Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для обработки каналов, например внутренних поверхностей стволов артиллерийских орудий или стрелкового оружия путем электрополирования.
Известен способ электрохимикомеханической обработки (А.С. СССР № 1085734. МПК В23Р 1/04,Способ электрохимикомеханической обработки. Опубл.: 15.04.1984.), где съем припуска по длине канала осуществляется за счет ударного возвратно-поступательного действия инструмента.
Недостатком данного способа является низкое качество обработки поверхности детали, поскольку используются силовые механические воздействия на поверхностный слой материала детали.
Известен способ электрохимической обработки отверстий и электрод-инструмент (патент RU №2166416, МПК В23Н 5/06, опубл.: Бюл. № 13, 2001 г ), в котором используют биполярный катод-инструмент, выполненный из чередующихся абразивных и токопроводящих брусков на его формообразующей части, при этом катоду-инструменту одновременно сообщают вращение и вибрацию с обеспечением контакта анода-детали и катода-инструмента.
Известен также способ и устройство для обработки внутренних поверхностей каналов (патент РФ № 2251472. МПК B23H 5/06 ,опубл.: Бюл. № 13, 2005 ). Способ включает перемещение вдоль оси обработки штанги с электродом-инструментом. При этом устройство для электрохимико-механической обработки каналов включает штангу с электродом-инструментом, содержащим рабочую часть, переднюю направляющую и калибрующий элемент с прорезями.
Наиболее близким техническим решением, выбранным в качестве прототипа способа является способ электрополирования полирования внутренней поверхности артиллерийских орудий или стволов стрелкового оружия электрод-инструментом. (патент DE4419864. МПК C25D 7/04. Uniform thickness internal chromium plating for gun barrels and chambers. 1995 г.) Способ использует кооксиально расположенный относительно внутренней поверхности ствола электрод-инструмент, посредством которого при подаче в ствол электролита производят обработку его внутренней поверхности.
Однако известные способы и устройства не обеспечивают высокое качество и однородность обработки внутренних поверхностей каналов металлических деталей.
Наиболее близким техническим решением, выбранным в качестве прототипа устройства, является электрод-инструмент для электрохимической обработки внутреннего канала металлической детали (патент РФ № 2588953, МПК B23H 5/06, опубл. Бюл. № 19, 2016г ). Электрод-инструмент содержит корпус, выполненный из эластичного материала, снабженный во внутренней полости по крайней мере одним электродом и устройством для возвратно-поступательного движения относительно обрабатываемой поверхности канала и прижатия к внутренней поверхности канала.
Однако известные способ (DE4419864) и устройство (патент РФ № 2588953) не обеспечивают высокого качества и однородной обработки полированием внутренних поверхностей каналов металлических деталей.
Задачей, на решение которой направлено заявляемое изобретение, является повышение качества и однородности обработки полированием внутренних поверхностей каналов металлических деталей за счет обеспечения равномерного взаимодействия обрабатывающей среды с обрабатываемой внутренней поверхностью канала детали.
Техническим результатом предлагаемого изобретения является повышение качества и однородности обработки внутренних поверхностей каналов металлических деталей.
Технический результат достигается за счет того, что в способе электрополирования внутреннего канала металлической детали, включающем перемещение электрода-инструмента по внутренней поверхности канала, вдоль его оси, в отличие от прототипа в качестве электрода-инструмента используют шнек, с металлическим стержнем, винтовой элемент которого плотно прижимается к обрабатываемой поверхности детали и электроизолирован в местах контакта с нею, обрабатываемую деталь со шнеком помещают в среду гранул, выполненных из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность упомянутых гранул и ионный унос металла с удалением микровыступов с его поверхности, осуществляют контакт обрабатываемой поверхности детали с упомянутыми гранулами, при обеспечении контакта между упомянутыми гранулами, приводят шнек во вращение, обеспечивающее перемещение гранул относительно обрабатываемой поверхности канала, подают на обрабатываемую деталь и гранулы электрический потенциал, обеспечивающий ионный унос металла с обрабатываемой поверхности детали и ее полирование в среде упомянутых гранул и проводят электрополированиедо получения заданной шероховатости внутренней поверхности канала детали.
Кроме того возможно использование следующих дополнительных приемов способа: гранулы приводят в вибрационное движение от 50 ... 400 Гц, обеспечивающее равномерное омывание гранулами обрабатываемой поверхности детали; применяют винтовой элемент шнека, выполненный из металла и покрытый слоем эластичного диэлектрического материала; применяют винтовой элемент шнека, выполненный из эластичного диэлектрического материала; применяют винтовой элемент шнека, выполненный в виде щетки; в качестве анионитов упомянутых гранул используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, причем размеры гранул выбирают из диапазона от 0,1 до 1,1 мм, а электрополирование гранулами проводят подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В или электрополирование гранулами проводят в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс; в качестве обрабатываемого канала используют канал артиллерийского орудия или стрелкового оружия, а в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NаF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NаF и KF при содержании NаF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F , NаF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и НF при содержании NH4F - от 5 до 15 г/л и НF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3 , или в электролитах составов, мас.%: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
Серная кислота - 10-30
Орто-фосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода – Остальное.
Технический результат достигается за счет того, что устройство для электрополирования внутреннего канала металлической детали, содержит соединенные между собой через емкость для регенерации гранул контейнер для подачи и контейнер для приема гранул, держатели деталей, вибратор, обеспечивающий вибрационное движение упомянутых гранул частотой от 50 ... 400 Гц, электроды электрода-инструмента в виде шнеков с металлическим стержнем, винтовые элементы которого плотно прижимаются к обрабатываемой поверхности канала детали и электроизолированы в местах контакта с деталью, приводы вращения упомянутых электродов-инструментов, выполненные с возможностью реверсивного вращения и придания электроду-инструменту вибрационного и возвратно-поступательного движения.
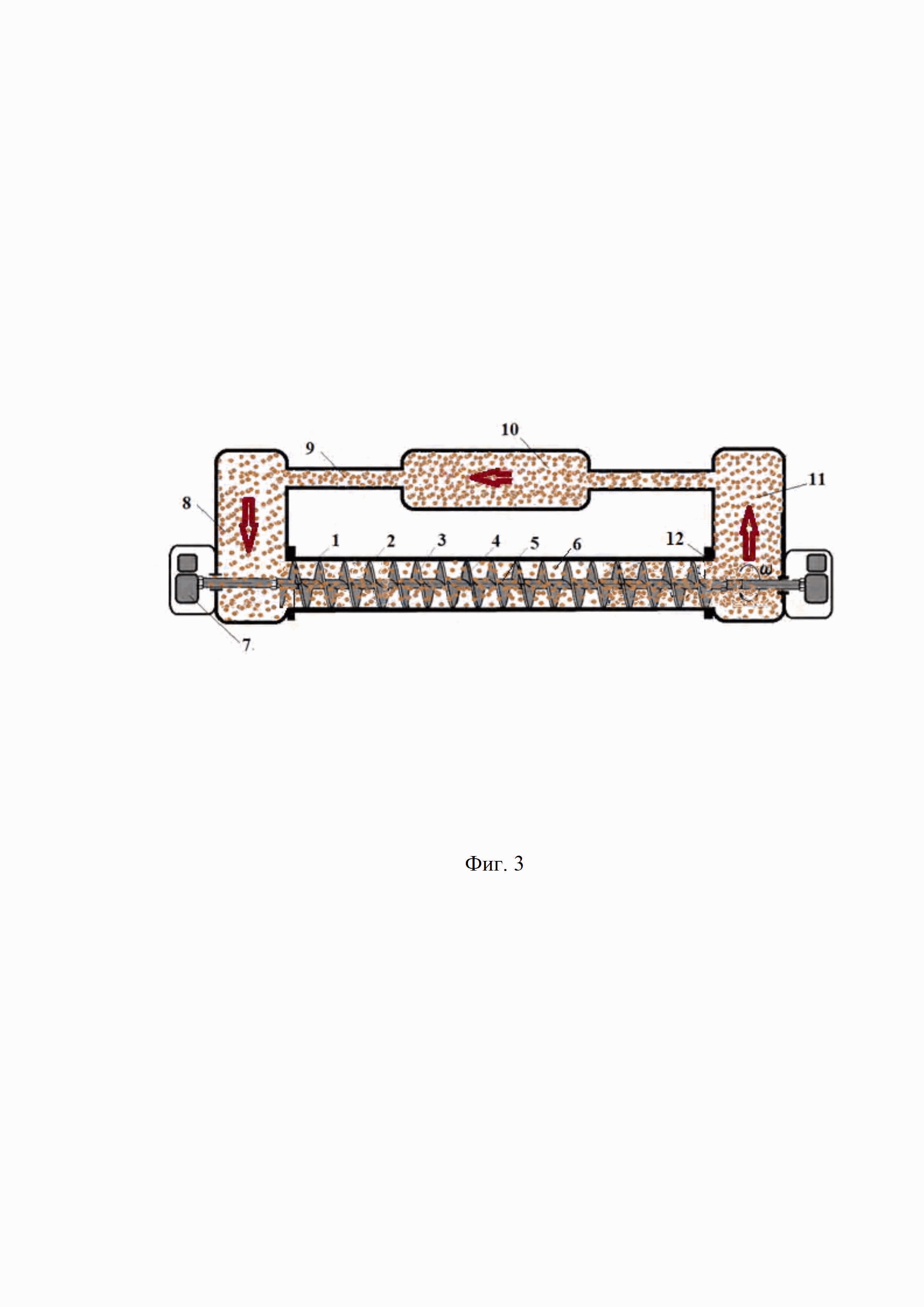
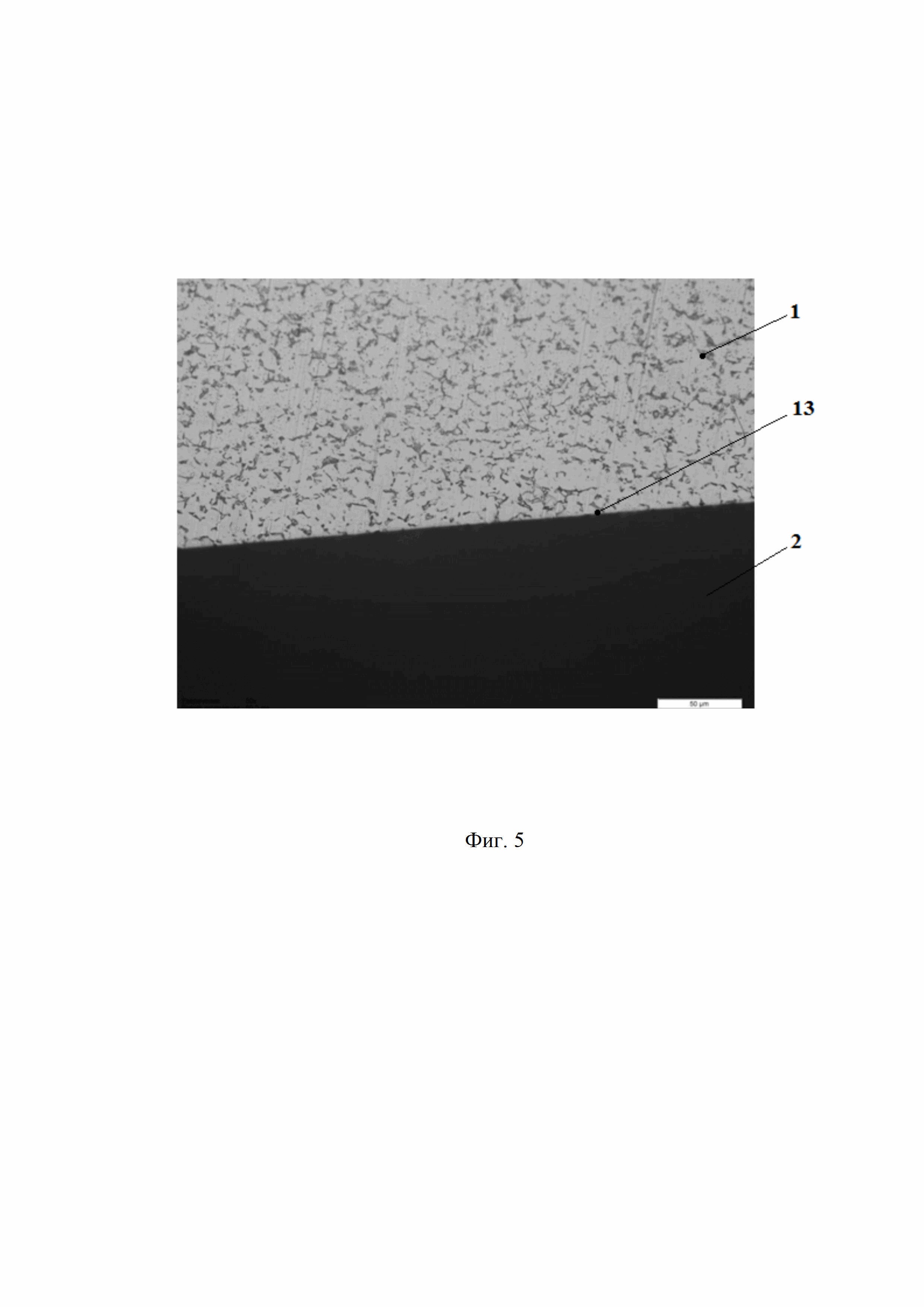
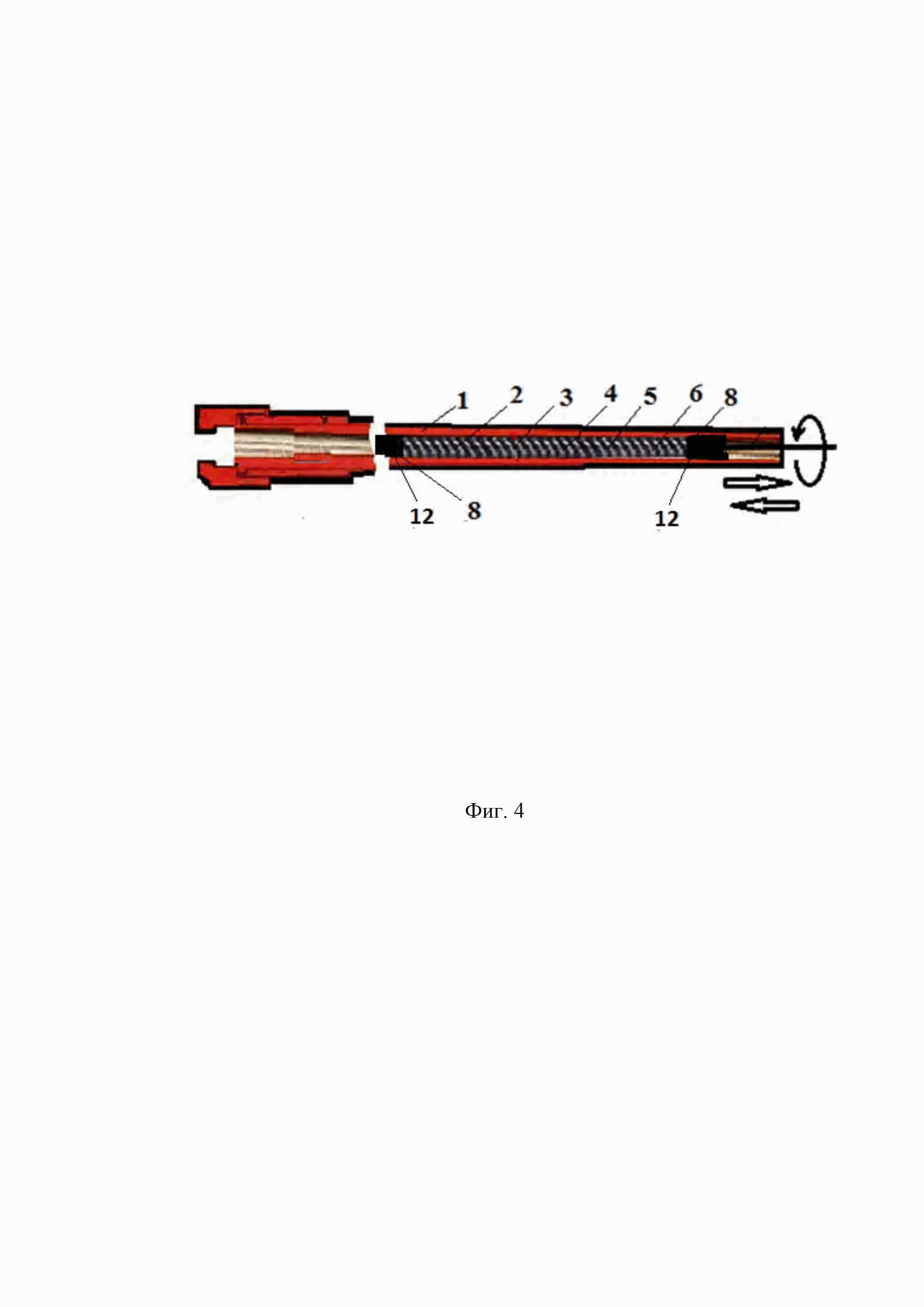
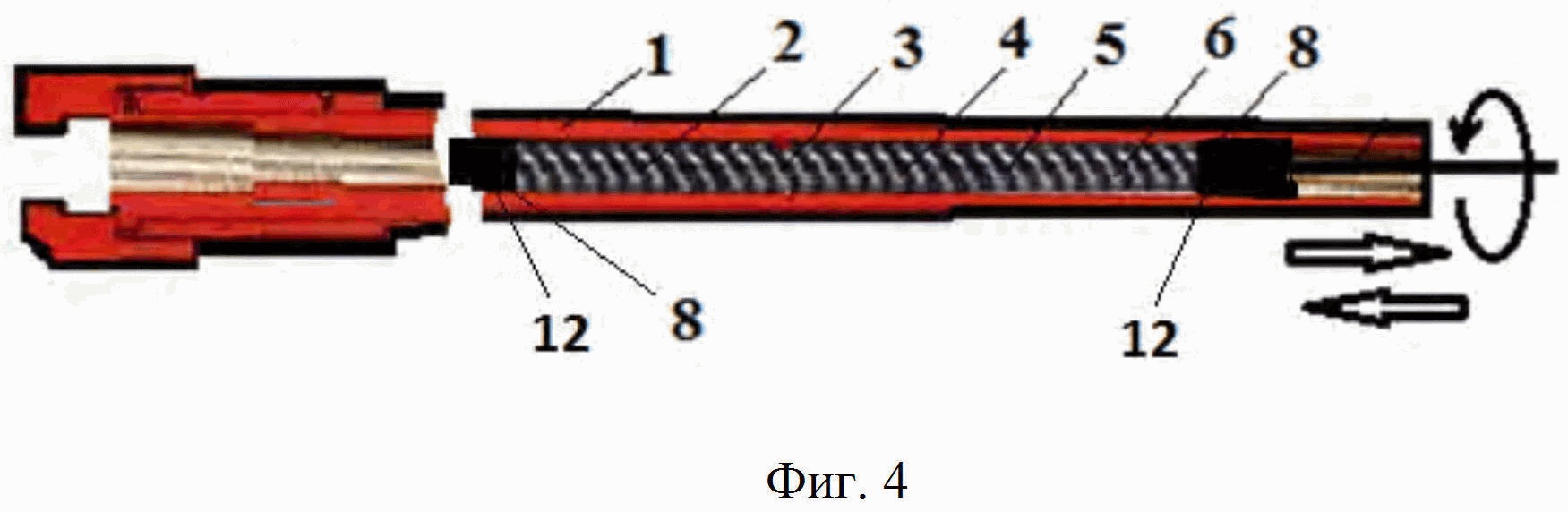
Изобретение поясняется рисунками, где на фиг. 1 показан процесс электрополирования гранулами-анионитами цилиндрического канала шнековым электродом –инструментом (фиг. 1 а – вид канала со шнеком-электродом без заполнения гранулами, фиг. 1 b – вид канала со шнеком-электродом при заполнении канала гранулами), на фиг.2 показан процесс полирования цилиндрического канала в 3D проекции, на фиг. 3 показана схема работы установки с замкнутым циклом при подаче и коррекции свойств гранул-анионитов, на фиг. 4 показан процесс полирования внутренней поверхности артиллерийского орудия, на фиг. 5 – поверхность канала детали из титанового сплава, обработанного гранулами-анионитами. На фигурах 1-5 обозначено: 1 – обрабатываемая металлическая деталь с каналом; 2 –канал в детали; 3 – шнек с электродом–инструментом; 4 – винтовой элемент шнека; 5 – металлический стержень; 6 – гранулы-аниониты: 7 – привод вращения шнека; 8 – контейнер с заправленными гранулами-анионитами; 9 – трубопровод; 10 – емкость для коррекции гранул; 11 – для приема гранул (контейнер с отработанными гранулами); 12 – стыковочное устройство с уплотнением; 13 – обработанная поверхность канала. (Стрелками показано направление движения гранул, парой стрелок – возвратно-поступательное движение шнека-электрода-инструмента, круглыми стрелками – направление вращения шнека).
Заявляемый способ электрополирования внутреннего канала 2 металлической детали 1 осуществляется следующим образом. Шнек 3 с электродом–инструментом в виде металлического стержня 5 (фиг.1), размещают внутри обрабатываемого канала 2 детали 1, приводят шнек 3 во вращение (фиг. 1а) и подают в канал 2 гранулы 6, которые заполняют обрабатываемую полость канала 2 за счет вращения шнека 3 (фиг.1b и фиг.2). Используют шнек 3 с металлическим стержнем-электродом 5, винтовой элемент 4 шнека 2 плотно прижимается к обрабатываемой поверхности детали 1. Электрод в виде металлического стержня 5 шнека 3 электроизолирован в местах контакта с деталью 1. Обрабатываемый участок канала 2 заполняют гранулами 6, обеспечивая контакт обрабатываемой поверхности детали 1 с гранулами 6, при обеспечении контакта между самими гранулами 6. При полировании канала 2 шнек 3 вращают, обеспечивая перемещение гранул относительно обрабатываемой поверхности канала 2, подают на обрабатываемую деталь 1 и гранулы 6 электрический потенциал, обеспечивающий ионный унос металла с обрабатываемой поверхности детали 1 и ее полирование в среде гранул 6 и проводят электрополированиедо получения заданной шероховатости внутренней поверхности канала 2 детали 1. Гранулы 6, для обеспечения более равномерного омывания обрабатываемой поверхности детали 1 также можно приводить дополнительно в вибрационное движение частотой от 50 ... 400 Гц. Можно применять шнек 3 с винтовым элементом выполненным, либо из металла и покрытым слоем эластичного диэлектрического материала, либо выполненным из эластичного диэлектрического материала, либо выполненным в виде щетки (фиг.4). В качестве гранул-анионитов 6 используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Размеры гранул 6 выбирают из диапазона от 0,1 до 1,1 мм. Электрополирование гранулами 6 проводят, либо подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В, либо в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, период импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
При обработке канала артиллерийского орудия или стрелкового оружия в качестве электролитов для пропитки упомянутых гранул из анионитов используют один из следующих водных растворов: или NH4F, концентрацией от 6 до 24 г/л, или NаF, концентрацией от 4 до 18 г/л, или KF концентрацией от 35 до 55 г/л, или смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л и KF - от 30 до 50 г/л, или смеси NаF и KF при содержании NаF - от 3 до 14 г/л и KF - от 35 до 60 г/л, или смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л и KF - от 35 до 55 г/л, или смеси NH4F , NаF и KF при содержании NH4F - от 3 до 9 г/л и KF - от 20 до 30 г/л, и NaF - от 10 до 25 г/л, или смеси NH4F и НF при содержании NH4F - от 5 до 15 г/л и НF - от 3 до 5 г/л, или от 8 до 14% водном растворе NaNO3 , или в электролитах составов, мас.%: (NH4)2SO4 - 5; Трилон Б - 0,8, или содержащий серную и орто-фосфорную кислоты, блок-сополимер окисей этилена и пропилена и натриевую соль сульфированного бутилолеата при следующем соотношении компонентов, мас.%:
Серная кислота - 10-30
Орто-фосфорная кислота - 40-80
Блок-сополимер окисей этилена и пропилена - 0,05-1,1
Натриевая соль сульфированного бутилолеата - 0,01-0,05
Вода – Остальное.
Для полирования внутреннего канала 2 металлической детали 1 используют устройство содержащее соединенные между собой трубопроводом 9 (фиг.3) через емкость 10 для регенерации гранул 6контейнер 8 с заправленными гранулами-анионитами для подачи гранул 6 и контейнер 11 для приема гранул, держатели деталей, вибратор, обеспечивающий вибрационное движение гранул 6 частотой от 50 ... 400 Гц, электроды электрода-инструменты в виде шнеков 3 с металлическим стержнем 5, винтовые элементы 4 которого плотно прижимаются к обрабатываемой поверхности канала 2 детали 1 и электроизолированы в местах контакта с деталью 1, приводы вращения 7 электродов-инструментов, выполненные с возможностью реверсивного вращения и придания электроду-инструменту вибрационного и возвратно-поступательного движения.
Колебательные движения электропроводящих гранул 6 позволяют обеспечить равномерное воздействие на всю обрабатываемую поверхность канала 2 детали 1 и тем самым повысить ее качество и однородность. Кроме того, за счет создания однородных условий для всего объема гранул обеспечивается равномерное протекание электрических процессов, в частности ионного переноса при обработке канала 2 детали 1 .
При осуществлении способа происходят следующие процессы. При колебании массы электропроводящих гранул 6 происходят их столкновения с обрабатываемой поверхностью канала 2 детали 1. При этом столкновения между электропроводящими гранулами 6 происходят также и во всем объеме контейнера, создавая таким образом равномерные условия протекания электрических процессов. При этом электрические процессы, например при подключении полярности деталь-анод, гранулы-катод, между деталью 1 (анодом) и электропроводящими гранулами 6 (катодом) происходят за счет контакта массы гранул 6 друг с другом и с находящимся под отрицательным потенциалом введенного в массу гранул 6 стержня-электрода 5 (катода). При столкновениях электропроводящих гранул 6 с микровыступами на обрабатываемой поверхности канала 2 детали 1 происходит ионный унос материала с микровыступов, в результате чего происходит выравнивание поверхности, уменьшается ее шероховатость и происходит полирование поверхности канала 2 детали 1.
Если в качестве обрабатываемого канала2 используют канал артиллерийского орудия или стрелкового оружия, то взависимости от конкретных задач в качестве применяемого вида обработки может быть использован либо процесс очистки от нагара, либо процесс шлифования, либо процесс полирования.
Примеры.
Обработке подвергали сквозные внутренние каналы диаметром 40 мм и длиной 600 мм в детали из титанового сплава марки ВТ9. В обрабатываемый канал вставляли электрод-инструмент с щеточным шнеком, с заполнением канала гранулами размерами от 0,1 до 1,1 мм, выполненными из сульфированного сополимера стирол-дивинилбензола. В качестве электролита-заполнителя гранул использоваливодный раствор смеси NH4F и KF при содержании NH4F - 6 г/л и KF - 33 г/л .Прикладывали к детали положительное, а к гранулам (через электрод контейнера) - отрицательное напряжение. Процесс полирования проводили при скорости вращения шнека от 3 до 100 об/мин при непрерывном колебательном движении гранул амплитудой от 50 … 400 Гц. Процесс полирования проводилипри плотности тока от 1,2 до 2,3 А/см2.
Кроме того, были проведены исследования следующих режимов обработки каналов в деталях из титановых сплавов (ВТ-1, ВТ3-1, ВТ8), из никелевых сплавов (ЭК151-ИД, ЭК152-ИД, ЭП975-ИД), из легированных сталей (50А, 50РА, 30ХН2МФА, 30ХРА, 40Х13). За отрицательный результат при электрополировании принимался режим обработки, дающий разброс значений шероховатости по поверхности детали более ΔRa 0, 05 мкм.
Были также обработаны каналы диаметром 20 мм длиной 300 мм в деталях из сталей 25Х3М3НБЦА-Ш, 0ХН3МФА.
Вибрация гранул: 40 Гц (Н.Р.), 50 Гц (У.Р.), 125 Гц (У.Р.), 200 Гц (У.Р.), 300 Гц (У.Р.), 400 Гц (У.Р.), 500Гц (Н.Р.).
Размеры гранул: менее 0,1 мм (Н.Р.), 0,1 мм (У.Р.), 0,6мм (У.Р.), 0,8 мм (У.Р.), 1,1 мм (У.Р.), 0, 14 мм (Н.Р.).
Применяемые электролиты для пропитки гранул, выполненных из анионитов при обработке деталей из легированных сталей:
1) NH4F, концентрацией от 6 до 24 г/л (выход за пределы концентраций NH4F от 6 до 24 г/л дает отрицательный результат);
2) NаF, концентрацией от 4 до 18 г/л, (выход за пределы концентраций от 4 до 18 г/л, дает отрицательный результат);
3) KF концентрацией от 35 до 55 г/л, (выход за пределы концентраций от 35 до 55 г/л, дает отрицательный результат);
4) смеси NH4F и KF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат) и KF - от 30 до 50 г/л (выход за пределы концентраций KF - от 30 до 50 г/л, дает отрицательный результат),
5) смеси NаF и KF при содержании NаF - от 3 до 14 г/л (выход за пределы концентраций NаF - от 3 до 14 г/л, дает отрицательный результат), и KF - от 35 до 60 г/л (выход за пределы концентраций KF - от 35 до 60 г/л, дает отрицательный результат),
6) смеси NH4F и NaF при содержании NH4F - от 4 до 12 г/л (выход за пределы концентраций NH4F - от 4 до 12 г/л, дает отрицательный результат) и KF - от 35 до 55 г/л (выход за пределы концентраций KF - от 35 до 55 г/л, дает отрицательный результат),
7) смеси NH4F ,NаF и KF при содержании NH4F - от 3 до 9 г/л (выход за пределы концентраций NH4F - от 3 до 9 г/л, дает отрицательный результат), и KF - от 20 до 30 г/л, (выход за пределы концентраций KF - от 20 до 30 г/л, дает отрицательный результат), и NaF - от 10 до 25 г/л (выход за пределы концентраций NaF - от 10 до 25 г/л, дает отрицательный результат),
8) смеси NH4F и НF при содержании NH4F - от 5 до 15 г/л (выход за пределы концентраций NH4F - от 5 до 15 г/л, дает отрицательный результат), и НF - от 3 до 5 г/л (выход за пределы концентраций НF от 3 до 5 г/л, дает отрицательный результат),
9) от 8 до 14% водном растворе NaNO3 (выход за пределы концентраций NaNO3 от 8 до 14% , дает отрицательный результат).
При обработке деталей из титановых сплавов:
Гранулы-аниониты, пропитанными электролитом состава водный раствор смеси NH4F и KF при содержании NH4F - от 8 до 14 г/л и KF - от 36 до 48 г/л.
При обработке деталей из никелевых сплавов.
Детали из никелевых сплавов марок ЖС6У, ЖС32. Гранулы, пропитанные электролитом состава: водный раствор соли фторида аммония концентрацией 6 - 9,0 г/литр (5,0 г/литр (Н.Р.), 6,0 г/литр (У.Р.), 7,0 г/литр (У.Р.), 8,0 г/литр (У.Р.), 10,0 г/литр (У.Р.), 12,0 г/литр (Н.Р.) ) и при плотности тока 1,5 до 2,1 А/см2 (1,3 А/см2(Н.Р.), 1,5 А/см2(У.Р.), 1,6 А/см2(У.Р.), 1,9 А/см2(У.Р.), 2,1 А/см2(У.Р.), 2,3 А/см2(Н.Р.)).
Во всех случаях применялись аниониты - ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС , Анионит PuroliteA520E , LewatitS 6328 A (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «LewatitMonoPlus MК 51», «LewatitMonoPlus MP 68 », Purolite C150E, Purolite A-860 (макропористая сильноосновная анионообменная смола основанная на акрилатах), анионит сульфированный сополимер стирол-дивинилбензола. Перечисленные аниониты пропитанные вышеприведенными составами электролитов, показали положительный результат при полировании деталей из легированных сталей, а также титановых и никелевых сплавов.
При импульном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15Гц (Н.Р.), 20Гц (У.Р.), 40Гц (У.Р.), 60Гц (У.Р.), 80Гц (У.Р.), 100Гц (У.Р.), 120Гц (Н.Р.)
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса +50 А и их длительности 0,4 мкс до 0,8 мкс : 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса - 20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока(У.Р.),
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс – (У.Р.) выход за пределы диапазона – (Н.Р.).
При режиме без смены полярности: электрополирование гранулами проводили подавая на деталь положительный, а на гранулы отрицательный электрический потенциал от 25 до 35 В: 22 В (Н.Р.), 25 В (У.Р.), 28 В (У.Р.), 30 В (У.Р.), 35 В (У.Р.), 40 В (Н.Р.).
Аналогичные детали из легированных сталей, титановых и никелевых сплавов с внутренними каналами были обработаны по способу-прототипу (патент РФ № 2588953). Исходная шероховатость поверхности каналов составляла Ra 0,72 мкм. После обработки разброс шероховатости на различных участках поверхности каналов составлял: для прототипа от Ra 0,14 мкм до Ra 0, 22 мкм, для обработанных по предлагаемому способу от Ra 0,10 мкм до Ra 0, 12 мкм.
Таким образом, предложенный способ полирования внутреннего канала металлической детали и устройство для его реализациипозволяют повысить качество и однородность обработки внутренних поверхностей каналов металлических деталей.
Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии
Способ полирования деталей из титановых сплавов
Способ нанесения покрытия и электродуговой испаритель для осуществления способа
Способ электролитно-плазменного удаления полимерных покрытий с поверхности пластинчатого торсина несущего винта вертолета
Способ получения упрочненного слоя на резьбовой поверхности детали из легированных сталей
Способ химико-термической обработки детали из легированной стали
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Способ электролитно-плазменного удаления полимерных покрытий с поверхности детали из легированных сталей
Способ изготовления полой металлической лопатки турбомашины
Способ контроля формы и положения профиля рабочих лопаток моноколеса
Способ электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ электрохимической обработки внутреннего канала металлической детали и электрод-инструмент для его реализации
Способ сухого локального электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ изготовления перфорационных отверстий в полой лопатке турбины из жаропрочного сплава
Пальчиковое уплотнение
Способ последовательного электрополирования лопаток блиска и рабочий контейнер для его реализации
Способ управления бурением скважин с автоматизированной системой оперативного управления бурением скважин
Способ изготовления огнестойкого шланга
Способ электрополирования металлической детали
Способ электрополирования лопаток блиска

