Результат интеллектуальной деятельности: Плазмотрон для плазменно-селективного припекания металлических порошков
Вид РИД
Изобретение
Изобретение относится к плазменной технике, а именно к конструкции плазмотронов, применяемых для плазменно-порошкового припекания металлических порошков на детали машин.
Известна плазменно-порошковая наплавка - механизированный процесс, в котором плазменная дуга служит источником теплоты, а металлические порошки, подаваемые в плазмотрон транспортирующим газом, служат присадочным материалом. Плазменно-порошковая наплавка обеспечивает высокую работоспособность деталей за счет высокого качества и однородности наплавленного металла, его благоприятной структуры, определяемой специфическими условиями кристаллизации металла сварочной ванны. Также преимуществами плазменно-порошковой наплавки являются высокая производительность способа, малая глубина проплавления основного металла, возможность наплавки относительно тонких слоев металла толщиной 0,5-5,0 мм. Для плазменно-порошковой наплавки используют плазмотроны различных конструкций.
Известен плазмотрон, содержащий защитное электрически нейтральное сопло с патрубком для подачи присадочного порошка, плазменное сопло с патрубком для подачи газа, соединенное с положительным полюсом источника питания постоянного тока, электрод, установленный внутри плазменного сопла и соединенный с отрицательным полюсом источника питания постоянного тока, причем торец электрода расположен внутри или на уровне среза плазменного сопла, а поверхность наплавляемой детали соединена с положительным полюсом источника питания постоянного тока [http://ectcru/2068/plazmennaja-rezfa-svarhj-naplavka-i-obrabotka-materialov].
Данное изобретение по своим техническим признакам является наиболее близким аналогом (прототипом) к предлагаемому.
Недостатками данного плазмотрона являются возникающие при его использовании явления блуждания и прерывания дуги, неравномерность прогрева присадочного порошка или подложки, приводящие к нестабильному качеству формирующихся при наплавке покрытий.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение технологических возможностей плазмотрона, повышающих качество покрытий, формирующихся при припекании порошков во время наплавки износостойких покрытий на поверхностях деталей машин, обладающих прочной диффузионной связью с деталью, и увеличение ресурса работы плазмотрона.
Техническим результатом изобретения является обеспечение стабильно высокого качества формирующихся покрытий за счет исключения при наплавке блуждания и прерывания дуги, неравномерности прогрева присадочного порошка или подложки, и увеличение срока службы плазмотрона.
Указанная задача решается тем, что плазмотрон для плазменно-селективного припекания металлических порошков, содержащий защитное электрически нейтральное сопло с патрубком для подачи присадочного порошка, плазменное сопло с патрубком для подачи газа, соединенное с положительным полюсом источника питания постоянного тока, электрод, установленный внутри плазменного сопла и соединенный с отрицательным полюсом источника питания постоянного тока, причем торец электрода располагается внутри или на уровне среза плазменного сопла, согласно изобретению, отличается тем, что поверхность наплавляемой детали соединена с отрицательным полюсом источника питания постоянного тока.
Кроме того, в плазмотроне одновременно горят дуга прямой полярности и косвенного нагрева между катодом - электродом и анодом - медным плазменным соплом, и дуга обратной полярности между плазменным соплом, являющимся в этом случае катодом, и поверхностью наплавляемой детали.
Кроме того, в плазмотроне в качестве электрода используется лантанированный вольфрамовый стержень диаметром не менее 1,8 мм и не более 4,0 мм с углом заточки 45°.
Кроме того, в плазмотроне электрод установлен внутри плазменного сопла с возможностью перемещения по вертикальной оси.
Отличительной особенностью заявленного плазмотрона является то, что в нем одновременно горят две дуги. Первая дуга (прямой полярности и косвенного нагрева) горит между катодом - электродом и анодом - медным плазменным соплом, а вторая дуга (обратной полярности) горит между плазменным соплом, являющимся в этом случае катодом, и подложкой (поверхностью наплавляемой детали). Такая конструкция плазмотрона позволила совместить преимущества плазмотронов косвенного и прямого действия. Рассредоточенное анодное пятно на поверхности сопла-анода позволило получать широкий столб плазмы и, как следствие, широкие валики наплавленного металла. Получение технического результата изобретения возможно только при осуществлении такой схемы подключения, обеспечивающей стабильное общее тепловложение в деталь за счет увеличения или уменьшения напряжения косвенной дуги при соответствующем уменьшении или увеличении напряжения прямой дуги, которые вызываются неконтролируемыми изменениями расстояния от среза сопла до наплавляемой детали. В результате этого, а также благодаря кольцевой форме торца плазменного сопла, при припекании исключаются такие явления как блуждание и прерывание дуги, снижается тепловая нагрузка на сопло-анод, вследствие чего повышается стойкость плазмотрона до 300 часов его непрерывной работы, стабилизируется тепловложение в деталь, вследствие чего уменьшается проплавление подложки. В результате суммарный технический результат увеличивает срок службы плазмотрона.
Для получения стабильно высокого качества формирующихся покрытий целесообразно в качестве электрода использовать лантанированный вольфрамовый стержнем с диаметром не менее 1,8 мм и не более 4,0 мм с углом заточки 45°. Такой угол заточки вольфрамового лантанированного стержня позволяет исключить блуждание катодного пятна по поверхности электрода.
Перемещением электрода, установленного внутри плазменного сопла, например, на резьбе, по вертикальной оси можно регулировать тепловые и диффузионные процессы на границе припекания, определяющие глубину проплавления подложки (детали).
Регулирование технологических параметров режима наплавки осуществляют по амперметрам и вольтметру в автоматическом режиме.
Заявителю неизвестно совместное использование в науке и технике отличительных признаков плазмотрона для плазменно-селективного припекания металлических порошков с достижением указанного технического результата.
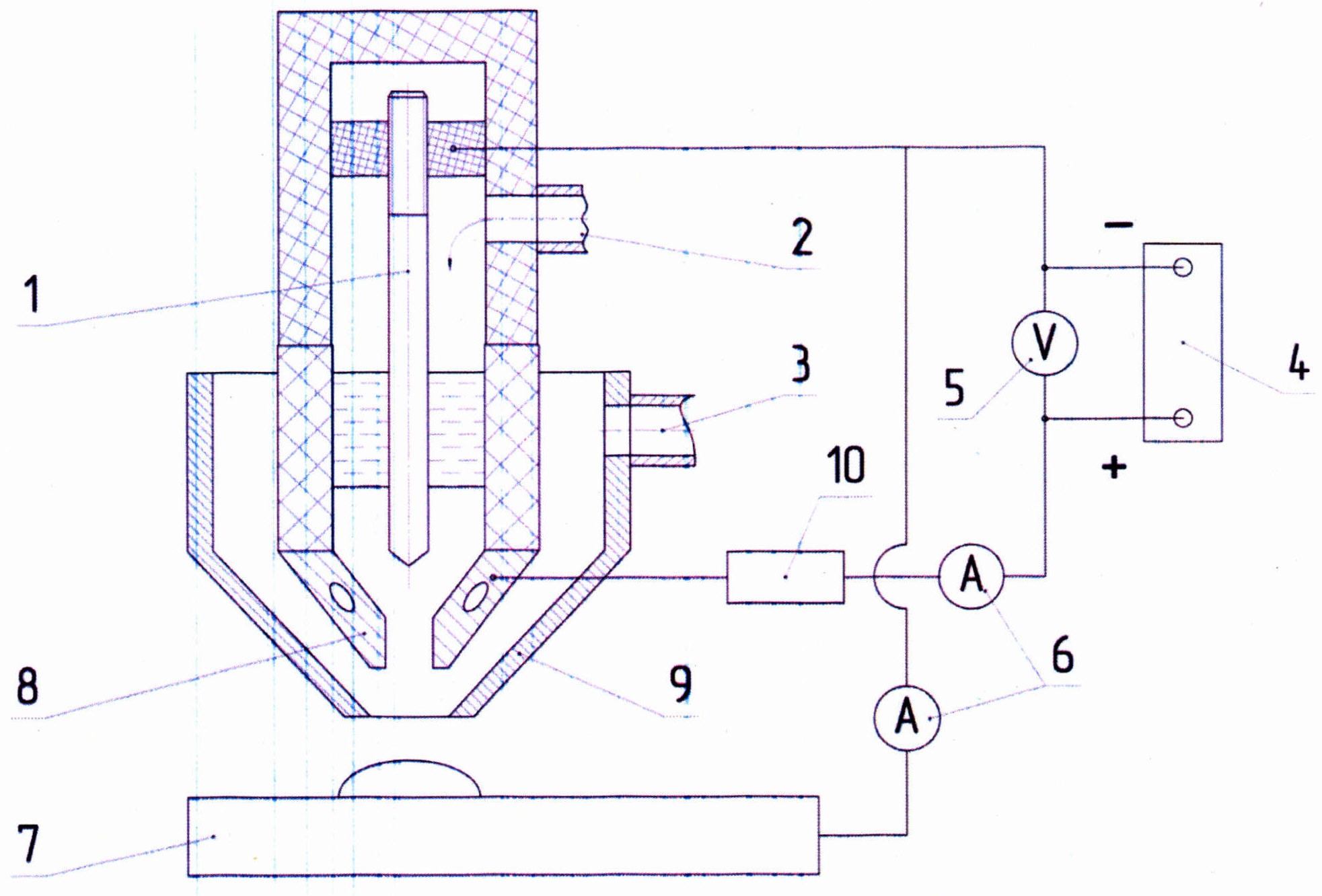
Изобретение поясняется чертежом, на котором изображена принципиальная схема плазмотрона для плазменно-селективного припекания металлических порошков, где позициями обозначены: 1 - электрод; 2 - патрубок для подачи газа; 3 - патрубок для подачи присадочного порошка; 4 - источник питания постоянного тока; 5 - вольтметр; 6 - амперметр; 7 - наплавляемая подложка; 8 - плазменное сопло; 9 - защитное сопло; 10 - балластный реостат.
Устройство работает следующим образом.
Плазмотрон подключают к источнику постоянного тока 4 с крутопадающей вольт-амперной характеристикой. При этом в качестве электрода 1 используют лантанированный вольфрамовый стержень диаметром 1,8-4,0 мм. Плазмотрон соединяют с источником плазмообразующегогаза, подаваемого по патрубку 2. Присадочный порошок вместе с транспортирующим и защитным газом подают по патрубку 3 и направляют в зону наплавки с помощью защитного сопла 9. В качестве плазмообразующего, транспортирующего и защитного газа используют аргон высшего сорта (ГОСТ 10157-79) с расходом 8; 25 и 10 л/мин соответственно. Плазмообразующий газ обжимает вспомогательную дугу косвенного действия, горящую между катодом и анодом - плазменным соплом 8. При сближении плазмотрона с работающей вспомогательной дугой с наплавляемой подложкой 7 происходит ионизация дугового промежутка и зажигание основной дуги обратной полярности. Обе дуги питаются от одного источника постоянного тока мощностью 24 кВт. Однако сила тока вспомогательной дуги ограничена максимальным значением в 30% от силы тока основной дуги за счет встроенного балластного реостата 10. Подачу присадочного порошка осуществляют с помощью порошкового питателя барабанного типа. Регулирование технологических параметров режима наплавки осуществляют по амперметрам 6 и вольтметру 5 в автоматическом режиме. Плазмотрон при наплавке устанавливают на суппорте токарно-винторезного станка 1K62. Перемещением суппорта настройками станка осуществляют продольные и поперечные движения плазмотрона. Для регулирования привода станка используют частотный преобразователь «Веспер 5,5», позволяющий плавно изменять скорость вращения шпинделя в диапазоне от 0 до 50 об/с.
Описанный плазмотрон для плазменно-селективного припекания металлических порошков имеет увеличенный срок службы (стойкость плазмотрона увеличена до 300 часов его непрерывной работы) и обеспечивает стабильно высокое качество формирующихся покрытий за счет исключения при наплавке таких явлений как блуждание и прерывание дуги, а также неравномерности прогрева присадочного порошка или подложки.
Плазмотрон для наплавки металлического порошка, содержащий защитное электрически нейтральное сопло с патрубком для подачи присадочного порошка, плазменное сопло с патрубком для подачи газа, соединенное с положительным полюсом источника питания постоянного тока, и электрод, установленный внутри плазменного сопла и соединенный с отрицательным полюсом источника питания постоянного тока, причем торец электрода расположен внутри плазменного сопла, отличающийся тем, что электрод выполнен в виде лантанированного вольфрамового стержня с диаметром не менее 1,8 мм и не более 4,0 мм с углом заточки 45°, при этом электрод установлен внутри плазменного сопла с возможностью перемещения по вертикальной оси.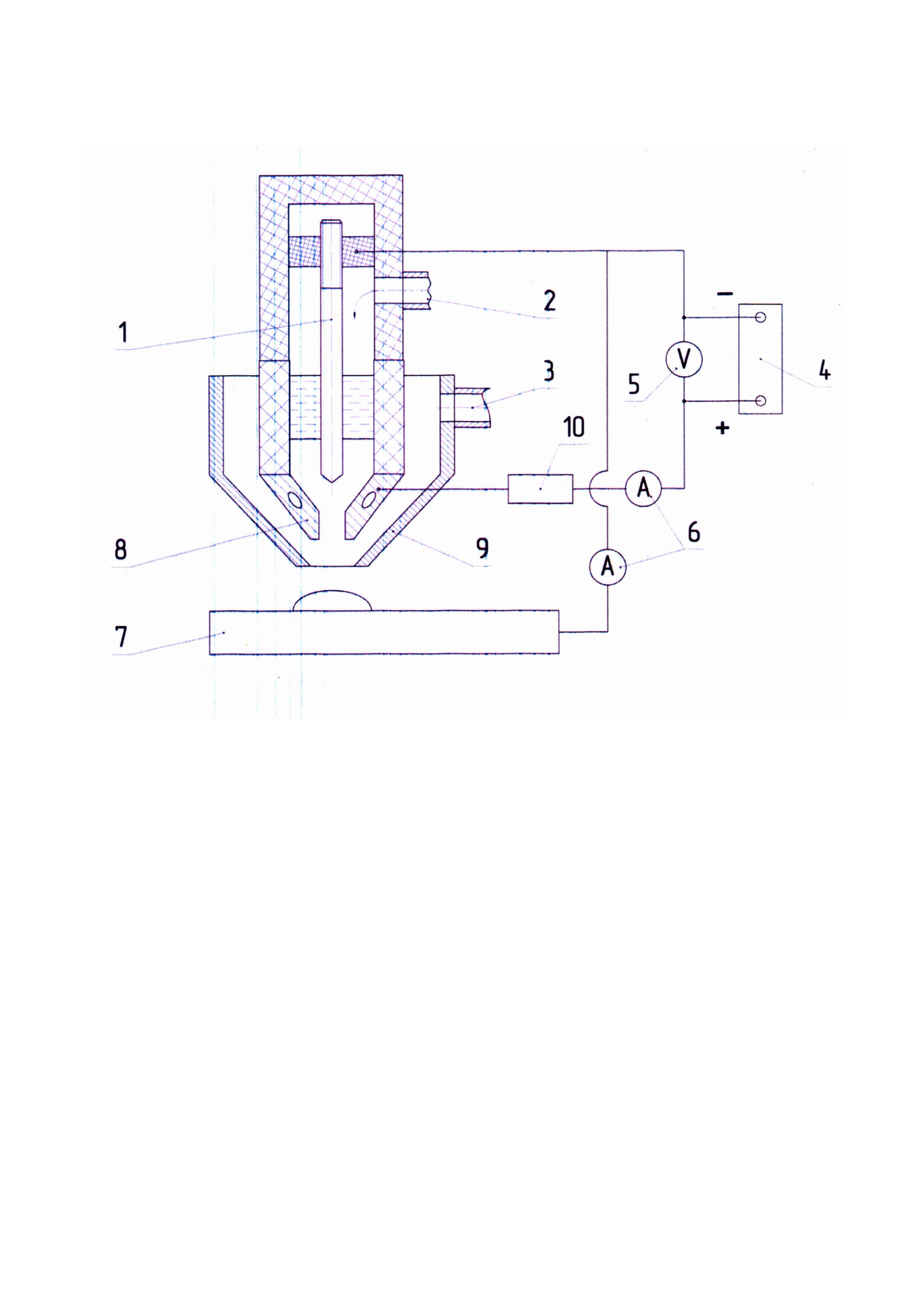
Способ заделки дефектов в литых деталях из магниевых сплавов
Способ измерения переходного контактного сопротивления омического контакта
Полимерный вкладыш ацетабулярного компонента эндопротеза с биоактивным пористым слоем для остеосинтеза
Способ ультразвукового исследования твёрдых материалов и устройство для его осуществления
Способ определения теплопроводности алмазных материалов
Способ измерения концентрации кислорода в подкожной опухоли экспериментальных животных
Устройство для изучения коррозионно-усталостного разрушения металлов и сплавов в ходе механических испытаний в жидком электролите
Способ вакуумной карбидизации поверхности металлов
Способ измерения концентрации активных форм кислорода (афк) в подкожной опухоли живых экспериментальных животных
Способ получения модифицированных наночастиц магнетита, легированных гадолинием
Порошковый сплав для изготовления объемных изделий методом селективного спекания
Способ восстановления наплавкой поверхностей тел вращения
Способ отделочно-упрочняющей обработки выглаживанием цилиндрических поверхностей
Способ восстановления наплавкой роликов машин непрерывного литья заготовок
Флюидизированная известь для десульфурации чугуна и стали
Способ охлаждения рабочих валков станов горячей прокатки
Гидрофобизирующий минеральный порошок с антислёживающим эффектом и способ его получения

