Результат интеллектуальной деятельности: Способ непрерывной разливки стали на тонкослябовой установке непрерывной разливки
Вид РИД
Изобретение
Изобретение относится к черной металлургии, а более конкретно к непрерывной разливке стали на тонкослябовой установке непрерывной разливки и может найти применение при производстве слябовой заготовки, используемой для производства труб общего назначения, обсадных труб для нефтегазового сектора и магистральных трубопроводов.
Кристаллизующаяся корка непрерывнолитой заготовки характеризуется низкой прочностью, в особенности в зоне мениска. При вытягивании заготовки корка может разрываться, что нарушает процесс кристаллизации, приводит к образованию поверхностных дефектов заготовки и к ухудшению ее внутреннего строения. С целью уменьшения влияния разрывов кристаллизующейся корки на качество непрерывнолитой заготовки, кристаллизатору придается возвратно-поступательное движение (качание). Известен целый ряд законов движения, в соответствии с которыми осуществляют качание кристаллизатора, - прямолинейный, трапецеидальный, синусоидальный и др. (Бойченко М.С., Рутес B.C., Фульмахт В.В. Непрерывная разливка стали. - М.: Металлургиздат, 1961, с. 130-131). При этом в настоящее время наиболее распространенным является синусоидальный закон качания кристаллизатора.
Известен способ производства стального проката из непрерывнолитых заготовок, включающий непрерывную разливку стали через кристаллизатор с последующим разделением на заготовки, их нагрев и горячую прокатку. Разливку стали осуществляют в кристаллизатор прямоугольного сечения со скругленными углами при температуре стали, превышающей температуру ликвидуса на 10-45°С, при этом кристаллизатору вдоль оси разливки сообщают колебания с частотой 40-380 мин-1 и амплитудой 5-14 мм (патент РФ №2397041, 20.08.2010).
Наиболее близким к заявленному изобретению, выбранный авторами за прототип, является способ непрерывной разливки стали, включающий подачу расплавленного металла в качающийся кристаллизатор, подачу шлакообразующей смеси на мениск металла с образованием шлакового гарнисажа, вытягивание из кристаллизатора непрерывнолитой заготовки и контроль качества поверхности непрерывнолитой заготовки по дефекту «плена» после прокатки. При этом обеспечивают подъем шлакового гарнисажа выше уровня металла путем качания кристаллизатора с чередованием циклов с увеличенной скоростью движения кристаллизатора вверх и/или с увеличенной скоростью движения кристаллизатора вниз в течение времени пребывания элемента поверхности металла в кристаллизаторе (патент РФ №2422239, 27.06.2011).
Недостатками вышеуказанных аналога и прототипа является формирование неравномерной корочки в кристаллизаторе, следствием чего является недостаточно высокое качество поверхности непрерывнолитой заготовки (образование поверхностных дефектов заготовки, таких как плена по неметаллическим включениям, плена по следам качания, поперечные и ребровые трещины), высокая вероятность возникновения случаев аварийной остановки производства, а в конечном итоге, увеличенная себестоимость производства качественной конечной продукции.
Задачей создания настоящего изобретения является разработка способа непрерывной разливки стали, свободного от указанных недостатков аналога и прототипа.
Технический результат состоит в повышении качества поверхности непрерывнолитой заготовки за счет обеспечения формирования более равномерной корочки в кристаллизаторе.
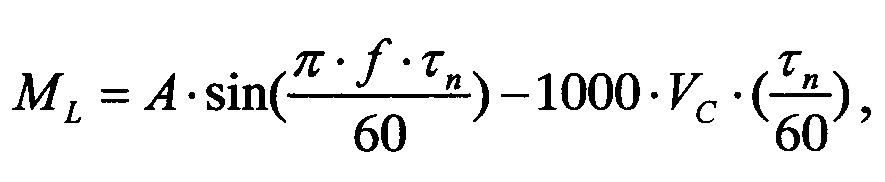
Указанный технический результат достигается за счет того, что в способе непрерывной разливки стали на тонколябовой установке непрерывной разливки, включающем общие с прототипом признаки, такие как подачу расплавленного металла в качающийся кристаллизатор, подачу шлакообразующей смеси на мениск расплава, вытягивание из кристаллизатора непрерывнолитой заготовки, согласно изобретению используют кристаллизатор прямоугольного сечения, качание кристаллизатора осуществляют по синусоидальному закону, причем движение кристаллизатора вниз осуществляют со скоростью больше скорости движения заготовки, при этом величина хода опережения кристаллизатора ML (в мм), определяемая по формуле

где А - амплитуда качания кристаллизатора, мм,
π - математическая константа, равная 3,14159,
ƒ - частота качания кристаллизатора, мин-1,
τn - время опережения, сек,
VC - скорость вытягивания заготовки, м/мин,
соответствует диапазону ML=1,20÷1,40,
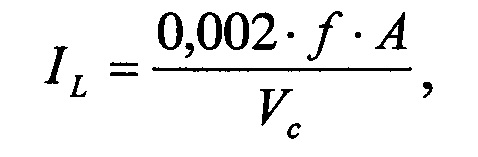
а величина индекса опережения кристаллизатора IL, определяемая по формуле:

соответствует диапазону IL=1,40÷1,94.
Сущность предложенного способа заключается в следующем. Подбор правильного режима параметров разливки и качания кристаллизатора позволяет улучшить качество поверхности непрерывнолитой заготовки и снизить количество аварийных остановок разливки за счет формирования более равномерной корочки заготовки и следов качания оптимальной глубины и периода.
Анализом результатов производства серий плавок авторами изобретения установлено, что при стабильных температурно-скоростных параметрах непрерывной разливки стали оптимизация величины хода опережения кристаллизатора МL, определяемой по формуле (1), в диапазоне 1,20÷1,40 и величины индекса опережения кристаллизатора IL, определяемой по формуле (2), в диапазоне 1,40÷1,94, при качании кристаллизатора по синусоидальному закону и скорости кристаллизатора при движении вниз больше скорости движения заготовки, обеспечивает уменьшение количества обрывов формирующейся корочки заготовки под кристаллизатором, а также улучшает качество поверхности сляба на всем диапазоне разливаемых ширин слябов средне- и низкоуглеродистого сортамента.
Предлагаемый способ осуществляют следующим образом.
В процессе непрерывной разливки в качающийся кристаллизатор прямоугольного сечения подают расплавленный металл, на мениск металла подают шлакообразующую смесь и вытягивают из кристаллизатора непрерывнолитую заготовку. Качание кристаллизатора осуществляют по синусоидальному закону, причем в процессе движения кристаллизатора вниз скорость его движения осуществляют больше скорости движения заготовки. При этом параметры разливки и качания кристаллизатора устанавливают исходя из соответствия величины хода опережения кристаллизатора ML, определяемой по формуле (1), диапазону 1,20÷1,40, и соответствия величины индекса опережения кристаллизатора IL, определяемой по формуле (2), диапазону 1,40÷1,94.
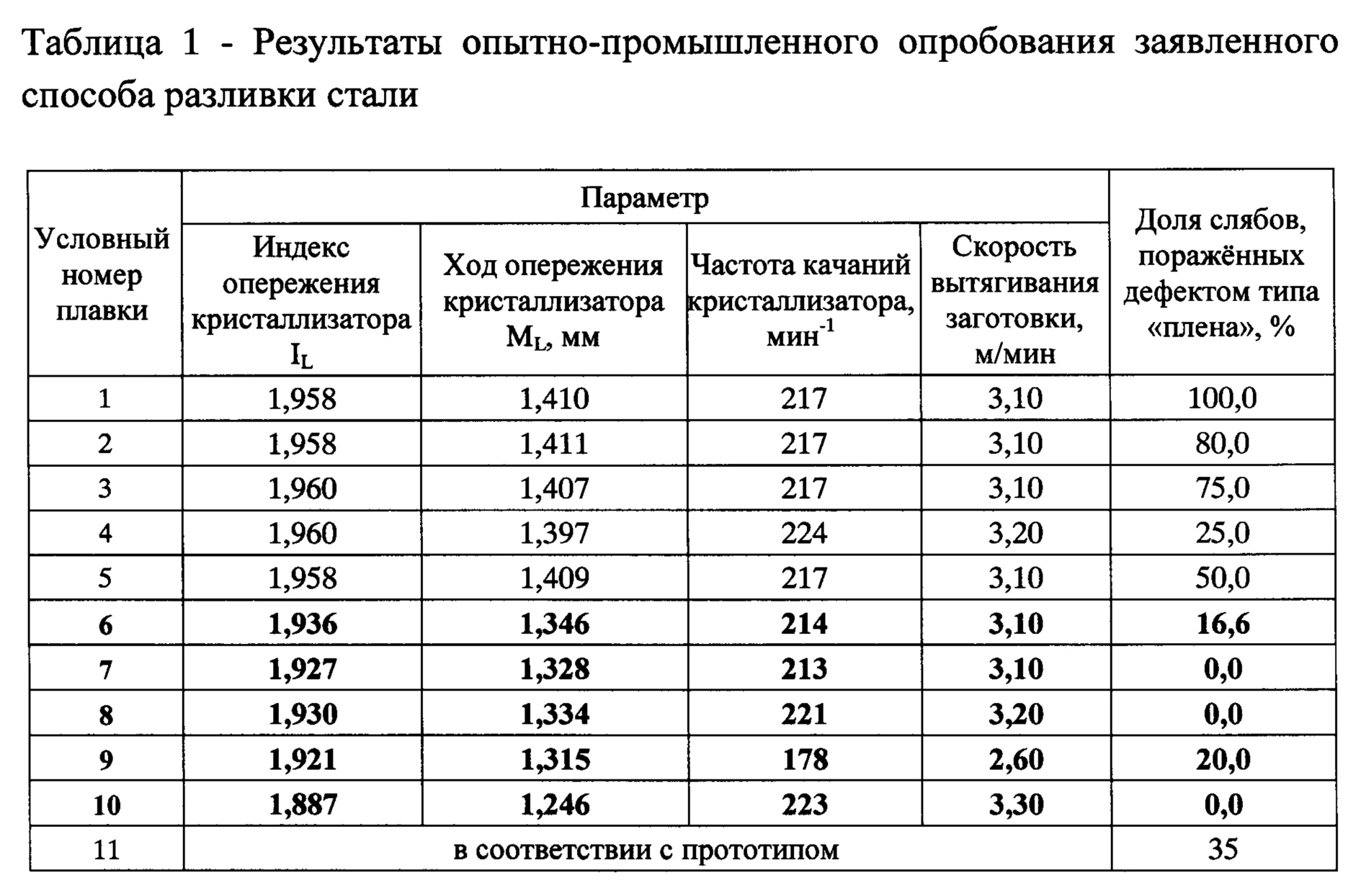
Пример. Опытно-промышленные опробование предлагаемого способа проведено в условиях литейно-прокатного комплекса АО «ВМЗ» при разливке сталей низко- и среднеуглеродистого сортамента. Результаты опытно-промышленного опробования способа приведены в таблице 1. Плавки под условными номерами 1-5 разливались при несоответствии величины хода опережения и индекса опережения кристаллизатора, заявленным диапазонам. Плавки под условными номерами 6-10 разливались в полном соответствии с заявляемым способом. Плавка под условным номером 11 разливалась в соответствии со способом-прототипом. Показано, что реализация заявленного способа позволяет существенно снизить долю слябов, пораженных дефектом типа «плена».

Способ изготовления стальных двухслойных горячекатаных листов
Способ производства толстолистового проката с повышенной хладостойкостью для изготовления электросварных труб и сварных конструкций
Способ управления процессом высокочастотной сварки труб и устройство для его осуществления
Способ производства трубы с низким отношением предела текучести к пределу прочности
Способ производства стали для изготовления труб
Космический аппарат для спуска с орбиты искусственного спутника земли и способ его спуска с орбиты искусственного спутника земли
Способ производства горячекатаного рулонного проката из низколегированной стали
Устройство определения задымления в лабораторной электропечи
Способ определения микронеоднородности расплава образца многокомпонентного металлического сплава

