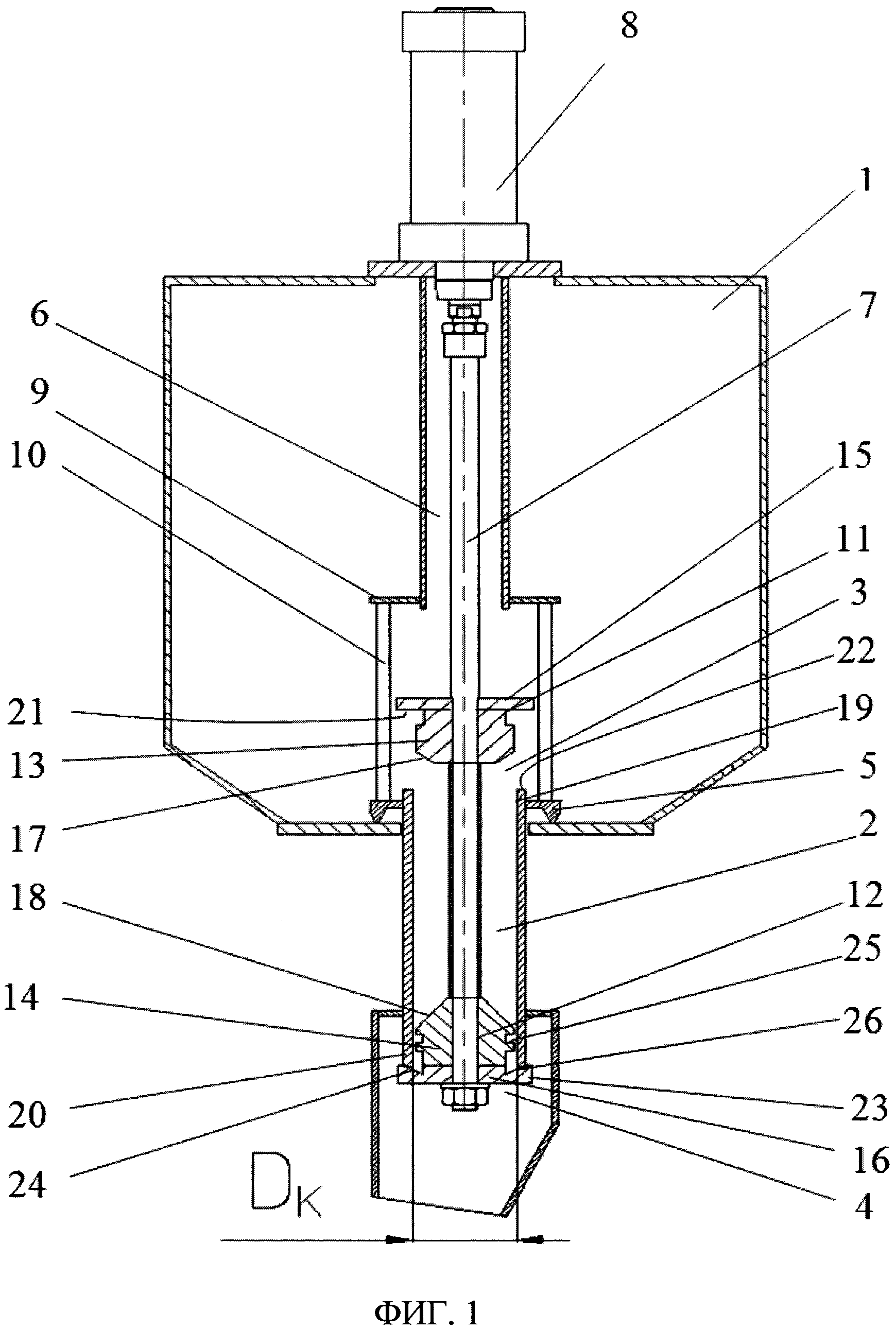
На фигуре 1 показано устройство для дозированной подачи сырья в алюминиевый электролизер.
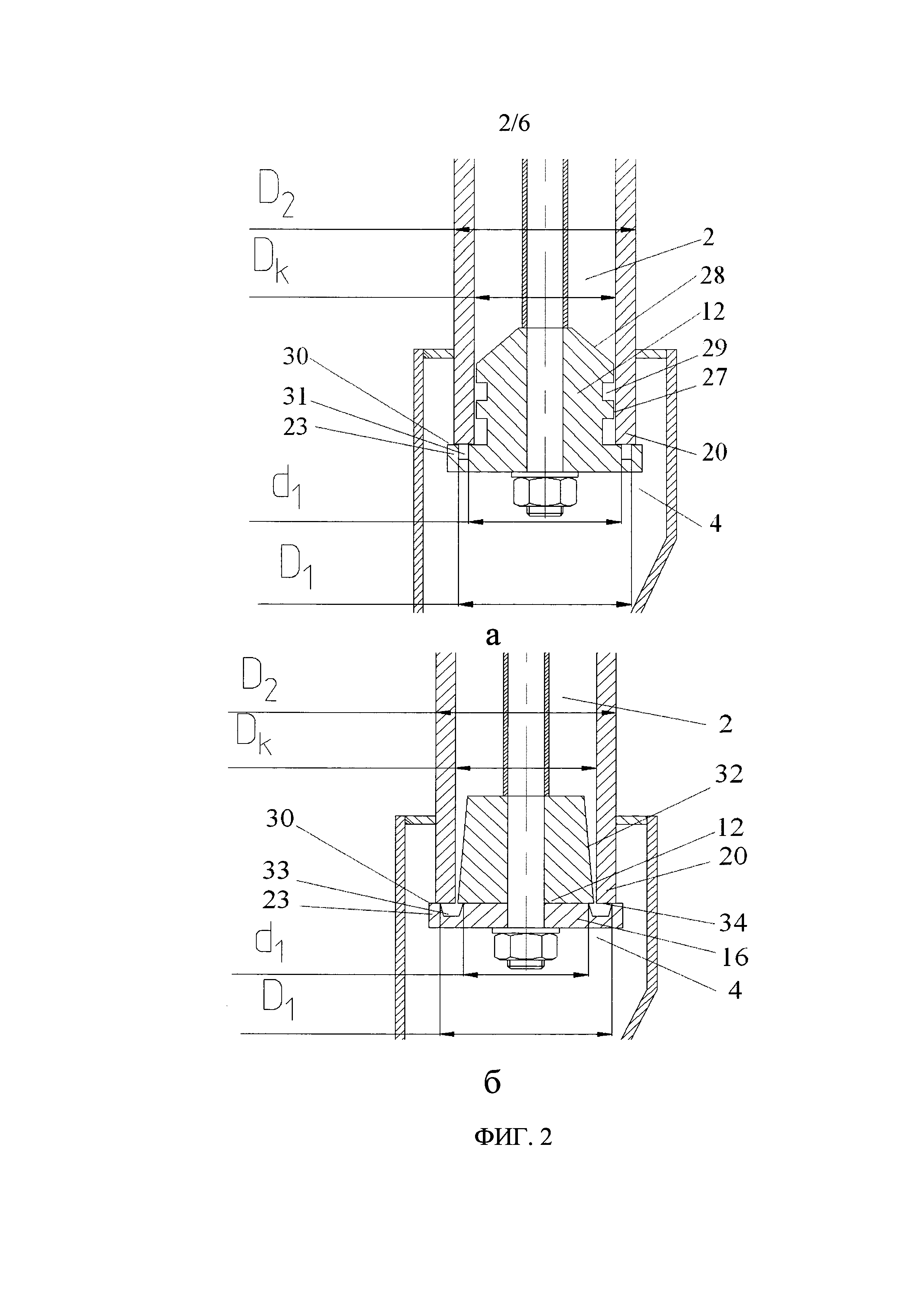
На фигурах 2а-2б представлены два из возможных вариантов исполнения центрирующего элемента и крышки нижнего запорного элемента и их сопряжения с ответными поверхностями торцевых частей камеры дозирования.
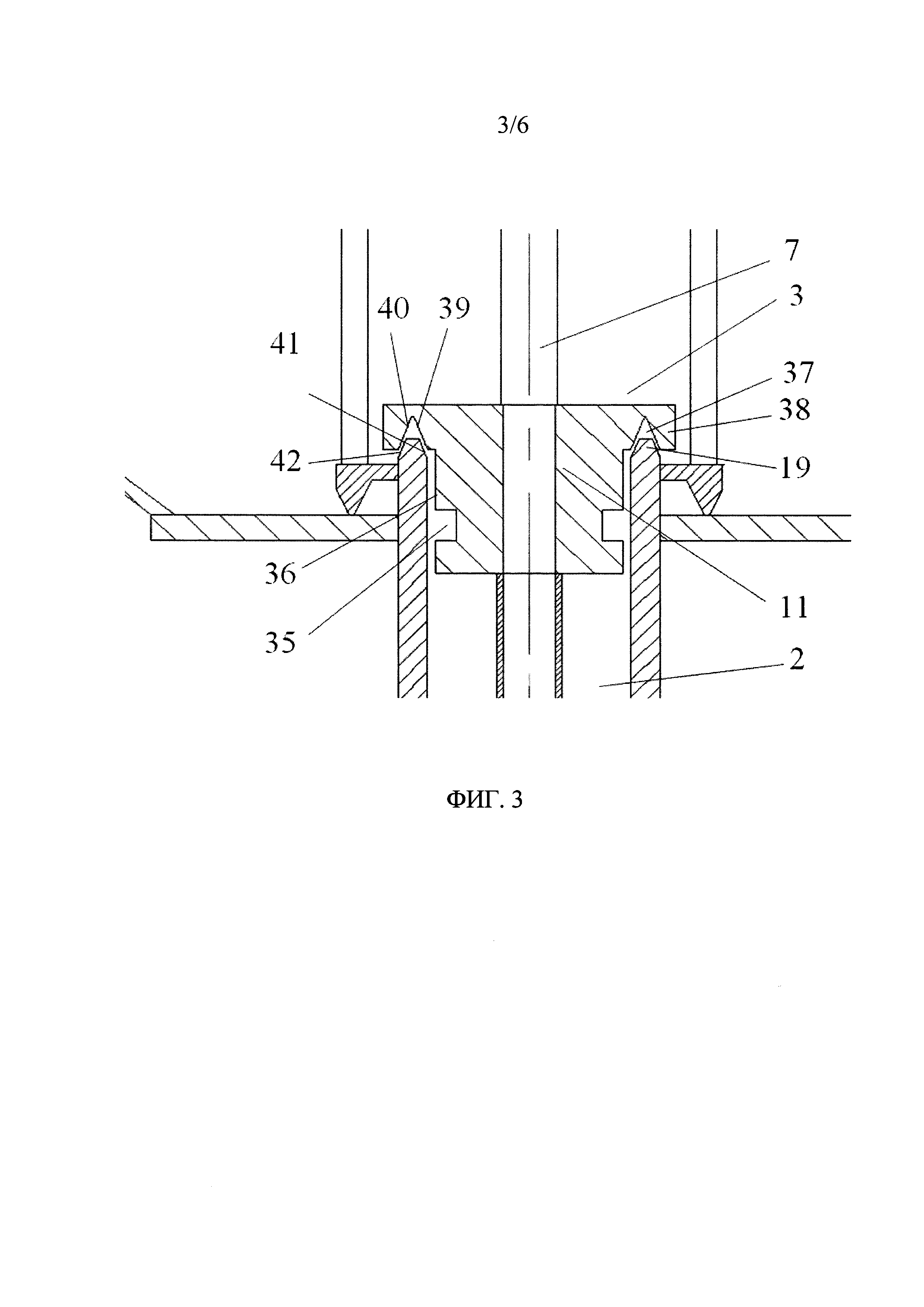
На фигуре 3 показан один из возможных вариантов исполнения центрирующего элемента и крышки верхнего запорного элемента и его сопряжение с ответными поверхностями торцевой части камеры дозирования со стороны впускного отверстия.
На фигурах 4а-4б приведены некоторые примеры из возможных вариантов исполнения торцевых частей камеры дозирования.
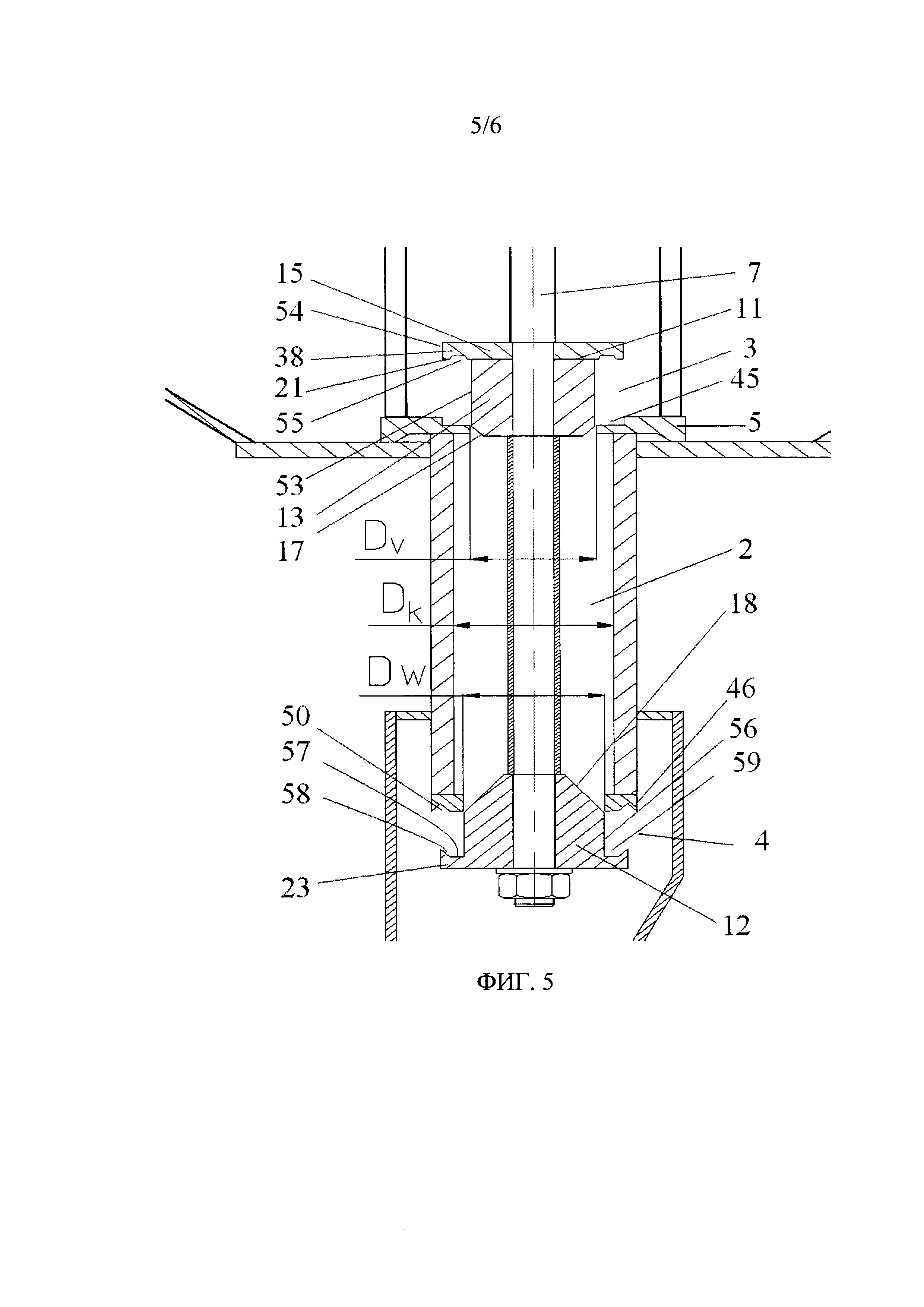
На фигуре 5 показана одна из возможных комбинаций исполнений запорных элементов и торцевых частей камеры дозирования, и их взаимное расположение в промежуточном положении штока, при котором центрирующими элементами верхнего и нижнего запорных элементов обеспечивается одновременное перекрытие впускного и выпускного отверстий камеры дозирования
На фигуре 6 представлен защитный кожух.
Осуществление изобретения
Устройство дозирования сыпучего материала включает в себя бункер 1 дозируемого сырья, установленную в бункере 1 камеру 2 дозирования (далее - камера 2) с впускным 3 и выпускным 4 отверстиями и опорным фланцем 5, установленный в защитном кожухе 6 шток 7 с приводом в виде пневмоцилиндра 8. В нижней части защитного кожуха 6 закреплено кольцевое ребро 9, которое соединено при помощи вертикальных стоек 10 с опорным фланцем 5 камеры 2, установленной в отверстии дна бункера 1 посредством опорного фланца 5. На штоке 7 закреплены верхний 11 и нижний 12 запорные элементы, образованные центрирующими элементами 13 и 14 и крышками 15 и 16 соответственно. Центрирующие элементы 13 и 14 верхнего 11 и нижнего 12 запорных элементов имеют наружный диаметр, позволяющий разместить их в полости камеры 2 со свободой поступательного перемещения. Крышки 15 и 16 имеют диаметр больший, чем диаметр соответствующего впускного 3 и выпускного 4 отверстий камеры 2, в рассматриваемом согласно фиг. 1 случае диаметр впускного и выпускного отверстий соответствует диаметру Dk камеры дозирования.
В верхнем 11 и нижнем 12 запорных элементах центрирующие элементы 13 и 14 могут быть выполнены в виде цилиндров с заходными конусами 17 и 18, а сопрягаемые с торцевыми частями 19 и 20 камеры 2 крышки 15 и 16 могут иметь, например, для верхнего запорного элемента - плоскую поверхность 21, прилегающую к плоской поверхности 22 торцевой части 19 камеры 2, для нижнего запорного элемента 12 - профилированную поверхность в виде кольцевого ободка 23, образованного кольцевой канавкой 24, а торцевая часть 20 камеры 2 может иметь соответствующий профиль, обеспечивающий взаимодействие крышки с торцевой частью 20 камеры 2 с обеспечением надежного ее уплотнения (см. фиг. 1). Кольцевая канавка 24, образующая профилированную форму поверхности по периметру крышки 16 может иметь треугольную, трапецеидальную или иную форму в сечении. На центрирующем элементе 14 может быть выполнен кольцевой паз 25 прямоугольной или иной формы.
В исходном положении (например, в крайнем верхнем) штока 7, верхний запорный элемент 11 размещен над впускным отверстием 3 камеры 2 ниже кольцевого ребра 9 защитного кожуха 6, вследствие чего обеспечивается свободный проход дозируемого материала к впускному отверстию 3 через проемы между стойками 10, соединяющими кольцевое ребро 9 с фланцем 5 камеры 2. При этом нижний запорный элемент 12 конической поверхностью кольцевого ободка 23 крышки 16 сопряжен с ответной идентичной (в данном случае конической) поверхностью 26 торцевой части 20 камеры 2 со стороны выпускного отверстия 4.
В процессе работы устройства при крайних положениях штока 7 крышки 15 и 16 поочередно полностью перекрывают впускное 3 и выпускное 4 отверстия соответственно. Надежное запирание полости камеры 2 с соответствующей стороны (то есть со стороны впускного 3 или выпускного 4 отверстий) по одному варианту обеспечивается за счет прилегания плоской крышки 15 к плоской поверхности 22 торцевой части 19 камеры 2, по другому варианту - за счет взаимодействия профилированной поверхности кольцевого ободка 23 крышки 16 с ответной конической поверхностью 26 торцевой части 20 камеры 2.
На фигуре 2а представлен размещенный в полости камеры 2 дозирования нижний запорный элемент 12, образованный из центрирующего элемента и крышки, выполненных в виде единой детали, при этом на цилиндрической поверхности 27 центрирующего элемента, исполненного в форме цилиндра с заходным конусом 28, имеются кольцевые пазы 29, а на плоской поверхности 30 крышки сделана кольцевая канавка 31 прямоугольной формы, примыкающая к ободку 23, причем наружный диаметр D1 и внутренний диаметр d1 кольцевой канавки 31 соответственно меньше наружного D2 и больше внутреннего Dk диаметра торцевой части 20 камеры 2 со стороны выпускного отверстия 4.
На фигуре 2б представлен размещенный в полости камеры 2 дозирования нижний запорный элемент 12, составленный из двух частей - центрирующего элемента в виде заходного конуса 32 и крышки 16, на плоской поверхности 30 которой сделана кольцевая канавка 33 трапецеидальной формы, с образованием кольцевого ободка 23 с плоской поверхностью 30 для контакта с плоской поверхностью 34 торцевой части 20 камеры 2. Наружный D1 и внутренний d1 диаметр кольцевой канавки 33 соответственно меньше наружного D2 и внутреннего Dk диаметра торцевой части 20 камеры 2.
На фигуре 3 приведен размещенный в полости камеры 2 верхний запорный элемент 11, образованный изготовленными за одно целое центрирующим элементом, выполненным в форме цилиндра с кольцевым пазом 35 на его цилиндрической поверхности 36, и крышкой, на которой сделана кольцевая канавка 37 треугольной формы с образованием кольцевого ободка 38 так, что конические поверхности 39 и 40 кольцевой канавки 37 могут охватывать торцевую часть 19 камеры 2 и сопрягаться с ее внутренней 41 и наружной 42 фасками 3 при нижнем положении штока 7.
На фигурах 4а-4г представлены некоторые варианты исполнения торцевых частей камеры 2, в том числе: на фиг. 4а - торцевые части 19 и 20, выполненные с внутренней 43 и наружной 44 фаской соответственно со стороны впускного 3 и выпускного 4 отверстий; на фиг. 4б - торцевая часть камеры 2, образованная коаксиально закрепленным на ее торце опорным фланцем 5, формирующим впускное отверстие 3 с диаметром Dv, меньшим диаметра Dk камеры 2 и позволяющим разместить в нем 3 с возможностью поступательного перемещения центрирующий элемент верхнего запорного элемента, причем на опорном фланце 5 выполнено круговое углубление 45 с возможностью сопряжения с ответными поверхностями крышки верхнего запорного элемента при крайнем нижнем положении штока; и торцевая часть, выполненная в виде коаксиально закрепленной на торце камеры кольцевой накладки 46, образующей выпускное отверстие 4 с диаметром Dw, меньшим диаметра Dk камеры и позволяющим разместить в нем 4 с возможностью поступательного перемещения центрирующий элемент нижнего запорного элемента, причем на кольцевой накладке 46 выполнена кольцевая проточка 47 прямоугольной формы с возможностью сопряжения с ответными поверхностями крышки нижнего запорного элемента при крайнем верхнем положении штока.
На фиг. 4в - торцевая часть камеры 2 со стороны впускного отверстия, образованная коаксиально закрепленным на ее торце опорным фланцем 5, формирующим впускное отверстие 3 с диаметром Dv, меньшим диаметра Dk камеры 2 и позволяющим разместить в впускном отверстии 3 с возможностью поступательного перемещения центрирующий элемент верхнего запорного элемента, причем на опорном фланце 5 выполнена внутренняя фаска 48 с возможностью сопряжения с ответными поверхностями запорного элемента; торцевая часть камеры 2 снабжена коаксиально закрепленной на торце камеры дозирования кольцевой накладкой 46, образующей выпускное отверстие 4 с диаметром Dw, меньшим диаметра камеры Dk и позволяющим разместить в выпускном отверстии 4 с возможностью поступательного перемещения центрирующий элемент нижнего запорного элемента, причем на кольцевой накладке 46 выполнены внутренняя фаска 49 и кольцевая проточка 50 треугольной формы с возможностью сопряжения с ответными поверхностями крышки нижнего запорного элемента при крайнем верхнем положении штока.
На фиг. 4г - торцевые части камеры 2, образованные коаксиально закрепленными на ее торцах кольцевыми накладками 51 и 46, формирующими впускное 3 и выпускное 4 отверстия с диаметром (Dv и Dw) меньшим диаметра Dk камеры 2 и позволяющим разместить в них (3 и 4) с возможностью поступательного перемещения центрирующие элементы соответственно верхнего и нижнего запорных элементов, причем на кольцевых накладках 51 и 46 выполнены наружная 52 и внутренняя 49 фаски с возможностью сопряжения с ответными поверхностями соответственно верхнего и нижнего запорных элементов при крайних положениях штока.
На фигуре 5 приведен пример одного из возможных вариантов сопряжения торцевых частей камеры 2, сформированных со стороны впускного 3 и выпускного 4 отверстий соответственно опорным фланцем 5 и кольцевой накладкой 46, с верхним 11 и нижним 12 запорными элементами, выполненными соответственно из двух отдельных частей (направляющего элемента 13 и крышки 15) и в виде единой детали 12. Верхняя торцевая часть камеры 2, образованная коаксиально закрепленным на торце камеры 2 опорным фланцем 5, формирует впускное отверстие 3 с диаметром Dv, меньшим диаметра Dk камеры 2 и позволяющим разместить в нем 3 с возможностью центрирования и поступательного перемещения по цилиндрической поверхности 53 выполненного в виде цилиндра с заходным конусом 17 центрирующего элемента 13 верхнего запорного элемента 11. Выполненное на опорном фланце 5, например механической обработкой, круговое углубление 45 с возможностью сопряжения с ответными элементами верхнего запорного элемента 11, а именно с плоской 21 и наружной цилиндрической 54 поверхностями кольцевого ободка 38 крышки 15, образованного кольцевой канавкой 55, способствует лучшему прилеганию сопрягаемых поверхностей и лучшему перекрытию впускного отверстия 3. Нижняя торцевая часть камеры 2, выполненная в виде коаксиально закрепленной на торце камеры 2 кольцевой накладки 46, образует выпускное отверстие 4 с диаметром Dw, меньшим диаметра Dk камеры и позволяющим разместить в нем 4 нижний запорный элемент 12 с возможностью его центрирования и поступательного перемещения по цилиндрической поверхности 56 исполненного в форме цилиндра с заходным конусом 18 центрирующего элемента нижнего запорного элемента 12. Кольцевая накладка 46 с изготовленной на ней кольцевой проточкой 50 треугольной формы обеспечивает возможность сопряжения торцевой части камеры 2 с плоской 57 и конической 58 поверхностями ободка 23, образованного кольцевой канавкой 59 в крышке нижнего запорного элемента 12, при крайнем верхнем положении штока 7.
На фигуре 6 представлен защитный кожух 6, в нижней части которого снаружи выполнено кольцевое ребро 9, а в верхней части имеется фланец 60 для крепления пневмоцилиндра.
Устройство для дозированной подачи сырья работает следующим образом.
Дозируемый материал постоянно заполняет пространство в зоне впускного отверстия 3 камеры 2 дозирования и отсутствует в полости защитного кожуха 6 благодаря наличию в нижней его части кольцевого ребра 5. В исходном состоянии шток 7 находится в крайнем верхнем положении, верхний запорный элемент 11 располагается над торцевой частью 19 с впускным отверстием 3 камеры 2 дозирования, коническая поверхность 26 торцевой части 20 камеры 2 дозирования со стороны выпускного отверстия 4 сопряжена с ответной (конической согласно фиг. 1) поверхностью кольцевого ободка 23 крышки 16 нижнего запорного элемента 12. Находящийся в нижней части бункера 1 материал заполняет камеру 2 дозирования через впускное отверстие 3 (зазор между торцевой частью 19 и заходным конусом 17 центрирующего элемента 13 верхнего запорного элемента 11). Для разгрузки камеры 2 дозирования подается управляющий сигнал на пневмоцилиндр 8, приводящий к перемещению вниз штока 7 с верхним 11 и нижним 12 запорными элементами. По мере перемещения штока 7 проход через впускное отверстие 3 в камеру 2 дозирования перекрывается сначала центрирующим элементом 13 и по достижении крайнего нижнего положения штока 7 - дополнительно плоской поверхностью 21 крышки 15 верхнего запорного элемента 11, а сырье через выпускное отверстие 4 (зазор между торцевой частью 20 камеры 2 и заходным конусом 18 центрирующего элемента 14 нижнего запорного элемента 12) и далее по лотку высыпается в лунку глиноземно-электролитной корки. Центрирующий элемент 14 нижнего запорного элемента 12 основанием заходного конуса 18 проходит кромку торцевой части 20 камеры 2 дозирования в момент, когда впускное отверстие 3 еще перекрыто цилиндрической поверхностью центрирующего элемента 13 верхнего запорного элемента 11 и тем самым в промежуточном положении штока 7 отсутствует сквозной проход для сыпучего материала от бункера 1 через впускное 3 и выпускное 4 отверстия камеры 2 дозирования в электролит ванны. Графическая иллюстрация одновременного перекрытия впускного 3 и выпускного 4 отверстий камеры 2 дозирования цилиндрическими поверхностями 53 и 56 центрирующих элементов соответственно верхнего 11 и нижнего 12 запорных элементов приведена на фигуре 5.
После опорожнения камеры 2 дозирования шток 7 начинает возвращаться в верхнее положение. По мере приближения штока 7 к крайней верхней позиции посредством заходного конуса 18 и цилиндрической поверхности центрирующего элемента 14 кольцевой ободок 23 крышки нижнего запорного элемента 12 своей конической поверхностью устанавливается соосно на ответную коническую поверхность 26 торцевой части 20 камеры 2 дозирования, обеспечивая надежное запирание его выпускного отверстия 4.
Защитный кожух 6 с кольцевым ребром 9 в нижней его части ограничивает гравитационное воздействие находящегося в бункере 1 материала на шток 7 и верхний запорный элемент 11 и тем самым способствуют уменьшению сопротивления перемещению штока 7 и интенсивности износа верхнего запорного элемента 12.
Исполнение крышек 15 и 16 и центрирующих элементов 13 и 14 верхнего 11 и нижнего 12 запорных элементов и ответных им торцевых частей 19 и 20 камеры 2 дозирования, способствующее как получению более сложной профилированной и удлиненной кольцевой щели, так и сцеплению частиц заключенного между сопряженными поверхностями дозируемого материала, повышает надежность перекрытия впускного и выпускного отверстий камеры 2 дозирования.
Наличие кольцевых канавок 24, 31, 33, 37, 55 и 59, образующих кольцевые ободки 38 и 23 на крышках 15 и 16, и кольцевых пазов 25, 29, 35 на центрирующих элементах верхнего 11 и нижнего 12 запорных элементов, а также кольцевых проточек 47, 50 на торцевых частях камеры 2 дозирования способствует лучшему уплотнению зазора между сопрягаемыми поверхностями за счет внутреннего трения и лучшего сцепления частиц находящегося в стесненных канавками, пазами и проточками условиях дозируемого материала.
Кольцевые накладки 51 и 46 и формирующий впускное отверстие 3 камеры 2 опорный фланец 5, позволяющие уменьшить поперечный размер запорного органа, площадь кольцевого зазора между сопрягаемыми поверхностями запорных элементов 11, 12 и камеры 2 дозирования, способствуют не только лучшей герметичности и надежности запирания входного 3 и выходного 4 отверстий камеры 2 дозирования, но и снижению сопротивления перемещению штока 7. Круговое углубление 45 способствует лучшему уплотнению зазора за счет изменения формы и увеличения длины кольцевой щели между сопряженными поверхностями запорных элементов 11, 12 и торцевых частей камеры 2 дозирования. Фаски 41, 42, 43, 44, 48, 49, 52, выполненные на торцевых частях камеры 2 дозирования, обеспечивают центрирование запорных элементов 11, 12 относительно оси камеры 2 дозирования и способствуют лучшему прилеганию сопрягаемых поверхностей.
Представленные варианты исполнения верхнего 11 и нижнего 12 запорных элементов и камеры 2 дозирования позволяют оптимизировать устройство по надежности и эффективности запирания впускного и выпускного отверстий камеры 2 дозирования в крайних положениях штока 7 в зависимости от свойств сырья и технологических режимов работы оборудования.
Использование предлагаемого изобретения обеспечивает повышение надежности перекрытие впускного 3 и выпускного 4 отверстий камеры 2 дозирования и стабильности дозы сырья, что, в свою очередь, улучшает технологические показатели работы электролизера.
Катодное устройство алюминиевого электролизера с рельефной подиной
Катодное устройство электролизера для получения алюминия и способ его ремонта
Устройство для непрерывного литья, прокатки и прессования катанки
Способ получения топливных брикетов
Способ создания смачиваемого покрытия углеродной подины алюминиевого электролизера
Способ получения фторида кальция
Мешалка
Смесь для приклеивания плит
Кладочная смесь
Финишная шпатлевочная смесь
Катодное устройство алюминиевого электролизера с рельефной подиной
Катодное устройство электролизера для получения алюминия и способ его ремонта
Устройство для непрерывного литья, прокатки и прессования катанки
Способ получения топливных брикетов
Способ создания смачиваемого покрытия углеродной подины алюминиевого электролизера
Способ получения фторида кальция
Мешалка
Смесь для приклеивания плит
Кладочная смесь
Финишная шпатлевочная смесь

