Результат интеллектуальной деятельности: СПОСОБ КРЕПЛЕНИЯ КОЛОДКИ С НАБОРОМ ВСТАВОК МАРКИРОВОЧНЫХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ ПОСТОЯННЫХ МАГНИТОВ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗВЛЕЧЕНИЯ
Вид РИД
Изобретение
Область техники
Изобретение относится к области литейного производства и предназначено для крепления и удержания колодки с набором вставок маркировочных элементов на технологической литейной оснастке, используемой в литейном производстве.
Уровень техники
В настоящее время в литейном производстве используется технологическая оснастка (модели, стержневые ящики и др.) для изготовления литейных форм, на которой крепится колодка с набором вставок маркировочных элементов с целью обеспечения наличия маркировки на отливке и/или детали при изготовлении.
Выполнение маркировки требует частой замены, а именно простановки порядкового номера детали при изготовлении каждой формы, изменении на деталях даты изготовления, номера плавки, бригады изготовителей и т.д.
Форма и размеры колодки выполняются в зависимости от объема требуемой маркировки, которая устанавливается техническими требованиями чертежа на отливку и/или деталь, а в ряде случаев и в ГОСТ на изготавливаемую отливку и/или деталь. Для установки набора вставок маркировочных элементов в колодку наиболее распространен метод крепления типа «ласточкин хвост».
Конструкция маркировки и способы крепления элементов маркировки выполняются в соответствии с требованиями ГОСТ 21086 «Календари почасовые и сменные наборные для металлических литейных моделей».
В литейном производстве широко используются ряд способов крепления элементов маркировки, на технологической оснастке допущенных в применении по результатам типовых испытаний деталей.
Известен способ крепления элементов маркировки, включающий закрепление колодки посредством резьбового соединения на рабочей поверхности технологической оснастки и поочередную установку в колодку набора вставок маркировочных элементов.
Недостаток этого способа заключается в том, что колодка с набором вставок маркировочных элементов возвышается над рабочей поверхностью технологической оснастки на величину максимальной толщины колодки, что приводит к локальному увеличению толщины стенки на отливке/или детали в зоне маркировки что, например, не допускается техническими требованиями чертежа на оливку и/или деталь.
Известен также способ крепления элементов маркировки на технологической оснастке, включающий установку колодки с набором вставок маркировочных элементов в заранее предусмотренное углубленное посадочное место на размер толщины колодки, достаточное для ее закрепления на технологической оснастке посредством резьбового соединения и последующей установкой заглушки, удерживающей набор маркировочных элементов в колодке.
Данный способ крепления колодки с набором вставок маркировочных элементов на технологической оснастке выбран в качестве прототипа.
Недостаток этого способа крепления, заключается в том, что его использование вызывает дополнительные трудозатраты времени на замену (монтаж/демонтаж) колодки с набором вставок маркировочных элементов.
Технический результат, достигаемый от заявленного изобретения, заключается в создании способа крепления колодки с набором вставок маркировочных элементов для маркировки отливки в технологической литейной оснастке, позволяющего сократить трудозатраты на замену (монтаж/демонтаж) колодки с набором вставок маркировочных элементов, а также возможности переоборудования любой имеющейся в распоряжении технологической оснастки.
Дополнительный технический результат, достигаемый от заявленного изобретения, заключается в возможности выполнения маркировки без локального увеличения толщины стенки в отливке/или детали в зоне маркировки.
Раскрытие сущности изобретения.
Сущность изобретения «Способ крепления колодки с набором вставок маркировочных элементов для маркировки отливки в технологической литейной оснастке» поясняется чертежами, на которых представлено:
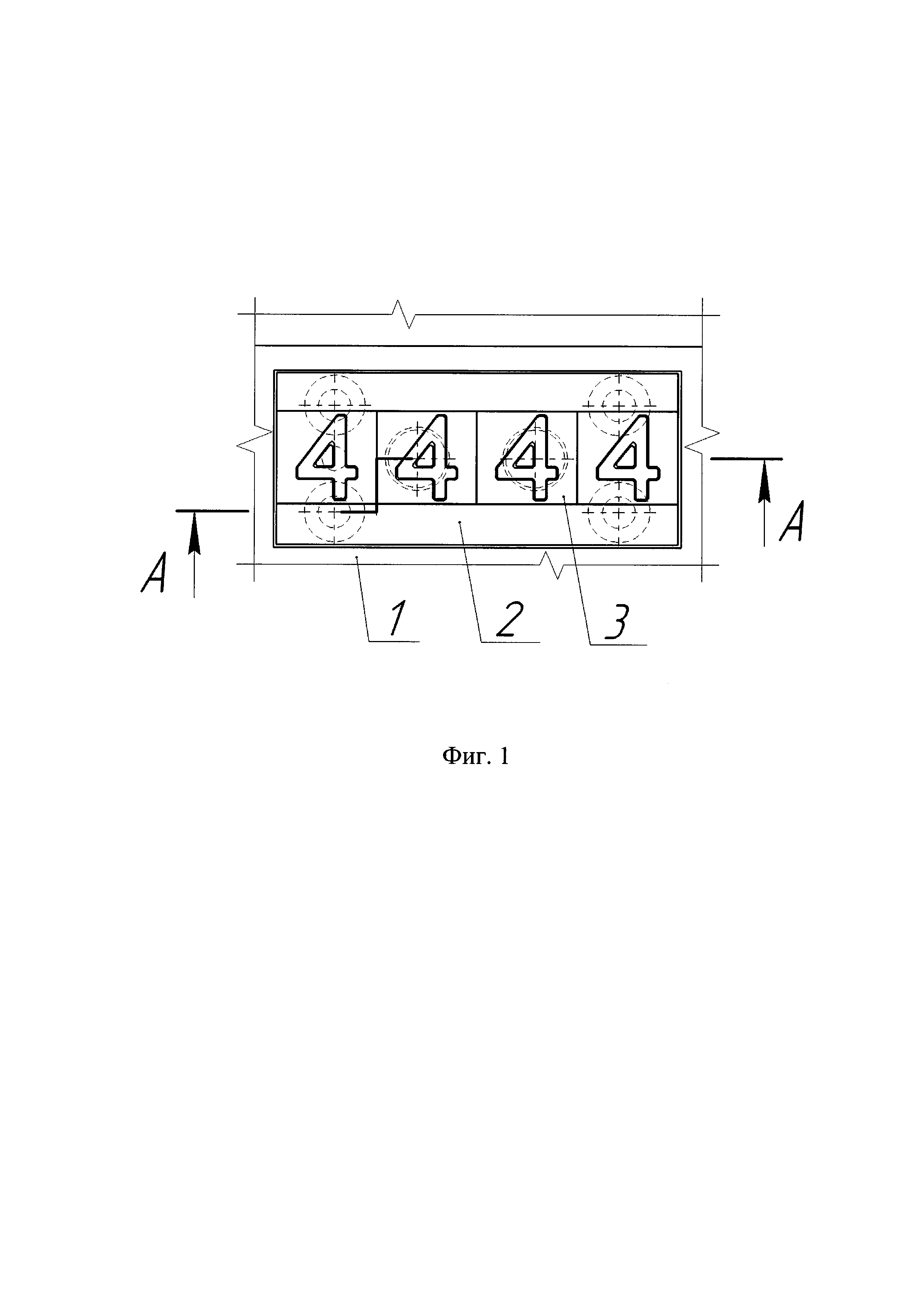
фиг. 1 - изображение фрагмента технологической оснастки с предложенным способом крепления колодки с набором вставок маркировочных элементов для маркировки отливки в технологической литейной оснастке;
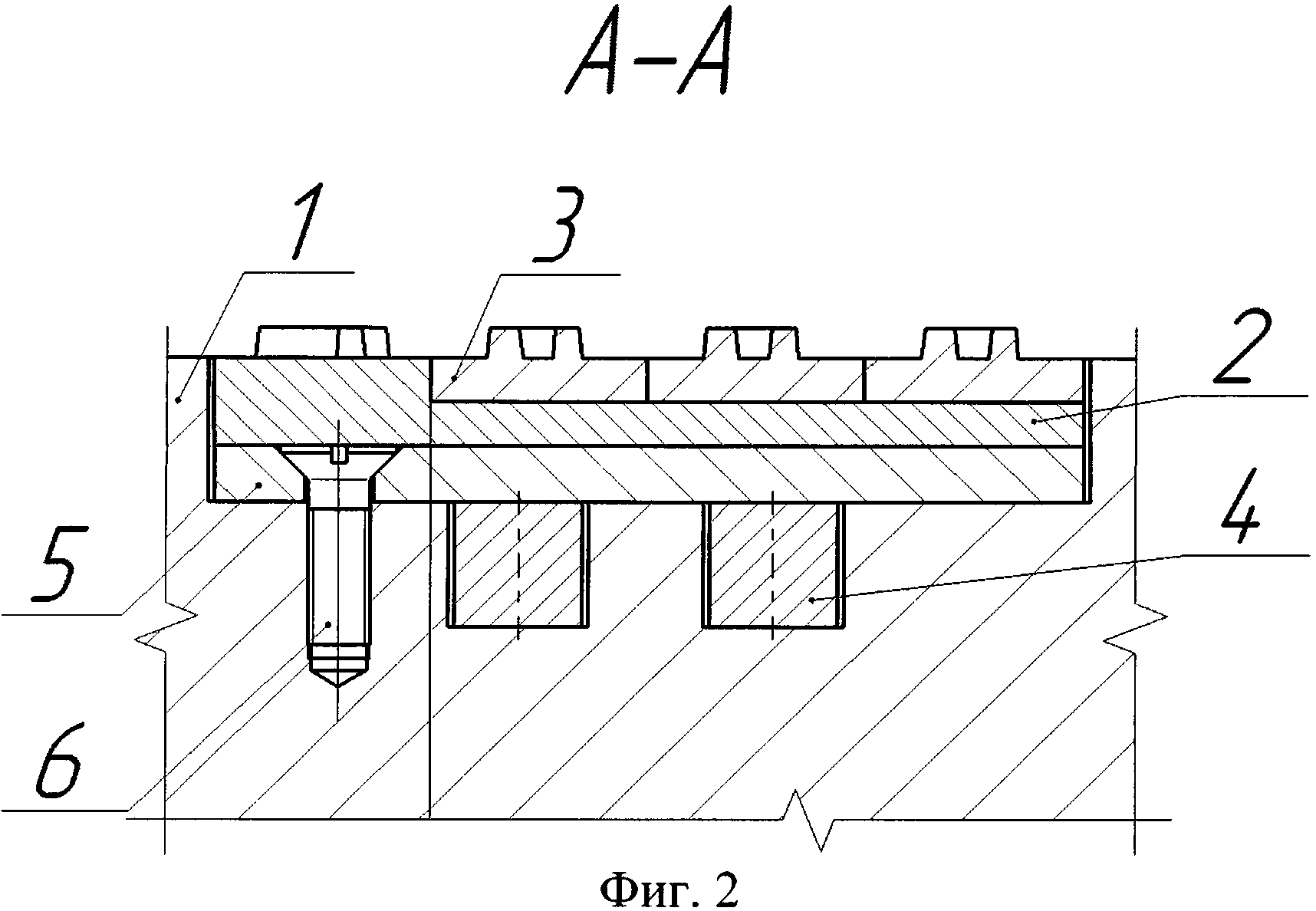
фиг. 2 - вид показанного на фиг. 1 в продольном разрезе по линии А-А;
Краткое описание чертежей.
На фиг. 1 изображен фрагмент технологической оснастки 1 с установленной колодкой 2 с набором вставок маркировочных элементов 3.
На фиг. 2 изображено сечение технологической оснастки 1 по линии А-А. Технологическая оснастка 1 в области посадочной поверхности снабжена несколькими постоянными магнитами 4, утопленными в глухие отверстия посадочного места и ферромагнитной подложкой 5 закрепленной винтом 6. Колодка 2 с набором вставок маркировочных элементов 3 установлена своей рабочей поверхностью заподлицо с поверхностью технологической оснастки 1.
Указанный технический результат достигается тем, что в предполагаемом способе крепления колодки с набором вставок маркировочных элементов для маркировки отливки в технологической литейной оснастке, при изготовлении или доработке технологической оснастки 1, сначала осуществляют разметку и подготавливают посадочное место с углублением на величину достаточную для установки постоянных магнитов 4, ферромагнитной подложки 5 и колодки 2 с набором вставок маркировочных элементов 3. В глухие отверстия посадочного места, устанавливают постоянные магниты 4, по меньшей мере один, поверх постоянных магнитов 4 устанавливают ферромагнитную подложку 5, геометрические размеры которой совпадает с геометрическими размерами посадочного места с учетом зазоров и закрепляют винтом 6, и вкладывают колодку 2 с набором вставок маркировочных элементов 3 в тоже посадочное место заподлицо с поверхностью технологической оснастки 1, при этом колодка 2 удерживается в посадочном месте за счет силы постоянных магнитов 4 установленных в технологической оснастке.
Способ осуществляется следующим образом. На поверхности технологической оснастки 1, при ее изготовлении или доработке, производят разметку и выполнение посадочного места, как правило, концевой фрезой на фрезерном станке с числовым программным управлением. Радиус углов посадочного места дорабатывается при слесарных операциях ручным инструментом. Выполняют глухие отверстия под установку постоянных магнитов 4 и высверливают резьбовые отверстия для крепления ферромагнитной подложки 5.
В глухие отверстия посадочного места устанавливают постоянные магниты 4 и производят их фиксацию ферромагнитной подложкой 5 винтом 6. Колодка 2 с набором вставок маркировочных элементов 3 накладывается поверх ферромагнитной подложки 5 в тоже посадочное место, заподлицо с поверхностью технологической оснастки 1, сила постоянных магнитов примагничивает колодку 2 к ферромагнитной подложке 5.
Постоянные магниты 4, установленные в технологической оснастке 1, обеспечивают безлюфтовое и беззазорное притягивание колодки 2 с набором вставок маркировочных элементов 3 к опорной поверхности ферромагнитной подложки 5 независимо от температуры, положения в пространстве, времени и любых других условиях.
Главным требованием по обеспечению достаточного притягивания и фиксирования колодки 2 с набором вставок маркировочных элементов 3 в технологической оснастке 1 при выполнении технологических операций (кантование, наклон, обдуве сжатым воздухом, извлечении формы) является соблюдение условия, при котором суммарное усилие постоянных магнитов 4 предотвращает смещение или выпадение колодки 2 при воздействии выше указанных внешних сил.
Данный способ крепления колодки с набором вставок маркировочных элементов для маркировки отливки в технологической литейной оснастке, внедрен в технологическом производстве и подтвердил свою технико-экономическую эффективность, по сравнению с ранее использующимися способами.
Способ крепления колодки с набором вставок маркировочных элементов для маркировки отливки в технологической литейной оснастке, характеризующийся тем, что подготавливают в технологической оснастке посадочные места для установки постоянных магнитов, ферромагнитной подложки и колодки с набором вставок маркировочных элементов, причем постоянные магниты устанавливают в глухие отверстия в упомянутых посадочных местах, поверх постоянных магнитов устанавливают ферромагнитную подложку и фиксируют ее винтовым соединением, поверх ферромагнитной подложки устанавливают колодку с набором вставок маркировочных элементов, при этом упомянутые посадочные места выполняют глубиной, обеспечивающей размещение колодки с набором вставок маркировочных элементов заподлицо с технологической литейной оснасткой.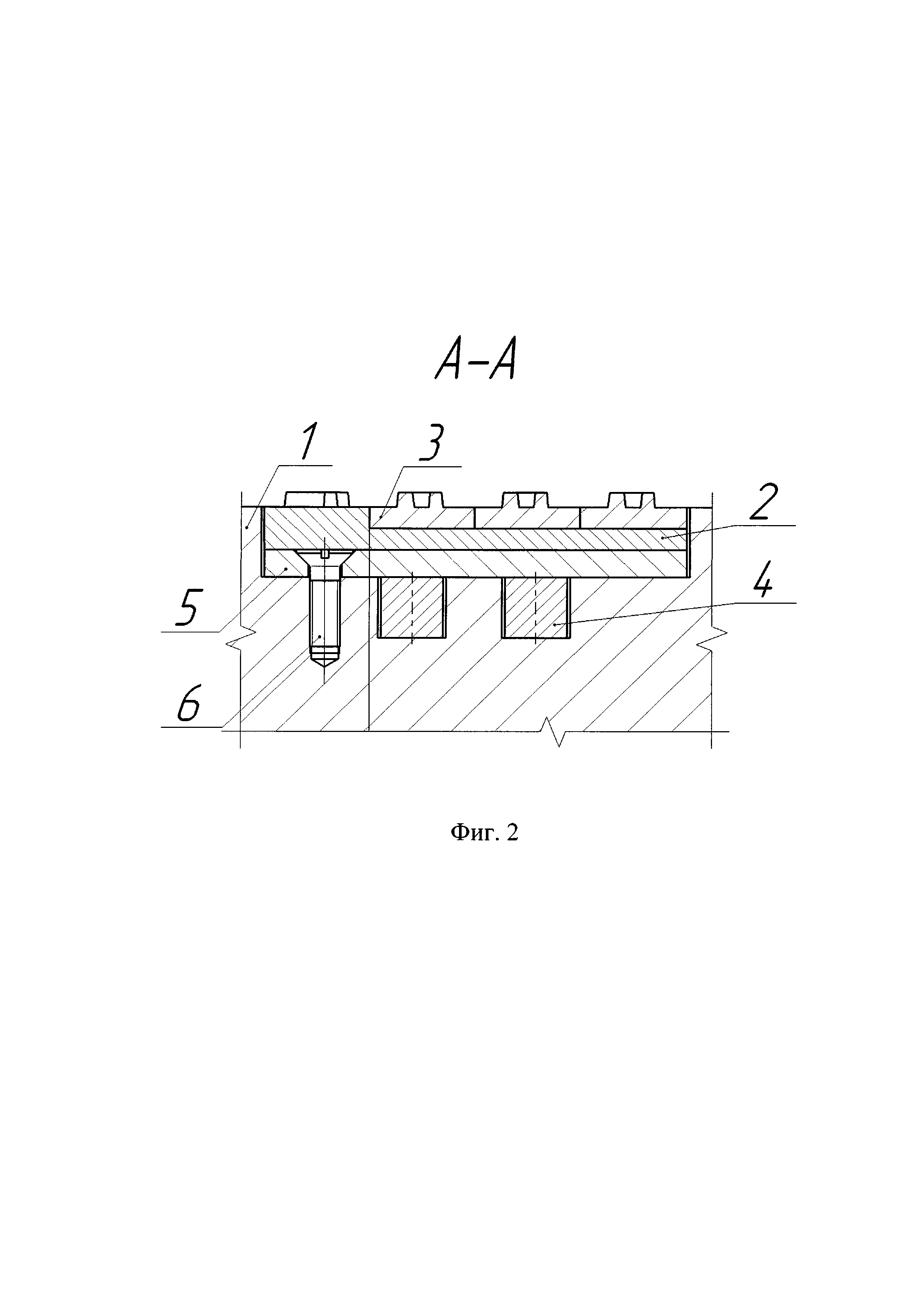
Способ выплавки низколегированной ванадийсодержащей стали
Способ расчета свойств формовочных песков, способ расчета компонентного состава формовочных и/или стержневых смесей, устройство для расчета свойств формовочных песков и/или компонентного состава формовочных и/или стержневых смесей, машиночитаемый носитель данных для его осуществления
Тележка железнодорожного вагона с ограничителем перемещения надрессорной балки
Кузов железнодорожного вагона-хоппера
Вагон-платформа универсальный с фитинговыми упорами
Установка для дробеструйной очистки внутренней поверхности труб
Железнодорожный вагон-платформа
Способ отверждения жидкостекольной смеси при изготовлении форм и стержней
Способ сборки кузовов вагонов с рамами малой жесткости
Защитный кожух для режущего инструмента с системой пылеотсоса
Способ отверждения жидкостекольной смеси при изготовлении форм и стержней

