Результат интеллектуальной деятельности: Пуансон для закрытой матрицы горячего штампа
Вид РИД
Изобретение
Изобретение относится к металлургическому производству и пригодно для получения горячей штамповкой заготовок-валов с шестерней на конце. Известны горячие штампы, формообразующие части матриц и пуансонов которых подвергаются значительным силовым, термическим, эрозионным и прочим нагрузкам, вследствие чего стойкость их составляет несколько тысяч съемов заготовок (см. книгу Технология металлов и конструкционные материалы. /В.А. Кузьмин и др. - М.: Машиностроение, 1989, с. 342-353). Известна охлаждаемая закрытая матрица горячего штампа (см. патент РФ 2670508 С1 от 23.10.2018), используемая с неохлаждаемым цельным пуансоном с рабочей передней, средней и присоединительной задней частями, расположенным над матрицей в верхней части обойм (см. патент РФ 2481915 от 2013 г.). Его недостатки: ограниченная стойкость (не более 4000-5000 запрессовок заготовок) его рабочих поверхностей из-за перегрева при работе и значительных давлений на них со стороны деформируемого металла и отсутствия искусственного охлаждения; при износе только этой рабочей части изготовление его из качественной стали с соответствующей трудоемкостью и стоимостью повышает стоимость получаемых заготовок. Задачей предлагаемого решения является снижение эксплуатационной стоимости такого пуансона. Технический результат от этого решения: уменьшение стоимости получаемых при использовании усовершенствованного пуансона заготовок и искусственного охлаждения его. Это достигается тем, что у пуансона для закрытой матрицы горячего штампа, выполненного цельным с передней рабочей частью, средней промежуточной частью и задней частью с большим поперечным размером, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО он - сборный в виде полого корпуса и передней рабочей части - колпачка, размещенного конической полостью на его передней конической части с зазором относительно его переднего торца; при этом с заднего торца корпуса выполнена полость под головку болта, размещенного в его полости с боковым зазором и соединенного передней резьбовой частью с резьбовой поверхностью гнезда колпачка; при сборке пуансона передний торец этой головки уперт в дно образованной задней полости под нее, а ее задний торец утоплен относительно заднего торца корпуса; болт выполнен с глухой полостью, образованной с его переднего торца, дно которой отделено стенкой от заднего торца его головки и куда открыто ее поперечное окно; при этом в кольцевой канавке, выполненной на поверхности полости корпуса перед полостью под эту головку размещен уплотнительный элемент, перед которым сформировано другое поперечное окно головки, выходящее в выше указанный боковой зазор; на резьбовой части болта образованы продольные проточки, открытые краями с его переднего торца в полость колпачка, а в кольцевой канавке, образованной на конической поверхности у переднего торца корпуса и открытой частично в полость колпачка, размещен свой уплотнительный элемент выполнением пуансона сборным в виде корпуса из конструкционной стали и передней рабочей части - колпачка из качественной стали уменьшается как минимум в 3 раза расход ее на такой пуансон со снижением трудоемкости его рабочей части - колпачка. Наличием осевого зазора между передним торцом корпуса и дном конической полости колпачка обеспечивается возможность незначительного перемещения последнего вдоль корпуса при работе штампа от усилия запрессовки заготовки в матрицу штампа. Образованием в корпусе полости под болт, головка которого расположена в полости большего диаметра, выполненной с заднего торца корпуса с контактом ее дна с передним торцом болта обеспечивается фиксация его в корпусе в конце сборки пуансона с соединением без боковых зазоров конических поверхностей корпуса и колпачка. Соединением резьб передней части болта и гнезда колпачка обеспечивается стопорение последнего на корпусе в осевом и радиальном направлениях для надежной работы такого пуансона. Контактом переднего торца головки болта с дном полости под нее и его передней резьбовой части с резьбой гнезда колпачка обеспечивается первоначальное положение колпачка на корпусе после их сборки и положение заднего торца головки болта, утопленного относительно заднего торца корпуса, перемещающегося вверх при работе пуансона. Наличием бокового зазора между поверхностями полости корпуса и болта, продольных канавок на резьбовой части последнего, открытых передними краями в полость колпачка, уплотнительного элемента в кольцевой канавке на поверхности полости корпуса перед полостью под головку болта, а также поперечного окна в задней части корпуса перед этим элементом и открытого в полость корпуса, обеспечивается подвод хладагента по боковому зазору и канавкам резьбовой части болта в полость колпачка для его охлаждения. Соединением полости колпачка с глухой полостью болта, выполненной с его переднего торца, осуществляется отвод нагретого теплом колпачка хладагента из его полости к дну полости болта и через поперечное окно головки болта удаление нагретого хладагента за пределы такого пуансона. Наличием в образованной кольцевой канавке у переднего торца корпуса уплотнительного элемента обеспечивается герметизации полости колпачка с циркулирующим в ней хладагентом. Выполнением этой канавки, частично открытой в полость колпачка, создается омывание и охлаждение ее уплотнительного элемента циркулирующим хладагентом, гарантирующие его стойкость от воздействия нагретого теплом деформируемой заготовки колпачка.
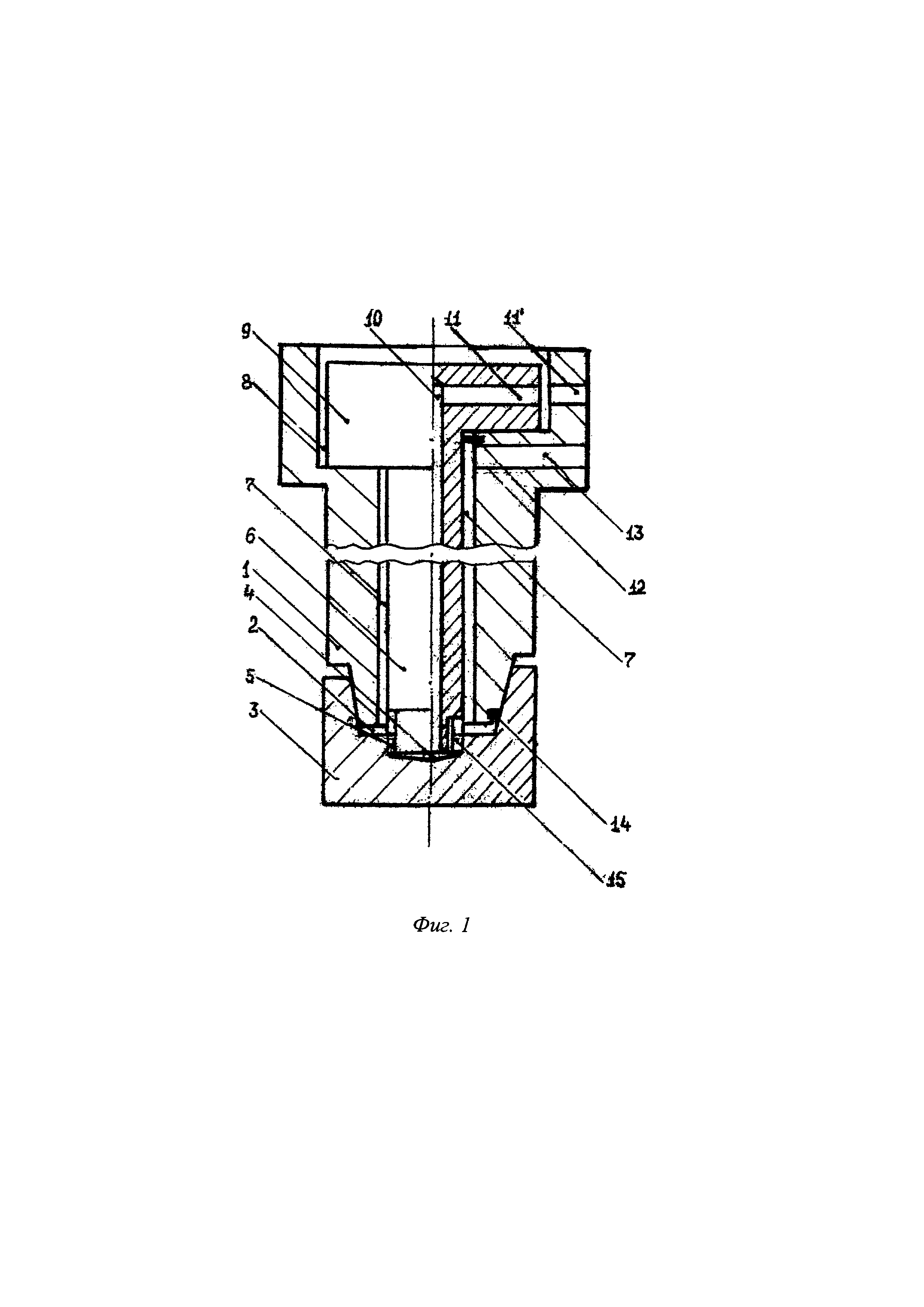
Сравнение предлагаемого с известными показывает его новизну, существенные отличия, пригодность в производстве и соответствие критериям Изобретение. Этот пуансон представлен на чертеже фигурой 1 по п. 1 формулы (левая часть ее) и по п. 2 (правая часть ее); он по п. 1 содержит полый корпус 1, с передней конической частью, на которой поверхностью конической полости 2 размещена с осевым зазором рабочая часть пуансона- колпачок 3; в дне полости 2 образовано резьбовое гнездо 4 под переднюю резьбовую часть 5 болта 6, размещенного с боковым зазором 7 в полости корпуса 1, переходящую в выполненную с его заднего торца полость 8 под головку 9 болта 6; у собранного пуансона передний торец его головки 9 упирается в дно полости 8, а ее задний торец утоплен относительно заднего торца корпуса 1; эта головка выполнена под трубчатый ключ; при вворачивании резьбовой части 5 болта 6 в резьбу гнезда 4 колпачка 3 с упором переднего торца головки 9 в дно полости 8 корпуса 1 выбираются осевые и боковые зазоры между коническими поверхностями колпачка 3 и передней части корпуса 1, чем обеспечивается перемещение и центрирование первого на последнем с прочностью их совместного соединения. Правая часть фиг. 1, кроме выше указанных позиций, не показанных на ней, содержит болт 6, с переднего торца которого выполнена глухая полость 10, заканчивающаяся в его головке 9 с поперечным окном 11, открытым в нее и в окно 11' корпуса 1; перед задней полостью 8 его на поверхности полости 7 образована кольцевая канавка под уплотнительный элемент 12, герметизирующий боковой зазор 7, и выполнено перед ним в задней части корпуса поперечное окно 13, открытое в боковой зазор 7; у его переднего торца на конической поверхности сформирована кольцевая канавка с уплотнительным элементом 14, открытая частично в полость 2 колпачка 3; на поверхности резьбовой части 5 болта 6 сформированы продольные проточки 15, открытые передними краями в полость 2 колпачка 3, охлаждаемого так: по поперечному окну 13 корпуса 1 хладагент поступает в боковой зазор 7 и по нему устремляется к проточкам 15 резьбовой части болта 6; по ним он поступает в полость 2 колпачка 3, охлаждая ее поверхности и дно резьбового гнезда и, в итоге, сам колпачок; нагретый его теплом хладагент по полости болта к ее дну и через поперечные окна 11 и 11' головки 9 болта 6 и корпуса 1 отводится за пределы последнего. Эффективность охлаждения колпачка определяется площадью его охлаждаемой поверхности, скоростью циркуляции хладагента вдоль нее, схемой циркуляции хладагента относительно этой поверхности и т.д. и при оптимальных величинах этих параметров обеспечивается максимальный отвод тепла от колпачка и его увеличенную как минимум в 2 раза стойкость. Стоимость такого пуансона выше, чем пуансона- прототипа из-за наличия у корпуса 2-х разных полостей, конической передней части, уплотнительных элементов в передней и задней частях его и болта цельного или полого с поперечными окнами или без них и продольными проточками на резьбовой части, а у его колпачка - конической полости с резьбовым гнездом в ее дне под переднюю часть болта. После предельного износа рабочих поверхностей колпачок заменяется новым, стоимость которого как минимум в 3 раза меньше стоимости прототипа-пуансона; к тому же уменьшается как минимум» в два раза расход качественной стали, например, марки 3Х3М3Ф ГОСТ 5950-00 на изготовление колпачка. Данным решением снижается также и стоимость получаемой заготовки примерно на 15%
Таким образом, предлагаемым решением уменьшаются в два и более раз расход дорогостоящей стали на пуансон-колпачок, его охлаждением повышается стойкость как минимум в 2 раза, чем стоимость получаемой заготовки снижается на 15%.
Пуансон закрытого штампа для горячей штамповки, выполненный сборным с передней рабочей частью, средней промежуточной частью и задней частью с большим поперечным размером и содержащий полый корпус и размещенную на его передней части рабочую часть в форме колпачка, отличающийся тем, что он снабжен болтом, выполненным с расположенной со стороны его переднего торца глухой полостью, дно которой отделено стенкой от торца головки болта, и с поперечным окном, открытым в упомянутую глухую полость, при этом полый корпус выполнен с конической передней частью, а колпачок - с резьбовым гнездом и с конической полостью, в которой размещена упомянутая коническая передняя часть полого корпуса с образованием зазора между передним торцом полого корпуса и колпачком, при этом с заднего торца полого корпуса выполнена полость, в которой с упором в ее дно расположена головка болта, размещенного в полости корпуса с боковым зазором между ними и соединенного передней резьбовой частью с резьбовым гнездом колпачка, причем полый корпус выполнен с открытым в упомянутый боковой зазор поперечным окном для подвода хладагента и с окном для отвода хладагента, открытым в поперечное окно болта, на резьбовой части которого выполнены продольные проточки, открытые краями в коническую полость колпачка с возможностью подведения в упомянутую полость хладагента из бокового зазора между полым корпусом и болтом, при этом на поверхности полости корпуса перед полостью под головку болта и на конической поверхности корпуса у его переднего торца размещены уплотнительные элементы, а задний торец головки болта утоплен относительно заднего торца корпуса.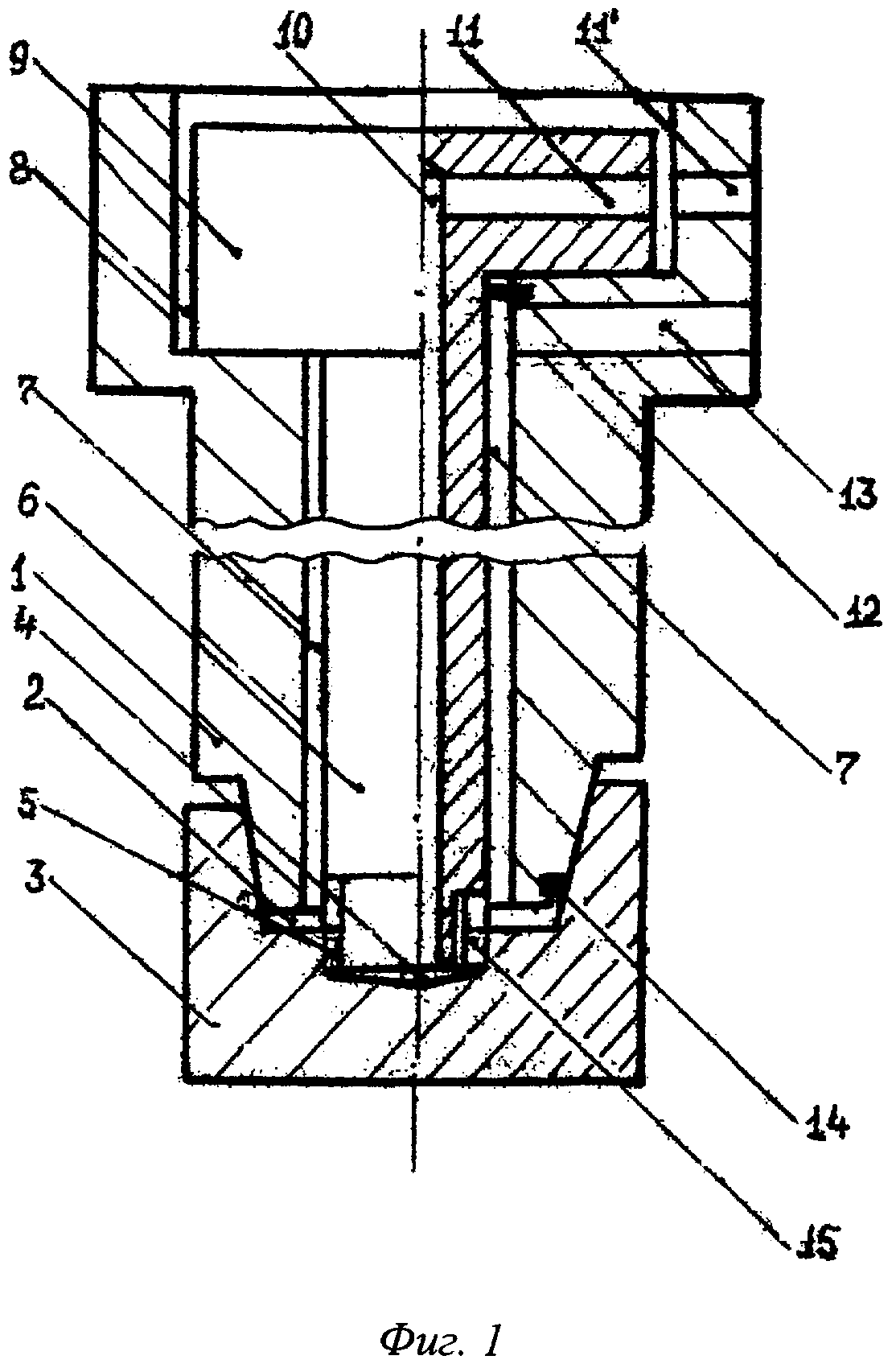
Держатель с электродом-грибком для контактной точечной сварки
Держатель электрода-ролика
Устройство для контактной точечной сварки
Устройство для контактной точечной сварки
Способ изготовления ствола
Электрод для контактной точечной сварки
Устройство для контактной точечной сварки
Устройство для охлаждения электрода-колпачка контактной точечной сварки
Электрод с хвостовиком для контактной точечной сварки
Устройство для контактной точечной сварки
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)

