Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к устройству для изготовления заготовок из армированной волокном пластмассы согласно ограничительной части пункта 1 формулы изобретения, а также к способу изготовления заготовок из армированной волокном пластмассы согласно ограничительной части пункта 15 формулы изобретения.
Армированные волокном пластмассы, к которым относятся в первую очередь армированные стекловолокном пластмассы (GFK), а также армированные углеродным волокном пластмассы (CFK), приобретают все более высокое значение в качестве замены обычных структурных материалов из металлов, таких как сталь или алюминий. При этом армированные волокном пластмассы имеют хорошую прочность и жесткость при одновременно меньшем весе. Это делает интересным их использование, в частности, в области транспортных средств, в лопастях ветродвигателей и особенно в самолетостроении, где можно применять, например, профили из армированных волокном пластмасс в качестве шпангоутов в пассажирских самолетах.
Проблемой является изготовление таких профилей, в частности, со сложными геометрическими формами, которые требуются часто в самолетостроении. При высокой степени сложности геометрической формы изготовление осуществляется по существу вручную, что означает большие затраты труда.
Однако имеются также попытки автоматического изготовления профилей из армированной волокном пластмассы. При этом, как правило, устройство для автоматического изготовления заготовок предназначено специально для определенной геометрической формы профиля. Так, обычно, при желаемой продольной кривизне профиля, этот радиус кривизны учитывается в системе всех стадий обработки. Для изготовления профиля с другим радиусом кривизны требуется очень трудоемкое переоборудование.
Из уровня техники и, в частности, из DE 10 2010 014 704 А1, из которого исходит данное изобретение, известно устройство для непрерывного изготовления заготовок из армированной волокном пластмассы. Здесь из намотанного на катушку полуфабриката изготавливается посредством деформации отдельный профиль, т.е. заготовка, которую можно называть также предварительной заготовкой, которая фиксируется посредством нагревания связующего вещества. При этом связующее вещество в принципе может уже иметься в полуфабрикате, в этом случае такой полуфабрикат называется препрегом, или же наноситься на полуфабрикат в рамках устройства. Затем несколько таких отдельных профилей можно составлять в общий профиль, который называется также конечной заготовкой.
Известное из уровня техники устройство разделяет стадию поперечного формирования от стадии продольного формирования. Таким образом, можно осуществлять согласование радиуса продольного формирования, которое не требует переоборудования предшествующих обрабатывающих участков.
Однако недостатком такого устройства является то, что увеличение гибкости относительно геометрической формы изготавливаемых профилей является небольшим.
На этом фоне задачей изобретения является повышение гибкости при автоматическом изготовлении заготовок из армированной волокном пластмассы.
Эта задача решена в устройстве для изготовления заготовок из армированной волокном пластмассы с признаками ограничительной части пункта 1 формулы изобретения с помощью признаков отличительной части пункта 1 формулы изобретения. Также задача относительно способа изготовления заготовок из армированной волокном пластмассы с признаками ограничительной части пункта 15 формулы изобретения решена с помощью признаков отличительной части пункта 15 формулы изобретения.
Существенным для изобретения является понимание того, что за счет перемещения тех компонентов, которые вызывают деформацию поперечного сечения в заданный профиль, этот заданный профиль можно согласовывать относительно его поперечного сечения. Тем самым обеспечивается возможность изменения поперечной деформации, которая происходит без затратного переоборудования этих компонентов или даже всего устройства для изготовления.
Согласно одному предпочтительному варианту выполнения, в соответствии с зависимым пунктом 2 формулы изобретения, такое перемещение может выполняться также во время подачи и тем самым, так сказать, на линии.
За счет этого обеспечивается возможность реализации изменяемого профиля на отдельной заготовке.
В соответствии с зависимым пунктом 5 формулы изобретения, указанное выше изменение заданного профиля относится, в частности, к высоте стенки заданного профиля.
В зависимых пунктах 6-10 формулы изобретения дано описание драпировочного приспособления с формовочным стержнем из двух частей формовочного стержня, которые установлены с возможностью перемещения за счет относительного поворотного движения, и в которых за счет этого поворота может задаваться, или соответственно изменяться, заданный профиль.
В зависимых пунктах 11-14, в свою очередь, дано описание различных предпочтительных вариантов выполнения роликовых систем драпировочного приспособления, с помощью которых можно выполнять поперечную деформацию.
Другие подробности, признаки, цели и преимущества данного изобретения поясняются более подробно ниже на основании лишь одного примера выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - пример выполнения предлагаемого устройства для изготовления заготовок с системой поперечной деформации на виде сбоку;
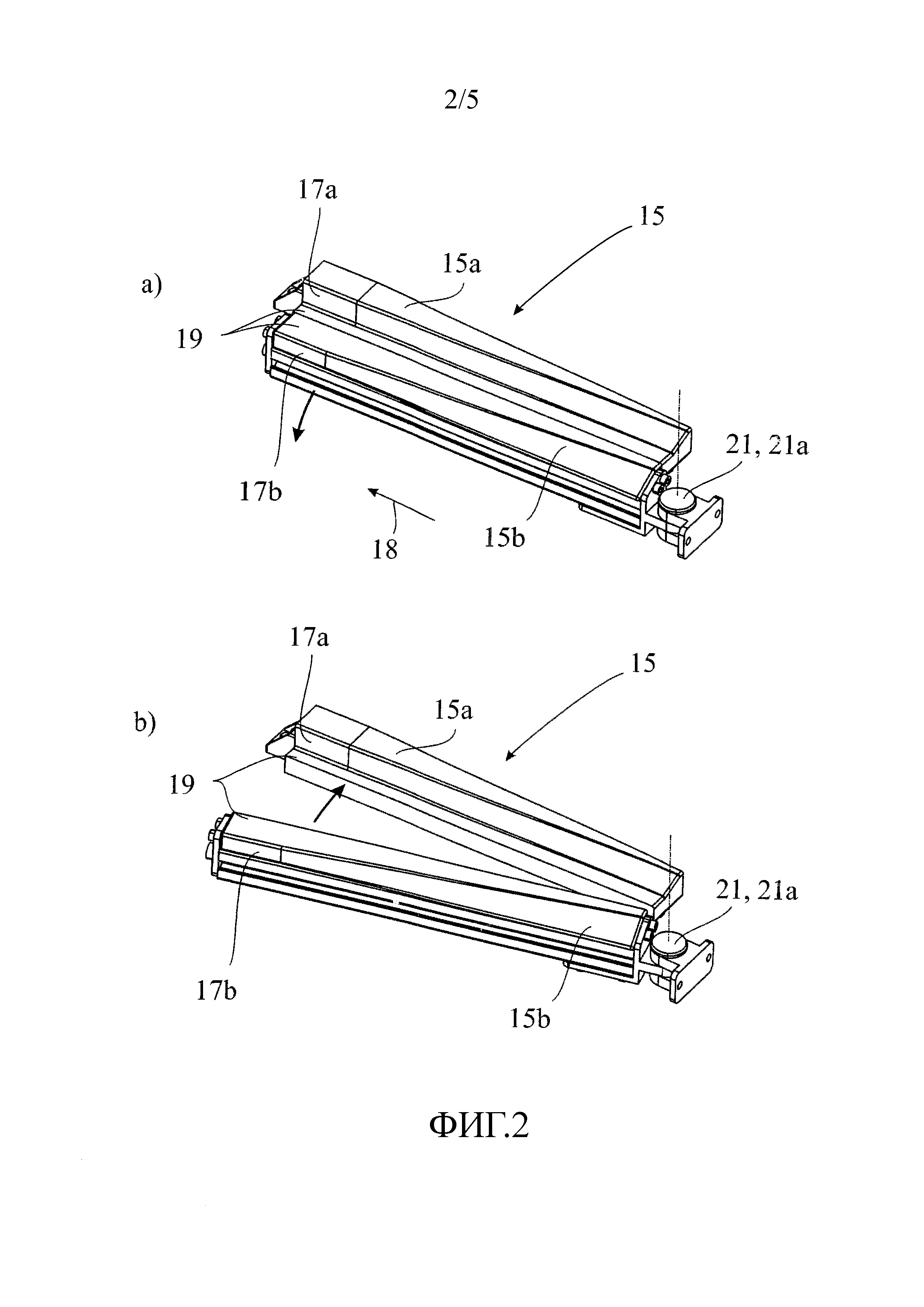
фиг. 2а, b - формовочный стержень драпировочного приспособления системы поперечной деформации из фиг. 1 с различными перемещениями, в изометрической проекции;
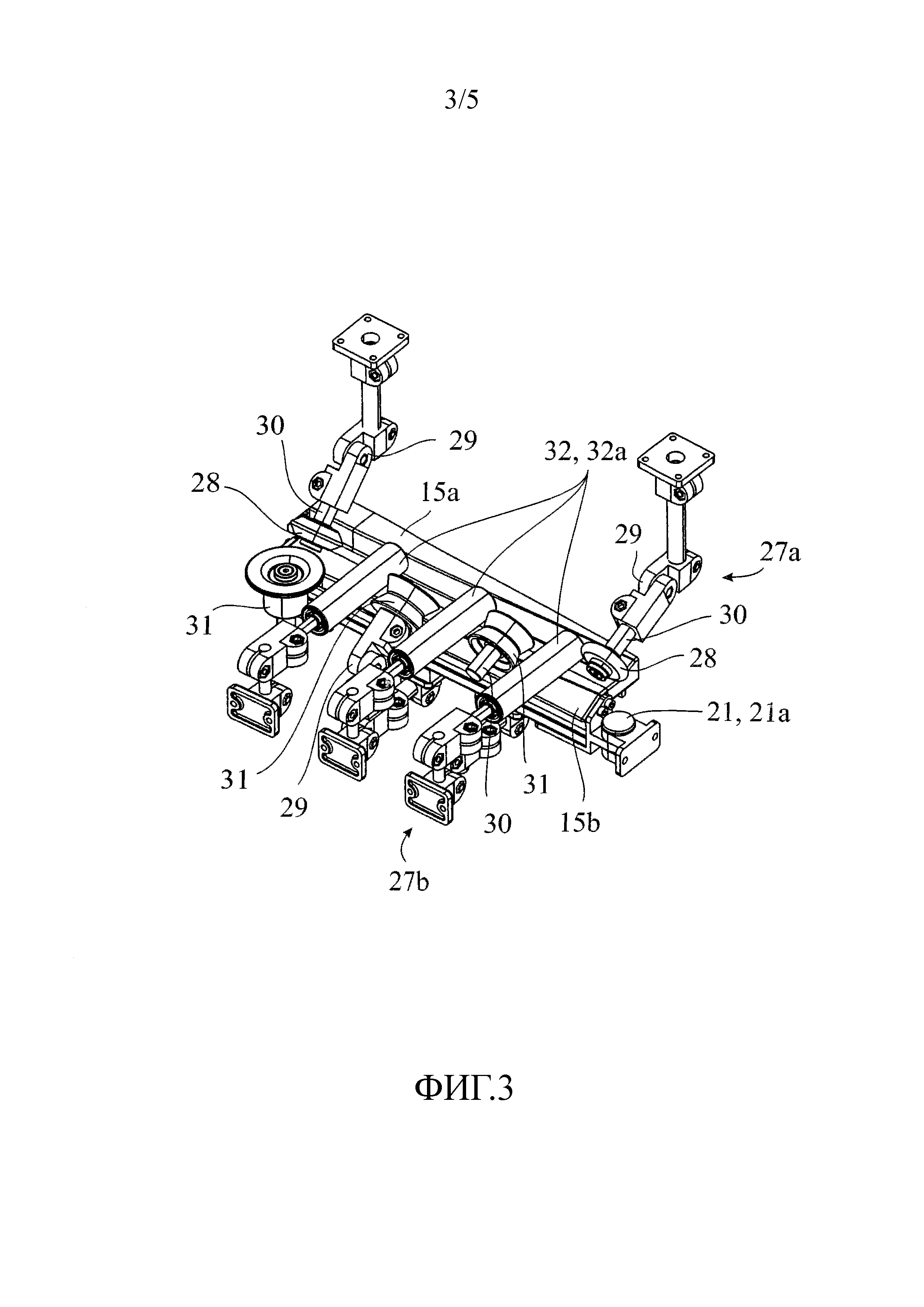
фиг. 3 - формовочный стержень согласно фиг. 2а, b, с согласованными роликами драпировочного приспособления в изометрической проекции;
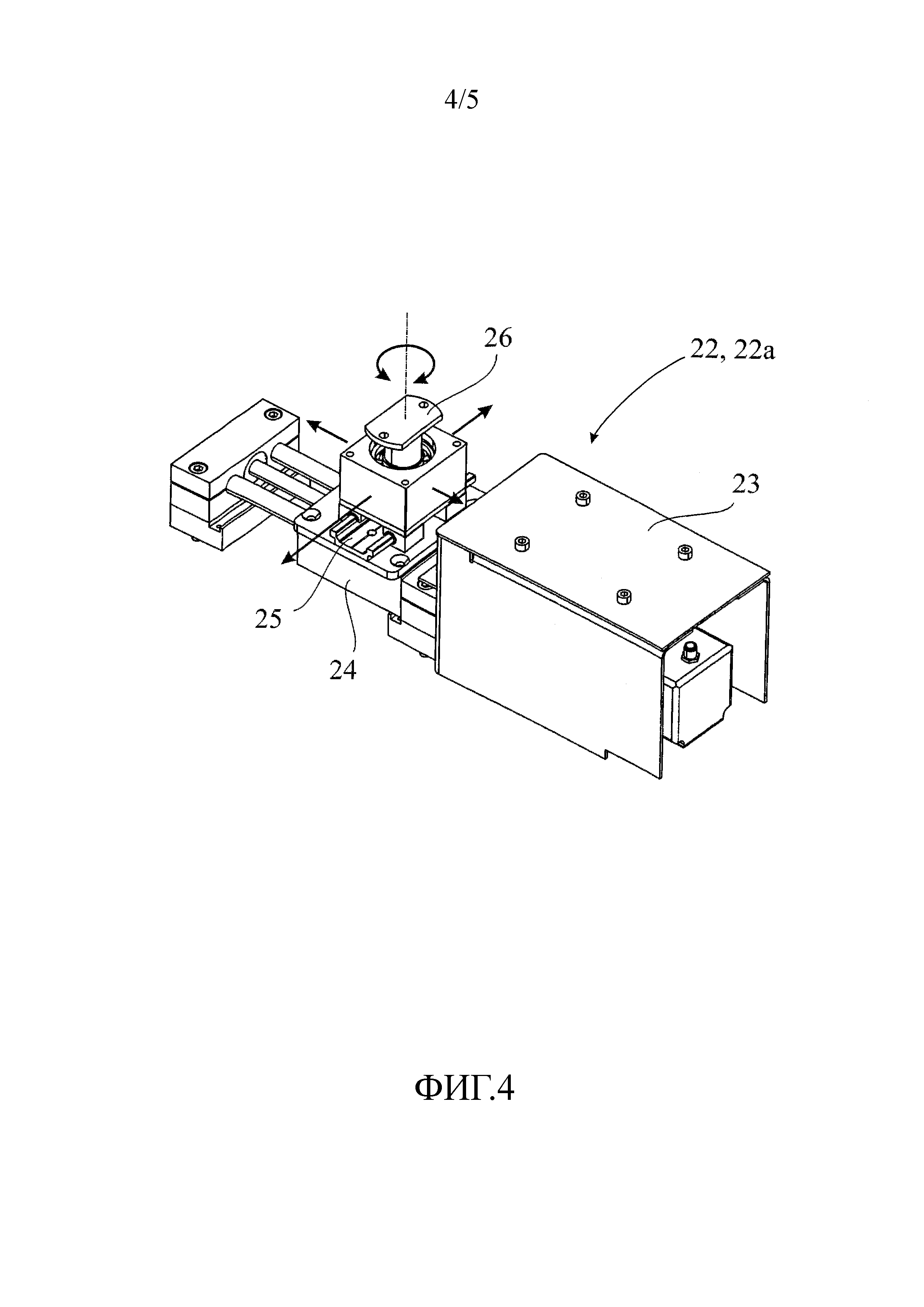
фиг. 4 - линейный привод системы поперечной деформации из фиг. 1 для перемещения формовочного стержня, согласно фиг. 2а, b, в изометрической проекции; и
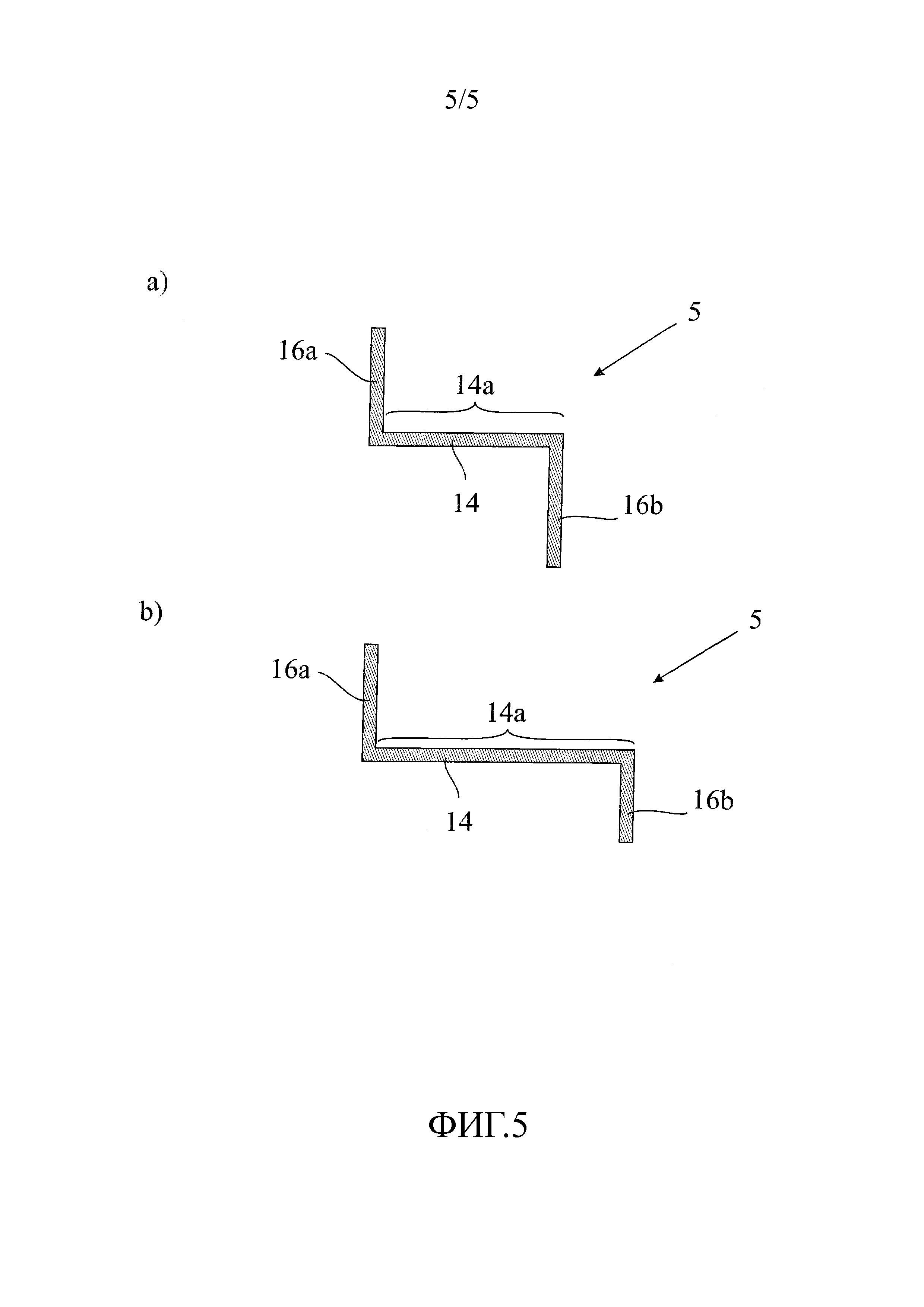
фиг. 5а, b - два заданных профиля заготовки с соответствующим различным поперечным сечением, при этом заготовка изготовлена с помощью предлагаемого устройства согласно фиг. 1.
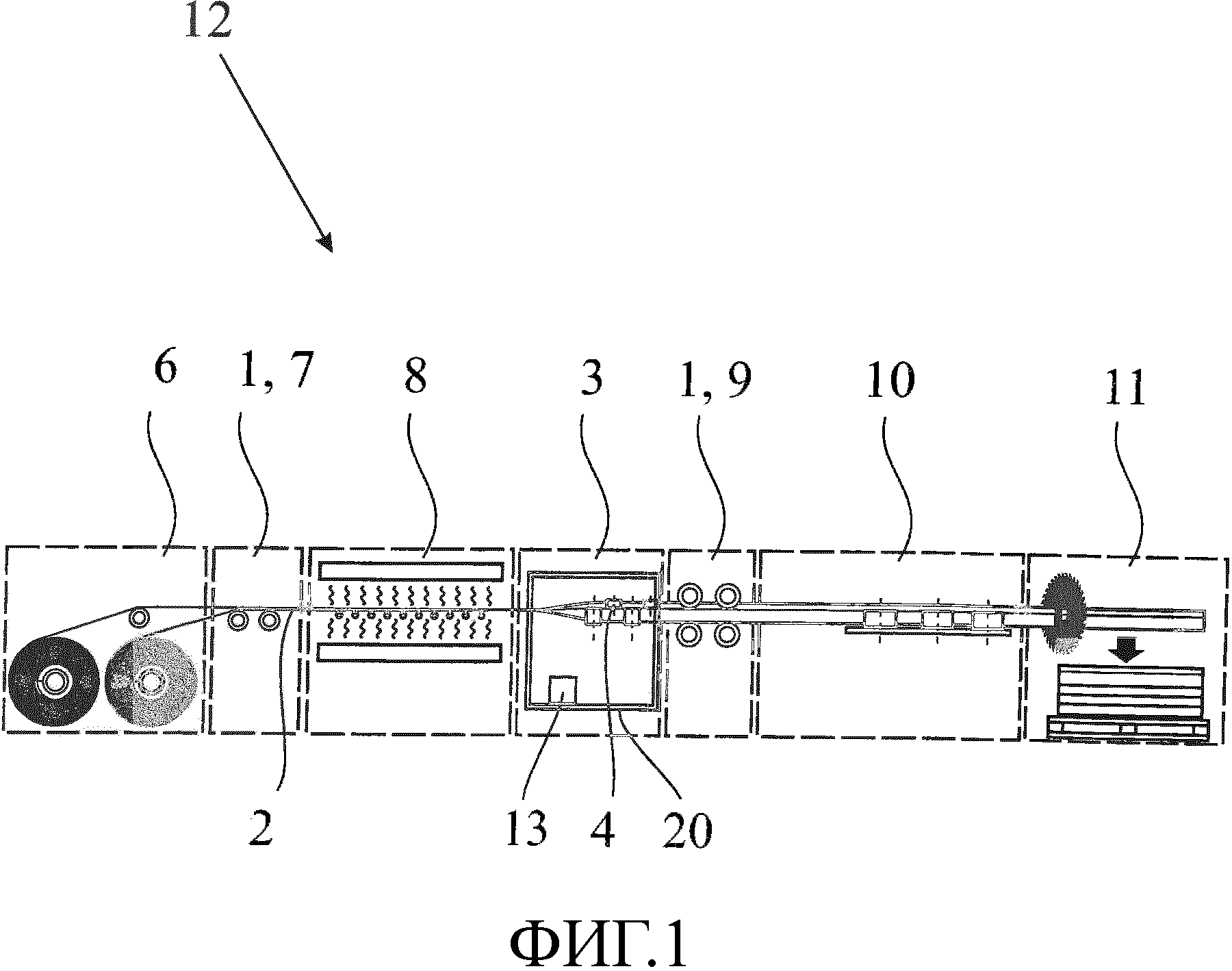
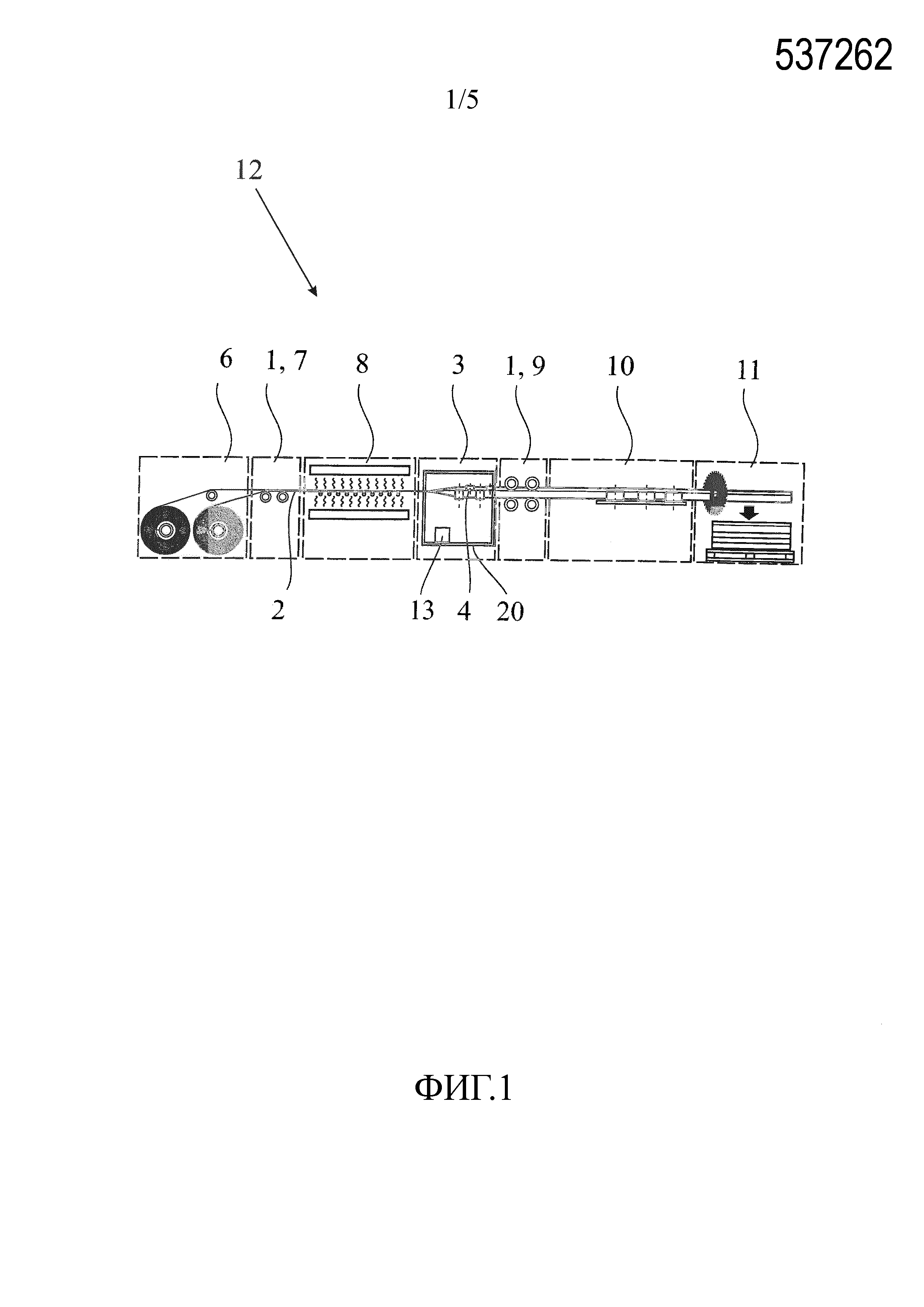
На фиг. 1 показан пример выполнения устройства согласно изобретению для изготовления заготовок из армированной волокном пластмассы. Предлагаемое устройство имеет подающую систему 1 для непрерывной подачи волоконной ткани 2. Волоконная ткань 2 является в данном случае обвязанным термопластичным порошком волоконным материалом и тем самым полуфабрикатом с волоконной матрицей, который называется также препрегом.
Предлагаемое устройство имеет также систему 3 поперечной деформации с драпировочным приспособлением 4 для деформации подаваемой волоконной ткани 2 в заданный профиль 5. Два таких заданных профиля 5 с соответствующим различным поперечным сечением показаны на фиг. 5а, b. Наряду с этим, в системе 3 поперечной деформации могут выполняться также другие стадии обработки.
Предлагаемое устройство характеризуется тем, что драпировочное приспособление 4 выполнено с возможностью перемещения для изменения поперечного сечения заданного профиля 5. При этом эта возможность перемещения драпировочного приспособления 4 может включать как перемещение драпировочного приспособления 4 относительно отдельной структуры системы 3 поперечной деформации, так и перемещение составляющих частей драпировочного приспособления 4 относительно друг друга, т.е. внутреннее перемещение. Требуется лишь возможность перемещения, которая приводит к изменению поперечного сечения заданного профиля 5, в который драпировочное приспособление 4 деформирует подаваемую волоконную ткань 2.
Ниже приводится краткое описание в целом устройства согласно примеру выполнения, показанному на фиг. 1. В направлении подачи и обработки устройство имеет часть 6 для запаса материала, с помощью которой подается с катушек волоконная ткань 2. К этой части 6 запаса материала примыкает направляющая система 7 и к ней, в свою очередь, примыкает нагревательная система 8. За ней следует уже упомянутая система 3 поперечной деформации. Затем в направлении подачи следует приводная система 9 подачи, с помощью которой волоконная ткань 2 вытягивается из части 6 запаса материала и, соответственно, транспортируется дальше. В данном примере выполнения как направляющая система 7, так и приводная система 9 подачи может быть частью подающей системы 1. Наконец, следует еще система 10 продольной деформации, а также разделительная система 11 для разделения по длине заготовок. При этом указанное устройство образует линию 12. Возможны также устройства с несколькими такими линиями 12, при этом они равномерно расположены друг над другом. Каждая отдельная линия 12 служит при этом для изготовления одного, соответственно различного, отдельного профиля, при этом затем различные отдельные профили могут соединяться в один общий профиль.
Существенные составляющие части драпировочного приспособления 4 предлагаемого устройства показаны на фиг. 2а, b, а также 3 и 4, на которые делается ссылка в последующем.
Предпочтительно, что драпировочное приспособление 4 во время подачи волоконной ткани 2 в драпировочное приспособление 4 обеспечивает возможность перемещения. Это можно также называть возможностью оперативного перемещения. Это обеспечивает возможность не только быстрого переналаживания от одного заданного профиля на другой заданный профиль, например, от показанного на фиг. 5а заданного профиля 5 на показанный на фиг. 5b профиль, но также возможность предусмотрения заданных профилей 5 с различным поперечным сечением у одной и той же заготовки. Таким образом, можно изготавливать заготовки с различным поперечным сечением на некоторых участках.
В частности, для такого перемещения во время подачи возможно применение электронного управления. Поэтому система 2 поперечной деформации предпочтительно имеет электронную управляющую систему 13 для перемещения драпировочного приспособления 4. Эта электронная управляющая система 13 может быть образована также центральным вычислительным блоком, который выполняет все задачи управления для предлагаемого устройства или для нескольких таких устройств.
Также предпочтительно, что устройство содержит расположенное в направлении подачи перед системой 4 поперечной деформации нагревательную систему 8 для активирования волоконной ткани 2, так что деформированная в заданный профиль 5 волоконная ткань 2 стабилизируется. Таким образом, указанная нагревательная система 8 служит для активирования связующего вещества, так что процесс деформации волоконной ткани 2 связан с фиксацией достигаемой формы.
Предпочтительно, драпировочное приспособление 4 выполнено с возможностью перемещения для изменения стенки 14 и в данном случае, в частности, для изменения высоты 14а стенки заданного профиля 5. Соответствующее изменение стенки 14, соответственно высоты 14а стенки, показано на фиг. 5а и 5b.
Для предпочтительной реализации этого, как показано на фиг. 2а, b и 3, драпировочное приспособление 4 имеет формовочный стержень 15 с первой частью 15а формовочного стержня и со второй частью 15b формовочного стержня, при этом для изменения заданного профиля 5 предусмотрена возможность перемещения первой части 15а формовочного стержня и второй части 15b формовочного стержня относительно друг друга. Такое перемещение может соответствовать, например, переходу из относительного положения частей 15а, b формовочного стержня, согласно фиг. 2а, в относительное положение частей 15а, b формовочного стержня, согласно фиг. 2b. В принципе формовочный стержень 15 может иметь также другие, также перемещаемые относительно друг друга части формовочного стержня. Таким образом, волоконная ткань 2 драпируется с помощью формовочного стержня 15 и принимает при этом поперечное сечение, которое задается с помощью формовочного стержня 15.
На фиг. 2а, b показан предпочтительный вариант выполнения, согласно которому для изменения стенки 14 заданного профиля 5 предусмотрена возможность перемещения первой части 15а формовочного стержня и второй части 15b формовочного стержня относительно друг друга. В частности, при этом высота 14а стенки определяется тем, насколько далеко друг от друга перемещена первая часть 15а формовочного стержня от второй части 15b формовочного стержня.
Как следует из совместного рассмотрения фиг. 2а, b и фиг. 5, предпочтительно первая часть 15а формовочного стержня предназначена для изготовления первой полки 16а заданного профиля 5, и альтернативно или дополнительно вторая часть 15b формовочного стержня предназначена для изготовления второй полки 16b заданного профиля 5. Это предпочтительно достигается тем, что первая часть 15а формовочного стержня и/или вторая часть 15b формовочного стержня имеет соответствующую боковую поверхность 17а, b для изготовления первой полки 16а или, соответственно, второй полки 16b. Таким образом, полки 16а, b образуются за счет драпировки волоконной ткани 2 с помощью соответствующих боковых поверхностей 17а, b.
Для обеспечения возможно менее нагруженного перехода, исходя из равномерного плоского поперечного сечения волоконной ткани 2, как она подается в систему 4 поперечной деформации, соответствующая боковая поверхность 17а, b предпочтительно наклонно повышается в направлении подачи из горизонтальной плоскости 19 первой части 15а формовочного стержня или, соответственно, второй части 15b формовочного стержня. Это показано на фиг. 2а, b. При этом горизонтальная плоскость 19 соответствует тому участку формовочного стержня 15, с помощью которого драпируется соответствующая стенке 14 часть волоконной ткани 2.
Для обеспечения достаточной опоры драпировочного приспособления 4 предпочтительно предусмотрено, что система 4 поперечной деформации имеет раму 20 для размещения драпировочного приспособления 4. Эта рама 20 может быть, в частности, стационарной. Предпочтительно, также первая часть 15а формовочного стержня жестко соединена с рамой 20. Тем самым достаточно, когда лишь одна часть формовочного стержня 15 подвижна.
Относительно этого движения формовочных стержней 15а, b предпочтительно предусмотрено, что первая часть 15а формовочного стержня и вторая часть 15b формовочного стержня установлены с возможностью поворота относительно друг друга. На фиг. 2а и 2b показано такое поворотное движения как в ножницах. Предпочтительно, первая часть 15а формовочного стержня и вторая часть 15b формовочного стержня установлены с возможностью поворота относительно друг друга с помощью поворотного соединения 21. При этом поворотное соединение 21 предусмотрено не между частями 15а, b формовочного стержня. Предпочтительно, как показано на фиг. 2а, b, вторая часть 15b с помощью поворотного соединения 21, которое является здесь шарнирным вилочным соединением 21а, соединена с рамой 20. Когда, согласно одному предпочтительному варианту выполнения, формовочный стержень 15 является удлиненным, то поворотное соединение 21 может быть расположено на одном продольном конце формовочного стержня 15.
Для обеспечения предлагаемого перемещения драпировочное приспособление 4 предпочтительно имеет линейный привод 22 для перемещения первой части 15а формовочного стержня и второй части 15b формовочного стержня относительно друг друга. Такой линейный привод 22, который в данном случае является шаговым двигателем 22а, показан на фиг. 4. Для хорошего рычажного действия линейный привод 22 для перемещения воздействует на расстоянии от поворотного соединения 21. Для экранирования от, например, создаваемого нагревательной системой 8 тепла, линейный привод 22 имеет предпочтительно теплозащиту 23. При этом линейный привод приводит в движение активный линейный блок 24 вдоль линейной траектории.
В данном примере выполнения линейный привод 22 приводит в движение вторую часть 15b формовочного стержня. В соответствии с указанным выше поворотным соединением 21, вторая часть 15b формовочного стержня выполняет круговое движение. Для выравнивания соответствующих траекторий движения линейный привод 22 имеет еще пассивный линейный блок 25, а также направляющий вал 26, установленный между активным линейным блоком 24 и второй частью 15b формовочного стержня.
Для обеспечения возможно более точного драпирования волоконной ткани 2 на формовочном стержне 15 и соответствующего отклонения волоконной ткани 2, драпировочное приспособление 4 предпочтительно имеет первую роликовую систему 27а для фиксации поперечного сечения волоконной ткани 2. Дополнительно к этому, драпировочное приспособление 4 может иметь вторую роликовую систему 27b для фиксации поперечного сечения волоконной ткани 2. Это показано на фиг. 3.
При этом предпочтительно предусмотрено, что первая роликовая система 27а содержит выпуклые ролики 28, которые, в частности, могут служить для изготовления первой полки 16а, а именно за счет направления волоконной ткани 2 на соответствующую боковую поверхность 17а. При этом, как показано на фиг. 3, первая роликовая система 27а расположена над первой частью 15а формовочного стержня и, также как и она, неподвижно соединена с рамой 20, а именно, в данном случае с помощью зажимных соединителей 29. Для достижения небольшого трения между выпуклыми роликами 28 и волоконной тканью 2, дополнительно предусмотрены адаптеры 30 подшипников скольжения между выпуклыми роликами 28 и зажимными соединителями 29. Предпочтительно и как показано на фиг. 3, первая роликовая система 27а в своей ориентации следует наклонному подъему боковой поверхности 17а первой части 15 формовочного стержня.
В соответствующем предпочтительном варианте выполнения второй роликовой системы 27b предусмотрено, что она содержит вогнутые ролики 31. Они служат предпочтительно для изготовления второй полки 16b, при этом дополнительно предпочтительно, что вторая роликовая система 27b расположена над второй частью 15b формовочного стержня и неподвижно соединена со второй частью 15b формовочного стержня. Таким образом, вторая роликовая система 27b может следовать за движением второй части 15b формовочного стержня. Соединение со второй частью 15b формовочного стержня происходит также с помощью зажимных соединителей 29, что обеспечивает изменяемую установку вогнутых роликов 31. Также для второй роликовой системы 27b предпочтительно предусмотрены адаптеры 30 подшипников скольжения для уменьшения трения. Кроме того, предпочтительно, что вторая роликовая система 27b следуют за наклонным подъемом боковой поверхности 17b второй части 15b формовочного стержня, как также показано на фиг. 3.
Наряду с этими указанными выше роликовыми системами 27а, b, которые должны обеспечивать точное выполнение желаемого поперечного сечения, драпировочное приспособление 4 может предпочтительно иметь сглаживающую систему 32 для сглаживания подаваемой волоконной ткани 2, при этом сглаживающая система 32 предпочтительно имеет горизонтальные направляющие ролики 32а. Тем самым должно предотвращаться возникновение волн или т.п. Поэтому сглаживающая система 32 предпочтительно расположена в зоне стенки 14.
В предложенном способе изготовления заготовок из армированной волокном пластмассы волоконная ткань 2 непрерывно подается в драпировочное приспособление 4 для деформации волоконной ткани в заданный профиль 5.
Предложенный способ характеризуется тем, что драпировочное приспособление 4 перемещается для изменения поперечного сечения заданного профиля 5.
Предпочтительные варианты выполнения предлагаемого способа следуют из указанных выше предпочтительных вариантов выполнения устройства, согласно изобретению.
Машина для укладки волокон и способ изготовления волокнистых нетканых матов
Способ работы устройства автоматизации
Установка для обработки структурных элементов самолета
Устройство фиксации для тестового листа
Рабочий орган для клепального устройства
Способ навертывания замыкающего кольца на резьбовой стержень
Способ компенсации отклонения рабочей точки
Манипулятор с рукой
Система изготовления
Машина для укладки волокон

