Результат интеллектуальной деятельности: СИСТЕМА ЗАЖИМА ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение касается системы зажима вращающегося инструмента металлообрабатывающего станка по п. 1 формулы изобретения, зажимного патрона для вращающегося инструмента по п. 18 формулы изобретения, а также шпиндельного узла металлообрабатывающего станка по п. 19 формулы изобретения.
Металлообрабатывающие станки, имеющие вращающиеся инструменты, обычно оснащены системой зажима инструмента, которая допускает ручную или автоматизированную смену инструмента. Для этого система зажима инструмента предоставляет возможность разъемного соединения двух участков вала, имеющих одну общую геометрическую продольную ось, при этом один из участков вала, в зависимости от случая применения, может быть составной частью шпинделя (приводной ходовой винт) металлообрабатывающих станков. У одной из известных систем зажима инструмента (WO 02/05992 A1) система зажима инструмента соединяет приводной шпиндель металлообрабатывающего станка с зажимным патроном, который на обращенной к шпинделю стороне имеет крутой конус. Этот крутой конус зажимается посредством гнезда под крутой конус на обращенной к шпинделю стороне.
Вышеназванная система зажима инструмента, в частности гнездо под крутой конус, обычно оснащена зажимным механизмом, который имеет собственный привод и несколько совместно вращающихся отдельных частей. Из-за этой сложной конструкции системы зажима инструмента невозможна простая миниатюризация без ухудшения свойств концентричности вращения и передачи вращающего момента. Такая миниатюризация требуется в некоторых областях, в частности при сверлении отверстий в рамках изготовления структурных компонентов самолетов. Далее, автоматизация смены инструмента связана с применением дополнительных приводов и поэтому конструктивно сложна.
В основе изобретения лежит проблема, предложить автоматизируемую систему зажима инструмента, которая допускает миниатюризацию при хорошей точности концентричности вращения и передаче высокого вращающего момента.
Вышеназванная проблема решается с помощью системы зажима инструмента с признаками п. 1 формулы изобретения.
Существенным является то принципиальное рассуждение, что защелкивающееся соединение может изготавливаться из самих соединяемых участков вала. При этом для реализации соответствующего защелкивания используется упругость, по меньшей мере в небольшой мере имеющаяся у металлических участков вала.
Кроме того, было обнаружено, что вышеназванное защелкивание достижимо с помощью взаимного блокирующего поворотного движения двух участков вала вокруг одной общей геометрической продольной оси. В частности, предлагается, чтобы первый участок вала системы зажима инструмента с концевой стороны имел блокировочный штифт, а второй участок вала с концевой стороны - блокировочную втулку, при этом для создания разъемного, используемого для привода соединения первый участок вала своим блокировочным штифтом может коаксиально вводиться в блокировочную втулку второго участка вала. Это используемое для привода соединение служит для передачи вращательных приводных движений, а также приводных моментов.
Для создания соединения оба участка вала при блокирующем поворотном движении друг относительно друга (то есть взаимно) поворачиваются вокруг одной общей геометрической продольной оси в блокирующее повернутое положение. При повороте происходит процесс защелкивания вследствие упругой деформации блокировочного штифта и/или блокировочной втулки. Для этого предусмотрена по меньшей мере одна расположенная на периметре блокировочного штифта стопорная структура, которая в ходе блокирующего поворотного движения защелкивается по меньшей мере за одну соответствующую ответную стопорную структуру блокировочной втулки. В смысле реализации высокой точности концентричности вращения предусмотрены по меньшей мере три распределенные по периметру блокировочного штифта стопорные структуры, которые в ходе блокирующего поворотного движения защелкиваются по меньшей мере за три соответствующие ответные стопорные структуры блокировочной втулки при упругой деформации блокировочного штифта и/или блокировочной втулки.
Из приведенного выше пояснения следует, что с помощью предлагаемого решения может создаваться соединение двух металлических участков вала без необходимости каких-либо отдельных зажимных устройств. Создание соединения обусловливается исключительно вводом блокировочного штифта в блокировочную втулку при последующем взаимном (то есть друг относительно друга) блокирующем поворотном движении двух участков вала.
Благодаря тому, что для создания соединения не требуются никакие отдельные компоненты, с помощью предлагаемого решения может достигаться чрезвычайно хорошая точность концентричности вращения также при миниатюризации зажимной системы. Передача высоких вращающих моментов также является непроблематичной, так как может легко реализовываться геометрическое замыкание для создания таких вращающих моментов.
Также легко возможно автоматизированное создание и разъединение соединения, так как для этого требуется исключительно линейное движение, а именно, ввод блокировочного штифта, и поворотное движение, а именно, блокирующее поворотное движение. Можно обойтись без дополнительных приводов для создания и разъединения соединения.
Одно из особенно технологически надежных соединений получается из комбинации пп.4 и 5 формулы изобретения, так что это соединение не только с силовым замыканием, но также, в отношении поворота участков вала друг относительно друга, с геометрическим замыканием.
В одном из предпочтительных вариантов по п. 7 формулы изобретения предусмотрена деблокирующая область поворота, в пределах которой возможен ввод блокировочного штифта в блокировочную втулку. Поскольку деблокирующая область поворота распространяется в значительных пределах поворота, при вводе блокировочного штифта не нужно следить за точным угловым положением обоих участков вала друг относительно друга. Это значительно упрощает трудоемкость автоматизации создания соединения.
Альтернативно или дополнительно по п. 8 формулы изобретения может быть предусмотрено, чтобы геометрия участков вала при вводе блокировочного штифта способствовала ориентации обоих участков вала друг относительно друга в деблокирующем повернутом положении. Для этого по меньшей мере один участок вала оснащен соответствующим вводным скосом.
Другое упрощение автоматизации создания соединения получается по п. 9 формулы изобретения, при этом при вводе блокировочного штифта предусмотрен радиальный зазор между блокировочным штифтом и блокировочной втулкой. В результате требования к точности направления движения при автоматизации являются чрезвычайно низкими.
Другие предпочтительные варианты осуществления по п. 10-13 формулы изобретения касаются предпочтительных конфигураций блокировочного штифта и блокировочной втулки, которые позволяют ожидать особенно низкого износа при создании и разъединении соединения.
Другие предпочтительные варианты осуществления по п. 14 и 15 формулы изобретения касаются предпочтительных возможностей осевой фиксации соединенных участков вала друг с другом. Это предпочтительно, в частности, для случаев применения с наличием колебаний, таких как, например, вибрационное сверление.
Предлагаемая система зажима инструмента может применяться в самых разных областях металлообрабатывающего станка. В особенно предпочтительном варианте осуществления по п. 16 формулы изобретения система зажима инструмента обеспечивает соединение между вращающимся инструментом и обращенной к инструменту стороной зажимного патрона. В также предпочтительном варианте осуществления по п. 17 формулы изобретения, в отличие от этого, система зажима инструмента обеспечивает соединение между обращенной к ходовому винту (шпинделю) стороной зажимного патрона и приводным ходовым винтом металлообрабатывающего станка. Возможны другие примеры применения.
В соответствии с другое идеей по п. 18 формулы изобретения, которой придается самостоятельное значение, предметом заявки является зажимной патрон для вращающегося инструмента.
Предлагаемый зажимной патрон имеет вышеназванную обращенную к ходовому винту сторону для соединения с приводным ходовым винтом металлообрабатывающего станка и вышеназванную обращенную к инструменту сторону для соединения с инструментом. Такой зажимной патрон часто находит применение в системах смены инструмента. При этом в магазине инструментов предусмотрены множество зажимных патронов, которые укомплектованы соответствующим инструментом. При смене инструмента эти укомплектованные соответствующим инструментом зажимные патроны на приводном ходовом винте металлообрабатывающего станка сменяются. При этом предлагаемая система зажима инструмента может быть предусмотрена на обращенной к ходовому винту стороне или на обращенной к инструменту стороне зажимного патрона. В том и другом случаях получается хорошая возможность автоматизации создания соединения между данными участками вала.
В соответствии с другой идеей по п. 19 формулы изобретения, которой тоже придается самостоятельное значение, предметом заявки является шпиндельный узел металлообрабатывающего станка, имеющий шпиндель, предназначенный для шпинделя привод инструмента и описанный ранее зажимной патрон.
В отношении возможных преимуществ и возможных вариантов осуществления предлагаемого зажимного патрона и предлагаемого узла металлообрабатывающего станка можно сослаться на рассуждения к предлагаемой системе зажима инструмента.
Далее изобретение поясняется подробнее с помощью чертежей, изображающих только один пример осуществления. На чертежах показано:
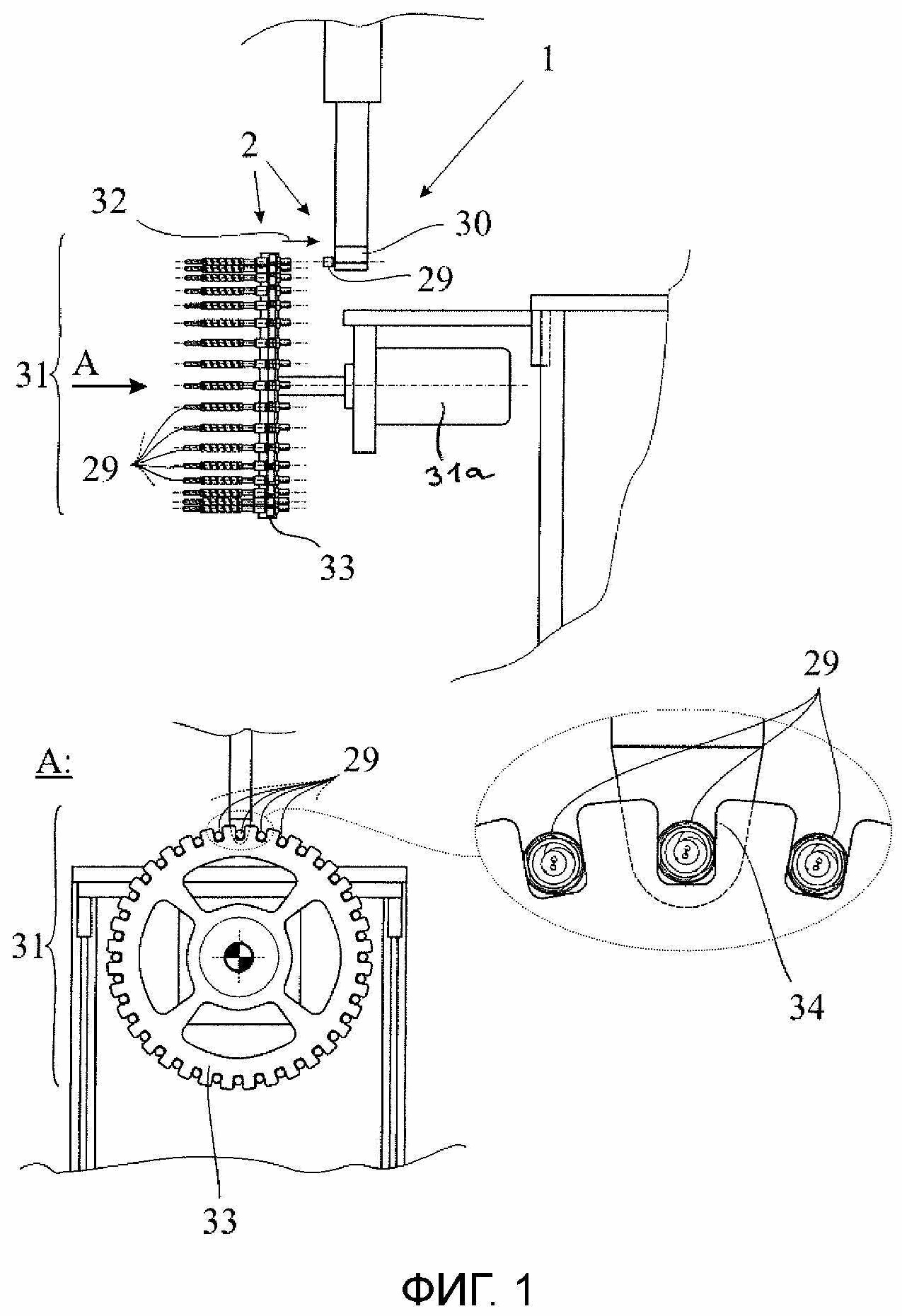
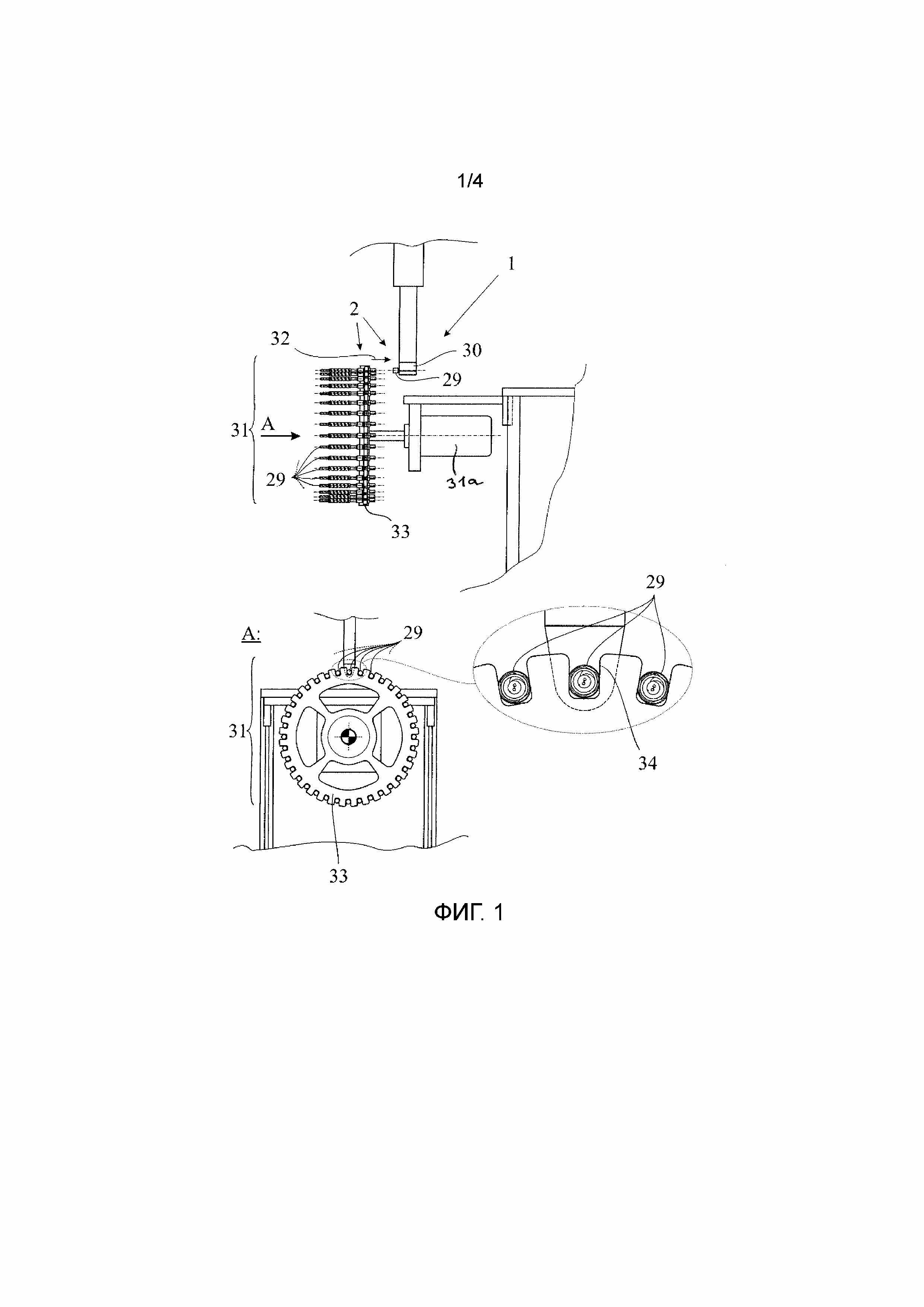
фиг. 1: предлагаемый узел металлообрабатывающего станка, имеющий предлагаемую систему зажима инструмента;
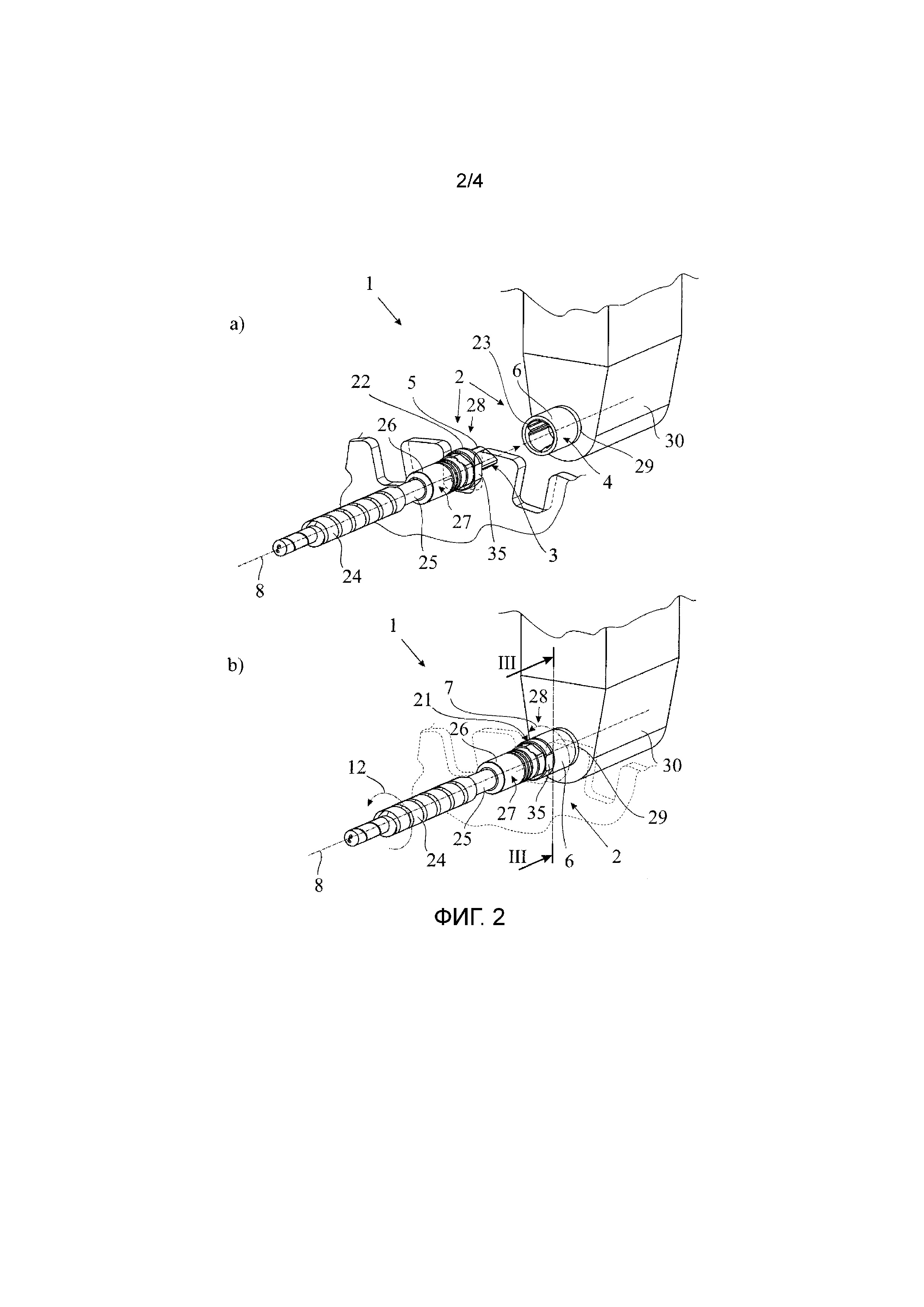
фиг. 2: предлагаемая система зажима инструмента a) до создания соединения между участками вала и b) после создания соединения между участками вала,
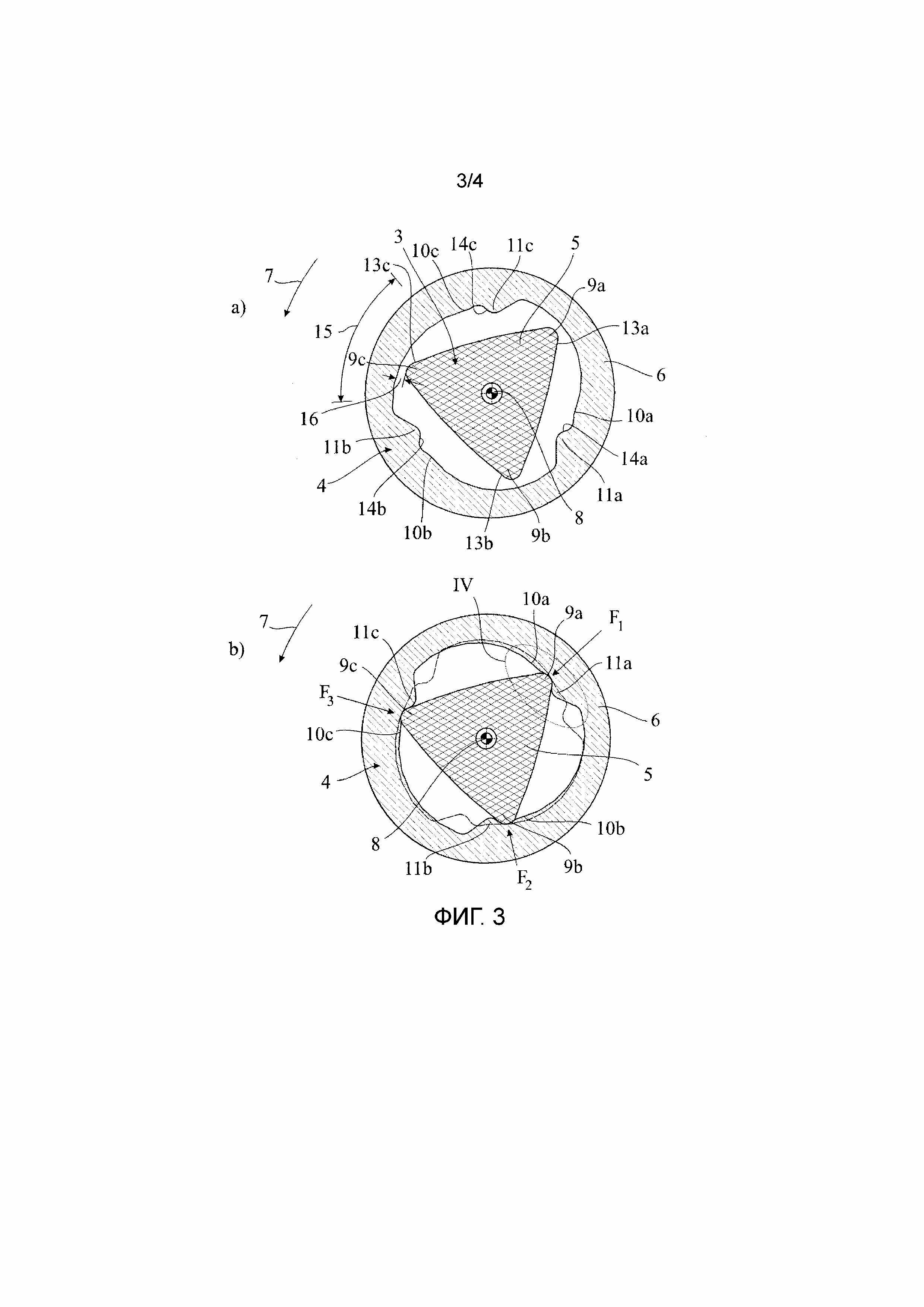
фиг. 3: система зажима инструмента в соответствии с фиг. 2 в поперечном сечении по линии сечения III-III a) в деблокирующем повернутом положении и b) в блокирующем повернутом положении, и
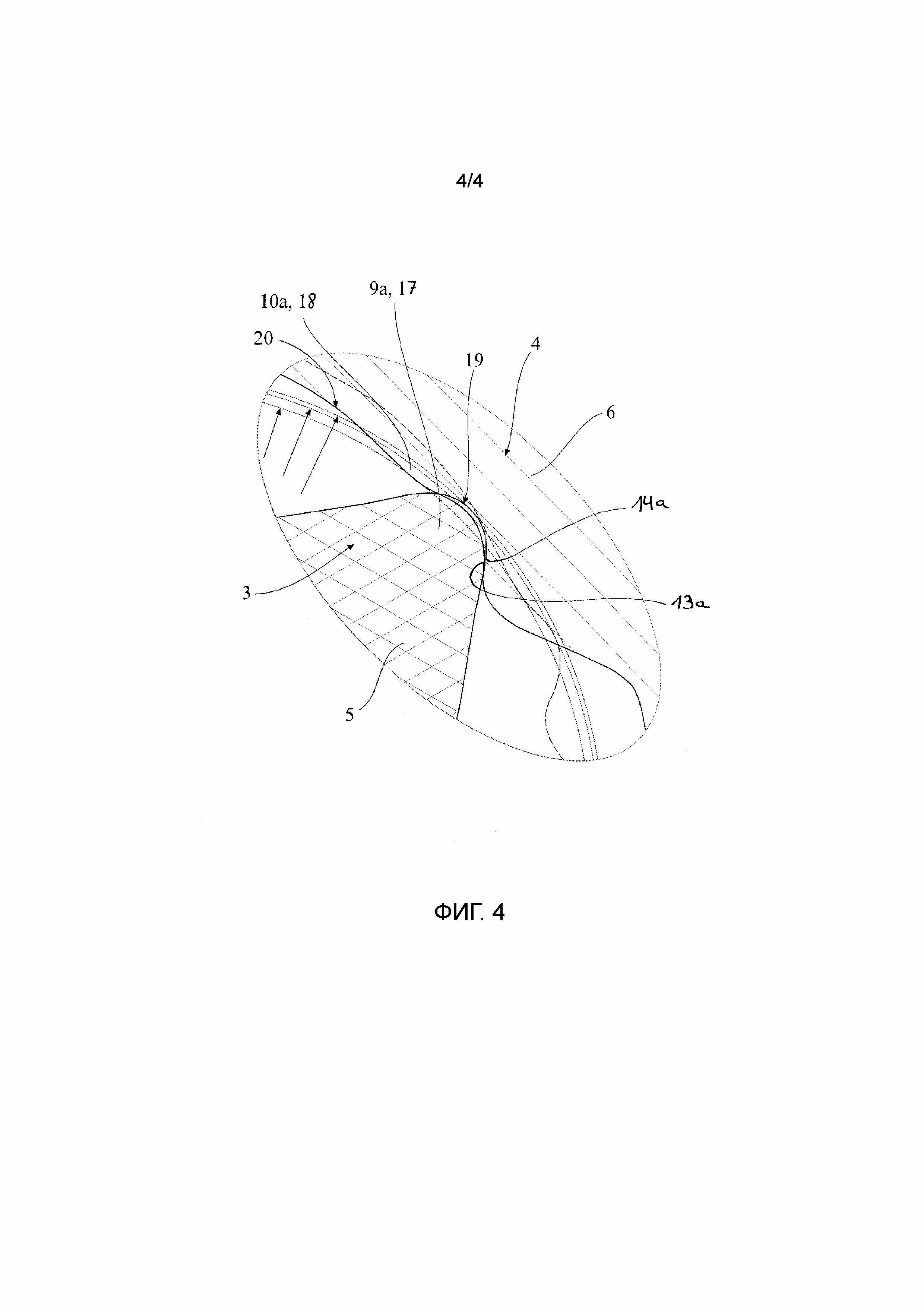
фиг. 4: система зажима инструмента в соответствии с фиг. 3 на местном виде IV.
Показанный на фиг. 1 металлообрабатывающий станок представляет собой сверлильный/клепальный станок для изготовления структурных компонентов самолетов. Изображен только узел 1 этого металлообрабатывающего станка, который выполнен в виде сверлильного узла. Узел 1 металлообрабатывающего станка как таковой поясняется в деталях ниже. Далее сначала дается предварительное пояснение предлагаемой системы 2 зажима инструмента узла 1 металлообрабатывающего станка.
Принципиальная конструкция предлагаемой системы 2 зажима инструмента лучше всего видна на изображении в соответствии с фиг. 2. Система 2 зажима инструмента имеет два металлических участка 3, 4 вала, при этом первых участок 3 вала с концевой стороны имеет блокировочный штифт, а второй участок 4 вала с концевой стороны - блокировочную втулку 6. Участки 3, 4 вала здесь и предпочтительно представляют собой участки приводного вала.
Предпочтительно оба участка 3, 4 вала выполнены из стального материала, который обеспечивает упругость, необходимую для предлагаемого защелкивания, которое еще необходимо пояснить. Для низкого износа участки 3, 4 вала предпочтительно подвергнуты поверхностной обработке. В принципе, может быть предусмотрено, чтобы эти два участка 3, 4 вала были выполнены из различных материалов.
Для создания разъемного, используемого для привода соединения первый участок 3 вала своим блокировочным штифтом 5 может коаксиально вводиться в блокировочную втулку 6 второго участка 4 вала, как явствует из перехода от фиг. 2a к фиг. 2b. Для комплектации используемого для привода соединения предусмотрено, чтобы два участка 3, 4 вала в блокирующем поворотном движении 7 могли поворачиваться друг относительно друга вокруг одной общей геометрической продольной оси 8 в блокирующее повернутое положение. Блокирующее поворотное движение 7 в изображенном на фиг. 2 и предпочтительном в этом отношении примере осуществления создано путем соответствующего поворота блокировочной втулки 6 на фиг. 2b.
Особое значение для предлагаемой идеи имеет тот факт, что здесь и предпочтительно по меньшей мере три распределенные по периметру блокировочного штифта 5 стопорные структуры 9a-c в ходе блокирующего поворотного движения 7 защелкиваются за соответствующие ответные стопорные структуры 10a-c блокировочной втулки 6 при упругой деформации блокировочного штифта 5 и/или блокировочной втулки 6. Стопорные структуры 9a-c в расчете на хорошую точность концентричности вращения равномерно распределены по периметру блокировочного штифта 5. Здесь и предпочтительно упругая деформация представляет собой в первую очередь деформацию блокировочной втулки 6. Защелкивание ответных стопорных структур 10a, 10b, 10c явствует из перехода от фиг. 3a к фиг. 3b. В принципе, в соответствии с предложением достаточно, чтобы были предусмотрены по меньшей мере одна стопорная структура 9a-c и по меньшей мере одна ответная стопорная структура 10a-c. Это соответственно относится ко всем вариантам осуществления указанных по меньшей мере трех стопорных структур 9a-c и ответных стопорных структур 10a-c.
Можно указать на то, что в настоящем случае все относящиеся к оси вращения данные, такие как «радиальный», «осевой», «коаксиальный» и т.п. всегда отнесены к общей в соединенном состоянии геометрической продольной оси 8 двух участков 3, 4 вала.
В изображенном и предпочтительном в этом отношении примере осуществления как стопорная структура 9a-9c, так и ответная стопорная структура 10a-10c представляют собой каждая радиальную структуру, которая распространяется в радиальном направлении соответственно относительно продольной оси 8. Это означает, что каждая структура в радиальном относительно продольной оси 8 направлении возвышается внутрь или наружу. На фиг. 4 показано, что стопорные структуры 9a-9c блокировочного штифта 6 формируются радиально наружу, в то время как ответные стопорные структуры 10a-10c блокировочной втулки 6 формируются радиально внутрь. Это может быть также предусмотрено наоборот.
Особенно хорошая точность концентричности вращения в изображенном примере осуществления может реализовываться за счет того, что в блокирующем повернутом положении (фиг. 3b) существует обусловленное упругой деформацией, радиальное силовое замыкание между блокировочным штифтом 5 и блокировочной втулкой 6. Это силовое замыкание проходит через стопорные структуры 9a-9c и ответные стопорные структуры 10a-10c, как обозначено на фиг. 3b векторами сил F1, F2 и F3.
Из совместного рассмотрения фиг. 3b и 4 явствует, что в ходе блокирующего поворотного движения 7 оба участка 3, 4 вала, здесь и предпочтительно блокировочный штифт 5 и блокировочная втулка 6, при достижении блокирующего повернутого положения образуют концевой упор 11a-c поворота. Этот концевой упор 11a-c поворота разделяется здесь на три стопорные структуры 9a-9c, как еще будет поясняться. В результате в блокирующем повернутом положении между блокировочным штифтом 5 и блокировочной втулкой 6 существует действующее в двух направлениях поворота геометрическое замыкание между обоими участками 3, 4 вала. Концевой упор 11a-c поворота рассчитан так, что он осуществляет опору вращающего момента относительно приводного момента в направлении 12 привода. При этом в настоящем случае исходят из того, что направление 12 привода, как обычно у сверлильных инструментов, всегда идентично.
Для создания вышеназванного концевого упора 11a-c поворота здесь и предпочтительно по меньшей мере три распределенные по периметру блокировочного штифта 5 упорные структуры 13a-c в ходе блокирующего поворотного движения 7 приходят в блокирующий контакт с ответными упорными структурами 14a-c блокировочной втулки 6. Один из особенно компактных вариантов осуществления получается тогда, когда упорные структуры 13a-c и/или ответные упорные структуры 14a-c одновременно являются вышеназванными стопорными структурами 9a-c или ответными стопорными структурами 10a-c. В принципе, в соответствии с предложением достаточно, чтобы были предусмотрены по меньшей мере одна упорная структура 13a-c и по меньшей мере одна ответная упорная структура 14a-c. Это соответственно относится ко всем вариантам осуществления указанных по меньшей мере трех упорных структур 13a-c и ответных стопорных структур 14a-c.
На фиг. 3 показано, что в отношении поворота обоих участков 3, 4 вала предусмотрено деблокированное повернутое положение, в котором первый участок 3 вала своим блокировочным штифтом 5 может коаксиально вводиться в блокировочную втулку 6 второго участка 4 вала. Здесь и предпочтительно даже, что касается поворота обоих участков 3, 4 вала друг относительно друга, предусмотрена целая деблокирующая область 15 поворота, в пределах которой первый участок 3 вала своим блокировочным штифтом 5 может коаксиально вводиться в блокировочную втулку 6 второго участка 4 вала. В особенно предпочтительном варианте осуществления деблокирующая область 15 поворота покрывает угловой диапазон по меньшей мере 25°, в частности угловой диапазон по меньшей мере 40°. Поэтому при вводе первого участка 3 вала во второй участок 4 вала не нужно соблюдать точное угловое положение обоих участков 3, 4 вала друг относительно друга, что упрощает автоматизированное создание соединения между обоими участками 3, 4 вала.
Альтернативно или дополнительно может быть предусмотрено, чтобы по меньшей мере один участок 3, 4 вала имел не изображенный вводный скос, который при вводе блокировочного штифта 5 в блокировочную втулку 6 способствует ориентации при повороте обоих участков 3, 4 вала друг относительно друга в деблокирующем повернутом положении. Для этого случая деблокирующая область 15 поворота может иметь ограниченные размеры, так как ориентация при повороте обоих участков 3, 4 вала осуществляется самостоятельно. На фиг. 3a показано, что в деблокирующем повернутом положении, здесь и предпочтительно во всей деблокирующей области 15 поворота, предусмотрен радиальный зазор 16 между блокировочным штифтом 5 и блокировочной втулкой 6. Благодаря этому радиальному зазору 16 при вводе первого участка 3 вала во второй участок 4 вала нет необходимости следить за позиционированием двух участков 3, 4 вала, в частности, за коаксиальностью обоих участков 3, 4 вала, так что дополнительно упрощается автоматизированное создание соединения.
Формообразование стопорной структуры 9a-c и ответной стопорной структуры 10a-c имеет для настоящего изобретения особое значение. Здесь и предпочтительно стопорная структура 9a-c в поперечном сечении поперек общей геометрической продольной оси 8 образует контур, имеющий радиальное возвышение 17, как показано на фиг. 4. На фиг. 4 показано также, что ответная стопорная структура 10a-c в поперечном сечении поперек общей геометрической продольной оси 8 образует контур, имеющий радиальное возвышение 18. Это может быть предусмотрено, в принципе, также только для одной из двух названных структур. Здесь и предпочтительно возвышение 17 стопорной структуры 9a-c и/или возвышение 18 ответной стопорной структуры 10a-c образует или, соответственно, образуют каждое плавную, в частности округлую кривую, благодаря чему получается равномерная нагрузка участков 3, 4 вала во время защелкивания.
Интересен у радиального возвышения 18 ответной стопорной структуры 10a-c тот факт, что области 19, 20 контура по обеим сторонам радиального возвышения 18 расположены различно радиально таким образом, что в начале блокирующего поворотного движения 7, здесь и предпочтительно в вышеназванном деблокирующем повернутом положении, между блокировочным штифтом 5 и блокировочной втулкой 6 имеется тоже уже названный радиальный зазор 16 (фиг. 3a), в то время как в блокирующем повернутом положении существует радиальное силовое замыкание между блокировочным штифтом 5 и блокировочной втулкой 6 (фиг. 3b). Тем самым достигается, что после предлагаемого защелкивания сохраняется вышеупомянутое радиальное силовое замыкание между блокировочным штифтом 5 и блокировочной втулкой 6.
На фиг. 3 показано, что блокировочный штифт 5 и блокировочная втулка 6 по меньшей мере на отдельных участках выполнены вращательно-симметрично относительно общей продольной оси 8. Это может быть предусмотрено также для только одного из этих двух компонентов. При изображенной вращательной симметрии получается особенно высокая точность концентричности вращения.
В изображенном и предпочтительном в этом отношении примере осуществления также контур в поперечном сечении поперек общей геометрической продольной оси 8 блокировочного штифта 5 и/или блокировочной втулки 6 по меньшей мере на одном осевом участке выполнен неизменным. Чтобы гарантировать на этом осевом участке по возможности неизменную податливость блокировочной втулки 6 для вышеупомянутой упругой деформации, может быть необходимым, чтобы блокировочная втулка 6 была снабжена целенаправленными ослаблениями, в частности прорезями (не изображено).
Особенно стабильный механически и особенно предпочтительный с точки зрения результирующих свойств концентричности вращения вариант осуществления заключается в том, что контур блокировочного штифта 5 в поперечном сечении поперек общей геометрической продольной оси 8 имеет многоугольную основную форму, имеющую нечетное количество угловых областей, причем эти угловые области образуют каждая стопорную структуру 9a-c. Здесь и предпочтительно блокировочный штифт 5 в поперечном сечении поперек общей геометрической продольной оси 8 имеет треугольную основную форму, угловые области которой образуют стопорные структуры 9a-c.
В частности, при сверлении особое значение имеет определенное осевое положение участков 3, 4 вала друг относительно друга. Соответственно в изображенном и предпочтительном в этом отношении примере осуществления предусмотрено, что два участка 3,4 вала при осевом вводе блокировочного штифта 5 в блокировочную втулку 6 при достижении осевого конечного положения ввода образуют осевой концевой упор 21. Здесь и предпочтительно для образования осевого концевого упора 21 к блокировочному штифту 5 присоединяется ориентированный по общей геометрической продольной оси 8 кольцевой уступ 22, который при осевом вводе блокировочного штифта 5 приходит в блокирующее соприкосновение с торцевой поверхностью 23 блокировочной втулки 6.
В не изображенном здесь варианте также предусмотрено, что оба участка 3, 4 вала во время блокирующего поворотного движения 7 образуют друг с другом дополнительное геометрическое замыкание, которое в блокирующем повернутом положении блокирует осевое стягивание первого участка 3 вала со второго участка 4 вала против направления ввода. Это дополнительное геометрическое замыкание может быть предусмотрено, например, в виде байонетного затвора.
Для применения предлагаемой системы 2 зажима инструмента, как указано выше, возможны другие варианты. В принципе, система зажима инструмента может служить для зажатия вращающегося инструмента 24, здесь и предпочтительно для зажатия сверлильного инструмента. Тогда один участок вала является хвостовиком 25 вращающегося инструмента 24, а другой участок вала - обращенной к инструменту стороной 26 зажимного патрона 27.
Однако здесь и предпочтительно участок 3 вала является обращенной к ходовому винту стороной 28 показанного на фиг. 2 зажимного патрона 27, а другой участок 4 вала - приводным ходовым винтом 29 узла 1 металлообрабатывающего станка.
В соответствии с другой идеей, которой придается самостоятельное значение, предметом заявки является зажимной патрон 27 для вращающегося инструмента 24 как таковой. При этом зажимной патрон 27 имеет обращенную к ходовому винту сторону 28 для соединения с приводным ходовым винтом 29 узла 1 металлообрабатывающего станка и обращенную к инструменту сторону 26 для соединения с инструментом 24, здесь со сверлильным инструментом. Соответственно обращенная к ходовому винту сторона 28 или обращенная к инструменту сторона 26 образует участок 3, 4 вала предлагаемой системы 2 зажима инструмента. Здесь и предпочтительно предлагаемая система 2 зажима инструмента у зажимного патрона 27 служит для соединения зажимного патрона 27 с приводным ходовым винтом 29 узла 1 металлообрабатывающего станка.
В соответствии с другой идеей, которой тоже придается самостоятельное значение, предметом заявки является узел 1 металлообрабатывающего станка, имеющий ходовой винт 29 привода и предназначенный для приводного ходового винта 29 привод 30 инструмента, при этом для приводного ходового винта 29 предназначен предлагаемый зажимной патрон 27. При этом здесь и предпочтительно, в свою очередь, предлагаемая система 2 зажима инструмента служит для соединения зажимного патрона 27 с приводным ходовым винтом 29 узла 1 металлообрабатывающего станка.
Предлагаемая система 2 зажима инструмента может особенно предпочтительно применяться при вибрационном сверлении, так как создаваемое с помощью предлагаемой системы 2 зажима инструмента соединение является особенно технологически надежным, в частности особенно виброустойчивым. Соответственно узел 1 металлообрабатывающего станка может без затруднений для вибрационного сверления передавать в приводной ходовой винт 29 вибрационные колебания, в частности в осевом направлении, причем эти вибрационные колебания в каждом случае проходят также через зажимной патрон 27.
Как упомянуто выше, создаваемое с помощью предлагаемой системы 2 зажима инструмента соединение может особенно хорошо создаваться и снова разъединяться автоматизированным образом. На фиг. 1 и 2 показан один из предпочтительных для этого вариантов. Далее, предусмотрено устройство 31 смены инструмента, в котором помещается несколько укомплектованных инструментами 24 зажимных патронов 27. Устройство 31 смены инструмента как таковое может переставляться с помощью двигателя посредством привода 31a смены инструмента по продольной оси 8, так что для смены инструмента устройство 31 смены инструмента производит ввод блокировочного штифта 5 в блокировочную втулку 6. Это движение ввода обозначено на фиг. 1 ссылочной позицией 32.
Особенно интересным у изображенного на фиг. 1 и 2 узла 1 металлообрабатывающего станка является тот факт, что для смены инструмента привод 30 инструмента производит блокирующее поворотное движение 7. Это осуществляется таким образом, что привод 30 инструмента выполняет соответствующее поворотное движение приводного ходового винта 29 и вместе с тем блокировочной втулки 6. Одновременно устройство 31 смены инструмента фиксирует один из участков 3, 4 вала зажимного патрона 27, здесь первый участок 3 вала, в отношении поворота вокруг общей геометрической продольной оси 8. Здесь и предпочтительно это реализовано таким образом, что устройство 31 смены инструмента имеет магазин 33 инструментов, имеющий гнезда 34 для зажимных патронов 27, причем эти гнезда 34 производят фиксацию данного участка 3 вала. В частности, это реализовано таким образом, что гнезда 34 находятся каждое в контакте с зажимными патронами 27 с фиксацией от вращения с геометрическим замыканием. Для этого зажимные патроны 27 имеют каждый уплощения 35, которые соответственно находятся в контакте с фиксацией от вращения с гнездами 34. Магазин 33 инструментов обычным образом снабжен двигателем, в частности, обладает возможностью поворота, соответственно, вращения с помощью привода 31a смены инструмента, чтобы соответственно размещать предназначенный для замены инструмент 24 перед приводным ходовым винтом 29, в частности коаксиально приводному ходовому винту 29. Разъединение соединения, созданного с помощью предлагаемой системы 2 зажима инструмента, может реализовываться обратным образом. В остальном возможны другие конструктивные решения для автоматизированного выполнения смены инструмента.
Машина для укладки волокон и способ изготовления волокнистых нетканых матов
Способ работы устройства автоматизации
Устройство для изготовления заготовок
Установка для обработки структурных элементов самолета
Устройство фиксации для тестового листа
Рабочий орган для клепального устройства
Способ навертывания замыкающего кольца на резьбовой стержень
Способ компенсации отклонения рабочей точки
Манипулятор с рукой
Система изготовления

