Результат интеллектуальной деятельности: Способ изготовления компонента турбинного двигателя
Вид РИД
Изобретение
Данное изобретение относится к способу ремонта компонента турбинного двигателя, который не исключает изготовления указанного компонента.
Некоторые компоненты турбинного двигателя, такие как, в частности, турбинные лопатки, подвержены эрозии или износу, что вызывает сильные повреждения, которые необходимо устранять после определенного количества циклов.
Повреждение может, в частности, выражаться в потере материала. В этом случае ремонт заключается в восстановлении оригинальных (или очень близких к ним) форм и размеров изношенного компонента.
Для достижения этого в данной области техники используют несколько технологий, включающих изготовление заготовки путем спекания порошка суперсплава и порошка твердого припоя (температура плавления которого ниже температуры плавления порошка суперсплава) и последующее припаивание заготовки на ремонтируемый компонент путем диффузионной пайки (используемый ниже термин «металл» охватывает сплавы).
Следует отметить, что пайка является процессом, который заключается в соединении, например, двух металлических компонентов из одинаковых или различных материалов с помощью присадочного металла, температура плавления которого значительно ниже температур плавления материалов компонентов. Припой, содержащийся в присадочном металле, подается в жидком состоянии, при этом компоненты нагреваются присадочным металлом, но остаются твердыми.
Диффузионная пайка (или соединение в переходной жидкой фазе) представляет собой операцию соединения двух металлических компонентов, которая аналогична пайке, но в которой разница в составах присадочного металла и соединяемых компонентов постепенно устраняется путем диффузионной тепловой обработки. Эта обработка приводит к образованию квазихимической гомогенной связи, свойства которой близки к свойствам соединяемых компонентов. Таким образом, диффузионная пайка может рассматриваться как обычная пайка с добавлением диффузионной обработки.
При соединении двух компонентов используемый присадочный металл имеет химический состав, близкий к составу соединяемых компонентов, но при этом температура его плавления ниже из-за наличия припоя. Во время диффузионной пайки припой плавится и смачивает соединяемые поверхности, после чего изотермически отверждается вследствие диффузии сплавообразующих элементов в присадочном металле в материал компонентов, состав которых изменяется и гомогенизируется с составом паяного шва, образованного таким образом. На заключительном этапе процесса диффузионной пайки присадочный металл образует часть материала компонентов и неотличим от него.
Такой способ предусматривает возможность соединения нескольких компонентов, как указано выше, с одновременным обеспечением механических и металлургических свойств соединенных компонентов и их связей, сравнимых со свойствами исходных компонентов. Кроме того, температуры, используемые в таком способе, совместимы с суперсплавами, обычно используемыми для изготовления этих компонентов, в частности, в области авиации.
Однако ремонт компонента с использованием по существу плоской заготовки ограничивает применения этого способа. Поэтому для случая турбинных лопаток, в котором ремонтируемая область может иметь трехмерный профиль, а количество добавляемого материала может не быть постоянным по всей области (например, при переменной толщине), например, в патентном документе Франции №2978070 предложено следующее:
- послойное изготовление заготовки путем селективного плавления порошка, содержащего основной материал, идентичный или подобный материалу компонента (указанный процесс также называют прямым лазерным спеканием металлов (DMLS)), причем заготовка имеет (по меньшей мере) одну монтажную поверхность, предназначенную для припаивания к ремонтируемому компоненту турбинного двигателя и содержащую для этого материал припоя, смешанный с основным материалом, при этом указанный порошок, содержащий указанную смесь, при нагревании до тепловых потоков, вызывающих плавление, имеет главный пик фазового превращения материала припоя с наибольшей амплитудой теплового потока и вторичные пики фазового превращения материала припоя с меньшей амплитудой теплового потока, и
- присоединение заготовки к компоненту турбинного двигателя путем диффузионной пайки.
Однако такие компоненты, в которых область ремонта может иметь трехмерный профиль, а количество добавляемого материала может не быть постоянным по всей области, невозможно получить с ожидаемым качеством. При непосредственном изготовлении (при послойном создании заготовки с помощью селективного плавления) было обнаружено, что расплавленный материал подвержен сильному растрескиванию при охлаждении с изменением тем самым готовой продукции.
Целью изобретения является исключение таких ситуаций. По этой причине возникла мысль об управлении усадкой материала. Более конкретно, возникла идея, что припой должен иметь только один главный пик фазового превращения во время нагревания (и/или охлаждения). Еще более точно, в предложенном решении амплитуда теплового потока главного пика фазового превращения материала припоя, используемого для создания заготовки, по меньшей мере в два раза превышает соответствующие амплитуды (в пределах 20%) тепловых потоков вторичных пиков фазового превращения этого материала, как показано на прилагаемых чертежах.
Таким образом, после смешивания порошков припоя и суперсплава (в том числе в случае легированных порошков, т.е. предварительно смешанных) не только будет этот состав иметь два главных пика фазового превращения (один для плавления припоя, а другой - для плавления суперсплава), но и амплитуды вторичных пиков фазового превращения для плавления припоя будут намного меньше амплитуды главного пика.
Способ согласно изобретению может, таким образом, быть применен при изготовлении различных компонентов турбинного двигателя и, в частности, при ремонте турбинных лопаток.
Заготовка может быть изготовлена с регулируемой шероховатостью: заготовка более легко поддается припаиванию, когда она имеет определенную шероховатость, поскольку в этом случае припой может более эффективно смачивать соединяемые поверхности.
Основной материал идентичен или подобен материалу ремонтируемого компонента для содействия соединению заготовки диффузионной пайкой. Два «подобных» материала имеют по меньшей мере одинаковую основу (например никель, кобальт, титан и т.д.).
Применение изобретения относится к металлургическому производству порошков для фасонных компонентов, предназначенных для соединения путем самоспаивания с металлическими компонентами, способными принимать их и называемым рецепторами. Самоспаивание представляет собой автогенную спайку фасонного компонента с приемным металлическим компонентом, причем элементы для пайки содержатся в фасонном компоненте (который, таким образом, предпочтительно является трехмерным).
Самоспаивание этого фасонного компонента с металлическим компонентом может включать диффузионную тепловую обработку в твердом состоянии или предшествовать такой обработке и представлять, таким образом, процесс, обычно называемый операцией пайки/диффузии, при этом обработка направлена на гомогенизацию состава и структуры фасонных компонентов и связи, полученной при самоспаивании (области связи).
В частности, в данном контексте рекомендуется, чтобы химический состав вышеуказанного основного материала (используемого для изготовления заготовки путем селективного плавления) соответствовал суперсплаву на базе Ni, Со, Ti или Fe, а состав материала припоя соответствовал сплаву на основе Ni, и/или Со, и/или Fe, в котором плавким элементом является Si и/или В (как по существу известно, плавкий элемент, например кремний или бор, является элементом, который существенно понижает температуру плавления (перехода в твердое состояние) сплава, в который он введен).
Что касается состава, подаваемого к материалу припоя так, что указанная амплитуда теплового потока главного пика фазового превращения материала припоя по меньшей мере в два раза превышает соответствующие амплитуды тепловых потоков вторичных пиков фазового превращения этого материала, рекомендуется выбирать его из Cr, Со, Мо и Fe. Рекомендуемый весовой процент этого состава составляет от 7 до 23%.
Данные выбранные варианты особенно подходят для изготовления компонентов турбин, в частности турбинных лопаток.
В этом отношении целесообразно даже, чтобы в номинальном составе и в весовых процентах материал припоя представлял собой сплав на основе никеля (Ni), содержащий от 9 до 19% кобальта (Со), кремния (Si), бора (В), а также хром (Cr) (следует отметить, что все процентные содержания в данном описании приведены по весу).
При использовании так называемого NiCoSiB 1060 порошка припоя на основе Ni и Со 20, Si 4.5, В 3 достигается результат, обеспечивающий баланс между низким риском растрескивания, устойчивостью к горячей коррозии и окончательными характеристиками пары основной материал/материал припоя, в частности, в отношении устойчивости к высокотемпературной ползучести.
Предпочтительно количество хрома в материале припоя составляет 14%. Данное конкретное количественное значение обеспечивает хороший компромисс между ограничением образования трещин и прочностью компонентов.
Фактически, добавление слишком малого количество хрома, т.е. менее 9%, не обеспечит надлежащего ограничения появления трещин на компоненте, в то время как слишком большое количество, т.е. более 19%, повысит температуру плавления материала припоя и сделает ее слишком близкой к температуре плавления основного материала, что сделает компонент хрупким.
Согласно другой особенности изобретения заготовку изготавливают путем селективного плавления порошка основного материала и порошка припоя, температура плавления которого меньше температуры плавления основного порошка. Таким образом, обеспечивается значительное уменьшение допусков по размерам заготовки и оптимизация окончательного соединения.
Заготовка, которая уже содержит материал припоя, может быть припаяна непосредственно к ремонтируемому компоненту в зависимости от количества материала припоя.
Предпочтительно заготовка содержит по меньшей мере 60% основного материала для придания ей надлежащих механических свойств.
В варианте изобретения заготовку изготавливают путем селективного плавления порошка, содержащего только основной материал.
Затем на соединительную поверхность заготовки может быть осажден материал припоя.
Данное осаждение выполняют, например, путем лазерного или плазменного напыления порошка припоя или путем соосаждения (электролитического осаждения) в водной среде.
Толщина такого осажденного слоя составляет, например, от 20 до 200 мкм.
Изобретение также относится к компоненту турбинного двигателя, изготовленному путем осуществления вышеописанного способа.
Изобретение станет более понятным, а его другие подробности, характеристики и преимущества - очевидными при прочтении нижеследующего описания, приведенного в качестве не ограничивающего примера со ссылкой на прилагаемые чертежи, на которых:
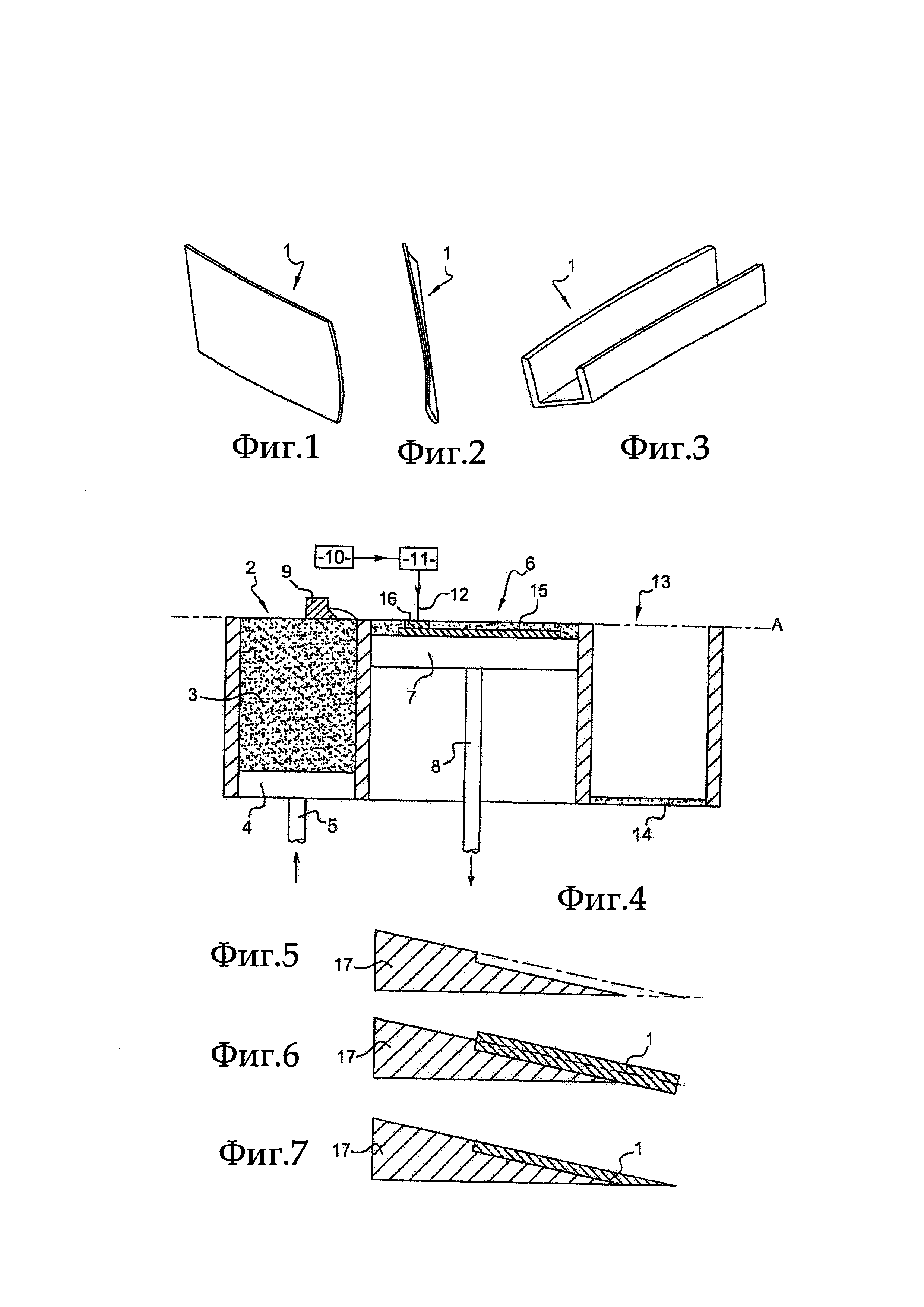
фиг. 1, 2 и 3 изображают виды в аксонометрии заготовки, используемой для ремонта лопатки турбинного двигателя,
фиг. 4 изображает схематический вид установки для селективного плавления порошка,
фиг. 5-7 изображают схематические виды, иллюстрирующие различные этапы способа ремонта согласно изобретению,
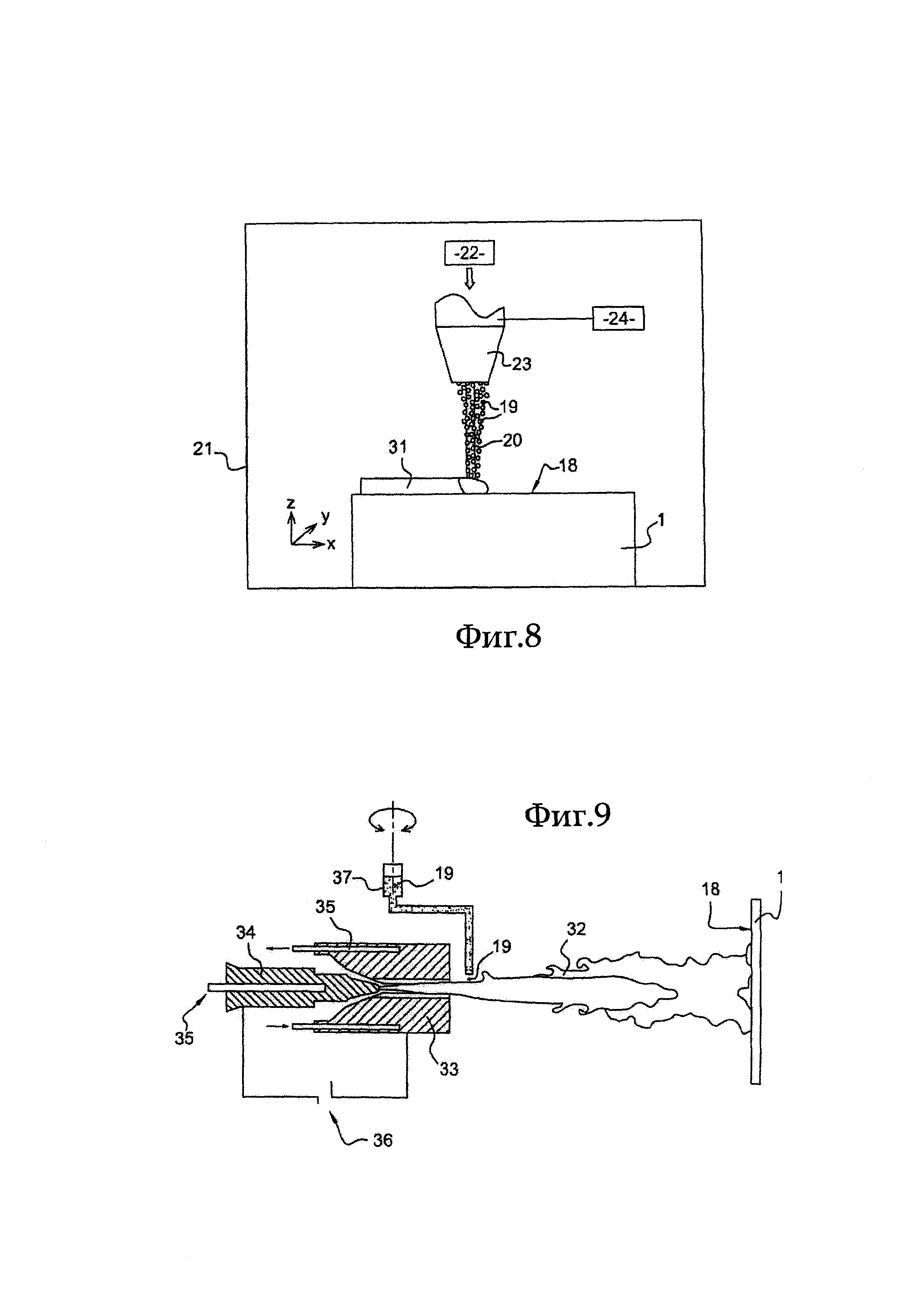
фиг. 8 изображает схематический вид системы лазерного напыления,
фиг. 9 изображает схематический вид системы плазменного напыления,
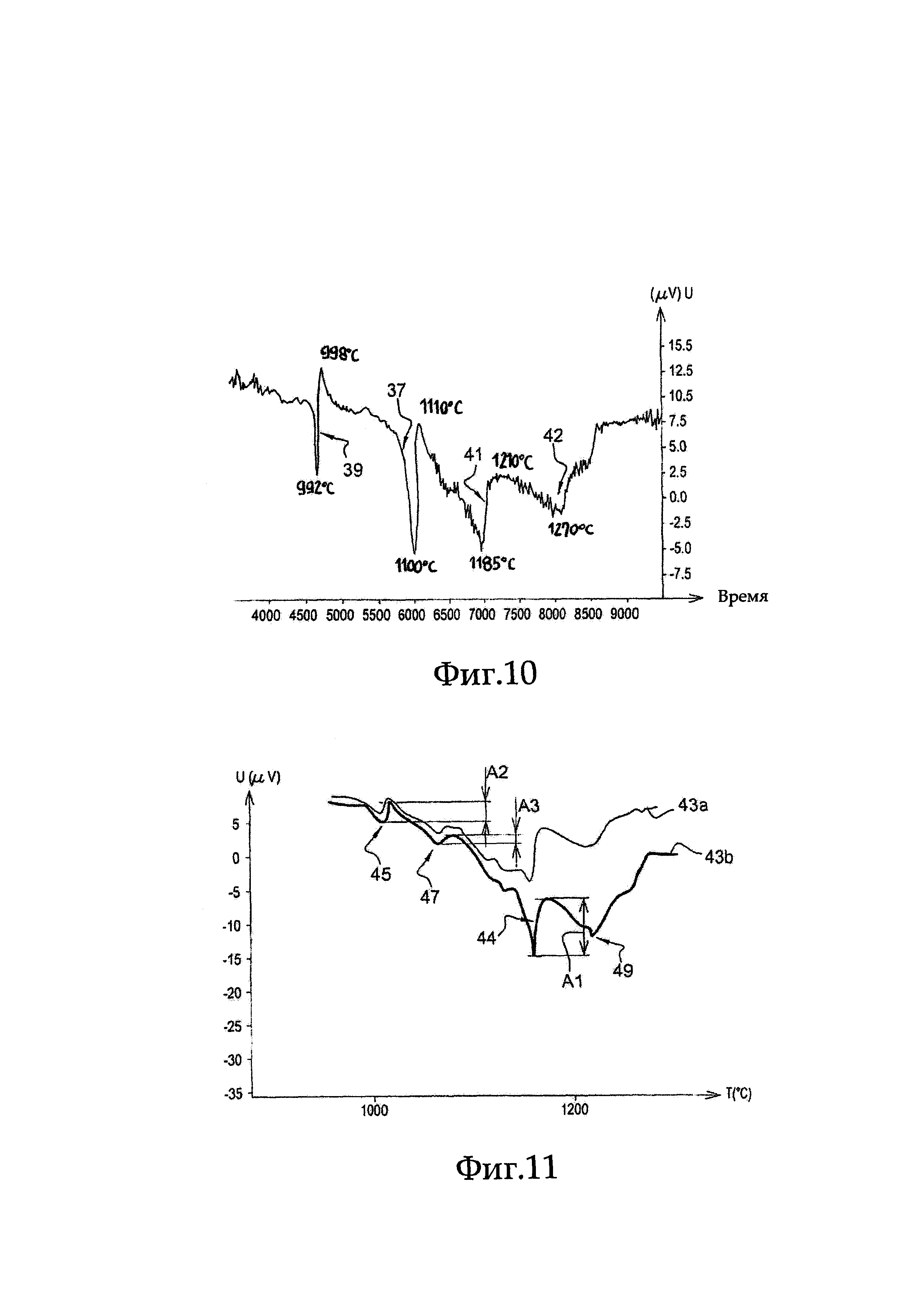
фиг. 10 изображает график, иллюстрирующий ситуацию, при которой существует значительный риск растрескивания плавленого материала в случае использования известного состава, согласно известному решению,
фиг. 11 изображает на аналогичном графике решение, направленное на уменьшение данного риска, согласно предложенному изобретению,
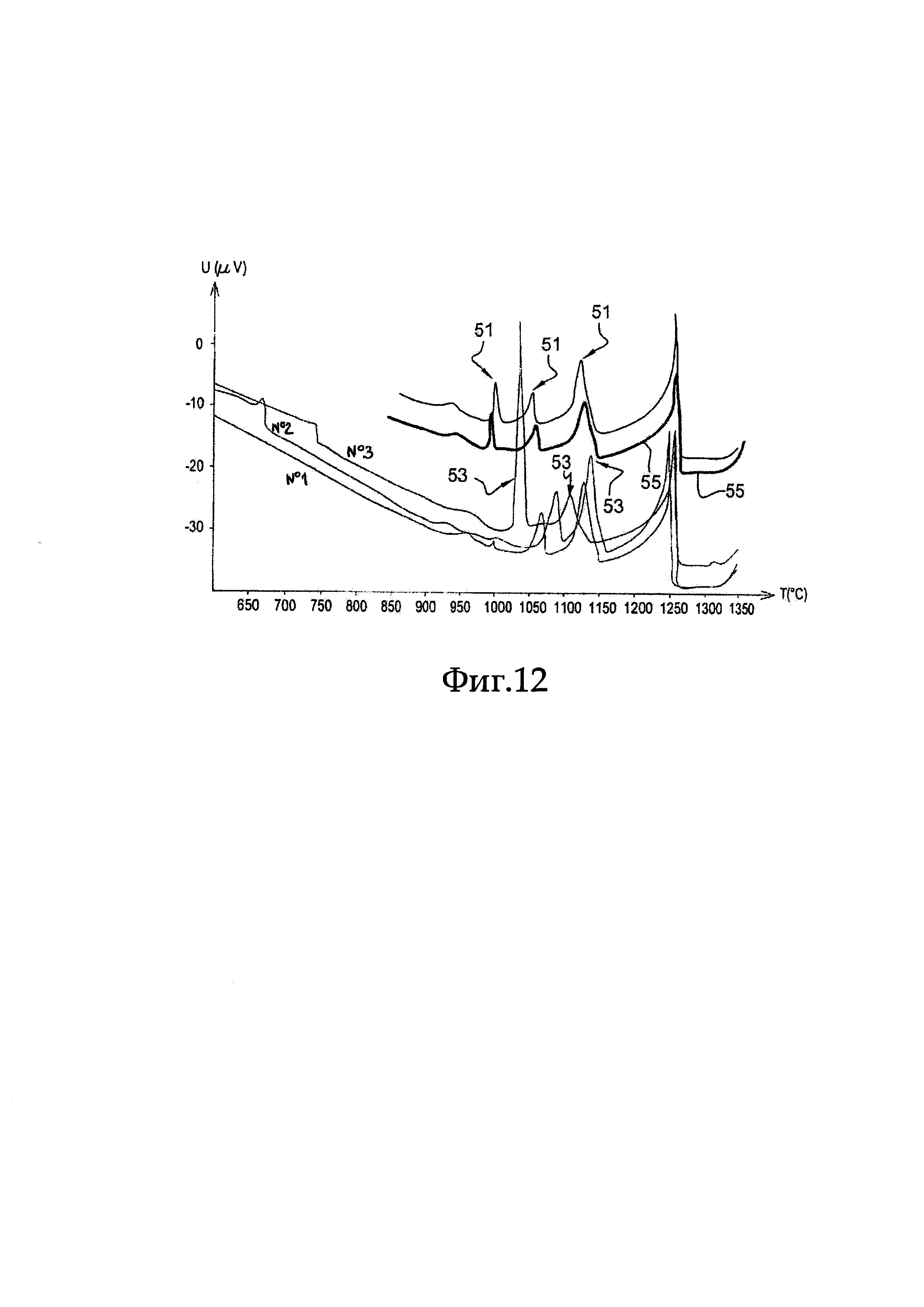
фиг. 12 иллюстрирует сравнение на графике, аналогичном вышеприведенным графикам, но показывающем ситуацию во время охлаждения, пиков фазового превращения, относящихся к припою без добавления хрома (Cr) в данном случае (нижние кривые номер 1-3) и с его добавлением (верхние кривые),
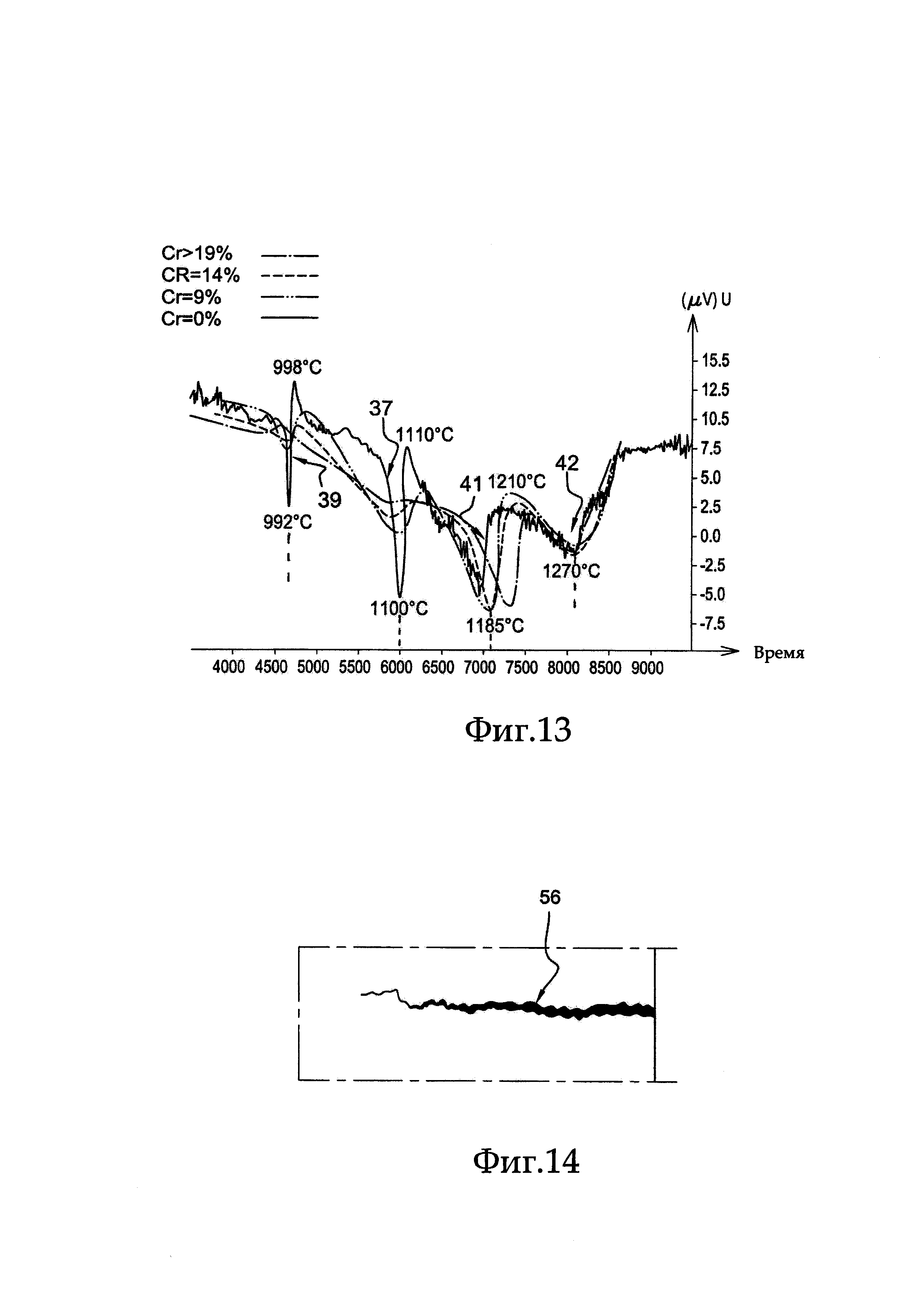
фиг. 13 изображает график, аналогичный графику на фиг. 10, на котором три сглаженные кривые, наложенные на кривую с фиг. 10, схематически представляют различные конфигурации материала припоя, содержащего хром в количестве 9%, 14% или 19%,
фиг. 14 изображает пример трещины в случае, когда материал припоя не содержит хрома,
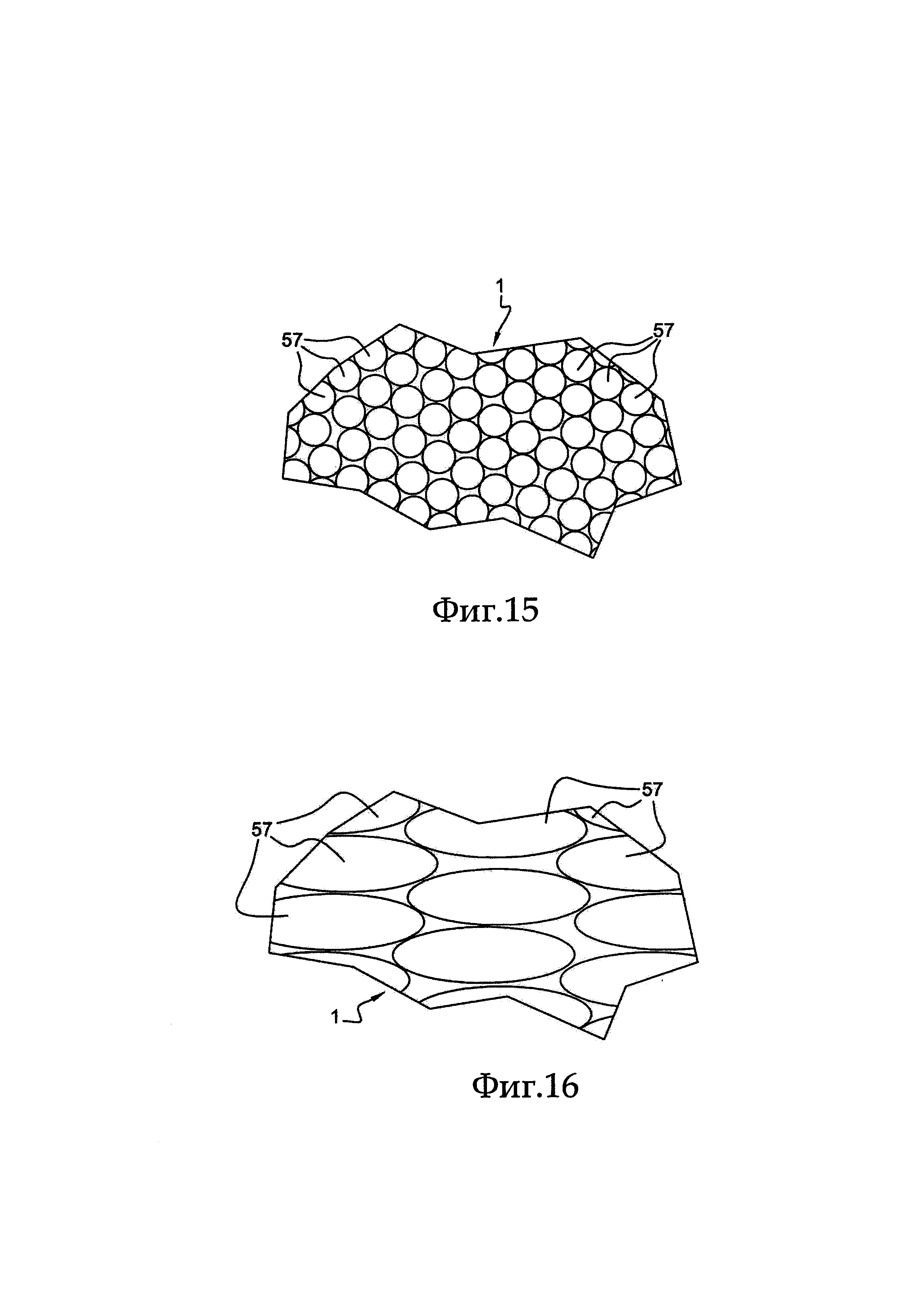
фиг. 15 изображает схематический вид, иллюстрирующий поведение основного материала в случае, когда материал припоя содержит хром в количестве менее 19%, и
фиг. 16 изображает схематический вид, иллюстрирующий поведение основного материала в случае, когда материал припоя содержит хром в количестве более 19%.
На фиг. 1 и 2 изображена заготовка 1, используемая в способе ремонта передней кромки или задней кромки турбинной лопатки в турбинном двигателе, таком как авиационный турбореактивный или турбовинтовой двигатель. На фиг. 3 изображена заготовка 1, используемая в способе ремонта платформы лопатки такого типа. В обоих случаях заготовки 1 имеют сложные трехмерные формы.
В первом варианте выполнения способ ремонта согласно изобретению, прежде всего, состоит в послойном изготовлении спеченной заготовки 1 путем селективного плавления смеси порошков, в которую входят порошок основного материала и порошок материала припоя, независимо от того, были ли эти материалы подвергнуты предварительному смешиванию.
Температура плавления материала припоя ниже температуры плавления основного материала. В качестве примера, температура плавления материала припоя составляет от 1000 до 1300°С, тогда как температура плавления основного материала составляет от 1200 до 1600°С.
Основной материал предпочтительно представляет собой суперсплав, например сплав на основе никеля. В этом случае материал припоя тоже является материалом на основе никеля, а также содержит плавкие элементы, такие как кремний и/или бор.
Селективное плавление выполняют с использованием устройства, например, показанного на фиг. 4. Это устройство содержит контейнер 2, в котором находится смесь металлических порошков 3 и дно 4 которого выполнено с возможностью перемещения и смещения при поступательном движении при помощи приводного стержня 5, и смежный резервуар 6, дно которого состоит из подвижной пластины 7, также выполненной с возможностью смещения под действием приводного стержня 8.
Устройство также содержит скребок 9 для подачи порошка из контейнера 2 к резервуару 6 путем перемещения по горизонтальной плоскости А, и средство 10 для создания лазерного луча или электронного луча, присоединенное к машинно-управляемому устройству 11 с обеспечением направления и перемещения луча 12. Смежно с резервуаром также может быть выполнен бак 13 для сбора излишнего порошка 14.
Данное устройство работает следующим образом. Сначала дно 4 контейнера 3 перемещается вверх так, что некоторое количество порошка 3 находится выше горизонтальной плоскости А. Скребок 9 перемещается слева направо с обеспечением сгребания указанного слоя порошка 3 в резервуар 6 и осаждения тонкого слоя металлического порошка на горизонтальной плоской поверхности пластины 7. Количество порошка и положение пластины 7 задаются с обеспечением образования слоя порошка выбранной и постоянной толщины. Затем лазерный луч 12 или электронный луч, перпендикулярный плоскости А, сканирует конкретную область слоя, образованного в резервуаре, с обеспечением локального плавления порошка припоя (но не основного материала). Расплавленные области затем отверждаются вследствие агломерации частиц основного порошка с образованием первого слоя 15 спеченной заготовки 1, который имеет, например, толщину порядка 10-150 мкм.
Более конкретно, толщина слоя 15 составляет от 10 до 45 мкм и, соответственно, от 45 до 150 мкм, когда порошок плавится с помощью лазерного луча или, соответственно, с помощью электронного луча.
После этого пластина 7 опускается и на первый слой порошка таким же образом подается второй слой порошка. При управляемом перемещении луча на первом слое 15 путем спекания образуется второй слой 16.
Эти этапы повторяются до полного образования заготовки 1. Слои 15, 16 имеют по существу одинаковую толщину.
В случае, когда заготовка 1 формируется послойно путем селективного плавления порошка с использованием лазерного луча, средний размер частиц порошка составляет от 10 до 45 мкм. Распределение размеров частиц двух порошков не обязательно является идентичным. Предпочтительными являются близкие к средним значения, т.е. случай, когда размер частиц каждого из двух порошков составляет от 10 до 45 мкм для облегчения смешивания порошков.
В случае, когда заготовка 1 формируется послойно путем селективного плавления порошка с использованием электронного луча, средний размер частиц порошка составляет от 50 до 100 мкм.
Данная заготовка 1, содержащая соответствующее количество материала припоя, может быть припаяна непосредственно на ремонтируемый компонент 17 (фиг. 5).
Для достижения этого поверхности припаиваемой заготовки 1 и ремонтируемого компонента 17 обезжиривают и/или протравливают, после чего заготовку 1 помещают на поверхность ремонтируемого компонента (фиг. 6).
Затем заготовку 1 прикрепляют (лазерное крепление, разряд конденсатора и т.д.) к ремонтируемому компоненту для ее удерживания на месте на компоненте 17.
Далее заготовку 1 и компонент 17 помещают в печь, где они подвергаются циклу диффузионной пайки.
Для основного материала типа NK17CDAT, также известного как Astroloy, и для материала припоя NiCrB диффузионная пайка может включать подъем температуры до 1205°С, длящийся около 2 часов 30 минут, первый этап при 1205°С, продолжающийся 15 минут, последующий второй этап при 1160°С, продолжающийся 2 часа, и последующее снижение температуры с 1160°С до 20°С, длящееся около 1 часа.
Во время диффузионной пайки сначала плавится материал припоя. Жидкая фаза, которая образуется в результате этого, удерживается вследствие капиллярности и смачивает поверхности ремонтируемого компонента 17 и заготовки 1.
После охлаждения между заготовкой 1 и компонентом 17 образуется твердый промежуточный слой, имеющий гомогенную металлографическую структуру, диффузионно связанную с поверхностями этих компонентов.
Таким образом, отремонтированный компонент имеет механические свойства, идентичные или подобные свойствам нового компонента.
Наконец, отремонтированный компонент проходит заключительный этап, на котором отремонтированные поверхности выравнивают или механически обрабатывают таким образом, что компонент приобретает исходные размеры нового компонента (фиг. 7).
Для дополнительного улучшения механических свойств заготовки 1 и, следовательно, отремонтированного компонента, заготовка 1 может содержать уменьшенное или незначительное количество материала припоя в своей сердцевине, благодаря чему на поверхность, подвергаемую пайке, затем может быть осажден порошок, богатый материалом припоя.
Таким образом, заготовка 1 может быть изготовлена путем селективного плавления смеси основного порошка и порошка припоя, в которой весовая доля основного порошка превышает 90%. Заготовка 1 также может быть изготовлена путем селективного плавления только основного порошка.
В этом случае на поверхности заготовки должен быть образован слой порошка, обогащенного материалом припоя. Этот слой может быть создан путем лазерного напыления или плазменного напыления, электролитического осаждения.
Порошок, используемый для образования этого слоя, может содержать от 60 до 90% по весу основного порошка и от 10 до 40% по весу порошка материала припоя.
Принцип осаждения путем лазерного напыления проиллюстрирован на фиг. 8. Данный способ осаждения заключается в напылении порошка 19 на поверхность 18 и нагревании напыленного порошка с помощью лазерного луча 20, направленного к поверхности 18, так что указанный порошок 19 плавится и затем отверждается на поверхности 18.
Для достижения этого заготовку 1 помещают в оболочку 21, содержащую, например, аргон. Средства 22 для генерации луча лазера на алюмоиттриевом гранате (YAG) создают лазерный луч 20, направленный к поверхности 18 заготовки 1 и проходящий через сопло 23, направленное перпендикулярно к этой поверхности 18. Сопло 23 и луч 20 могут перемещаться относительно поверхности (или наоборот) с помощью системы управления и соответствующих средств 24.
Таким образом, на соответствующей поверхности 18 заготовки 1 могут быть образованы один или более последовательных слоев 31, обогащенных материалом припоя.
Принцип осаждения путем плазменного напыления проиллюстрирован на фиг. 9. Данный способ осаждения заключается во введении порошка 19 в струю плазмы 32, где он плавится и направляется с высокой скоростью к покрываемой поверхности 18. Струя 32 плазмы создается внутри горелки электрической дугой, которая генерируется между двумя электродами 33, 34, охлаждаемыми с помощью охлаждающего контура 35. Разность потенциалов между двумя электродами 33, 34 устанавливается с помощью генератора 36.
Плавление зерен 19 порошка происходит вследствие очень высоких температур внутри плазмы, что обеспечивает возможность осаждения материалов с высокой температурой плавления.
При отверждении материал порошка образует осажденный слой на поверхности 18 заготовки 1.
Высокие скорости газов и частиц обеспечивают возможность получения высокой адгезии осажденного слоя, низкой пористости и пониженного уровня химического превращения.
Ниже приведены типичные примеры химического состава основного материала. Для каждого материала приведены название и соответствующий химический состав (в процентах по весу):
- Astroloy (NK17CDAT): никелевая основа, кобальт: 16,9%, хром: 14,8%, алюминий: 3,87%, титан: 3,45%, молибден: 5,1%, углерод: 0,015%.
- SYP3: никелевая основа, кобальт: 17%, хром: 15%, молибден: 5%, титан: 3,5%, алюминий:4%.
Следует отметить, что Astroloy является материалом, дающим наилучшие результаты во время испытаний.
Таким же образом ниже приведен химический состав материала припоя:
- NiCoSiB = TY 134b,
- TY 134b: никелевая основа, кобальт: от 18 до 22%, кремний: от 4 до 5%, бор: от 2,7 до 3,15%, углерод: от 0 до 0,06%.
В качестве примера, смесь порошков (основной материал/материал припоя) может содержать 75% по весу SYP3 или порошка Astroloy (основной материал) и 25% по весу порошка TY 134b (материал припоя). Как вариант, данная смесь может содержать 70% по весу порошка основного материала и 30% по весу материала припоя.
Фиг. 10-16 иллюстрируют ситуацию, в которой основным материалом является Astroloy, а материалом припоя является TY 134b, как изложено выше.
На фиг. 10 показано, что при составе, в котором смешаны Astroloy и TY 134b, по-прежнему существует значительный риск растрескивания плавленого материала.
Фактически, на изображенном графике Дифференциального Термического Анализа вышеописанной смеси порошков, иллюстрирующем развитие тепловых потоков компонента, т.е. электрического напряжения U как функции времени, когда смесь достигает температуры выше 1300°С после более 1 часа нагревания, можно видеть следующее:
- главный пик 37 в фазовом превращении материала припоя, имеющий большую термическую амплитуду,
- и, по обеим сторонам от него, два вторичных пика 39, 41 в фазовом превращении того же материала припоя, имеющих меньшую термическую амплитуду, чем главный пик, как видно из графика.
Позже, в сопоставимом температурном диапазоне (между 900°С и 1140°С), имеет место появление пика (пиков) (обозначенного в целом номером 42 позиции) фазового превращения основного материала, в данном случае - суперсплава.
Точные значения температуры и времени, при которых они возникают, можно видеть на фиг. 10, где температуры в °С обозначены непосредственно на графике. Амплитуды пиков (А1 / А2 / A3 на фиг. 11) относятся к тепловым потокам. Время, указанное на оси абсцисс, в данном случае не представляет существенного интереса. Для фиг. 11 и 12 по оси ординат отложен тепловой поток, а по оси абсцисс отложена температура.
Измерение теплового потока рассматриваемого материала может быть осуществлено с использованием «RDF Micro-Foil»® датчика. Этот датчик присоединяют к микровольтметру (напряжение U). Затем устройство в целом обеспечивает прямое измерение интенсивности передачи нагревания или охлаждения как через датчик, так и через монтажную поверхность. Существует прямая взаимосвязь между значением на выходе микровольтметра и тепловым потоком. На фиг. 11-12 отрицательные значения напряжения указывают на то, что происходящая реакция является экзотермической, при этом расширенные значения получены путем сравнения со стандартными измерениями, выполненными с использованием пустого тигля.
Таким образом, на графике данного типа каждый из указанных двух примеров, характеризуемых кривыми 43а и 43b на фиг. 11, иллюстрирует решение согласно изобретению, направленное на обеспечение возможности фактического получения компонента путем прямого изготовления в соответствии с одной из вышеописанных технологий, но с припоем на основе, известной как «RBD 61» (т.е. смесь Astroloy + TY 134b), и с добавлением хрома (в данном случае от 9 до 19%, например 14%), при этом, например, для кривой 43b имеет место следующее:
- не только наличие единственного главного пика 44 в фазовом превращении материала припоя, используемого для создания заготовки во время нагревания (идентичного пику во время охлаждения),
- но также термическая амплитуда А1 (т.е. тепловой поток) этого главного пика 44, которая по меньшей мере вдвое превышает каждую термическую амплитуду, соответственно А2 и A3, вторичных пиков 45, 47 в фазовом превращении того же материала припоя.
Опять же, при более высоких температурах (для температур выше 1200°С), имеет место пик(и) фазового превращения (обозначенный в целом номером 49 позиции) основного суперсплава.
На фиг. 12 также показано, что во время охлаждения пики 51 фазового превращения, относящиеся к «легированному» припою (и, таким образом, хрому, добавленному в выбранном предпочтительном примере), ослаблены по сравнению с тем, какими бы они были (см., например, номера 53 позиций для кривой №3, например) в случае без добавления хрома к рассматриваемому сплаву.
На фиг. 13 проиллюстрировано поведение материала, рассмотренного на фиг. 10, с разным содержанием хрома в материале припоя. Кривая, показанная сплошной линией, иллюстрирует поведение материала припоя, который не содержит хрома. Результат, полученный после нагревания такого материала припоя, представлен на фиг. 14, которая показывает трещину 56, появившуюся после остывания полученного компонента.
Три кривые, показанные штрихпунктиром (см. условные обозначения для идентификации каждой кривой), иллюстрируют поведение смеси основного материала и материала припоя в случае, когда материал припоя содержит соответственно 9%, 14% и 19% хрома.
Можно видеть, что чем выше концентрация хрома, тем менее выражены термические амплитуды пиков фазовых превращений для температур ниже 1185°С. Таким образом, риск растрескивания компонентов действительно ограничен.
Номер 55 позиции обозначает кривую, показывающую изменения в основном материале, т.е. выбранном суперсплаве.
Для ясности следует определить следующие понятия:
- «пик фазового превращения» материала припоя (фактически это также применимо к основному материалу, в данном случае суперсплаву) как стартовая температура плавления (или диапазон температур) материала припоя (соответственно основного материала), и
- «амплитуду теплового потока» (или термическая амплитуда) (Ai) как разность между двумя значениями тепловых потоков для одного и того же образца при двух значениях температуры, которые очень близки друг к другу и отличаются меньше чем на 50°С.
Таким образом, после смешивания порошков припоя и суперсплава данный состав имеет два пика фазового превращения (один для плавления припоя, а другой - для плавления суперсплава). Уменьшение числа пиков фазового превращения во время нагревания, а также во время охлаждения, обеспечивает возможность ограничения механических напряжений, действующих на компонент во время охлаждения, и исключения какого-либо растрескивания.
Однако на фиг. 13 также отмечено, что увеличение процентного содержания хрома вызывает повышение температуры плавления материала припоя. Таким образом, для кривой, соответствующей использованию материала припоя, а котором концентрация хрома составляет 19%, разница в температуре плавления по сравнению с температурой плавления материала припоя, не содержащего хрома, составляет около 25°С (1210°С - 1185°С), что является значительным увеличением, относительно значения 1200°С. Следует также отметить, что кривые, соответствующие использованию материала припоя с концентрацией хрома 9% или 14%, имеют температуру плавления, близкую к температуре плавления материала припоя, в котором отсутствует хром, и составляющую соответственно от 1185°С до 1195°С и от 1195°С до 1205°С.
Добавление хрома к материалу припоя повышает температуру плавления указанного материала, и она приближается к температуре плавления материала, из которого сделан ремонтируемый компонент.
Предпочтительно материал припоя задан так, что его температура плавления не превышает 1210°С и предпочтительно составляет меньше 1210°С.
Несмотря на то что это позволило бы ограничить возникновение трещин во время охлаждения, любое количество хрома свыше 19% приведет к проблеме в поведении материала, из которого сделан компонент. Фактически, температура плавления материала припоя в этом случае будет близка к температуре плавления материала, из которого сделан компонент, так что при нагревании компонента материал, из которого он сделан, будет реагировать на теплоту, необходимую для плавления материала припоя.
На фиг. 15 схематически проиллюстрировано поведение материала, из которого сделан ремонтируемый компонент, в случае, когда материал припоя содержит хром в количестве от 9% до 19%. Можно видеть, что частицы 57 материала, из которого сделан компонент 1, распределены квазигомогенным образом, что обеспечивает придание компоненту высокой механической прочности.
Поведение материала, из которого сделан ремонтируемый компонент, в случае, когда количество хрома в материале для пайки превышает 19%, соответствует поведению, схематически проиллюстрированному на фиг. 16. Можно наблюдать увеличение размеров частиц 57 материала, из которого сделан компонент 1. Это увеличение размеров приводит к хрупкости компонента 1 и заметному снижению сопротивления механическим напряжениям по сравнению с сопротивлением компонента 1, показанного на фиг. 15.
В качестве примера, основанного на предпочтительном варианте выполнения, рассматриваемый компонент может быть изготовлен из суперсплава на основе никеля с использованием метода порошковой металлургии и с применением, таким образом, основного порошка А и порошка В припоя. Базовый порошок А может представлять собой порошок, известный под торговым наименованием Astroloy (NK17CDAT, согласно классификации французской ассоциации по стандартизации (AFNOR)). Этот материал полностью совместим с суперсплавом, называемым  77 и применяемым для изготовления лопаток, в частности с точки зрения температуры перехода в твердое состояние и механических характеристик.
77 и применяемым для изготовления лопаток, в частности с точки зрения температуры перехода в твердое состояние и механических характеристик.
Температура перехода в твердое состояние для основного порошка А составляет 1240°С. Его температура перехода в жидкое состояние составляет 1280°С. Порошок В припоя, используемый для выполнения спекания порошка Astroloy и самоспаивания с лопаткой, представляет собой порошок сплава 1060 Ni-Co-Si-B, содержащий 17% Со, 4% Si и 2,7% В по весу. Температура перехода в твердое состояние для порошка В составляет 965°С. Его температура перехода в жидкое состояние составляет 1065°С и ниже температур перехода в твердое состояние для основного порошка А и лопатки. Эти данные могут быть использованы для определения температуры самоспаивания, которая составляет 1200°С, что выше температуры перехода в жидкое состояние для порошка припоя, но ниже температуры перехода в твердое состояние для лопатки из сплава 77 и лопатки из Astroloy порошка А.
Таким образом, температура самоспаивания выше температуры перехода в жидкое состояние для порошка припоя и ниже температуры перехода в твердое состояние для основного порошка и принимающего компонента (такого как вышеуказанный компонент 17), тогда как спекание заготовки (такой как вышеуказанная заготовка 1) будет происходить при температуре, которая выше температуры перехода в жидкое состояние для порошка припоя, но ниже температуры последующей обработки с самоспаиванием. Таким образом, обеспечивается возможность получения компонента, форма которого подходит для самоспаивания, а относительная плотность составляет по меньшей мере 95%.
Как указано в патентном документе Франции №2785559, целесообразно, чтобы на практике, в варианте применения для авиационных турбинных двигателей и, в частности, для элементов турбины, более конкретно, лопаток и/или распределителей для турбин низкого давления, были соблюдены следующие условия, в комбинации или по отдельности, для оптимизации качества продукции с принятием во внимание известного уровня техники:
- материал для пайки должен представлять собой сплав, содержащий от 4 до 5% Si по весу,
- материал припоя должен представлять собой сплав, содержащий от 2,7 до 3,15% В по весу,
- весовая доля материала припоя в порошке, содержащем материал припоя, смешанный с основным материалом, должна составлять от 5 до 40%,
- заготовка (1) содержит по меньшей мере 60% основного материала.
Способ согласно изобретению обеспечивает возможность ремонта различных компонентов турбинного двигателя. Фактически, поскольку заготовка образуется послойно путем селективного плавления порошка, она может иметь трехмерную форму и, если необходимо, переменную толщину.
Способ синхронизации двигателей самолета с двойным промежуточным состоянием
Турбинный двигатель, содержащий систему приводов для такого устройства, как коробка агрегатов
Изложница для центробежного литья, снабженная вкладышами
Способ выполнения работ на роторе и связанный с ним профильный элемент
Роторное устройство для турбомашины (варианты), турбина для турбомашины и турбомашина
Устройство для пропускания электрического жгута в газотурбинный двигатель
Инструментальная оснастка для механической обработки канавки корпуса газотурбинного двигателя
Лопатка турбомашины, лопаточный узел турбомашины, ротор вентилятора и турбомашина
Способ установки лопаток по периферии диска турбинного двигателя и инструмент для монтажа лопатки
Охлаждение масляного контура турбинного двигателя
Изготовление части металлической детали при помощи способа mig с пульсирующим током и пульсирующей подачей проволоки
Способ изготовления металлической детали селективным плавлением порошка
Способ и устройство для выполнения отверстий в детали при помощи лазерных импульсов
Истираемое покрытие переменной плотности

