Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО УДАЛЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ С ПОВЕРХНОСТИ ДЕТАЛИ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к технологии электролитно-плазменного удаления защитных покрытий из полимерных материалов с поверхности деталей из легированных сталей, в частности из нержавеющих трип-сталей высокой прочности и пластичности, и может быть использовано при восстановлении особо ответственных деталей летательных аппаратов, например торсионов несущих винтов вертолетов.
Несущий винт летательного аппарата, содержащий V-образные торсионы, соединенные с втулкой и через вертикальные шарниры с переходниками крепления лопастей, кожухи из композиционного материала, размещенные вокруг торсионов, при этом на одном конце каждого закреплен рычаг управления углом установки лопасти и сферический подшипник, надетый на палец, закрепленный на втулке, а другой конец кожуха через вертикальный шарнир присоединен к торсиону и к переходнику крепления лопасти, упругий элемент, расположенный в кожухе вдоль оси рукава между переходником крепления лопасти и рычагом управления углом установки лопасти, при этом разрезанным концом упругий элемент жестко соединен с проушинами переходника лопасти, а противоположным концом вставлен в направляющие на рычаге управления углом установки лопасти [патент Р.Ф. №2033943, НЕСУЩИЙ ВИНТ ЛЕТАТЕЛЬНОГО АППАРАТА. Вертолетный научно-технический комплекс им. Н.И. Камова, 1991 г.], (подобные конструкции несущего винта представлены также в патенте Р.Ф №2289530).
Пластинчатые торсионы несущих винтов вертолетов изготавливаются из высокопрочных легированных сталей, сочетающих высокую прочность и пластичность, обеспечиваемую их составом, режимами термической обработки и пластической деформации. Состав такой стали должен обеспечивать после закалки при комнатной температуре получение чистой аустенитной структуры. Эти стали подвергают деформации при температуре, не превышающей температуру рекристаллизации, после чего охлаждают до комнатной температуры. Например, известны стали, механические свойства которых после закалки и пластической деформации при 400-500°C со степенью 60-80% достигают в 180-200 кгс/мм2, 0,2- 140-170 кгс/мм2, =20-30% (А.П. Гуляев "Металловедение". - М.: "Металлургия", 1977 г., с.335-396).
Однако пластинчатые торсионы из легированных сталей (например, стали марки ВНС9-Ш) имеют толщину порядка 0,3 мм и качество обработки поверхностного слоя указанных деталей в значительной степени определяет их эксплуатационные свойства.
В настоящее время для снятия полимерных покрытий производят механическими методами, что приводит к ухудшению качества поверхностного слоя (шероховатость, степень наклепа, неоднородность физико-механических свойств материала поверхностного слоя и т.п.), что, учитывая незначительную толщину пластинчатых деталей, приводит к резкому ухудшению эксплуатационных свойств деталей.
Известны способы снятия покрытий, основанные на использовании различных физико-механических, механических и химических эффектов.
Например, известен способ механического удаления слоя неэлектропроводящего материала с поверхности металлического изделия [патент РФ №2105651, МПК B23P 11/00, СПОСОБ ОТДЕЛЕНИЯ РЕЗИНОВОГО СЛОЯ ОТ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ С ВЫСОКИМ КОЭФФИЦИЕНТОМ АДГЕЗИИ. Опубл. 27.02.1998]. Однако этот метод вызовет появление различного рода дефектов типа царапин и т.п., что ухудшит эксплуатационные свойства торсионов.
Известен также способ удаления покрытий, основанный на лазерной обработке поверхности. Традиционно защитные покрытия удаляют химическим травлением. Известен, например, раствор для травления титановых сплавов (А.С. СССР №1194907, C23F 1/26, 1983), содержащий, мас.%: хлористо-водородную кислоту 10,0-15,0; фтористый аммоний 2,0-4,0; хлористый натрий 0,05-1,0; уксуснокислый натрий 0,05-0,5; воду - остальное.
Снятие покрытия с использованием известного раствора приводит к ухудшению качества поверхностного слоя, формируется неоднородная поверхность, и, кроме того, такой способ характеризуется невысокой скоростью удаления покрытия.
Известен также раствор для удаления покрытий (Патент РФ №2081207, C23F 1/44, 1/26, 1997 г.), содержащий, г/л: плавиковую кислоту - 70-100; соляную кислоту - 40-80; фосфорную кислоту - 100-290; воду - остальное, а также состав для очистки поверхностей из стали и титановых сплавов от комплексных нитридных покрытий (Патент РФ №2151821, C23G 1/02, 2000 г.), содержащий, г/л: азотную кислоту - 28,0-32,0; тетрафтороборат калия - 26,0-30,0; полифосфат натрия - 0,5·10-3-1,5·10-3; воду - остальное.
Однако известные способы удаления покрытий не позволяют обработать детали из легированных сталей без значительного растравливания материала поверхностного слоя. Кроме того, известные способы используют травящие растворы, состав которых неэкологичен.
В связи с тем, что торсионы несущих винтов вертолетов, выполненные из легированных сталей, обладают повышенной чувствительностью к концентраторам напряжения, возникновение дефектов при снятии с них покрытий недопустимо, поскольку в процессе эксплуатации дефекты, образованные на поверхностях торсионов, приводят к их разрушению. Поэтому развитие способов снятия покрытий, позволяющих получать высококачественные поверхности торсионов при высокой экологичности и производительности процесса удаления покрытия, является весьма актуальной задачей.
Наиболее перспективными методами обработки поверхностей деталей являются электрохимические методы (Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987), при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменной обработки деталей и снятия покрытий (например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.86, а также Патент РБ №1132, МПК C25F 3/16, 1996, Бюл. №3).
Известен способ обработки металлических поверхностей, включающий анодную обработку в электролите (Патент РБ №1132, МПК C25F 3/16, 1996, Бюл. №3), а также способ электрохимической обработки (Патент США N 5028304, МПК B23H 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91).
Однако известные способы электрохимической обработки не позволяют производить удаление полимерных покрытий с поверхности торсионов из легированных сталей.
Наиболее близким к заявляемому техническому решению является способ электролитно-плазменного удаления покрытий с поверхности металлической детали, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала (Патент РФ №2471017, МПК C23F 1/26. СПОСОБ УДАЛЕНИЯ ПОКРЫТИЙ ИЗ НИТРИДА ТИТАНА С ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ. Бюл. №36, 2012).
Однако известный способ (патент РФ №2471017) предназначен для снятия нитридных покрытий с поверхности титановых сплавов и не может быть применен для снятия полимерных пленок с пластинчатых торсионов из легированных сталей, без нанесения ущерба качеству торсионов. Способ-прототип (патент РФ №2471017) включает обработку детали в агрессивном травильном растворе (состава, мас.%: азотная кислота 38,5-40,5, плавиковая кислота 59,2-61,4, фениламин 0,1-0,3), причем обработку детали в указанном растворе проводят до его разрыхления без полного удаления, а после чего обработанное покрытие удаляют путем механического полирования. Указанные факторы, в том числе агрессивный электролит и необходимость механического снятия остатков пленки не позволяет использовать способ-прототип для обработки торсионов, поскольку приводит к резкому ухудшению их эксплуатационных свойств за счет образования концентраторов напряжений, ухудшения шероховатости и неполного снятия полимерной пленки или покрытия.
Задачей, на решение которой направлено заявляемое изобретение, является разработка процесса удаления полимерных пленок или покрытий, позволяющего получать высококачественные поверхности пластинчатых торсионов несущих винтов вертолетов, выполненных из пластин при высокой производительности процесса удаления полимерного покрытия с поверхности пластинчатого торсиона из легированной стали в процессе его ремонта или восстановления.
Техническим результатом настоящего изобретения является повышение качества удаления полимерной пленки или покрытия с поверхности пластинчатого торсиона в процессе его ремонта или восстановления за счет полного удаления полимерной пленки при одновременном полировании поверхности торсиона и снижении трудоемкости процесса обработки торсиона.
Поставленная задача решается за счет того, что в способе электролитно-плазменного удаления полимерных покрытий с поверхности детали из легированных сталей, включающем погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала, в отличие от прототипа, к обрабатываемой детали прикладывают электрический потенциал от 270 В до 300 В, а в качестве электролита используют водный раствор соли сульфата аммония концентрацией от 4 до 8 г/л, причем удаление покрытия ведут при температуре от 70°C до 90°C до полного снятия покрытия, при этом возможны следующие дополнительные варианты выполнения способа: удаление покрытия с детали ведут при величине тока от 0,2 А/дм2 до 0,8 А/дм2; удаление покрытия с детали ведут с площади от 1 см до 4000 см; что в качестве детали используют пластинчатый торсион несущего винта вертолета; в состав электролита дополнительно вводят поверхностно-активные вещества в концентрации, вес.%: от 0,4 до 0,8.
Заявляемый способ электролитно-плазменного удаления полимерного покрытия с поверхности пластинчатого торсиона в процессе его ремонта или восстановления, осуществляется следующим образом. Обрабатываемую деталь погружают в ванну с водным раствором электролита, прикладывают к изделию положительный электрический потенциал, а к электролиту - отрицательный, в результате чего достигают возникновения разряда между обрабатываемым изделием и электролитом. Процесс электролитно-плазменного удаления покрытия осуществляют при электрическом потенциале от 270 В до 300 В, а в качестве электролита используют водный раствор соли сульфата аммония концентрацией от 4 до 8 г/л, причем удаление покрытия ведут при температуре от 70°C до 90°C до полного снятия покрытия. Удаление покрытия, в зависимости от параметров детали (при площади обработки от 1 см до 4000 см) и заданной микрогеометрии поверхности ведут при величине тока от 0,2 А/дм2 до 0,8 А/дм2, до полного снятия покрытия. Для повышения качества снятия покрытия в состав электролита могут быть дополнительно введены поверхностно-активные вещества в концентрации, вес.%: от 0,4 до 0,8%. Удаление полимерного покрытия ведут в среде электролита при поддержании вокруг детали парогазовой оболочки. В качестве ванны используют емкость, выполненную из материала, стойкого к воздействию электролита.
При осуществлении способа возникают следующие процессы. Под действием протекающих токов происходит нагрев поверхности детали и образование вокруг нее парогазовой оболочки. Излишняя теплота, возникающая при нагреве детали и электролита, отводится через систему охлаждения. При этом поддерживают заданную температуру процесса. Под действием электрического напряжения (электрического потенциала между деталью и электролитом) в парогазовой оболочке возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью и средой парогазовой оболочки.
При подаче положительного потенциала на деталь, в процессе протекания указанных реакций, происходит анодирование поверхности детали с одновременным химическим травлением образующегося окисла. Причем при анодной поляризации парогазовый слой состоит из паров электролита, анионов и газообразного кислорода. Поскольку травление происходит, в основном, на микронеровностях, где образуется тонкий слой окисла, а процессы анодирования продолжаются, то в результате совместного действия этих факторов происходит удаление покрытия с обрабатываемой поверхности деталей. Введение ПАВ уменьшает коэффициент поверхностного натяжения раствора, что улучшает состояние парогазового слоя на границе «газ-жидкость». Однако не следует создавать значительных концентраций ПАВ, поскольку это может привести к образованию нежелательных несмываемых пленок на поверхности изделия. Кроме того, увеличение концентрации ПАВ может привести к обратному эффекту, т.е. увеличению величины коэффициента поверхностного натяжения раствора. Для минимизации джоуль-ленцовых потерь электролит должен обладать достаточной электропроводимостью.
Пример. Удаление полимерных покрытий толщинами от 20 мкм до 1000 мкм производили с поверхности пластинчатых образцов толщинами 0,2 мм, 0,3 мм, 0,5 мм. Обрабатываемые образцы погружали в ванну с водным раствором электролита и прикладывали к детали положительное, а к электролиту - отрицательное напряжение. Удаление покрытий проводили в среде электролита: водный раствор соли сульфата аммония концентрацией от 4 до 8 г/л. Кроме того, в ряде случаев в состав электролита дополнительно вводили добавки - поверхностно-активные вещества в концентрации 0,4-0,8%. При обработке проводили циркуляционное охлаждение электролита (поддерживалась средняя температура процесса в интервале 70°…90°C).
Условия обработки по предлагаемому способу: электрический потенциал (напряжение) от 270 В до 300 В (250 В - Неудовлетворительный результат (Н.Р.); 270 В - Удовлетворительный результат (У.Р.); 280 В - У.Р.; 290 В - У.Р.; 300 В - У.Р.; 320 В - Н.Р.); электролит - водный раствор соли сульфата аммония концентрацией от 4 до 8 г/л (3 г/л - Н.Р.; 4 г/л - У.Р.; 6 г/л - У.Р.; 8 г/л - У.Р.; 10 г/л - Н.Р.; добавки в электролит - поверхностно-активные вещества в концентрации 0,4-0,8% (0,2% - Н.Р.; 0,4% - У.Р.; 0,6% - У.Р.; 0,8% - У.Р.; 1,0% - Н.Р.); величина тока от 0,2 А/дм2 до 0,8 А/дм2, при температуре от 70°C до 90°C (60°C - Н.Р.; 70°C - У.Р.; 80°C - У.Р.; 90°C - У.Р.; 98°C - Н.Р.), время обработки - до полного удаления полимерного покрытия и окончания процесса полирования поверхности, при площади обработки от 1 см до 4000 см.
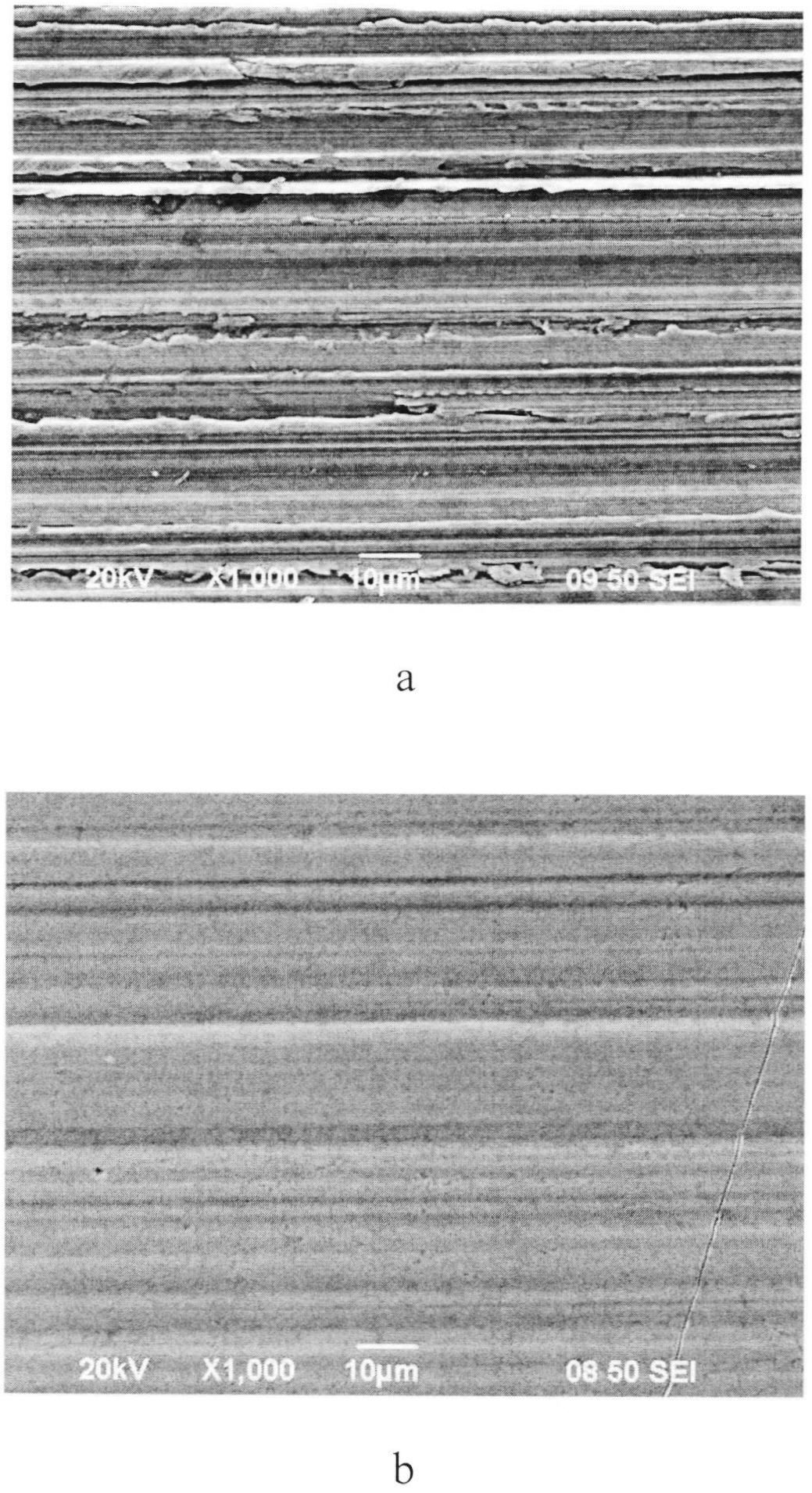
По сравнению с используемым механическим способом удаления полимерного покрытия производительность процесса по предлагаемому способу, в среднем, в 3-4 раза, а средние значения шероховатости поверхности от Ra 0,65…0,45 мкм, для предлагаемого способа улучшается до Ra 0,03…0,02 мкм.
На чертеже показаны поверхности пластинчатых торсионов, обработанных механическим способом (a) и предлагаемым способом (b).
Использование способа электролитно-плазменного удаления полимерных покрытий с поверхности детали из легированных сталей, включающего следующие существенные признаки: погружение детали в электролит; формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала; приложение к обрабатываемой детали электрического потенциала от 270 В до 300 В; использование в качестве электролита водного раствора соли сульфата аммония концентрацией от 4 до 8 г/л; удаление покрытия при температуре от 70°C до 90°C до полного снятия покрытия; удаление покрытия с детали при величине тока от 0,2 А/дм2 до 0,8 А/дм2; удаление покрытия с деталей с площади от 1 см2 до 4000 см2; что в качестве детали используют пластинчатый торсион несущего винта вертолета; в состав электролита дополнительно вводят поверхностно-активные вещества в концентрации, вес.%: от 0,4 до 0,8, позволяют достичь технического результата заявляемого способа - повысить качество удаления полимерной пленки или покрытия с поверхности пластинчатого торсиона в процессе его ремонта или восстановления за счет полного удаления полимерной пленки при одновременном полировании поверхности торсиона и снижении трудоемкости процесса обработки торсиона. Другими словами, предлагаемый способ позволяет качественно и при незначительной трудоемкости процесса снять с торсиона полимерное покрытие и получить торсион с полированной поверхностью.
Способ оценки степени упрочнения поверхностного слоя твердых материалов
Способ ионно-плазменного нанесения покрытия в вакууме на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ изготовления прирабатываемого уплотнения турбомашины
Способ восстановления торца пера лопатки турбомашины с формированием щеточного уплотнения
Способ формирования теплозащитного покрытия на деталях газовых турбин из никелевых и кобальтовых сплавов
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ получения теплозащитного покрытия
Способ изготовления элемента прирабатываемого уплотнения турбины
Композиционный элемент прирабатываемого уплотнения турбины
Способ оценки степени упрочнения поверхностного слоя твердых материалов
Способ ионно-плазменного нанесения покрытия в вакууме на поверхность гравюры штампа из жаропрочного никелевого сплава
Способ получения ионно-плазменного покрытия на лопатках компрессора из титановых сплавов
Способ восстановления торца пера лопатки турбомашины с формированием щеточного уплотнения
Способ формирования теплозащитного покрытия на деталях газовых турбин из никелевых и кобальтовых сплавов
Способ ионно-имплантационной обработки деталей из титановых сплавов
Способ получения теплозащитного покрытия
Способ изготовления элемента прирабатываемого уплотнения турбины
Элемент прирабатываемого уплотнения турбины
Способ полирования деталей из титановых сплавов

