Результат интеллектуальной деятельности: СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретно к технологии производства горячекатаного проката из низколегированной стали, предназначенного для изготовления деталей методом штамповки и профилирования.
Одним из определяющих качеств такого металлопроката является его способность к сохранению исходной неплоскостности после дополнительной порезки на полосы перед штамповкой и профилированием деталей.
Известен способ производства горячекатаного проката, включающий выплавку низколегированной стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, при этом выплавляют сталь следующего химического состава при соотношении ингредиентов, мас.%:
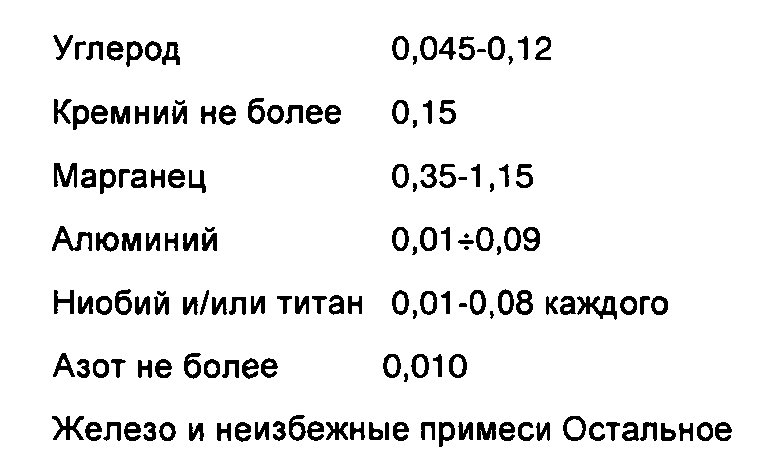
Сталь дополнительно содержит, мас.%: ванадий 0,01÷0,08, кальций 0,0005÷0,010, при этом суммарное содержание ниобия, титана и ванадия не должно превышать 0,117 мас.%. При этом температуру конца прокатки поддерживают в диапазоне 830-880°С, а температуру смотки - в диапазоне 510-640°С (патент РФ № 2361930, C21D 8/04, В21В 1/46, С22С 38/06, 2009).
Недостаток известного способа состоит в том, что он не обеспечивает одинаковую структуру верхней и нижней поверхности полосы при охлаждении водой, что вызывает неравномерность внутренних напряжений в металле по толщине и в последствии влияет на изменение неплоскостности при дополнительной порезке на полосы.
Наиболее близким к предложенному является способ производства горячекатаного рулонного проката из низколегированной стали, включающий выплавку, внепечную обработку, непрерывную разливку, аустенизацию заготовки с нагревом выше АсЗ, предварительную деформацию полосы в черновой группе клетей стана и окончательную деформацию полосы, охлаждение поверхности полосы водой и ее смотку в рулон, при этом выплавляют сталь следующего химического состава при соотношении компонентов, мас.%:
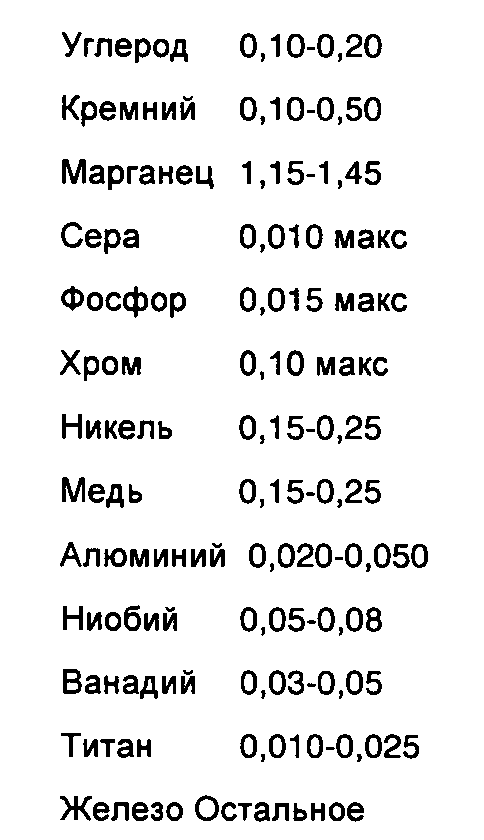
при этом температуру раската в последнем проходе черновой группы клетей стана поддерживают в интервале 1010÷1050°С, окончательную деформацию полосы осуществляют в непрерывном режиме с суммарной степенью деформации не менее 70% и завершением пластической деформации в интервале температур 790÷840°С, после завершения окончательной деформации на отводящем рольганге производят дифференцированное охлаждение верхней и нижней поверхностей полосы, причем охлаждение верхней поверхности полосы ведут с интенсивностью, определяемой из выражения:

где Vверх - скорость охлаждения верхней поверхности полосы, град/с;
hср - конечная толщина полосы, мм,
а охлаждение нижней поверхности полосы производят монотонно равномерно по всей ее длине, при этом температуру полосы перед смоткой поддерживают в диапазоне 550÷600°С (патент РФ № 2450061, C21D 8/04, 2012) - прототип.
Недостаток известного способа состоит в том, что он не обеспечивает одинаковую скорость охлаждения верхней и нижней поверхностей, особенно при низких температурах смотки (менее 550°С), что отражается на искривлении металлопроката после его порезки под воздействием разницы внутренних напряжений верхней и нижней поверхностей.
Техническим результатом предлагаемого изобретения является сохранение неплоскостности заготовок на уровне не более 7 мм/м после продольного роспуска горячекатаной полосы, что позволяет производить штамповку и профилирование, в том числе деталей высокой точности, без предварительной операций правки.
Технический результат достигается тем, что в предложенном способе горячей прокатки полос из низколегированной стали для последующего их продольного роспуска на заготовки с гарантированным уровнем неплоскостности после порезки не более 7 мм/м, предназначенных для изготовления деталей методом штамповки и профилирования, включающем нагрев слябов и их прокатку на непрерывном широкополосном стане в черновой и чистовой группах клетей с последующим охлаждением в ламинарной установке, согласно изобретению устанавливают отношение количества включенных коллекторов любой секции установки ламинарного охлаждения с верхней и нижней сторон полосы в соотношении 1:2, а расход воды на верхних коллекторах 0,70-0,90 относительно расхода воды на нижних коллекторах, обеспечивая в структуре металлопроката отсутствие бейнита в ¼ по толщине с обеих сторон полосы и разницу размера зерна феррита между поверхностями не более 1 балла.
Требование по отношению количества включенных коллекторов установки ламинарного охлаждения с верхней и нижней сторон полосы выбирается 1:2 для любой секции ламинарного охлаждения. Данное условие позволяет контролировать включение коллекторов с минимальным расходом воды с верхней стороны, при условии, что сверху и снизу максимальное количество коллекторов по 4 шт. для секции, что снижает скорость охлаждения и исключает образование бейнитной составляющей в структуре в ¼ по толщине с обеих сторон полосы. При этом происходит формирование ферритоперлитной структуры, что особенно важно для подповерхностных слоев металла, которая является менее напряженной и не приводит к короблению металла. Наличие бейнитных участков в осевой зоне не является критичным для достижения технического результата.
Расход воды 0,70-0,90 на коллекторах с верхней стороны относительно расхода воды с нижней стороны обусловлено необходимостью обеспечения равномерного охлаждения обеих поверхностей полосы и разницы между баллом зерна феррита не более 1 балла.
Выполнение заявленных требований в комплексе позволяет обеспечить минимальную разницу внутренних напряжений между верхней и нижней поверхностью полосы, исключить ее искривление после продольного роспуска и сохранить неплоскостность на уровне не более 7 мм/м.
Способ осуществляется следующим образом: в прокатку назначают слябы для производства полос толщиной преимущественно до 16 мм и шириной до 1650 мм, при этом используют отношение количества включенных коллекторов любой секции установки ламинарного охлаждения с верхней и нижней сторон полосы, равное 1:2, расход воды на верхних коллекторах устанавливают 0,70-0,90 относительно расхода воды на нижних коллекторах см. табл.1. Эксперименты проводили на низколегированных сталях категории прочности до 600 МПа по пределу текучести, с массовой долей углерода не более 0,20%, марганца - до 1,6%, микролегированных ниобием, ванадием и титаном.
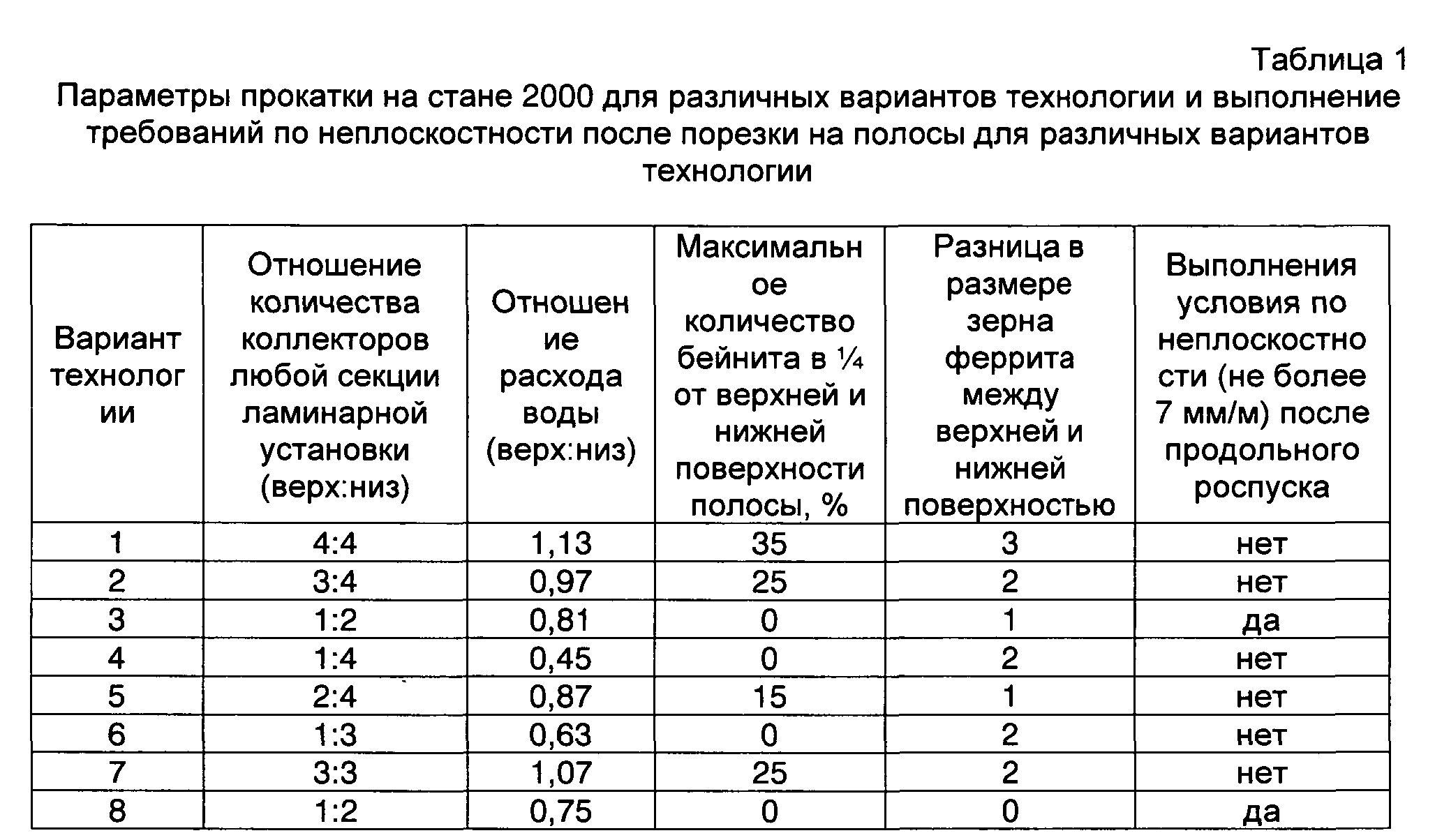
Из табл. 1 следует, что предложенный вариант технологии (варианты технологии 3 и 8) выполняют условие по неплоскостности не более 7 мм/м.
При запредельных значениях параметров технологии (варианты технологии 1-2, 4-7) условие не выполняется.
Кроме того, использование предложенной в изобретении технологии создает благоприятные условия для повышения устойчивости процесса горячей прокатки и качества прокатываемых полос. Применение таких полос в качестве заготовок обеспечивает сохранение исходной неплоскостности перед штамповкой и профилированием деталей. Предлагаемый способ прокатки может быть использован как на существующих, так и на вновь создаваемых непрерывных станах горячей прокатки.
Способ горячей прокатки полос из низколегированной стали для последующего их продольного роспуска на заготовки с гарантированным уровнем неплоскостности после порезки не более 7 мм/м, предназначенных для изготовления деталей методом штамповки и профилирования, в структуре металла которых на 1/4 части по толщине со стороны обеих поверхностей отсутствует бейнит, и с разницей размера зерна феррита на упомянутых поверхностях полос не более 1 балла, включающий нагрев слябов и их прокатку на непрерывном широкополосном стане в черновой и чистовой группах клетей с последующим охлаждением полос в секционной установке ламинарного охлаждения с коллекторами в каждой секции, при этом отношение количества включенных коллекторов в каждой секции установки ламинарного охлаждения с верхней и нижней сторон полосы составляет 1:2 при расходе воды на коллекторах с верхней стороны, составляющем 0,70-0,90 относительно расхода воды на коллекторах с нижней стороны полосы.Способ производства стальной полосы (варианты)
Установка для регенерации соляной кислоты из отработанного травильного раствора
Способ производства толстолистового проката из низколегированной стали
Высокопрочная хладостойкая свариваемая сталь
Способ производства холоднокатаной стали для глубокой вытяжки
Способ производства холоднокатаного проката для упаковочной ленты
Реагент для очистки солянокислых растворов от ионов меди
Способ производства особонизкоуглеродистой стали
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ производства холоднокатаного проката для упаковочной ленты
Способ производства стальной полосы (варианты)
Установка для регенерации соляной кислоты из отработанного травильного раствора
Способ производства толстолистового проката из низколегированной стали
Высокопрочная хладостойкая свариваемая сталь
Способ производства холоднокатаной стали для глубокой вытяжки
Способ производства холоднокатаного проката для упаковочной ленты
Реагент для очистки солянокислых растворов от ионов меди
Способ производства особонизкоуглеродистой стали
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ производства холоднокатаного проката для упаковочной ленты

