Результат интеллектуальной деятельности: Способ подготовки к работе воздушной фурмы доменной печи
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при подготовке к работе воздушной фурмы доменной печи.
Наиболее близким по технической сущности является способ установки керамической вставки в дутьевой канал воздушной фурмы доменной печи, включающий нанесение компенсационного теплоизоляционного материала, обладающего клеящими и гидроизоляционными свойствами, на сварные швы внутреннего стакана со стороны дутьевого канала, локальное нанесение его на наружную поверхность вставки и введение ее в дутьевой канал [Патент RU №163423, МПК С21В 7/16, 2016].
Однако некоторые дефекты вставки на рабочей поверхности со стороны дутьевого канала и возникающие в ней температурные напряжения могут привести к ее преждевременному разрушению в процессе эксплуатации.
Техническим результатом предлагаемого изобретения является повышение стойкости теплоизолирующей вставки.
Технический результат достигается тем, что в способе подготовки к работе воздушной фурмы доменной печи, включающем нанесение компенсационного теплоизоляционного материала на сварные швы внутреннего стакана со стороны дутьевого канала и на наружную поверхность теплоизолирующей вставки и введение теплоизолирующей вставки в дутьевой канал, согласно изобретения, после введения теплоизолирующей вставки в дутьевой канал на ее внутреннюю поверхность наносят первый слой огнеупорного шликерного покрытия, содержащего в составе керамическое волокно, а после его высыхания наносят второй слой этого же покрытия от входного сечения теплоизолирующей вставки до отверстия для подачи природного газа, который также наносят на торцевые поверхности входного сечения теплоизолирующей вставки и отверстия для подачи природного газа и в существующие воздушные зазоры между поверхностями теплоизолирующей вставки и внутреннего стакана со стороны входного сечения и отверстия для подачи природного газа.
При этом, коэффициент теплопроводности огнеупорного шликерного покрытия меньше чем у теплоизолирующей вставки, а термостойкость огнеупорного шликерного покрытия равна или больше чем у теплоизолирующей вставки.
Кроме того, толщина второго наносимого слоя огнеупорного шликерного покрытия больше чем первого.
Первый слой шликерного покрытия, нанесенный на внутреннюю поверхность вставки, закрывает на ней дефекты, которые могут возникнуть как в процессе изготовления вставки, так и в результате спрессовывания фурмы и не дает им развиваться в процессе работы фурмы.
Оба слоя шликерного покрытия создают дополнительное термосопротивление, способствующее уменьшению неравномерности температуры по толщине и напряжений во вставке. Только второй слой наносится на внутреннюю поверхность вставки от ее входного сечения до отверстия для подачи природного газа, где имеют место их максимальные значения. Второй слой шликерного покрытия наносят после высыхания первого, чтобы не произошло отслоение первого слоя.
Огнеупорные свойства шликерного покрытия позволяют ему выдерживать агрессивное воздействие среды в течение длительного времени, а его клеящие свойства не позволяют отслоиться от поверхности вставки.
Керамическое волокно в составе шликерного покрытия повышает его пластичность, что обеспечивает совместную деформацию шликерного покрытия и вставки при нагреве.
Шликерное покрытие, нанесенное на торцевые поверхности входного сечения вставки и отверстия во вставке для подачи природного газа, защищает эти поверхности от агрессивного воздействия горячего дутья, обогащенного кислородом, и природного газа, а в существующие воздушные зазоры между поверхностями теплоизолирующей вставки и внутреннего стакана со стороны входного сечения и отверстия для подачи природного газа - от поступления соответствующих газовых составляющих в полость между внутренним стаканом и теплоизолирующей вставкой.
Все эти признаки в совокупности способствуют предотвращению преждевременного разрушения вставки, а, следовательно, повышению ее стойкости, что обеспечивает достижение технического результата.
Способ осуществляется следующим образом.
Теплоизолирующую вставку устанавливают в дутьевой канал воздушной фурмы доменной печи и опрессовывают фурму. На внутренюю (рабочую) поверхность вставки наносят первый слой шликерного покрытия. После его высыхания наносят второй слой шликерного покрытия от входного сечения теплоизолирующей вставки до отверстия, предназначенного для подачи природного газа. Также наносят шликерное покрытие на торцевые поверхности входного сечения теплоизолирующей вставки и отверстия для подачи природного газа. Кроме того, наносят шликерное покрытие и в существующие воздушные зазоры между поверхностями теплоизолирующей вставки и внутреннего стакана со стороны входного сечения и отверстия для подачи природного газа.
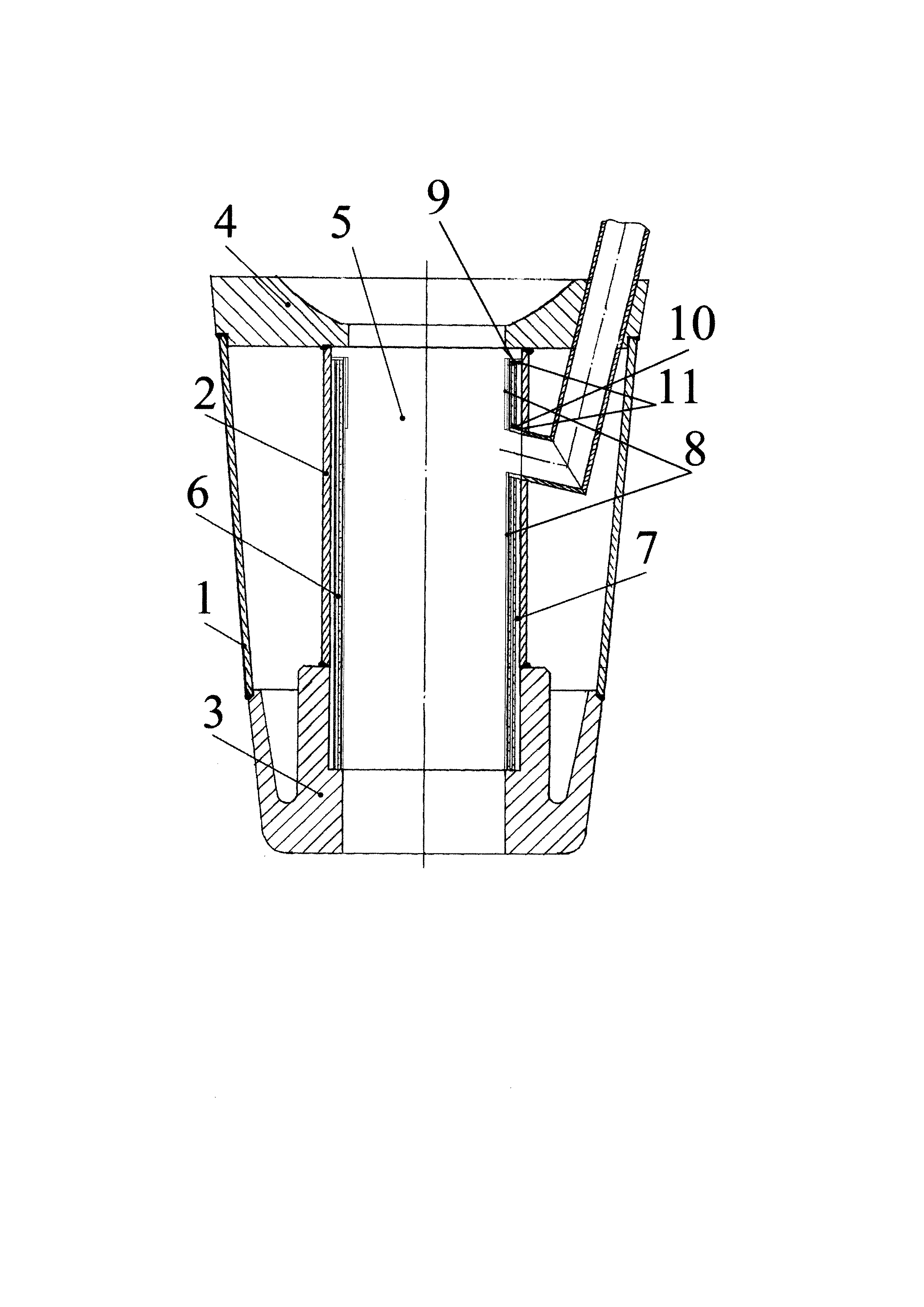
Изобретение поясняется чертежом, на котором изображено сечение воздушной фурмы доменной печи.
Фурма состоит из наружного (1) и внутреннего (2) стаканов, сваренных по краям с рыльной частью (3) и фланцем (4). В дутьевой канал (5) устанавливают керамическую вставку (6) с образованием воздушного зазора (7) между внутренним стаканом и теплоизолирующей вставкой. На внутреннюю (со стороны дутьевого канала) поверхность вставки наносят первый слой шликерного покрытия (8). После его высыхания наносят второй слой шликерного покрытия от входного сечения теплоизолирующей вставки (9) до отверстия для подачи природного газа (10). Также наносят шликерное покрытие на торцевые поверхности входного сечения и отверстия для подачи природного газа. Кроме того, наносят шликерное покрытие в воздушные зазоры между поверхностями теплоизолирующей вставки и внутреннего стакана со стороны входного сечения и отверстия для подачи природного газа (11).
Пример 1.
На сварные швы внутреннего стакана со стороны дутьевого канала воздушной фурмы и наружную поверхность теплоизолирующей вставки из огнеупора с коэффициентом теплопроводности 3 Вт/(м⋅К) и термостойкостью 30 циклов нанесли силиконовый герметик. Теплоизолирующую вставку установили в дутьевой канал воздушной фурмы доменной печи и опрессовали фурму. На внутреннюю поверхность теплоизолирующей вставки нанесли первый слой шликерного покрытия с коэффициентом теплопроводности 0,95 Вт/(м⋅К) и термостойкостью 30 циклов толщиной около 1 мм, которым замазали поры. После его высыхания нанесли второй слой шликерного покрытия на внутреннюю поверхность вставки от ее входного сечения до отверстия для подачи природного газа толщиной 2-3 мм, а также нанесли шликерное покрытие на торцевые поверхности входного сечения теплоизолирующей вставки и отверстия для подачи природного газа, а также в существующие воздушные зазоры между поверхностями теплоизолирующей вставки и внутреннего стакана со стороны входного сечения и отверстия для подачи природного газа.
Собранную фурму установили в доменную печь. Фурма была снята с печи после 153 суток по прогару рыльной части. Вставка осталась целой в процессе работы, что было установлено по неизменности тепловых потерь через фурму.
Пример 2 (по прототипу).
На сварные швы внутреннего стакана со стороны дутьевого канала воздушной фурмы и наружную поверхность теплоизолирующей вставки из огнеупора с коэффициентом теплопроводности 3 Вт/(м⋅К) и термостойкостью 30 циклов нанесли силиконовый герметик. Теплоизолирующую вставку установили в дутьевой канал воздушной фурмы доменной печи и опрессовали фурму. В результате спрессовывания фурмы возникли посечки на внутренней поверхности вставки от ее входного сечения до отверстия для подачи природного газа. Собранную фурму установили в доменную печь одновременно с фурмой по примеру 1. Разрушение вставки началось после 131 суток работы фурмы, о чем свидетельствует увеличение тепловых потерь через фурму.
Следовательно, предлагаемый способ подготовки к работе воздушной фурмы доменной печи способствует как повышению стойкости вставки, так и, соответственно, продлению времени снижения тепловых потерь через дутьевой канал фурмы.
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ ведения доменной плавки
Способ доменной плавки цинкосодержащей шихты

