Результат интеллектуальной деятельности: Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля
Вид РИД
Изобретение
1. Область техники
Изобретение относится к области специальной электрометаллургии, а именно к вакуумному дуговому переплаву аустенитных сталей. В способе вакуумной дуговой плавки слитков на электрическую дугу и на поверхность ванны жидкого металла воздействуют знакопеременным магнитным полем с напряженностью 40÷50 Э, частотой переключения магнитного поля 0,1÷1,0 Гц, создаваемым соленоидом, намотанным на немагнитную рубашку кристаллизатора, и его источником тока, при одновременном охлаждении наплавляемого слитка гелием.
Изобретение позволяет стабилизировать процесс плавления расходуемых электродов, повысить выход годного за счет улучшения проплава боковой поверхности слитков, получить равноосную, мелкозернистую структуру слитка.
2. Предшествующий уровень техники
Известен способ контроля и стабилизации межэлектродного промежутка в процессе плавки в вакуумной дуговой печи (Патент RU 2425156 (С22В 9/20), 2011), включающий измерение напряжения на электрической дуге и регулирование положения расходуемого электрода относительно выплавляемого слитка, при этом в известном способе измерение напряжения на электрической дуге осуществляют в момент нахождения ее в центральной части торцевой поверхности электрода и воздействуют на электрическую дугу и расплав аксиальным магнитным полем и радиальным вращающимся магнитным полем. Недостатком способа является нестабильность процесса получения качества слитков из-за малого количества регулируемых параметров ведения плавки.
Известен способ контроля процесса вакуумной дуговой плавки (Патент RU 2375473 (С22В 9/20, F27D 21/04), 2009), в котором воздействие на электрическую дугу осуществляется знакопеременным магнитным полем соленоида частотой 1÷15 Гц продолжительностью 2÷10 с. Недостаток способа является невозможность получения мелкозернистой равноосной структуры без дефектов ликвационного происхождения.
Известен способ управления электрической дугой при вакуумном дуговом переплаве (Патент RU №2536561 (С22В 9/20), 2014), в котором на электрическую дугу одновременно осуществляют циклическое воздействие аксиальным магнитным полем с напряженностью 0,3×103÷7,0×103 А/м, периодом воздействия поля 2÷60 сек и паузой между периодами 0,1÷20 сек, а также радиальным вращающимся магнитным полем с напряженностью 0,4×103÷4,0×103 А/м, частотой переключения поля 0,01÷1 Гц, сменой направления вращения поля после 0,5÷20 оборотов. Недостатком технического решения является применение при выплавке слитков преимущественно из титановых сплавов, переплав аустенитных сталей не предусмотрен.
Известен также, принятый заявителем за наиболее близкий аналог, способ вакуумной дуговой плавки слитков (Патент RU 2425157 (С22В 9/20, С21С 5/52, F27B 3/28), 2011), в котором при вакуумной дуговой плавке слитков на поверхность ванны жидкого металла воздействуют дуговым разрядом промодулированной частоты. Недостатком прототипа является то, что техническим решением не предусмотрен переплав аустенитных сталей.
3. Сущность изобретения
3.1. Постановка технической задачи
Стабилизация процесса плавления расходуемых электродов в вакуумной дуговой печи, повышение выхода годного за счет улучшения проплава боковой поверхности слитков и получение равноосной, мелкозернистой структуры.
Результат решения технической задачи
Техническая задача решена путем одновременного воздействия на электрическую дугу и на поверхность ванны жидкого металла, знакопеременным магнитным полем с напряженностью 40÷50 Э, частотой переключения магнитного поля 0,1÷1,0 Гц, создаваемым соленоидом, намотанным на немагнитную рубашку кристаллизатора, при одновременном охлаждении наплавляемого слитка гелием.
3.2. Отличительные признаки
В отличии от известного технического решения, в котором при вакуумной дуговой плавке слитков на поверхность ванны жидкого металла воздействуют дуговым разрядом промодулированной частоты, в заявленном решении на протяжении всей вакуумной дуговой плавки осуществляют воздействие на электрическую дугу и на поверхность ванны жидкого металла знакопеременным магнитным полем с напряженностью 40÷50 Э, частотой переключения магнитного поля в пределах 0,1÷1,0 Гц, создаваемым соленоидом, намотанным на немагнитную рубашку кристаллизатора, при одновременном охлаждении наплавляемого слитка гелием.
При этом наибольшая эффективность проявляется при токе соленоида 3,0÷4,5 А и давлении гелия в зазоре между наплавляемом слитком и стенкой кристаллизатора 20÷25 мм рт. ст. Использование знакопеременного магнитного поля обеспечивает стабилизацию процесса плавления расходуемых электродов, исключается образование ионизации, при этом интенсифицируется теплопередача в жидкой ванне металла. Перемешивание расплава в ванне приводит к увеличению теплового потока, отводимого к стенке кристаллизатора и выравниванию температуры ванны в горизонтальной плоскости, что способствует повышению температуры у стенки кристаллизатора, увеличению протяженности цилиндрической части ванны жидкого металла и уменьшению глубины ванны. Такое перераспределение тепловых потоков позволяет вести переплав при пониженной силе тока дуги, что невозможно при обычном вакуумном дуговом переплаве из-за ухудшения качества поверхности.
Включение соленоида, намотанного на немагнитную рубашку кристаллизатора, для создания знакопеременного магнитного поля осуществляется одновременно с подачей гелия после наведения жидкой металлической ванны и выхода на рабочий режим плавки.
Совместное действие магнитного поля и охлаждение слитка гелием приводит к значительному уменьшению глубины ванны жидкого металла и к дальнейшему измельчению кристаллической структуры слитка.
В период выведения усадочной раковины, через 20 минут после выхода на режим, давление гелия в зазоре плавно снижают до 10÷15 мм рт. ст. и поддерживают постоянным до отключения печи. Воздействие знакопеременного магнитного поля на металл прекращают вместе с отключением печи.
3.3. Перечень фигур чертежей
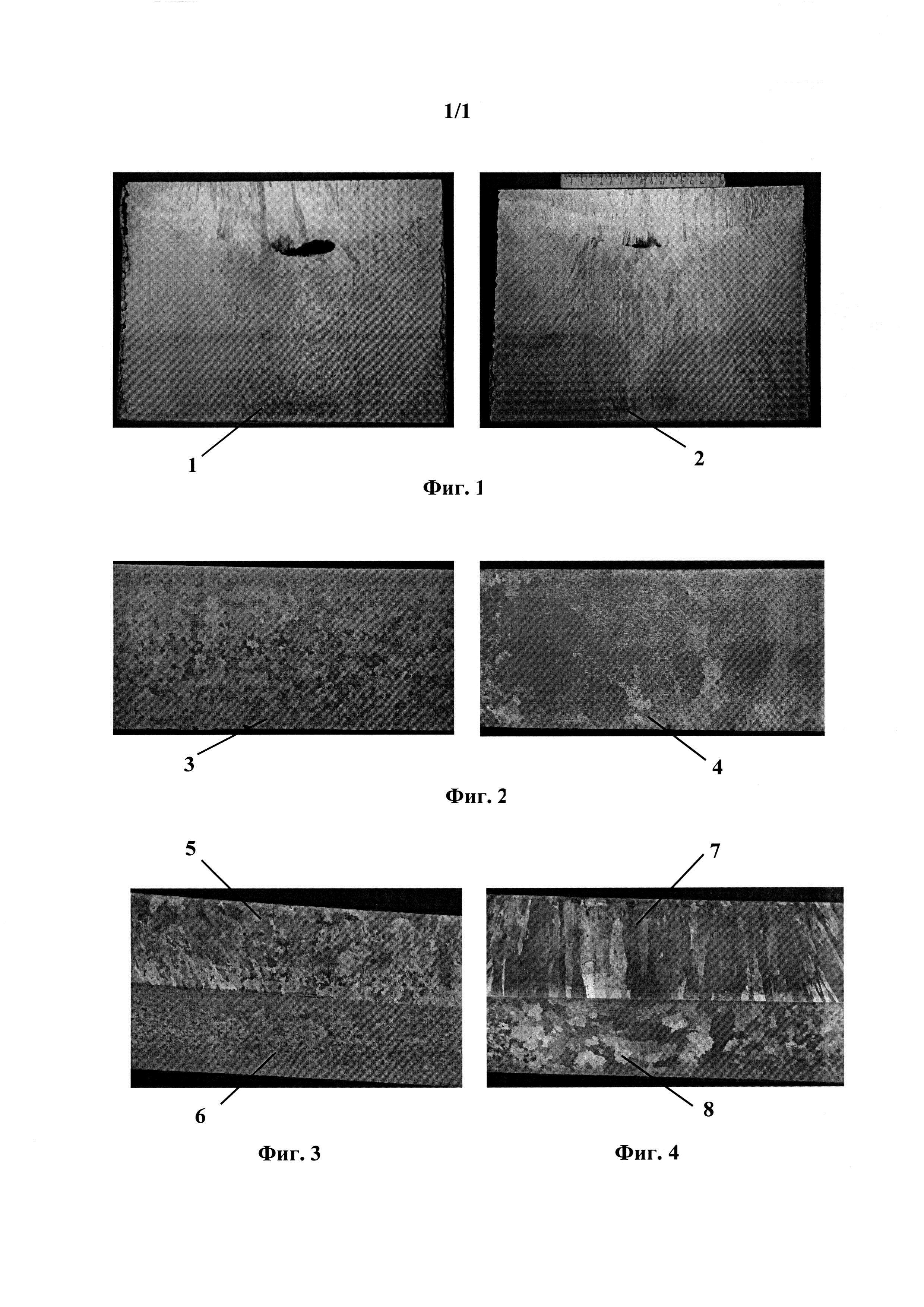
На фиг. 1 представлены фотографии продольных осевых макротемплетов головных частей вакуумных дуговых (ВД) слитков, переплавленных с применением знакопеременного магнитного поля (1) и без него (2), по серийной технологии.
На фиг. 2 представлены фотографии поперечных осевых макротемплетов ВД слитков, переплавленных с применением знакопеременного магнитного поля (3) и без него (4), по серийной технологии.
На фиг. 3 представлена фотография макроструктуры ВД слитка в продльном (5) и поперечном (6) направлении, переплавленного с применением знакопеременного магнитного поля.
На Фиг. 4 представлена фотография макроструктуры ВД слитка в продльном (7) и поперечном (8) направлении, переплавленного без магнитного поля, по серийной технологии.
4. Описание изобретения
В заявленном техническом решении осуществляют вакуумный дуговой переплав аустенитных сталей с использованием знакопеременного магнитного поля и охлаждения наплавляемого слитка гелием, после разведения жидкой металлической ванны, во время процесса плавления и выведения усадочной раковины.
Знакопеременное магнитное поле является наиболее действенным инструментом для вакуумного дугового переплава, влияющим на поведение дуги и управление ванной расплавленного металла. Использование знакопеременного магнитного поля обеспечивает подавление ионизации, в следствии фокусирования дуги под торцом электрода, и азимутальное вращение расплава в горизонтальной плоскости, вызывая его меридианальную циркуляцию. При этом интенсифицируется теплопередача в жидкой ванне металла. Перемешивание расплава в ванне приводит к увеличению теплового потока, отводимого к стенке кристаллизатора и выравниванию температуры ванны по сечению, что способствует повышению температуры у стенки кристаллизатора, улучшению поверхности слитка, увеличению протяженности цилиндрической части ванны жидкого металла и уменьшению глубины ванны. Такое перераспределение тепловых потоков позволяет вести переплав при пониженной силе тока дуги, что невозможно при обычном вакуумном дуговом переплаве из-за ухудшения качества поверхности.
Наиболее удовлетворительные результаты плавки достигаются при напряженности магнитного поля 40÷50 Э, при этом наибольшая эффективность проявляется при токе соленоида 3,0÷4,5 А и давлении гелия в зазоре между наплавляемом слитком и стенкой кристаллизатора 20÷25 мм рт. ст.
Включение соленоида, намотанного на немагнитную рубашку кристаллизатора, для создания знакопеременного магнитного поля осуществляется одновременно с подачей гелия после наведения жидкой металлической ванны и выхода на рабочий режим плавки.
Совместное действие магнитного поля и охлаждение слитка гелием приводит к значительному уменьшению глубины ванны жидкого металла, при одновременном улучшении поверхности слитка, за счет отмеченного ранее перераспределения тепловых потоков вдоль и поперек оси слитка, и приводит к дальнейшему измельчению кристаллической структуры слитка.
Измельчение дендритной структуры слитка при вакуумном дуговом переплаве с магнитным полем обусловлено дополнительным охлаждением гелием, которое увеличивает температурный градиент на фронте кристаллизации. Электромагнитное перемешивание расплава приводит к значительному измельчению кристаллов, литого металла, и практически не влияет на плотность упаковки дендритов. Причиной такого измельчения, при узкой двух фазной зоне, является оплавление осей второго порядка и перераспределение примесей вблизи ликвидуса в двухфазной зоне при флуктуациях скорости движения расплава у фронта кристаллизации. При этом в зоне флуктуации ликват частично блокирует рост главных осей близко расположенных дендритов и создает переохлаждение в соседних участках, обедненных примесью, что приводит к ускоренному росту осей, ориентированных в направлении температурного градиента.
Эффективность электромагнитного перемешивания расплава резко уменьшается в головной части слитка за счет снижения силы тока дуги при выведении усадочной раковины. В связи с этим для получения однородной структуры скорость движения расплава необходимо увеличить либо за счет напряженности магнитного поля, либо за счет изменения частоты переключения поля.
Режим заключительной части плавки выбирают таким образом, чтобы обеспечить минимальную обрезь от верха слитка. В период выведения усадочной раковины, через 20 минут после выхода на режим, давление гелия в зазоре плавно снижается до 10÷15 мм рт.ст. и поддерживается постоянным до отключения печи. Воздействие знакопеременного магнитного поля на металл прекращают вместе с отключением печи, при этом, в период выведения усадочной раковины, увеличивают напряженность магнитного поля до 50 Э.
После окончания плавки слиток некоторое время охлаждается в вакууме.
Разработанная технология вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля и охлаждения наплавляемого слитка гелием включает:
- режим начальной стадии плавки обеспечивающий быстрое образование жидкой металлической ванны;
- рабочий режим плавки с применением знакопеременного магнитного поля и дополнительным охлаждением гелием;
- режим заключительной части плавки обеспечивающий минимальную обрезь от верха слитка.
Использование предлагаемого способа позволяет стабилизировать процесс плавления расходуемых электродов в вакуумной дуговой печи, обеспечивая подавление ионизации.
Использование предлагаемого способа позволяет повысить выход годного за счет улучшения проплава боковой поверхности слитков и получить равноосную, мелкозернистую структуру.
5. Пример конкретного выполнения (реализация способа)
Плавление слитков диаметром 320 мм, массой 600÷650 кг аустенитной стали 07Х16Н19М2Г2БТР осуществляли в вакуумной дуговой печи ДСВ-3,2-Г1М6 из литого расходуемого электрода диаметром 250 мм, полученного в вакуумной индукционной печи, с применением знакопеременного магнитного поля и дополнительным охлаждением металла гелием.
Режим наведения жидкой металлической ванны был выбран таким образом, чтобы обеспечить быстрое образование жидкой металлической ванны. После наведения жидкой металлической ванны и выхода на рабочий режим плавки произвели включение соленоида, намотанного на немагнитную рубашку кристаллизатора, для создания знакопеременного магнитного поля напряженностью 40÷50 Э и осуществили одновременно подачу гелия. Частота переключения магнитного поля 0,1÷1,0 Гц, ток соленоида 3,0÷4,5 А и давлении гелия в зазоре между наплавляемом слитком и стенкой кристаллизатора 20÷25 мм рт.ст.
Режим заключительной части плавки был выбран таким образом, чтобы обеспечить минимальную обрезь от верха слитка. В период выведения усадочной раковины, через 20 минут после выхода на режим, давление гелия в зазоре плавно снизили до 10÷15 мм рт.ст. и поддерживали постоянным до отключения печи. Воздействие знакопеременного магнитного поля на металл прекратили вместе с отключением печи, при этом, в период выведения усадочной раковины, увеличили напряженность магнитного поля до 50 Э.
Выплавленные слитки прошли передел по принятой на заводе технологии, до получения трубной заготовки, и испытания, в объеме требований соответствующих нормативных документов. Были проконтролированы макроструктура вакуумных дуговых слитков, механические свойства, длительная прочность и загрязненность трубной заготовки неметаллическими включениями.
Макроструктура вакуумных дуговых слитков плотная, без наличия металлургических дефектов. В слитке, выплавленном по серийной технологии, сформированы столбчатые, ориентированы снизу вверх кристаллы, что хорошо видно на продольной макроструктуре. Структура слитка, наплавленного с применением знакопеременного магнитного поля и дополнительного охлаждения гелием - мелкодисперсная, равноосная и однородная в продольном и поперечном сечениях (фиг. 1-4).
Результаты испытания кратковременных механических свойств слитков, наплавленных с применением знакопеременного магнитного поля, показали полное соответствие качества металла предъявляемым требованиям (таблица 1).

Результаты контроля длительной прочности в сравнение с технологией переплава без применения знакопеременного магнитного поля и гелия приведены в таблице 2. Из таблицы видно, что стойкость металла при испытании на длительную прочность соответствует предлагаемым нормам и имеет больший запас прочности.

Контроль загрязненности неметаллическими включениями проводился на шести образцах от плавки, отобранных от трубной заготовки ∅70 мм, по ГОСТ 1778 метод Ш6. Результаты контроля загрязненности неметаллическими включениями по длине заготовки («Г-С-Х») в сравнении с серийным переплавом приведены в таблице 3.

Из приведенных данных видно, что металл от середины и хвостовой части трубной заготовки показал высокую степень чистоты по неметаллическим включениям. Однако в головной части нитриды точечные находятся на верхнем уровне требуемых норм, что возможно связано с качеством подголовной части расходуемого электрода.
Заявленное техническое решение успешно опробовано в производственных условиях на АО «Металлургический завод «Электросталь».
Использование предлагаемого способа позволяет стабилизировать процесс плавления расходуемых электродов в вакуумной дуговой печи, повысить выход годного за счет улучшения проплава боковой поверхности слитков и получить равноосную, мелкозернистую структуру.
Способ производства литой многослойной заготовки
Способ выплавки высокохромистого никелевого сплава марки эп648-ви
Способ изготовления холоднокатаной ленты из прецизионного сплава 14х6н4гдмт толщиной 0,1-0,5 мм
Проволока для нагревательных элементов, выполненная из сплава на основе железа
Проволока для нагревательных элементов, выполненная из сплава на основе железа
Способ производства прутков диаметром менее 60 мм из жаропрочного сплава на никелевой основе вж175-ви методом горячей экструзии
Способ получения коррозионностойкого сплава хн63мб на никелевой основе с содержанием углерода менее 0,005%
Способ получения заготовки из низколегированных сплавов на медной основе
Способ термообработки изделий из жаропрочного никелевого сплава эп741нп
Способ получения прецизионного сплава 42хнм (эп630у) на никелевой основе
Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе
Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах
Способ получения полуфабрикатов из жаропрочного сплава х25н45в30
Способ производства литой многослойной заготовки
Способ выплавки высокохромистого никелевого сплава марки эп648-ви
Способ изготовления холоднокатаной ленты из прецизионного сплава 14х6н4гдмт толщиной 0,1-0,5 мм
Проволока для нагревательных элементов, выполненная из сплава на основе железа
Проволока для нагревательных элементов, выполненная из сплава на основе железа

