Результат интеллектуальной деятельности: Способ изготовления стальных двухслойных горячекатаных листов
Вид РИД
Изобретение
Изобретение относится к области металлургии, а более конкретно к производству стальных двухслойных горячекатаных листов, состоящих из основного слоя, выполненного из углеродистой, низколегированной или легированной стали, и плакирующего слоя, выполненного из коррозионно-стойкой стали, предназначенных для изготовления труб большого диаметра, оборудования нефтеперерабатывающей, химической промышленности, а также других отраслей, где необходимо сочетание коррозионной стойкости и высоких механических свойств.
Известен способ изготовления плакированного материала, состоящего из основного материала и одного или более слоев поверхностного материала, наложенных с одной или обеих сторон основного материала, описанный в патенте РФ №2388583 (опубл. 10.05.2010). В этом способе на этапе подготовки основного материала изготавливают слиток для основного материала путем плавления и литья металла, используемого в качестве основного материала, и на этапе подготовки поверхностного материала изготавливают слиток для поверхностного материала путем плавления и литья металла, используемого в качестве поверхностного материала, который отличается от основного материала по содержанию компонентов. Многослойный материал получают путем размещения слитка для поверхностного материала в заранее определенном положении с одной или обеих сторон слитка для основного материала. Плакированный материал получают посредством горячей прокатки подготовленного многослойного материала.
Недостаток этого известного способа заключается в том, что он не регламентирует температурные режимы нагрева и прокатки многослойной заготовки. При произвольно выбранных режимах нагрева и прокатки заготовки возможно образование расслоений в граничной зоне многослойных листов, снижающих сплошность соединения слоев. Кроме того, отсутствие в данном способе операции ускоренного охлаждения прокатанных многослойных листов не позволяет обеспечить высокий уровень их механических свойств без дополнительного легирования стали заготовки.
Известен способ изготовления двухслойных горячекатаных листов с плакирующим слоем из коррозионно-стойкой стали, описанный в патенте РФ №2255848 (опубл. 10.07.2005). В этом способе получают двухслойные заготовки методом электрошлаковой наплавки после чего осуществляют их горячую прокатку. Данный способ характеризуется тем, что электрошлаковую наплавку ведут расходуемыми электродами из коррозионно-стойкой стали определенного состава. Кроме того, нагрев двухслойных заготовок под прокатку проводят ступенчато: сначала в печи с температурой 650÷1000°С, обеспечивая общее время пребывания в этой печи, включая нагрев и выдержку τ1 (мин), в соответствии с выражением τ1≥0,1⋅h, где h - толщина двухслойной заготовки (мм); затем производят нагрев заготовок до температуры 1160÷1280°С вместе с печью, обеспечивая общее время нагрева и выдержки τ2 (мин), в соответствии с выражением τ2≥0,9⋅h. В процессе прокатки проводят подстуживание раскатов от температуры 1070±20°С до температуры 1030±5°С, не деформируя металл в указанном интервале температур, а прокатку заканчивают при температурах не ниже 960°С.
Недостаток этого известного способа заключается в том, что представленный режим нагрева двухслойной заготовки под прокатку обладает низкой эффективностью и не обеспечивает рациональный баланс между качеством изготавливаемого двухслойного листа и затратами на проведение нагрева заготовки. Кроме того, отсутствие в данном способе операции ускоренного охлаждения прокатанного двухслойного листа не позволяет обеспечить высокий уровень механических свойств основного слоя листов, в частности ударной вязкости при отрицательных температурах.
Наиболее близким аналогом можно считать описанный в патенте РФ №2633412 (опубл. 12.10.2017) способ получения листовой плакированной стали, включающий получение заготовки листа, состоящей из основного слоя из углеродистой стали и плакирующего слоя из коррозионно-стойкой стали, и ее горячую прокатку. Данный способ характеризуется тем, что нагрев заготовки перед горячей прокаткой осуществляют в диапазоне температур от 1200 до 1250°С, а охлаждение после прокатки ведут до температуры 600÷650°С со скоростью не менее 7°С/сек с получением листа из плакированной стали, причем плакирующий слой из коррозионно-стойкой стали имеет мартенситную структуру и содержит компоненты в определенном соотношении.
Недостаток данного способа заключается в том, что в нем не учитывается влияние на качественные показатели продукции и его эффективность скорости нагрева заготовки под прокатку и необходимости рациональной этапности данной операции. Кроме того, в данном способе не регламентирован температурный режим прокатки двухслойной заготовки. При произвольно выбранных режимах нагрева и прокатки заготовки возможно образование расслоений в граничной зоне двухслойных листов, снижающих сплошность соединения слоев.
Задачей настоящего изобретения является разработка способа изготовления двухслойных стальных горячекатаных листов, который позволил бы преодолеть отмеченные недостатки указанных аналогов и получить технический результат в виде обеспечения высокого качества соединения слоев (сплошности) и формирования высокого уровня механических свойств основного слоя листа, в частности, ударной вязкости при отрицательной температуре испытаний.
Данная задача решается в настоящем изобретении с достижением указанного технического результата тем, что предложен способ изготовления стальных двухслойных горячекатаных листов, включающий следующие операции: стальную двухслойную заготовку, у которой плакирующий слой выполнен из коррозионно-стойкой стали, ступенчато нагревают в печи, при этом вначале данную заготовку нагревают до температуры не менее 450°С при скорости нагрева N1 (°С/мин), соответствующей выражению N1=(k1⋅h)±0,5, где k1 - эмпирический коэффициент, равный 0,006÷0,010, h - номинальная толщина заготовки (мм), после чего заготовку нагревают со скоростью N2 (°С/мин) до температуры не менее Т2 (°С), при этом N2=(k2⋅h)±5, где k2 - эмпирический коэффициент, равный 0,06÷0,10, Т2=(Т3-150)±50, где Т3 - минимальная температура данной заготовки, которую требуется обеспечить к моменту ее выдачи из печи (°С), далее заготовку нагревают со скоростью N3 (°С/мин) до температуры, соответствующей диапазону от Т3 до (Т3+20), при этом N3=(k1⋅h)±0,5, после чего заготовку при поддержании ее температуры в диапазоне от Т3 до (Т3+20) выдерживают в печи в течение не менее 120 минут; далее осуществляют горячую прокатку заготовки, при этом завершают данную операцию при температуре прокатываемой заготовки не более 920°С; после чего осуществляют охлаждение полученного листа водой.
Особенность способа по настоящему изобретению состоит в том, что горячую прокатку заготовки могут осуществлять за три стадии, тогда толщина подката между первой и второй стадией прокатки h12 (мм) соответствует выражению h12=(k3⋅h23)±10, где k3 - эмпирический коэффициент, равный 1,5÷2,0, h23 - толщина подката, которую требуется обеспечить между второй и третьей стадией прокатки (мм), при этом h23=(k4⋅hл)±10, где k4 - эмпирический коэффициент, равный 2,2÷2,8, hл - номинальная толщина изготавливаемого листа (мм).
В этом случае вторую стадию горячей прокатки заготовки начинают при ее температуре не менее ТН2 (°С), при этом ТН2=ТКП+30, где ТКП - температура данной заготовки в момент окончания ее горячей прокатки, °С.
Еще одна особенность способа по настоящему изобретению состоит в том, что охлаждение листа после горячей прокатки могут осуществлять подачей воды на его поверхности, расположенные с обеих его сторон, тогда отношение удельного расхода воды, подаваемой на поверхность листа со стороны его плакирующего слоя, к удельному расходу воды, подаваемой на поверхность листа со стороны его основного слоя, равно 1,0÷1,3.
Сущность предложенного способа заключается в следующем.
Для реализации данного способа используется стальная двухслойная заготовка, основной слой которой выполнен из углеродистой, низколегированной или легированной стали, а плакирующий слой выполнен из коррозионно-стойкой стали. Данная заготовка, помещается в нагревательную печь, в которой осуществляют ее ступенчатый нагрев. Первый этап проводят со сравнительно небольшой скоростью нагрева N1 (°С/мин) до достижения температуры заготовки не менее 450°С, при этом N1=(k1⋅h)±0,5, где k1 - эмпирический коэффициент, равный 0,006÷0,010, h - номинальная толщина заготовки (мм). Это позволяет избежать нежелательных термических напряжений в двухслойной заготовке. На втором этапе проводят интенсивный нагрев заготовки со скоростью N2 (°С/мин) до температуры не менее Т2 (°С), при этом N2=(k2⋅h)±5, где k2 - эмпирический коэффициент, равный 0,06÷0,10, Т2=(Т3-150)±50, где Т3 - минимальная температура данной заготовки, которую требуется обеспечить к моменту ее выдачи из печи (°С), соответствующая диапазону 1100÷1250°С, преимущественно диапазону 1200÷1250°С. Увеличение скорости нагрева заготовки на втором этапе позволяет оптимизировать суммарное время нагрева и соответственно затраты на производство. На третьем этапе скорость нагрева снижают до величины N3=(k1⋅h)±0,5, и нагревают заготовку до температуры, соответствующей диапазону от Т3 до (Т3+20), после чего заготовку при поддержании ее температуры в указанном диапазоне выдерживают в печи в течение не менее 120 минут. Сниженная скорость нагрева заготовки на третьем этапе и последующая выдержка заготовки в печи обеспечивают равномерный нагрев основного и плакирующего слоев, что принципиально важно для получения качественного двухслойного листа при дальнейшей прокатке.
После выдачи заготовки из печи осуществляют ее горячую прокатку, при этом завершают данную операцию при температуре прокатываемой заготовки не более 920°С. Обеспечение температуры окончания деформации заготовки при прокатке не выше указанного значения способствует формированию в основном слое листа требуемого структурно-фазового состояния и механических свойств.
В частном случае реализации способа по настоящему изобретению горячую прокатку заготовки осуществляют за три стадии, при этом толщина подката между первой и второй стадией прокатки h12 (мм) соответствует выражению h12=(k3⋅h23)±10, где k3 - эмпирический коэффициент, равный 1,5÷2,0, h23 - толщина данного подката, которую требуется обеспечить между второй и третьей стадией прокатки (мм), при этом h23=(k4⋅hл)±10, где k4 - эмпирический коэффициент, равный 2,2÷2,8, hл - номинальная толщина изготавливаемого листа. В этом случае вторую стадию горячей прокатки заготовки начинают при ее температуре не менее ТН2 (°С), при этом TH2=ТКП+30, где ТКП - температура данной заготовки в момент окончания ее горячей прокатки (°С). Реализация операции горячей прокатки в соответствии с указанными условиями позволяет сформировать наилучший баланс промежуточных толщин между стадиями, снизить неравномерность температуры по толщине раската, а также устранить вероятность сильного переохлаждения, что дополнительно повышает качество соединения основного и плакирующего слоев.
Способ по настоящему изобретению может быть дополнительно усовершенствован за счет регламентирования условий проведения охлаждения листа водой. В этом случае охлаждение листа после горячей прокатки осуществляют подачей воды на его поверхности, расположенные с обеих его сторон, при этом отношение удельного расхода воды, подаваемой на поверхность листа со стороны его плакирующего слоя, к удельному расходу воды, подаваемой на поверхность листа со стороны его основного слоя, равно 1,0÷1,3. Реализация операции охлаждения листа в соответствии с указанными условиями позволяет улучшить его плоскостность за счет компенсации напряжений, возникающих из-за различия коэффициентов линейного расширения основного и плакирующего слоев.
Авторами установлено, что при температуре заготовки к моменту окончания первой стадии нагрева менее 450°С дальнейший интенсивный нагрев повышает риск ее разрушения. Также установлено, что при скоростях нагрева на первом и втором этапах соответственно более упомянутых величин N1 и N2 в двухслойной стальной заготовке возникают значительные внутренние напряжения, которые могут привести к образованию ее дефектов, вплоть до разрушения. При скоростях нагрева на первом и втором этапах соответственно менее упомянутых величин N1 и N2 необоснованно повышается продолжительность нагрева заготовки и соответственно затраты на производство стального двухслойного листа.
Аналитически определено, что при нагреве заготовки на втором этапе до температуры менее упомянутой величины Т2 значительно повышается общая продолжительность нагрева, т.к. скорость нагрева на последующем этапе существенно ниже. Нагрев заготовки на третьем этапе со скоростью более упомянутой величины N3 не обеспечивает выравнивание температуры по ее сечению. При скорости нагрева заготовки менее упомянутой величины N3 необоснованно повышается продолжительность нагрева заготовки и соответственно затраты на производство стального двухслойного листа.
Проведенный авторами изобретения исследования также показали, что при продолжительности выдержки заготовки в печи при температуре в упомянутом диапазоне от Т3 до (Т3+20) менее 120 минут не обеспечивается равномерность температуры по объему заготовки, что при ее последующей прокатке может привести к отслоению плакирующего слоя. Также установлено, что при завершении горячей прокатки при температуре заготовки более 920°С в ее основном слое формируется неблагоприятная микроструктура, что негативно отражается на достижении требуемого уровня механических свойств листа, в частности ударной вязкости стали при температуре -20°С.
Экспериментально установлено, что при толщинах подкатов между первой и второй стадией и между второй и третьей стадией прокатки, отличных соответственно от упомянутых величин h12 и h23, трудно обеспечить поддержание оптимального температурного состояния плакирующего слоя с точки зрения формирования высокого качества соединения слоев листа. При этом установлено, что при температуре начала второй стадии прокатки менее упомянутой величины ТН2 также трудно обеспечить необходимые температурно-деформационные параметры обработки плакирующего слоя заготовки.
Кроме того, определено, что при отношении удельных расходов воды, подаваемой при проведении охлаждения на поверхность листа со стороны его плакирующего слоя, к удельному расходу воды, подаваемой на поверхность листа со стороны его основного слоя, менее 1,0 или более 1,3, значительно повышается вероятность образования дефектов листа в виде неплоскостности.
Таким образом, вышеперечисленная совокупность существенных признаков настоящего изобретения позволяет получить заявленный технический результат в виде обеспечения высокого качества соединения слоев (сплошности) и формирования высокого уровня механических свойств листа, в частности ударной вязкости при отрицательной температуре испытаний.
Возможность осуществления заявляемого способа показана конкретными примерами его реализации на оборудовании металлургического комплекса стан-5000 АО «Выксунский металлургический завод».
В качестве исходной заготовки использовали стальные двухслойные заготовки размерами 2200×3000 мм номинальной толщиной 225 мм, основной слой которых был выполнен из стали марки S355GR, а плакирующий слой - из стали марки 08Х18Н10Т.
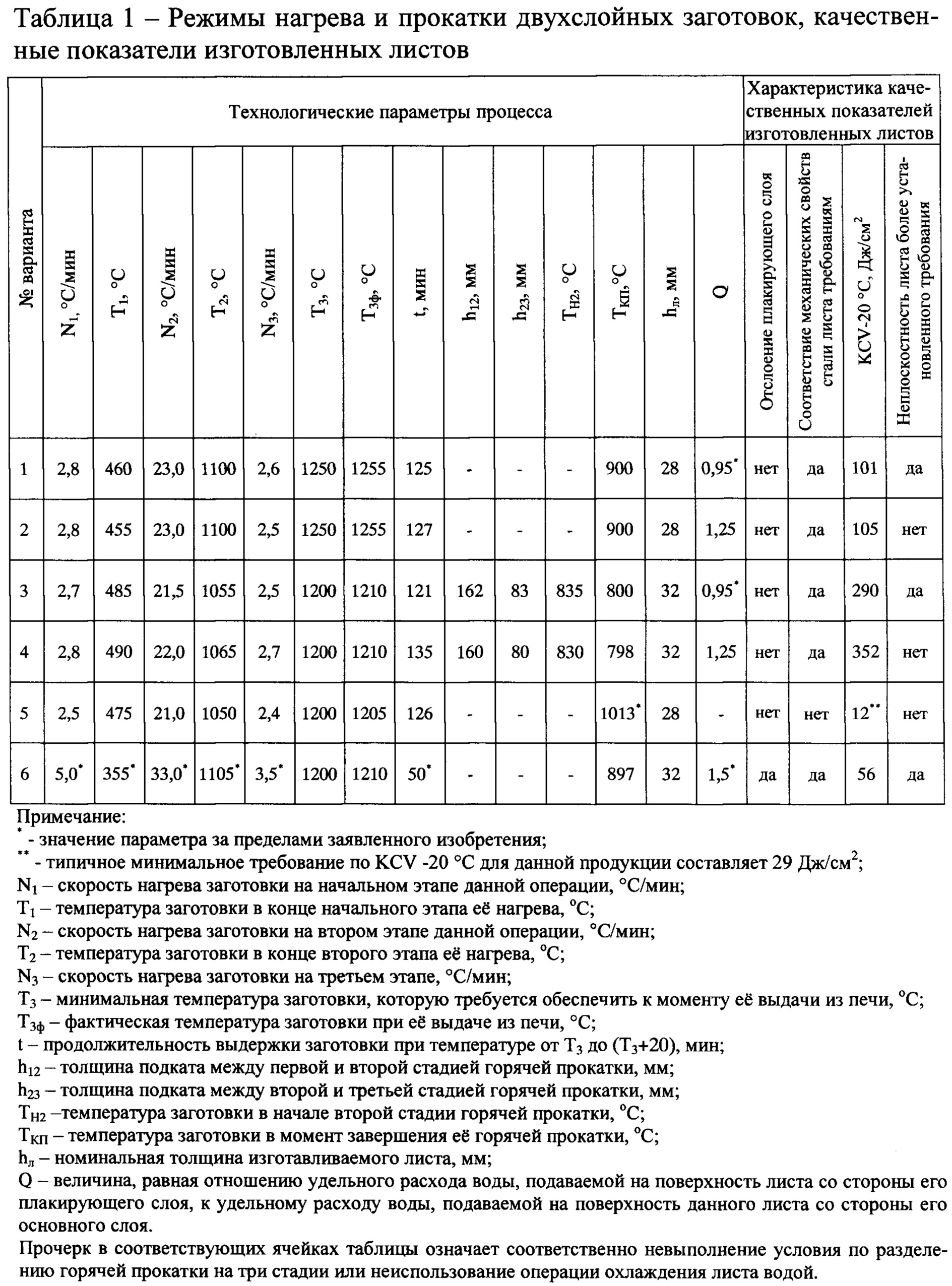
Параметры производства двухслойных стальных листов по вариантам №№1÷4 соответствовали признакам, приведенным в независимом пункте формулы настоящего изобретения (см. таблицу 1), при этом
- в соответствии с вариантом №2 дополнительно использовались признаки, приведенные в зависимом пункте №4 настоящего изобретения;
- по варианту №3 дополнительно использовались признаки, приведенные в зависимых пунктах 2 и 3 настоящего изобретения;
- по варианту №4 - дополнительно использовались признаки, приведенные во всех зависимых пунктах настоящего изобретения.
При производстве стальных двухслойных листов по вариантам №№5 и 6 отдельные технологические параметры не соответствовали признакам, приведенным в независимом пункте формулы настоящего изобретения (см. таблицу 1), при этом по варианту №5 не осуществляли ускоренное охлаждение листа водой.
Результаты оценки качественных показателей изготовленных листов, также приведенные в таблице 1, подтверждают, что при использовании настоящего изобретения достигается заявленный технический результат. В случае выхода технологических параметров за установленные границы, заявленный технический результат не достигается, при этом изготовленные двухслойные листы по своему качеству не всегда соответствуют требованиям, установленным для данного сортамента. В частности, нагрев заготовки по несоответствующему настоящему изобретению режиму приводит к отслоению плакирующего слоя при ее прокатке (вариант №4), а лист, полученный горячей прокаткой заготовки при ее температуре в момент окончания данной операции выше обозначенного в настоящем изобретении значения (вариант №5) характеризуется неудовлетворительными, низкими результатами испытаний стали на ударный изгиб KCV при -20°С.
Таким образом, полученные данные подтверждают правильность выбранных технологических параметров заявляемого способа изготовления стальных двухслойных горячекатаных листов. Технико-экономические преимущества предложенного способа заключаются в повышении такого показателя качества двухслойного листа, как сплошность сцепления слоев, и его механических свойств, в частности, ударной вязкости при отрицательных температурах, а также в снижении затрат на проведение операции нагрева заготовки за счет применения рациональных режимов.
Способ горячей винтовой раскатки гильз и технологический инструмент для его осуществления
Цельнокатаное железнодорожное колесо для использования с дисковыми тормозами
Устройство для охлаждения обода при термоупрочнении железнодорожных колёс
Способ многодуговой сварки металлических изделий под слоем флюса
Сталь и цельнокатаное колесо, изготовленное из неё
Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали
Дисперсионно-твердеющая перлитная колесная сталь
Цельнокатаное железнодорожное колесо
Способ термической обработки цельнокатаных железнодорожных колес
Способ электродуговой многоэлектродной сварки под слоем флюса продольных стыков толстостенных труб большого диаметра
Способ производства толстолистового проката классов прочности к52-к60, х52-х70, l360-l485 для изготовления электросварных труб магистральных трубопроводов
Способ горячей винтовой раскатки гильз и технологический инструмент для его осуществления
Способ производства толстолистового проката классов прочности к65, х80, l555 для изготовления электросварных труб магистральных трубопроводов
Способ производства толстолистового проката классов прочности k80, x100, l690 для изготовления электросварных труб магистральных трубопроводов
Способ производства толстолистового проката с повышенной деформационной способностью, толстолистовой прокат
Способ производства особо тонких горячекатаных полос на широкополосном стане литейно-прокатного комплекса
Способ производства трубы с низким отношением предела текучести к пределу прочности
Способ изготовления плакированного металлического листа
Способ производства рулонной полосы на широкополосном прокатном стане
Способ производства проката для труб магистральных трубопроводов с одновременным обеспечением равномерного удлинения и хладостойкости

