Результат интеллектуальной деятельности: Агломерированный флюс 48АФ-71
Вид РИД
Изобретение
Изобретение относится к сварочным материалам, а именно к агломерированным флюсам, и может быть использовано для сварки углеродистых, кремниймарганцовистых и низколегированных сталей перлитного класса, применяемых в атомном энергетическом машиностроении и других областях машиностроения. Данный агломерированный флюс разработан для сварки сталей типов 22К, 09Г2С, 15Х2МФА, 15Х2НМФА, 10ГН2МФА.
Известен ближайший по составу и области применения агломерированный флюс (прототип) для автоматической сварки низколегированных сталей (Патент России RU 2535160, B23K 35/362), содержащий: электрокорунд, плавиковый шпат, титаномагнетитовый концентрат, ферротитан, ферросилиций, обожженный магнезит, марганец металлический, так же дополнительно содержит синтетический шлак и фтористый барий, а в качестве связующей добавки - силикат натрия, при следующем соотношении компонентов, мас. %:
|
при этом отношение суммарного содержания магнезита, плавикового шпата 1/3 синтетического шлака и 1/3 силиката натрия к суммарному содержанию 2/3 синтетического шлака, 1/2 электрокорунда и 2/3 силиката натрия находится в пределах 2,25-3,18, при этом синтетический шлак имеет следующий состав, мас. %: окись кремния 15-35, окись кальция 45-60, окись алюминия 5-10, фтористый кальций 8-16.
Недостатком данного флюса является отсутствие возможности сварки на переменном токе, что приводит к отсутствию возможности получать удовлетворительные значения ударной вязкости при температуре испытаний ниже минус 40°С, а также обеспечивать высокую производительность сварки.
Техническим результатом данного изобретения является обеспечение высоких технологических свойств при сварке на переменном токе с повышением характеристик стойкости против хрупких разрушений металла сварных швов при температуре испытаний от минус 50°С до минус 35°С после проведения высокого отпуска с одновременным повышением производительности сварки на 20% при использовании тех же параметров сварочного тока.
Технический результат достигается тем что:
Предлагаемый состав агломерированного флюса, содержащий: электрокорунд, плавиковый шпат, титаномагнетитовый концентрат, ферротитан, ферросилиций, обожженный магнезит, марганец металлический, синтетический шлак и фтористый барий, в качестве связующей добавки - силикат натрия, а так же дополнительно содержит хлористый калий и окись циркония, при следующем соотношении компонентов, мас. %:
|
при этом отношение суммарного содержания хлористого калия, 5/8 силиката натрия, 3/8 окиси циркония, 1/8 электрокорунда, 1/16 синтетического шлака к суммарному содержанию 5/8 фтористого бария, 1/8 фтористого кальция, 1/16 обожженного магнезита составляет не менее 2, при этом отношение марганца металлического к суммарному содержанию ферротитана и ферросилиция составляет не менее 2, а синтетический шлак имеет следующий состав, мас. %: окись кремния 15-35; окись кальция 45-60; окись алюминия 5-10; фтористый кальций 8-16.
В состав флюса введены хлористый калий и окись циркония, обеспечивающие в данных концентрациях стабилизацию горения сварочной дуги и улучшение формирования при сварке на переменном токе, при этом обеспечивается низкое содержание диффузионно-подвижного водорода.
При превышении содержания электрокорунда сверх указанных пределов отмечается повышенная загрязненность металла шва алюмосиликатными включениями, из-за чего происходит снижение ударной вязкости металла шва. При содержании электрокорунда ниже указанного предела происходит ухудшение сварочно-технологических свойств флюса.
Пределы содержания плавикового шпата выбраны с точки зрения обеспечения наилучших сварочно-технологических свойств и отделимости шлаковой корки. При содержании плавикового шпата ниже указанного предела наблюдается ухудшение отделимости шлаковой корки. При повышении содержания плавикового шпата выше указанного предела, наблюдается не стабильное горение дуги.
Введение в состав флюса добавок титаномагнетита и фтористого бария в указанных пределах приводит к улучшению сварочно-технологических свойств флюса за счет улучшения смачиваемости жидкого металла расплавленным шлаком.
Содержание марганца металлического, ферротитана и ферросилиция выбраны с учетом обеспечения сочетания высоких прочностных и пластических свойств металла сварного шва, а также его высокой ударной вязкости. При содержании указанных элементов ниже указанных пределов отмечается снижение предела текучести и временного сопротивления металла шва после проведения высокого отпуска. При превышении указанных пределов снижается пластичность и ударная вязкость металла шва.
Содержание хлористого калия выбрано в таком количестве, в котором он с одной стороны обеспечивает стабильное горение сварочной дуги при сварке на переменном токе, с другой - не приводит к чрезмерному повышению диффузионно-подвижного водорода в наплавленном металле.
Содержание окиси циркония в указанном количестве способствует улучшению формирования поверхности металла шва.
Указанные пределы содержания химических соединений в синтетическом шлаке выбрано с учетом обеспечения возможности его выплавки в электрической печи, так как в этих пределах выбранный состав попадает в область тройной эвтектики на диаграмме плавкости.
Изготовление данного флюса возможно на промышленных автоматизированных линиях по производству агломерированных флюсов.
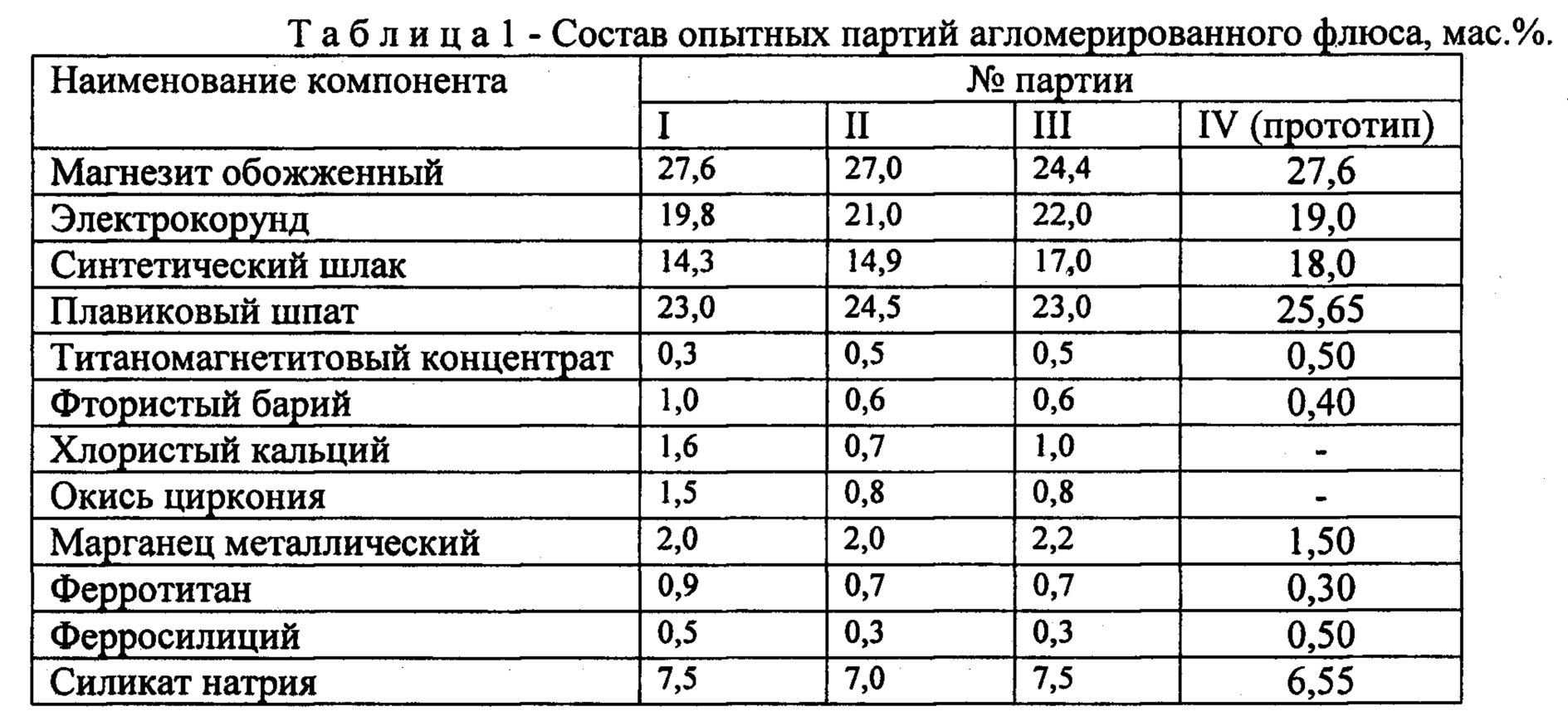
Были изготовлены партии агломерированных флюсов, составы которых приведены в таблице 1.
Проведена сварка стыковых соединений из стали 15Х2МФА с использованием изготовленных флюсов и проволоки ∅4 мм марки Св-15ХГМТА следующего состава, мас. %: железо - основа; углерод 0,15; кремний 0,24; марганец 0,95; хром 1,77; никель 0,64; молибден 0,61.
Режимы сварки:
Сварочный ток: переменный;
Сила тока: 500-550 А;
Напряжение: 28-32 В;
Скорость: 25-27 м/ч;
Предварительный и сопутствующий подогрев: 175-250°С.
Режимы термообработки:
Отпуск при 655°С в течение 5 ч + отпуск при 670°С в течение 10 ч.
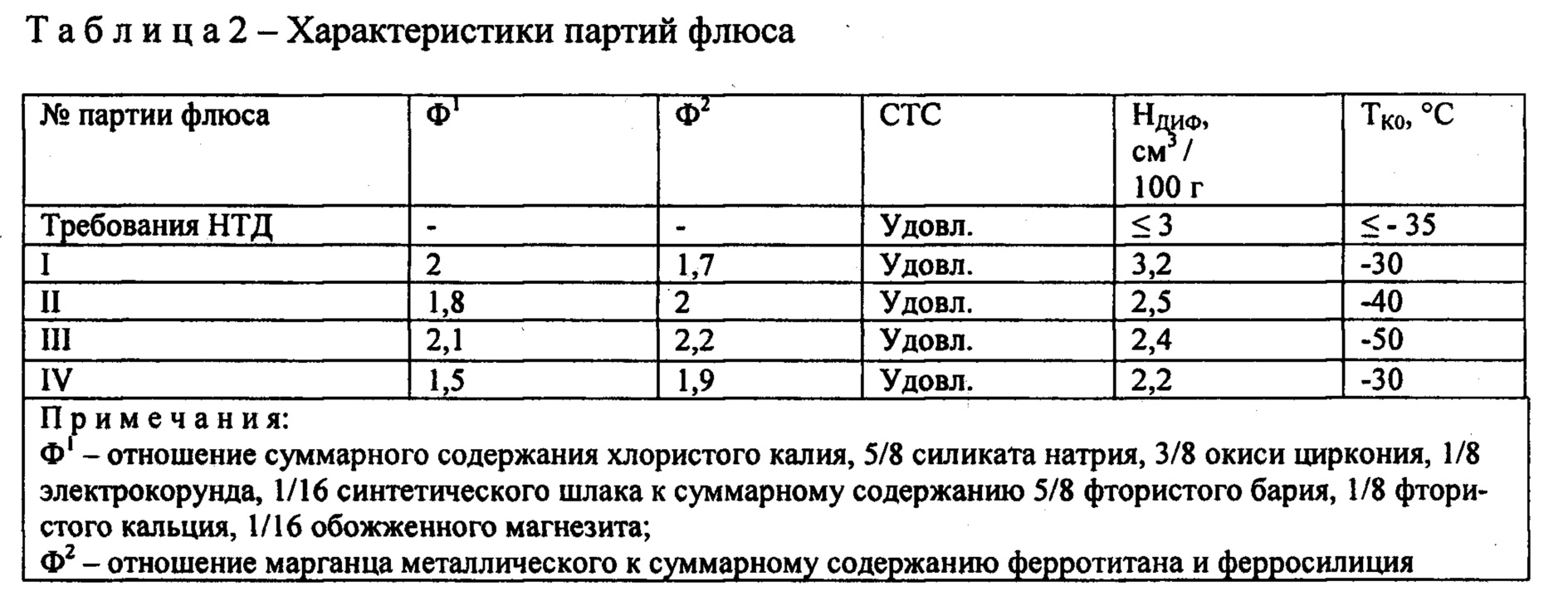
В таблице 2 приведены характеристики партий флюса, включающие сварочно-технологические свойства (СТС), содержание диффузионно-подвижного водорода (НДИФ), критическую температуру хрупкости металла шва (ТК0), а также требования нормативно-технической документации (НТД).
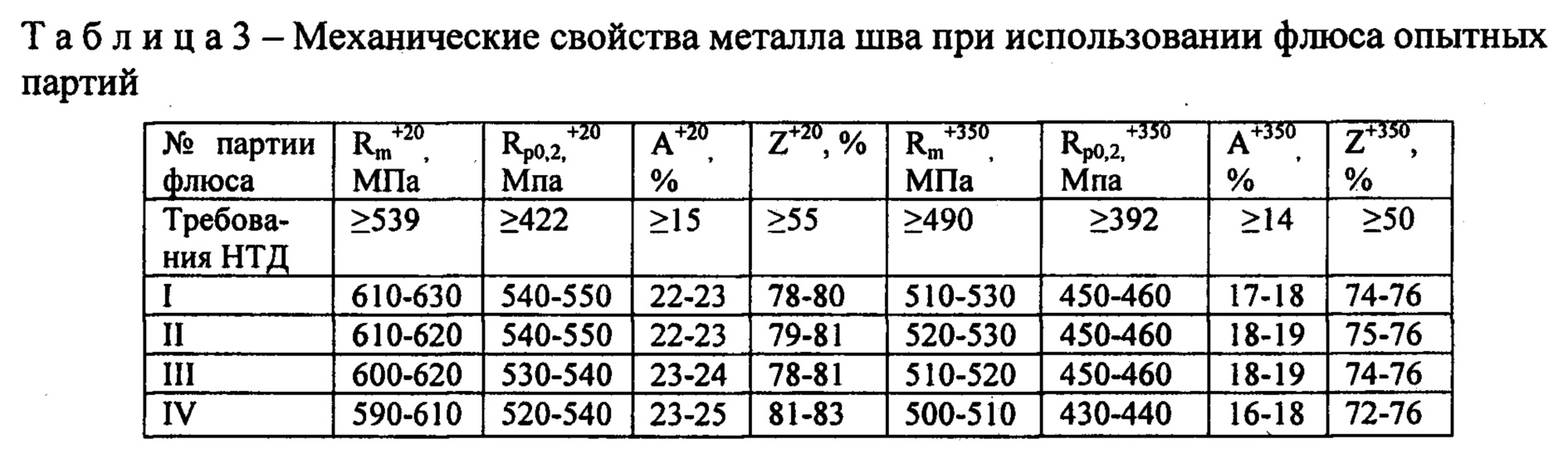
В таблице 3 приведены механические свойства металла шва при 20 и 350°С (Rm, Rp0,2, A, Z), а также требования НТД.
Исследования показали, что при отношении суммарного содержания хлористого калия, 5/8 силиката натрия, 3/8 окиси циркония, 1/8 электрокорунда, 1/16 синтетического шлака к суммарному содержанию 5/8 фтористого бария, 1/8 фтористого кальция, 1/16 обожженного магнезита менее 2, происходит ухудшение технологических свойств при сварке на переменном токе из-за нестабильности горения сварочной дуги, что приводит к загрязнению металла шва шлаковыми включениями, ухудшению отделимости шлаковой корки.
При повышении содержания хлористого кальция свыше 1% отмечается чрезмерное повышение содержания диффузионно-подвижного водорода в наплавленном металле.
При отношении марганца металлического к суммарному содержанию ферротитана и ферросилиция менее 2 отмечается снижение характеристик сопротивления хрупким разрушениям, в частности недостаточный уровень критической температуры хрупкости металла шва.
Ожидаемый технико-экономический эффект от использования нового состава сварочного флюса для изготовления оборудования атомных энергетических установок из теплоустойчивых сталей с высокими рабочими параметрами выразится в повышении срока службы оборудования при обеспечении его повышенной безопасности.
Способ получения нанокристаллического порошкового материала для изготовления широкополосного радиопоглощающего композита
Способ микродугового оксидирования прутков из титановой проволоки для выполнения износостойких наплавок
Литейный сплав на основе титана
Износостойкий сплав для высоконагруженных узлов трения
Способ получения магнитного и электромагнитного экрана
Композиционный радиопоглощающий материал и способ его изготовления
Аустенитная жаропрочная и коррозионно-стойкая сталь
Способ производства листового проката с регулируемым пределом текучести из стали унифицированного химического состава
Способ получения керамоматричного покрытия на стали, работающего в высокотемпературных агрессивных средах
Носитель катализатора на металлической основе
Состав флюса для сварки и наплавки проволокой и лентой из стали аустенитного класса
Электрод для сварки теплоустойчивых сталей
Сварочная проволока для автоматической сварки теплоустойчивых сталей перлитного класса
Агломерированный флюс 48аф-70
Фазовый пеленгатор
Сварочная проволока для сварки высоконикелевых сплавов
Способ двухступенчатого преобразования энергии ионизирующего излучения в электрическую энергию
Способ термической обработки сварных соединений из низкоуглеродистых феррито-перлитных сталей
Сварочная проволока для автоматической сварки реакторных сталей
Способ преобразования энергии ионизирующего излучения в электрическую энергию

