Результат интеллектуальной деятельности: ИЗЛОЖНИЦА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ, СНАБЖЕННАЯ ВКЛАДЫШАМИ
Вид РИД
Изобретение
Данное изобретение относится к изложнице для изготовления металлических деталей путем центробежного литья, в частности, для изготовления лопаток для турбоустановок. Изобретение может использоваться для изготовления лопаток рабочего колеса турбины турбореактивного или турбовентиляторного двигателя самолета, или турбовинтового двигателя самолета.
Известно, что лопатки для турбоустановок могут быть изготовлены путем механической обработки заготовок, полученных посредством литья металлического сплава. Такая заготовка в типичном случае представляет собой сплошной слиток удлиненной формы, который обрабатывают механически по его толщине для получения конечной геометрической формы лопатки.
Один из способов получения такой заготовки, описанный в ЕР 992305, заключается в использовании изложницы, вращающейся вокруг оси (А), для изготовления заготовки из сплава центробежным литьем. Такая изложница содержит:
множество вкладышей, каждый из которых определяет углубление для приема сплава и которые проходят в радиальном направлении вокруг указанной оси (А), и
по меньшей мере один наружный каркас, в котором расположены вкладыши и который удерживает их, противодействуя центробежной силе.
Проблема (первая), которая должна быть решена, касается регулирования скорости охлаждения для получения регулируемой микроструктуры, например одинакового содержания алюминия по всей детали, в особенности если используется сплав на основе алюминида титана (TiAl).
Что касается изготовления брусков с использованием многократной изложницы для центробежного литья, то условия разливки металла создают вторую проблему, заключающуюся в быстром износе изложниц, требующем их частой замены, что обходится дорого и влияет на условия изготовления, в особенности на производительность. Это также влияет на форму изложниц и, соответственно, отлитых деталей.
Изобретение позволяет устранить по меньшей мере некоторые из указанных недостатков простыми, эффективными и недорогими средствами.
С этой целью предложено, чтобы поперек радиального направления (В), в котором проходит каждый вкладыш, между ним и окружающим его наружным каркасом находилось пространство.
Таким образом, можно не только отделить физические характеристики наружного каркаса (каркасов) от физических характеристик вкладышей, которые могут иметь малую толщину и/или могут быть выполнены из материала, отличного от материала наружного каркаса (каркасов), но также можно выгодно регулировать тепловую инерцию, содействуя равномерному охлаждению литейного сплава. Наличие пространства между вкладышем и наружным каркасом, образованного внутри ячеистой конструкции, расположенной по периферии между каждым вкладышем и окружающим его наружным каркасом, способствует достижению указанных целей, в том числе, благодаря этой коробчатой конструкции, обеспечивает требуемое сопротивление механическим силам и, в частности, способствует удержанию вкладышей во время центробежного литья.
Выполнение наружных каркасов с решетчатой конфигурацией также способствует увеличению механического сопротивления силам, обусловленным вращением при центробежном литье. Кроме того, достигается преимущество в отношении тепловой инерции, которая в этом случае будет меньше, чем при выполнении такого же наружного каркас (каркасов) со сплошными стенками.
В дополнение к этому и предпочтительно, чтобы
- между каждым вкладышем и окружающим его наружным каркасом имелись крепежные средства, которые могут быть разъемными, и/или
- изложница содержала центральный блок, имеющий каналы для разливки сплава, которые сообщаются с внутренним пространством соответствующих вкладышей, а между центральным блоком и каждым вкладышем и/или окружающим его наружным каркасом были установлены разъемные средства.
Таким образом, в случае износа вкладыши можно заменять (например, приблизительно через каждые 25 разливок) при их техническом обслуживании.
Вкладыши можно заменять с более низкими затратами, а остальную часть изложницы, в частности наружный каркас (каркасы), можно не менять.
В этом контексте рекомендуется выполнять наружные каркасы и вкладыши так, чтобы изложницу можно было использовать многократно, при этом вкладыши должны выдерживать несколько разливок подряд (например, приблизительно 25 разливок).
В отношении того, что регулирование тепловой инерции делает возможным равномерное охлаждение металлического слитка, выходящего из изложницы, и, в частности, позволяет регулировать скорость охлаждения, что существенно для того, чтобы по всей детали, полученной из сплава на основе TiAl, содержание алюминия было одинаковым, и тем самым для получения регулируемой микроструктуры, также рекомендуется, чтобы вкладыши изложницы, которая затем вмещает в себя такой сплав на основе TiAl, были выполнены из стали, металлического сплава и/или керамики и таким образом были приспособлены для разливки в них этого сплава в расплавленном состоянии путем центробежного литья.
Кроме того, рекомендуется, чтобы по периферии между каждым вкладышем и наружным каркасом, окружающим его, была расположена по меньшей мере одна теплоизоляционная конструкция.
Таким образом, наружный каркас или каждый наружный каркас может иметь очень простую форму, которая для достижения требуемой тепловой инерции не нуждается в обработке или нуждается в небольшой обработке, тем более, если указанная теплоизоляционная конструкция является ячеистой или сотовой. Благодаря этой коробчатой конструкции такое решение в типичном случае помогает выдерживать механические силы, в частности, удерживать вкладыши при центробежном литье.
Это является ожидаемым результатом, если, как рекомендуется, вкладыш и ячеистая конструкция, имеющая стенки, разделяющие полости, примыкают друг к другу или сходятся через дискретные зоны, что также выгодно для регулирования тепловой инерции.
Можно получить хорошую механическую прочность посредством передачи сил через указанные стенки, разделяющие полости, и при необходимости, можно термически изолировать вкладыш от наружного каркаса (каркасов), используя подходящий материал или одну несколько подходящих форм.
Для еще большего увеличения сопротивления силам рекомендуется, чтобы указанная конструкция определяла некоторые из указанных центрирующих средств, позиционирующих вкладыш относительно наружного каркаса.
Чтобы дополнительно облегчить замену вкладышей с точки зрения легкости загрузки-разгрузки и/или затраченного времени или стоимости, предпочтительно использовать изложницы модульного типа, в которых вкладыш, окружающая его ячеистая и/или теплоизоляционная конструкция, и окружающий эту конструкцию наружный каркас являются тремя отделяемыми друг от друга элементами. При этом вкладыш и теплоизоляционная конструкция вставлены в наружный каркас концентрично. Для решения проблем, связанных с регулированием, во-первых, сил и, во-вторых, тепловых напряжений, также предлагается, чтобы при наличии у каждого вкладыша внутренней поверхности, ограничивающей центральный канал для разливки сплава, радиально наружный конец этого канала был снабжен заплечиком.
Другие преимущества и характеристики изобретения будут очевидны из его описания, приведенного ниже в качестве примера, не ограничивающего изобретение, и чертежей, на которых
фиг. 1 схематично изображает известный сплошной цилиндрический брусок, из которого механической обработкой получают лопатки для турбины,
фиг. 2 схематично изображает известную изложницу,
фиг. 3 схематично изображает вид сверху изложницы, содержащей вкладыши и наружные каркасы, в которой отливают бруски с меньшей ликвацией, и
фиг. 4-15, схематично изображают вкладыши и наружные каркасы в различных вариантах выполнения, на виде спереди (фиг. 4 и 6), в продольном разрезе (где показана одна из радиальных осей В, фиг. 12 и 14), в поперечном разрезе (фиг. 7 разрез по VII-VII, фиг. 11, фиг. 15 разрез по XV-XV) и на виде сбоку (фиг. 5 вид по стрелке V, и фиг. 8, 9 и 10), при этом на фиг. 13 показан фрагмент варианта выполнения зон, идентичных зоне XIII на фиг. 12.
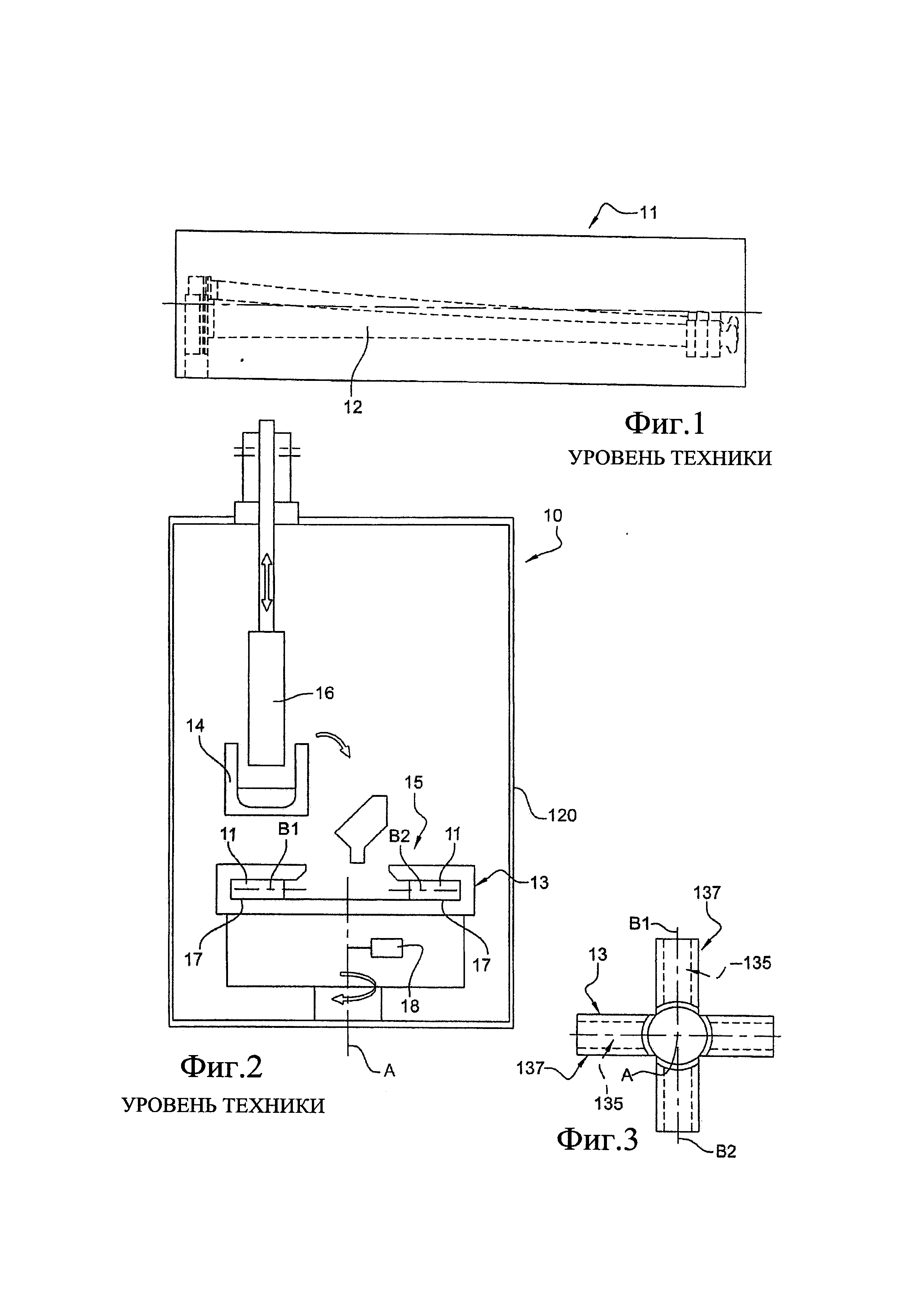
На фиг. 1 показан полученный литьем металлический брусок 11, из которого путем механической обработки изготавливают по меньшей мере одну турбинную лопатку, в этом примере две турбинные лопатки 12, для турбоустановки.
Брусок 11 может иметь цилиндрическую форму и является сплошным. Брусок получен путем разливки металлического сплава в изложницу.
На фиг. 2 показана обычная установка 10 для изготовления брусков или заготовок 11 путем последовательного выполнения операций плавления, разливки и формования.
Установка 10 содержит закрытый или герметичный кожух 120, в котором создается частичное разрежение. Болванку 16 из металлического сплава, в данном примере из алюминиевого сплава, точнее, из сплава на основе TiAl, сначала расплавляют в плавильном тигле 14 и затем в расплавленном состоянии заливают в металлическую изложницу 13 многократного использования.
Изложница 13 служит для разливки сплава путем центробежного литья с получением брусков 11. Для этого она приводится во вращение вокруг вертикальной оси А, предпочтительно с помощью двигателя 18. Изложница 13 имеет несколько углублений 17, которые, например, имеют цилиндрическую форму и круглое сечение и расположены в радиальном направлении (оси В1, В2 на фиг. 2, 3) вокруг оси А. Эти полости предпочтительно расположены на равных расстояниях друг от друга вокруг оси А, которая в этом примере расположена вертикально. Под действием центробежных сил, возникающих при вращении изложницы, жидкий сплав поступает в указанные углубления и заполняет их. Таким образом, разливаемый сплав, поданный в центр изложницы, распределяется по полостям.
После охлаждения изложницу 13 демонтируют и извлекают отлитые бруски 11. Стенки изложницы, окружающие углубления 17 для приема металла, имеют большую толщину, чтобы выдерживать действие центробежных сил, которые в типичном случае создают нагрузку свыше 10 g.
Такая толщина может обуславливать большую тепловую инерцию или большое тепловое сопротивление и может создавать большие градиенты температуры при охлаждении отлитого металла, в результате чего микроструктура бруска в его центральной области будет отличаться от микроструктуры вблизи его периферии. Соответственно, детали, полученные из бруска 11, могут иметь различия в микроструктуре (ликвации).
Кроме того, в случае износа часть изложницы, окружающую соответствующее радиальное углубление 17, нужно заменить.
Изобретение позволяет решить проблему ликвации и при необходимости удовлетворить требованиям, касающимся противодействия центробежным силам и быстрой и частой замены по меньшей мере части изложницы.
Фиг. 4-15 показывают варианты выполнения изложницы 130 согласно изобретению, причем фиг. 5 схематично изображает вариант вкладышей и наружных каркасов, пригодных для замены вкладышей и наружных каркасов, показанных на фиг. 4 вокруг центрального блока 131. Функциональные средства, которыми снабжены эти варианты выполнения изложниц, не показаны и не описаны в рассмотренных ниже вариантах, чтобы не усложнять чертежи и чтобы описание не было слишком пространными. Однако детали этих вариантов выполнения могут быть использованы в сочетании и могут быть взяты из одного варианта и использованы в другом варианте.
Изложница 130 отличается от изложницы 13 выполнением некоторых ее конструктивных элементов, в частности радиальных углублений для приема сплава.
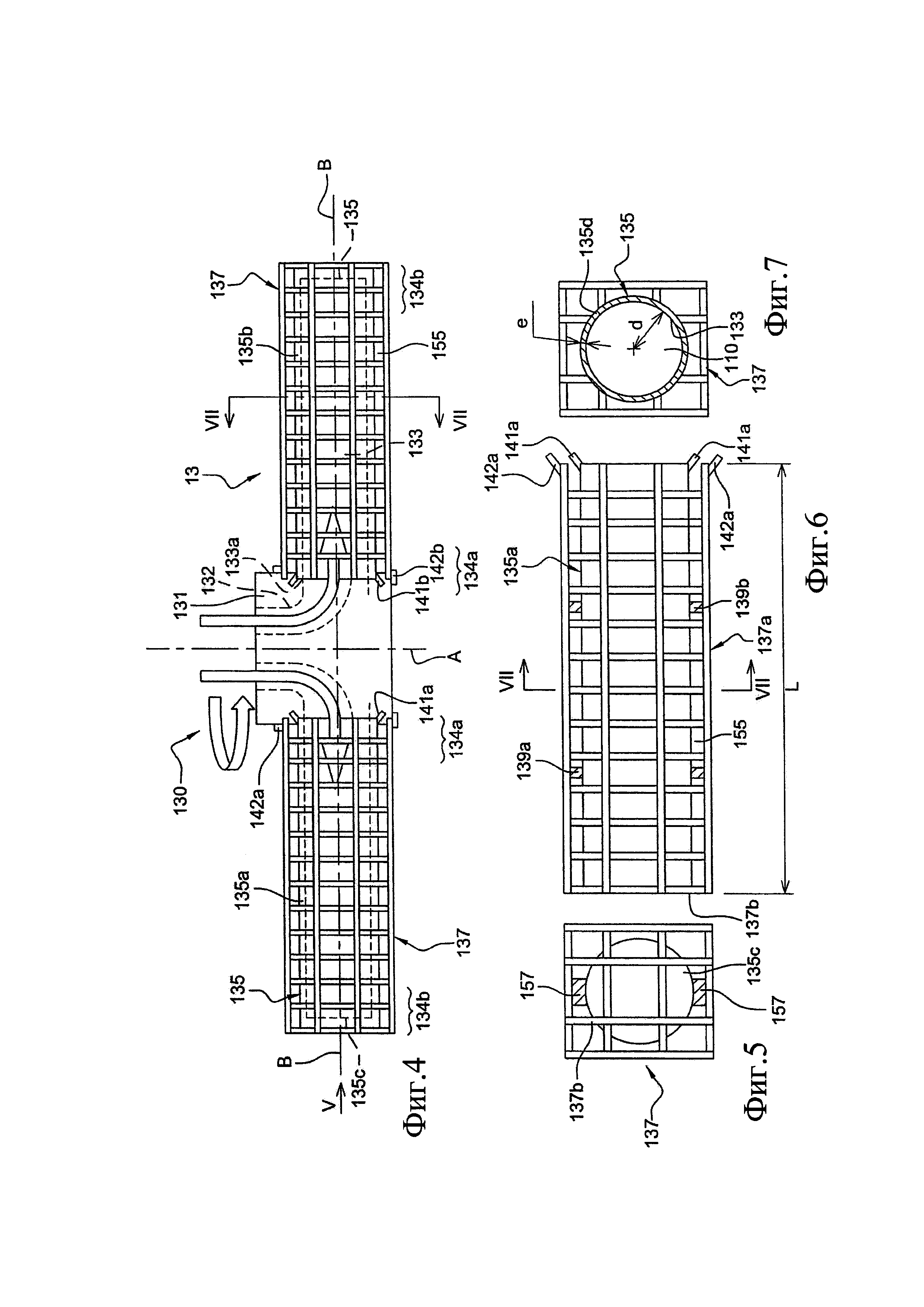
Более конкретно, вокруг центрального блока 131, содержащего L-образные внутренние каналы 132, через которые подается сплав для его распределения в радиальных направлениях относительно вертикальной центральной оси А, расположены на одинаковых расстояниях друг от друга вкладыши 135 (например, вкладыши 135а, 135b на фиг. 4), определяющие указанные углубления. Каналы 132 открыты в соответствующие радиальные каналы 133, в которые сплав поступает через отверстие 133а и каждый из которых проходит внутрь одного из вкладышей в радиальном направлении В. Таким образом, отверстие 133а в каждом вкладыше расположено на радиально внутреннем конце 134а соответствующего канала.
Вкладыши, которые являются полыми, расположены в по меньшей мере одном наружном каркасе 137, предпочтительно в наружных каркасах, количество которых равно количеству вкладышей; в этом случае каждый наружный каркас содержит вкладыш 135, ограничивающий одно из указанных углублений.
Один или более наружных каркасов удерживают вкладыши от перемещения центробежными силами, создаваемыми при вращении изложницы. Предпочтительно они способствуют (или по меньшей мере не препятствуют) ограничению тепловой инерции.
В предпочтительном варианте выполнения, показанном на фиг. 4, центральная ось А вращения изложницы расположена вертикально, а вкладыши 135 и наружные каркасы 137 расположены вдоль горизонтальной продольной оси (по оси В).
Для обеспечения равновесия при вращении рекомендуется, чтобы в каждой паре, состоящей из вкладыша 135 и периферического наружного каркаса 137, вкладыш и каркас были расположены концентрично (вокруг оси В).
Каждый канал 133 на его радиально наружном конце (концевом участке 134b) имеет сплошную торцевую стенку 135с.
На радиально внутреннем конце каждый наружный каркас 137 имеет отверстие 137а, через которое, например, может быть вставлен вкладыш 135, а на радиально наружном конце каждого наружного каркаса 137 имеется торцевая стенка 137b, которая удерживает вкладыш в радиальном направлении.
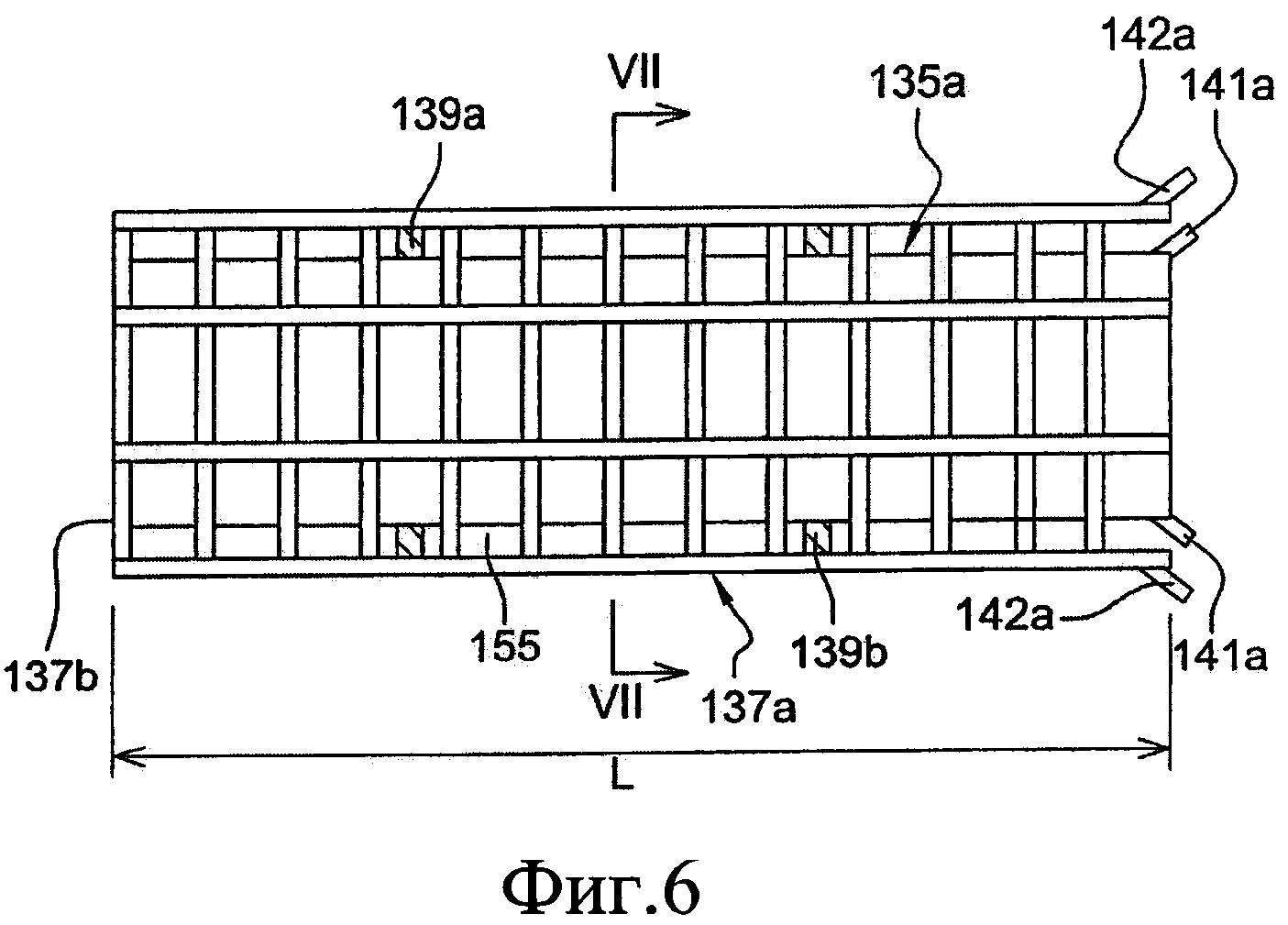
На фиг. 6 показаны крепежные средства 139а, 139b, которые в этом примере являются разъемными и которые установлены между вкладышем 135а и окружающим его наружным каркасом 137а, так что вкладыш может быть заменен. Могут использоваться резьбовые крепежные средства.
Кроме того, на фиг. 4 видно, что предусмотрены разъемные крепежные средства 141а, 141b между каждым вкладышем и центральным блоком 131 и/или крепежные средства 142а, 142b между каждым наружным каркасом, окружающим вкладыш, и центральным блоком 131.
Таким образом, вкладыши можно отсоединить от наружных каркасов и от центрального блока 131, в частности для замены вкладышей. Здесь тоже можно использовать резьбовые крепежные средства.
Разъемные крепежные средства, установленные между вкладышами и наружным каркасом (наружными каркасами) и/или между центральным блоком 131 и вкладышами и/или наружным каркасом (наружными каркасами), могут образовывать зоны разрушения тепловых мостиков.
В любом случае для требуемого ограничения тепловой инерции рекомендуется, чтобы температурные характеристики вкладышей превосходили температурные характеристики наружного каркаса (каркасов).
В предпочтительном варианте выполнения наружный каркас (каркасы) выполнен/выполнены из малоуглеродистой стали, сталей или сплавов, более или менее огнеупорных, а вкладыши выполнены из малоуглеродистой стали, сталей или сплавов, более или менее огнеупорных, и/или из керамики.
На фиг. 7 показаны периферическая стенка 135d и находящийся в центре отлитый брусок (заготовка) 110, полученный в результате литья.
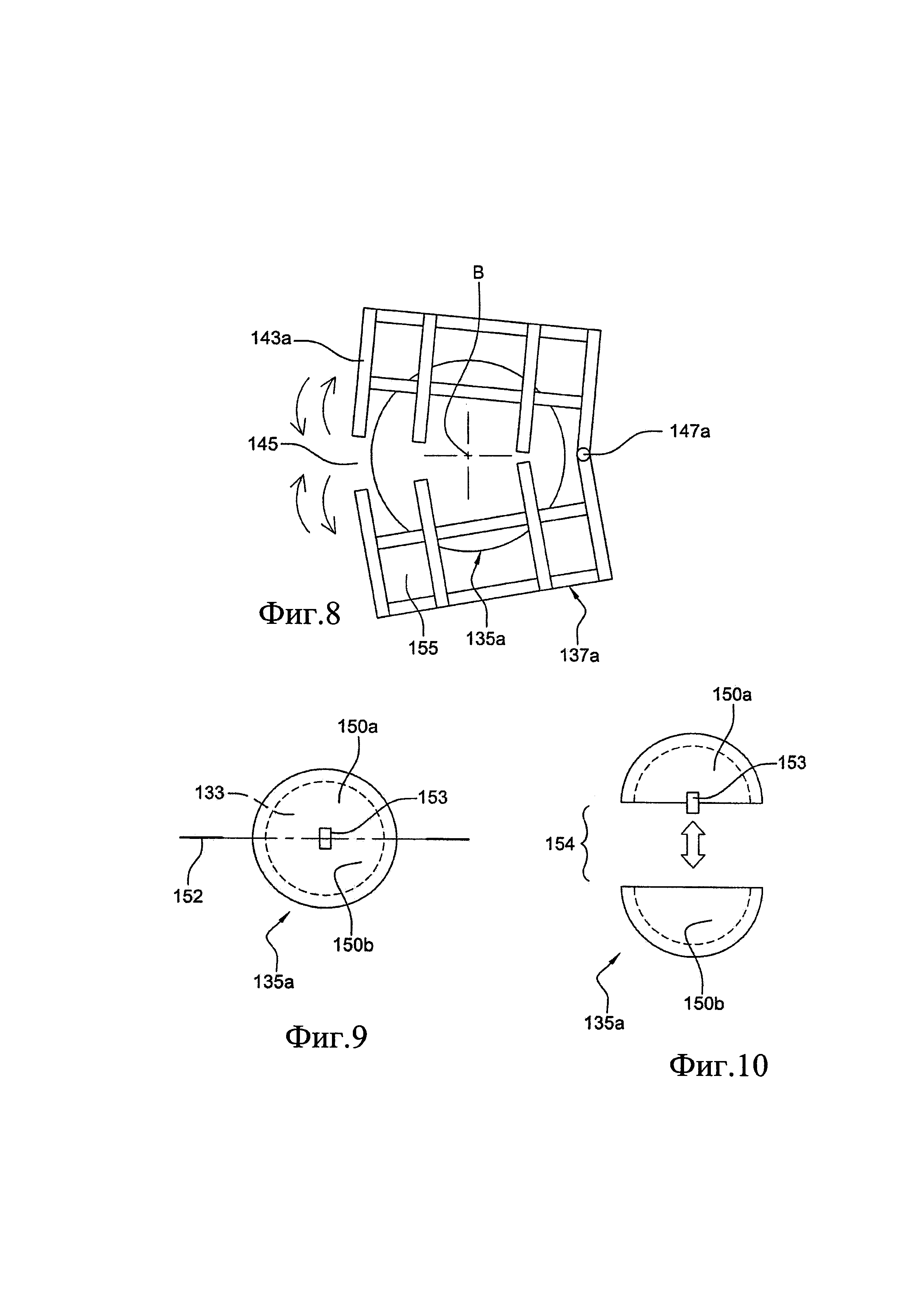
На фиг. 8 показано решение, в котором наружный каркас 137а, изображенный схематично, снабжен подвижной дверцей или створкой 143а, которая в открытом положении раскрывает отверстие 145, через которое может проходить (в этом примере сбоку относительно радиальной оси В) вкладыш, в этом примере вкладыш 135а. Шарниры, такие как шарнир 147а, облегчают открывание и закрывание каждой подвижной дверцы и тем самым облегчают извлечение изношенного вкладыша из его наружного каркаса и вставку другого вкладыша, находящегося в лучшем состоянии, для замены изношенного вкладыша.
На фиг. 4-8 также можно видеть, что наружные каркасы имеют решетчатую конструкцию.
То есть, они подобны клетям или контейнерам с сетчатыми стенками.
В этом примере по периферии (вокруг оси В) между каждым вкладышем, например вкладышем 135а, и окружающим его наружным каркасом, например каркасом 137а, имеется пустое пространство 155 для снижения тепловой инерции.
Центрирующие средства 157 служат для позиционирования и закрепления вкладыша относительно наружного каркаса по меньшей мере во время вращения изложницы при центробежном литье (см. фиг. 5).
На фиг. 9 и 10 показано еще одно решение, в котором каждый вкладыш образован несколькими оболочками, например оболочками 150а, 150b изображенного схематично вкладыша 135а.
Внутренние поверхности оболочек, сведенных вместе, определяют по меньшей мере большую часть отлитого бруска 110.
Эти оболочки открываются и закрываются по их соединительной поверхности, такой как соединительная плоскость 152. Таким образом, одна из оболочек (например оболочка 135а) может служить подвижной или съемной дверцей для другой оболочки, что позволяет извлекать детали из изложницы.
Между оболочками установлено разъемное крепежное средство 153, например защелка, так что после разъединения оболочек из внутреннего пространства вкладыша, например вкладыша 135а, можно вынуть брусок 110 через раскрытое отверстие 154.
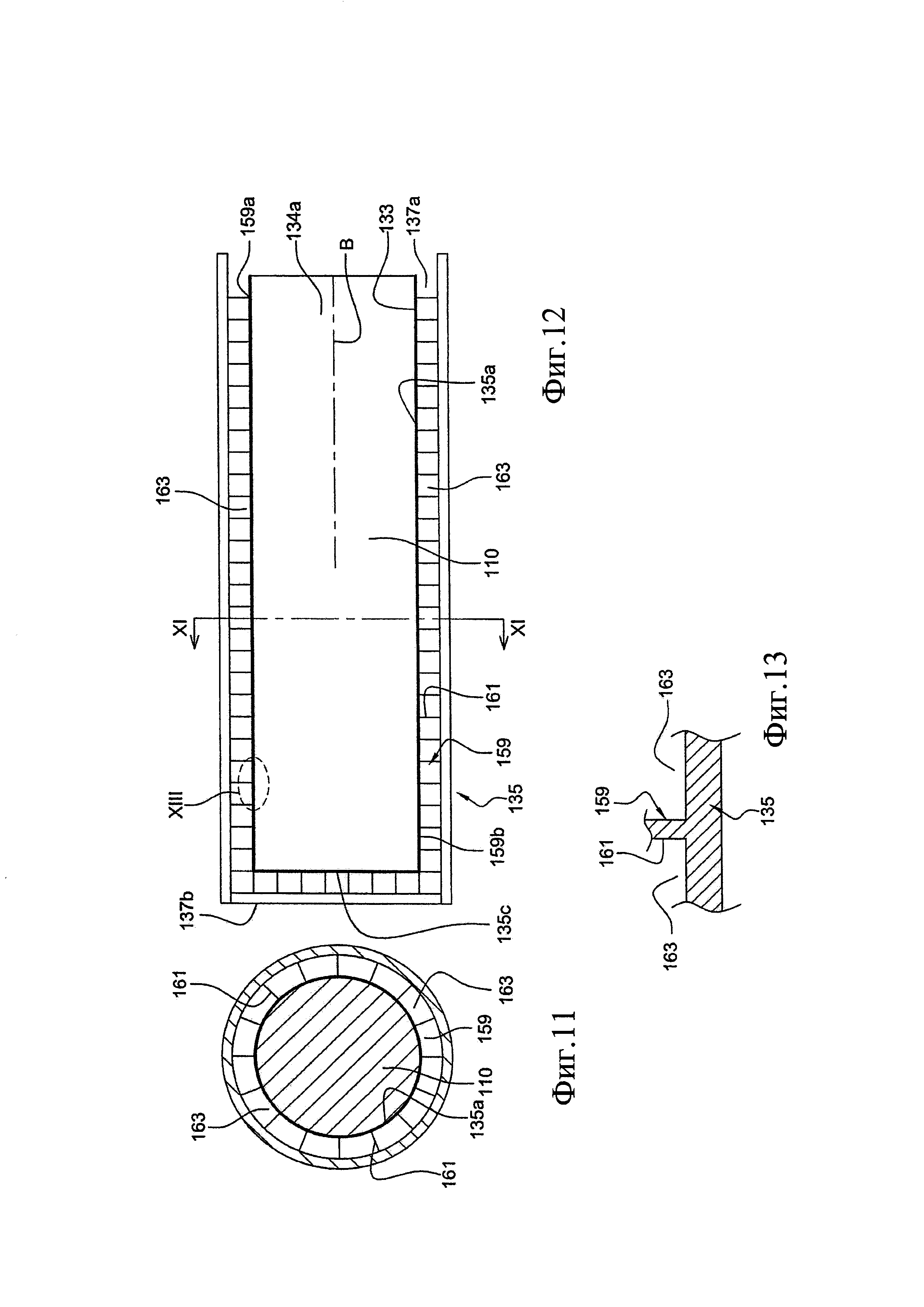
В решении, показанном на фиг. 11 и 12 эту роль играет ячеистая или сотовая конструкция 159, расположенная по периферии между каждым вкладышем, например вкладышем 135а, и окружающим его наружным каркасом 137а. Таким образом, эта конструкция образует по меньшей мере некоторые из указанных выше центрирующих средств 157 или их часть.
Ячеистая конструкция 159 может быть кольцевой и занимать пространство между торцевыми стенками 135 с вкладышей и торцевой стенкой 137b наружного каркаса (фиг. 12).
На фиг. 13 показано, что вкладыш и ячеистая конструкция 159 находятся в контакте посредством дискретных зон, таких как зоны 159а, 159b, в том числе для обеспечения требуемой теплопередачи.
Вкладыш и ячеистая конструкция могут быть выполнены не как отдельные детали, а как одна деталь, так что они сходятся через указанные дискретные зоны, расположенные на радиально внутренних концах стенок 161, разделяющих полости 163 ячеек на пары, причем эти полости полностью эквивалентны вышеупомянутому пространству 155.
Как альтернатива, каждый вкладыш, например вкладыш 135а, окружающая его конструкция 159 и окружающий эту конструкцию наружный каркас, например наружный каркас 137а, могут быть выполнены в виде трех отдельных элементов, отделяемых друг от друга, причем вкладыш и указанная конструкция расположены в наружном каркасе концентрично вдоль направления В, радиального относительно оси А.
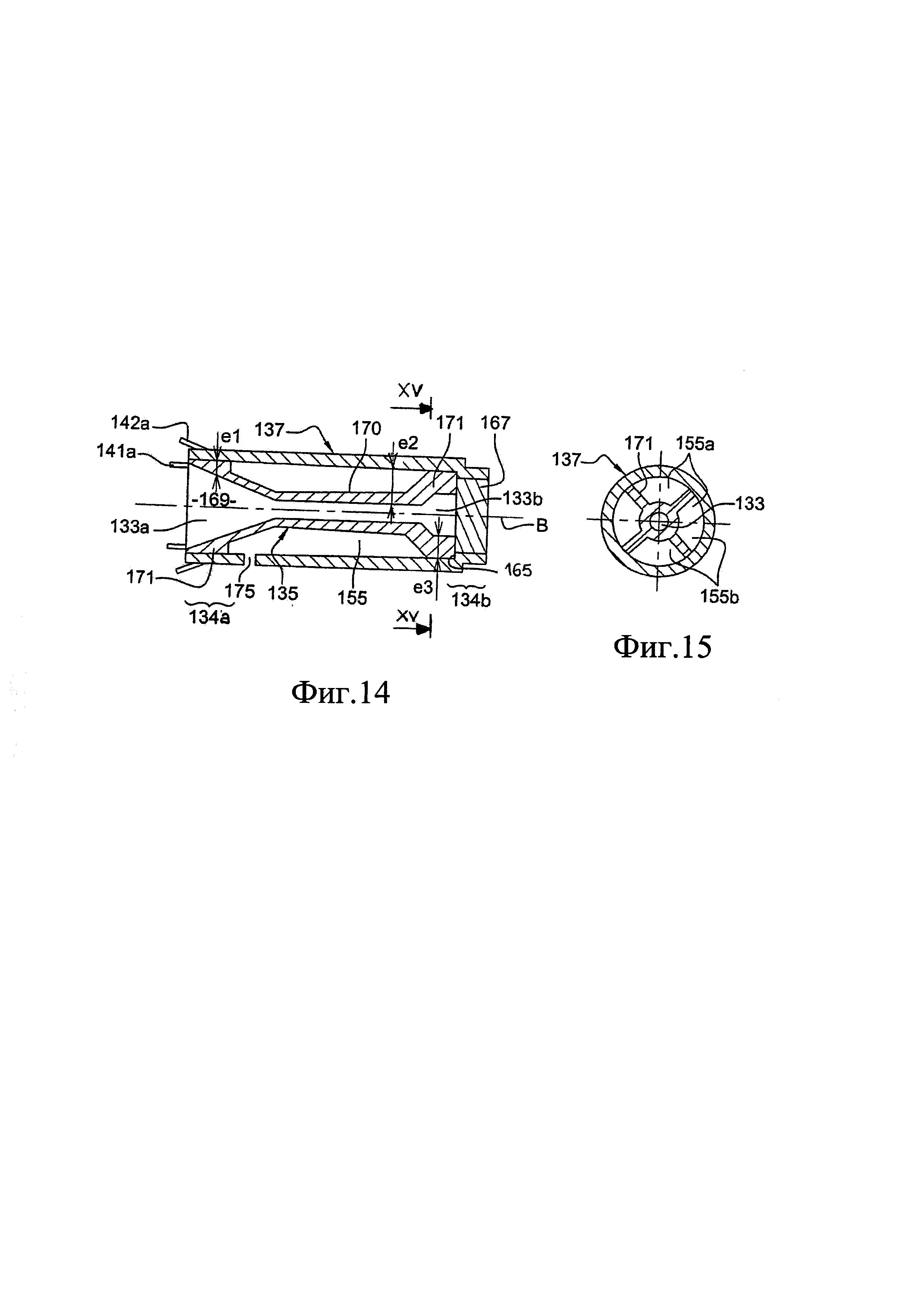
На фиг. 14 и 15 показано, что каждый из наружных каркасов, например наружный каркас 137а, имеет радиально наружный конец 134b (фиг. 14), вблизи которого вкладыш 135 упирается в радиальном направлении в поперечную поверхность 165 наружного каркаса. Это также применимо к предыдущим ситуациям.
Поперечная поверхность 165 предпочтительно является внутренним заплечиком наружного каркаса.
Радиально наружный конец 134b может быть открыт и тогда наружный каркас подобен конструкции, имеющей по меньшей мере один проход для размещения вкладыша.
В таком случае радиально наружный конец 134b закрыт отдельной крышкой 167 (которая может быть съемной) аналогично указанной выше торцевой стенке 135а.
Целесообразно, чтобы крышка или каждая крышка 167 не выступала в наружном каркасе за поперечную поверхность 165. В этом случае вкладыш не упирается в нее, что предпочтительно при его вращении в процессе центробежного литья.
По меньшей мере в ситуации, показанной на фиг. 14 и 15, наружная конструкция изложницы, в особенности конструкция, состоящая из одного или большего числа наружных каркасов, может иметь трубчатую цилиндрическую форму. Она выполнена предпочтительно из малоуглеродистой стали. Вкладыш вставляют в эту конструкцию в осевом направлении путем скольжения. Вкладыш выполнен из металла или керамики, которая является более или менее огнеупорной, и может включать оболочки (такие как полуоболочки), как описано выше.
Такое решение делает возможным:
- что касается вкладыша, гарантировать получение литой детали требуемой геометрической формы и регулировать ее затвердевание путем регулирования температурных напряжений, и
- что касается наружной конструкции, позиционировать изложницу в установке для центробежного литья и обеспечить механическую прочность всего узла в сборе.
Для монтажа/демонтажа в осевом направлении конструкция и вкладыш предпочтительно расположены друг относительно друга с наклоном по меньшей мере в один градус. Такое решение позволяет вставлять вкладыши в наружный каркас и удалять из него по оси В при их коаксиальном центрировании в контакте друг с другом. Между вкладышем и окружающим его наружным каркасом также устанавливается факто (посредством зажима) разъемное крепежное средство. Пространство внутри каждого вкладыша 135 может иметь простую геометрическую форму (цилиндрическую, прямоугольную, коническую или комбинированную) или сложную геометрическую форму. В общем, априори приемлема любая форма, позволяющая извлекать деталь в плоскости смыкания полуоболочек.
Для поддержания контроля за температурными напряжениями, предпочтительно в сочетании с контролем за силами, рекомендуется, чтобы поперек радиального направления, в котором проходят вкладыши (ось В соответствующего вкладыша), по меньшей мере толщина каждого из них изменялась в этом радиальном направлении (по длине L), и вблизи радиально внутреннего и/или радиально наружного конца 134а, 134b была, по меньшей мере в целом, меньше, чем в промежуточной части, как показано на фиг. 14; см. также толщину е1, е2 и е3. Другими словами, вдоль оси В можно найти форму 133, которая сперва сужается от конца 135а к промежуточной зоне, а потом, по выбору (фиг. 14), расширяется к противоположному концу 133b.
При необходимости, в связи с этим аспектом (однако, это может быть справедливым для предпочтительной формы литой детали) целесообразно, когда в изложнице, как показано на фиг. 14, открытый радиально внутренний конец 133а центрального канала для разливки сплава у всех или некоторых вкладышей 135 имеет форму, сужающуюся к центру вкладыша, в радиальном направлении В, в котором расположен соответствующий вкладыш. Таким образом, форма 169 может иметь вид одной воронки или сдвоенной воронки (т.е. двух воронок, расположенных «голова к хвосту»). Подходящей формой может быть форма усеченного конуса. Однако не обязательно, чтобы эта воронкообразная/желобообразная форма была симметричной.
Радиально наружная часть этого канала, расположенная у конца 134b (фиг. 14), может быть снабжена заплечиком, чтобы иметь более широкую концевую часть 133b.
В типичном случае, если по меньшей мере одну лопатку, например лопатку низкого давления, получают из отлитого бруска путем механической обработки, то воронкообразная/желобообразная форма может соответствовать венечной концевой области лопатки, а более широкая концевая часть 133b может соответствовать более широкой хвостовой области.
Кроме того, для регулирования сил и снижения веса в связи с регулируемым изменением толщины вкладыша, или для регулирования температурных напряжений, также предписано, чтобы все или некоторые вкладыши 135 могли каждый иметь перпендикулярную к радиальному направлению В, в котором расположен вкладыш, радиальную периферическую поверхность 170, которую по меньшей мере местами (или частично) обрабатывают механически, как схематично показано на фиг. 15.
На этом чертеже также видно, что для обеспечения жесткости, центрирования и/или направления вкладыша 135, в периферической конструкции 137 могут быть предусмотрены продольные элементы 171 жесткости, расположенные радиально относительно остальной части вкладыша.
Расположение элементов 171 жесткости в направлении к радиальным концам 134а, 134b позволяет освободить промежуточные зоны по длине изложницы, а наличие по меньшей мере одного (пустого) пространства 155 выгодно в отношении регулирования напряжений, включая температурные напряжения.
На фиг. 15 элементы 171 жесткости расположены радиально относительно оси вкладыша, изображенного схематично, и между ними находится несколько пустых пространств или вторичных полостей, таких как полости 155а, 155b.
При работе изложницы под вакуумом, при наличии этих пустых пространств или вторичных полостей 155а, 155b, образованных между периферической конструкцией 137 и наружной поверхностью вкладыша 135, включая наружные поверхности обработанных механически полуоболочек, рекомендуется соединить пространство 155 с наружным воздухом.
Для этого пространство 155 сообщается с окружающей изложницу внешней средой через по меньшей мере одно окно 175. В одном варианте выполнения каждый вкладыш 135, 135а … может иметь длину L или осевой размер (по оси В) в диапазоне 10-50 см, наружный размер сечения (например диаметр) в диапазоне 5-20 см, внутренний размер сечения (например, диаметр) в диапазоне 4-10 см, и радиальную толщину е, е1,… в диапазоне 1-10 см, в среднем в любом заданном сечении.
Способ синхронизации двигателей самолета с двойным промежуточным состоянием
Турбинный двигатель, содержащий систему приводов для такого устройства, как коробка агрегатов
Способ выполнения работ на роторе и связанный с ним профильный элемент
Роторное устройство для турбомашины (варианты), турбина для турбомашины и турбомашина
Устройство для пропускания электрического жгута в газотурбинный двигатель
Инструментальная оснастка для механической обработки канавки корпуса газотурбинного двигателя
Лопатка турбомашины, лопаточный узел турбомашины, ротор вентилятора и турбомашина
Способ установки лопаток по периферии диска турбинного двигателя и инструмент для монтажа лопатки
Способ изготовления компонента турбинного двигателя
Охлаждение масляного контура турбинного двигателя

