Результат интеллектуальной деятельности: Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30
Вид РИД
Изобретение
1. Область техники
Изобретение относится к области специальной металлургии, конкретно к способам получения сплава Х25Н45В30, предназначенного для деталей и узлов, длительно работающих без защитных покрытий в продуктах горения авиационного топлива при температурах до 1300°С. Способ получения полуфабрикатов из жаропрочного сплава Х25Н45В30 включает выплавку дуплекс-процессом (вакуумная индукционная плавка плюс электроннолучевой переплав), после чего производят деформацию электроннолучевого слитка за один или более передел с последующим получением полуфабрикатов.
2. Предшествующий уровень техники
Известен «Способ выплавки коррозионно-стойкой стали» (Патент RU №2285051 (С21С 5/56, С21С 5/52) 2004), включающий выплавку дуплекс-процессом: дуговая электросталеплавильная печь - агрегат аргонокислородного рафинирования. Недостатком технического решения является отсутствие эффективных операций для исключения ликвации вольфрама и хрома.
Известен «Способ получения изделия из жаропрочного никелевого сплава» (Патент RU №2215059, (C22F 1/10, B22D 27/04), 2001). Способ включает вакуумно-индукционную выплавку, получение заготовки под деформацию направленной кристаллизацией, гомогенизирующий отжиг, деформацию и термическую обработку. Недостатком способа является невозможность обеспечения достаточной однородности структуры сплава и химического состава по высоте заготовки.
Известен также, принятый заявителем за наиболее близкий аналог, «Способ получения полуфабрикатов из высокопрочных никелевых сплавов» (Патент RU 2694098 (C22F 1/10, C21D 8/02) 2018), включающий выплавку слитка в вакуумно-дуговой печи, деформацию слитка, предварительную горячую прокатку и окончательную холодную прокатку. Недостатками способа прототипа является невозможность обеспечения требуемой однородности и уровня свойств изделия.
3. Сущность изобретения
3.1. Постановка технической задачи
Разработать и освоить технологию выплавки жаропрочного сплава на никелевой 5 основе с высоким содержанием вольфрама и хрома (Х25Н45В30), при этом устранить ликвацию вольфрама в полуфабрикатах (листы, прутки), изготовленных из слитков, и обеспечить на высоком уровне технико-экономические показатели (выход годного, стабильность свойств).
Результат решения технической задачи
Задача решена путем выплавки сплава Х25Н45В30 дуплекс-процессом (вакуумная индукционная плавка плюс электроннолучевой переплав), после чего производят деформацию электроннолучевого слитка за один или более передел с последующим получением полуфабрикатов.
3.2. Отличительные признаки
В отличии от известного технического решения включающего выплавку слитка в вакуумно-дуговой печи, деформацию слитка, предварительную горячую прокатку и окончательную холодную прокатку; в заявленном техническом решении выплавку сплава осуществляют дуплекс-процессом ВИП+ЭЛП, с использованием лигатуры никель-вольфрам, при этом расходуемые электроды для электроннолучевого переплава предварительно разливают в горизонтальную изложницу, затем производят деформацию электроннолучевого слитка за один или более передел с последующим получением полуфабрикатов.
При этом завалку вакуумной индукционной печи формируют с использованием до 30% от веса завалки кондиционных технологических отходов возврата собственного производства и лигатуры никель-вольфрам (30-40% вольфрама, остальное никель) для исключения значительного перегрева металла, повышения усвоения и равномерного распределения вольфрама по объему расплава.
Вакуумная индукционная выплавка осуществляется на высоком вакууме не выше 25×10-3 мм.рт.ст. После расплавления завалки при температуре металла 1620÷1640°С, с целью полного растворения вольфрама, производят выдержку в течение 15-20 минут с подключением электромагнитного перемешивания (ЭМП) металла на 5÷10 минут.
Разливку металла производят в вакууме при температуре (1560÷1580)°С в горизонтальную изложницу (металлическую, либо керамическую) через разливочный желоб с установленными в нем двумя перегородками, для отсечки шлака, и пенокерамическим фильтром.
Перед электроннолучевым переплавом боковую поверхность выплавленного электрода сечением 170×170×2100 мм подвергают сплошной абразивной чистке на 5 глубину 3÷5 мм.
После обработки поверхности, электрод переплавляют на электроннолучевой печи в медный кристаллизатор ∅250 мм, с дальнейшим охлаждением лучевого слитка в термостате не менее 24 часов. Плавку проводят на достаточно высокой мощности 130÷140 кВт со скоростью 3,0÷3,4 мм/мин и величине вакуума на уровне (3,0÷5,0)×10-4 10 мм.рт.ст.
Наплавленный электроннолучевой слиток ∅250 мм, после выгрузки из термостата, подвергают механической обработке для удаления поверхностного слоя на глубину 5÷7 мм.
Далее осуществляют деформацию методом горячей экструзии на заготовку ∅95 мм по режиму: температура нагрева 1180±20°С; температура конца ковки не менее 1100°С; охлаждение откованного металла на воздухе.
Затем производят чистку поверхности заготовки и прокат металла на сортовой размер следующим образом:
- нагрев металла в две стадии: сначала в подогревательной печи при температуре 20 800°С с выдержкой в печи не менее 90 минут, а затем в нагревательной печи при температуре 1170°С, с выдержкой в печи не менее 70 минут.
- деформация в клети радиально-сдвиговой прокатки за три прохода ∅95 мм →∅85 мм→∅75 мм со скоростью валков по проходам 40, 80 и 50 об/мин, соответственно, с последующей деформацией в клетях продольной прокатки по схеме «овал-круг» на сортовой размер ∅18 мм. Температура окончания деформации не менее 1050°С.
3.3. Перечень фигур чертежей
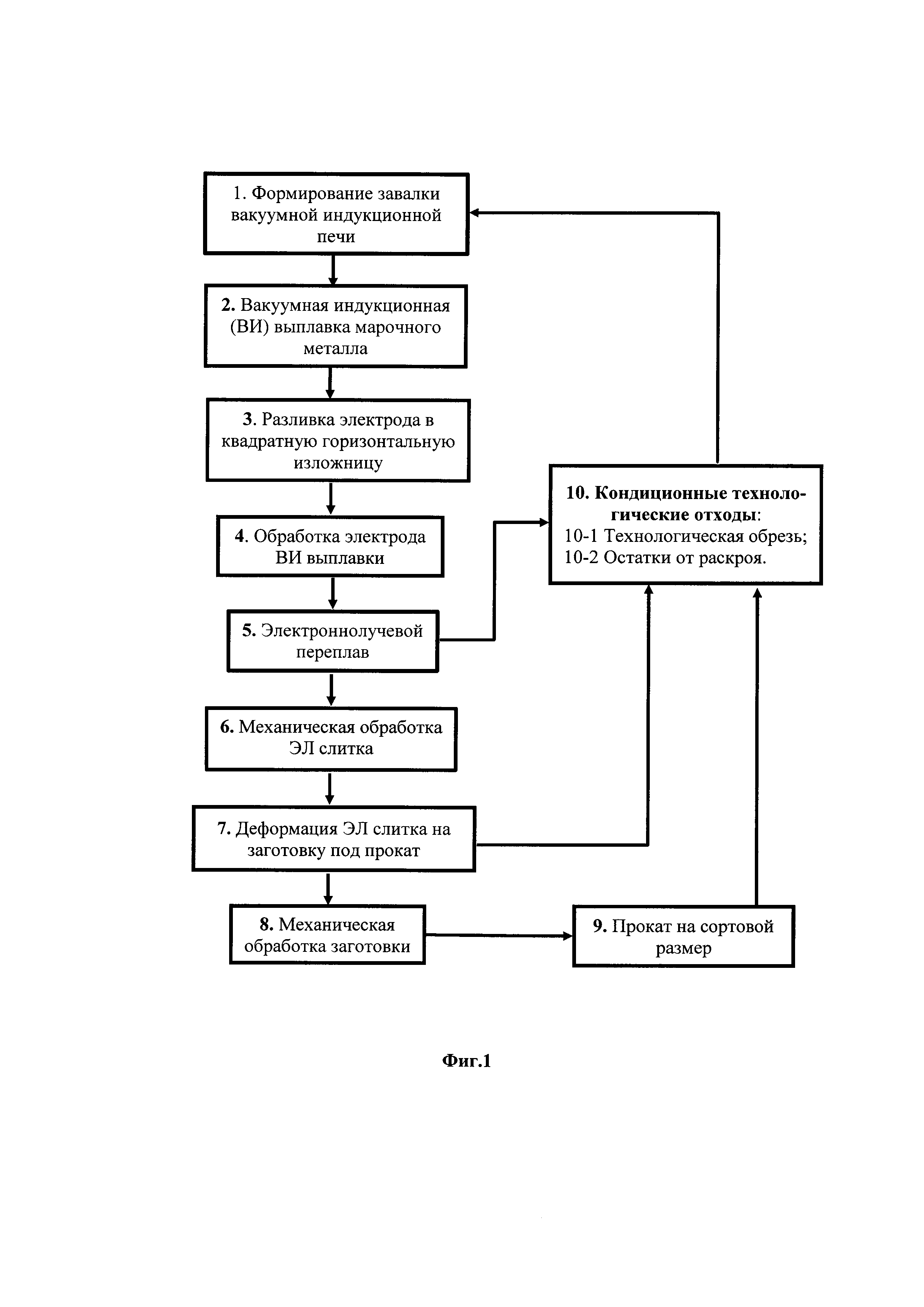
На фиг. 1 представлена структурная блок-схема способа производства сплава Х25Н45В30, где 1. - Формирование завалки вакуумной индукционной печи; 2. - Вакуумная индукционная (ВИ) выплавка марочного металла; 3. - Разливка электрода в горизонтальную изложницу; 4. - Обработка электрода ВИ выплавки; 5. - Электроннолучевой переплав; 6. - Механическая обработка ЭЛ слитка; 7. - Деформация ЭЛ слитка на заготовку под прокат; 8. - Механическая обработка заготовки; 9. - Прокат на сортовой размер; 10. - Кондиционные технологические отходы (10-1. - Технологическая обрезь, 10-2. - Остатки от раскроя).
ВИ - Вакуумная индукционная выплавка на фиг. 1 блок 2 и 4; ЭЛ - Электроннолучевой слиток на фиг. 1 блок 6 и 7.
На фиг. 2 представлена фотография электрода, выплавленного под электроннолучевой переплав.
На фиг. 3 представлена фотография наплавленного электроннолучевого слитка.
На фиг. 4 представлена фотография полученных заготовок ∅95 мм под прокат.
На фиг. 5 представлена фотография обточенных прутков.
4. Описание изобретения
В заявленном техническом решении выплавку сплава Х25Н45В30 осуществляют в вакуумной индукционной печи емкостью 1,0 т, с тиглем из массы на основе магния, который позволяет перегревать металл до 1620÷1640°С, при этом последовательно выполняют следующие действия (Фиг. 1):
- при формировании завалки печи в шихте разрешается использование до 30% от веса завалки кондиционных технологических отходов возврата собственного производства и лигатуры никель-вольфрам (30-40% вольфрама, остальное никель) для исключения значительного перегрева металла, повышения усвоения и равномерного распределения вольфрама по объему расплава (Фиг. 1, блок 10);
Вакуумная индукционная выплавка осуществляется на высоком вакууме не выше 25×10-3 мм.рт.ст. После расплавления завалки при температуре металла 1620÷1640°С, с целью полного растворения вольфрама, производят выдержку в течение 15-20 минут с подключением электромагнитного перемешивания (ЭМП) металла на 5÷10 минут.
- затем в металл вводят титан и алюминий с интервалом 3÷5 минут и после их усвоения включают ЭМП на 2÷3 минуты;
- далее в плавильную камеру печи напускают аргон на 70÷100 мм.рт.ст. и при включенном ЭМП присаживают в металл ферро-бор и мишметалл с интервалом 2÷3 минут. После усвоения мишметалла ЭМП отключают (Фиг. 1, блок 2).
- через 7÷10 минут после отключения ЭМП при температуре металла 1560÷1580°С производят разливку (Фиг. 1, блок 3) в край горизонтальной изложницы, так как заливка металла в середину изложницы приводит к возникновению структурной и химической неоднородности в середине слитка электроннолучевого переплава, ухудшает его чистоту и деформируемость верхней половины слитка, из-за размыва расплавом футеровки изложницы в месте слива металла, и попадания в нее, из тигля ВИ печи последних порций металла с большим содержанием шлака, что приводит к увеличению количества шлаковых включений, а также, образованию концентрированной усадочной раковины в середине литой заготовки. Сплавление серединной части электрода сопровождается увеличением количества шлака. В результате верхняя половина слитка плавится с большим количеством тугоплавкого шлака, состоящего в основном из Al2O3, и поэтому она обладает более низкой технологичностью при ковке. Разливку осуществляют через разливочный желоб с установленными в нем двумя перегородками, для отсечки шлака, и пенокерамическим фильтром, для устранения из металла нежелательных включений, а также обеспечения ламинарного потока металла за фильтром, в результате чего происходит спокойное наполнение формы.
- после выгрузки полученного электрода (сечением 170×170×2100 мм) из изложницы осуществляют обработку поверхности методом сплошной абразивной чистки на глубину 3÷5 мм (Фиг. 1, блок 4).
После обработки поверхности, электрод переплавляют на электроннолучевой печи в медный кристаллизатор ∅250 мм, с дальнейшим охлаждением лучевого слитка в термостате не менее 24 часов.
С целью равномерного распределения вольфрама по диаметру слитка режим электроннолучевого переплава выбирают с учетом того, что чем более плоский фронт кристаллизации, тем однороднее по диаметру слитка распределяется вольфрам. Плавку проводят на достаточно высокой мощности 130÷140 кВт со скоростью 3,0÷3,4 мм/мин и величине вакуума на уровне (3,0÷5,0)×10-4 мм.рт.ст. Величина зазора между поверхностью ванны расплава и оплавляемым торцем электрода при плавке составляет 15÷20 мм (Фиг. 1, блок 5).
Наплавленный электроннолучевой слиток ∅250 мм, после выгрузки из термостата, подвергают механической обработке для удаления поверхностного слоя на глубину 5÷7 мм (Фиг. 1, блок 6).
Далее осуществляют деформацию методом горячей экструзии на заготовку ∅95 мм по режиму: температура нагрева 1180±20°С; температура конца ковки не менее 1100°С; охлаждение откованного металла на воздухе (Фиг. 1, блок 7).
Затем производят чистку поверхности заготовки и прокат металла на сортовой размер (Фиг. 1, блок 8 и 9) следующим образом:
- нагрев металла в две стадии: сначала в подогревательной печи при температуре 800°С с выдержкой в печи не менее 90 минут, а затем в нагревательной печи при температуре 1170°С, с выдержкой в печи не менее 70 минут.
- деформация в клети радиально-сдвиговой прокатки за три прохода ∅95 мм→∅85 мм→∅75 мм со скоростью валков по проходам 40, 80 и 50 об/мин, соответственно, с последующей деформацией в клетях продольной прокатки по схеме «овал-круг» на сортовой размер ∅18 мм. Температура окончания деформации не менее 1050°С.
Разработанная прогрессивная технология выплавки сплава Х25Н45В30 дуплекс-процессом, вакуумная индукционная плавка плюс электроннолучевой переплав, обеспечивает:
- высокую чистоту по содержанию примесей и в значительной мере снижает неоднородность химического состава сплава;
- удовлетворительную пластичность сплава;
- высокие технико-экономические показатели производства полуфабрикатов.
Использование предлагаемого способа позволяет получать чистые по содержанию примесей и шлаковых включений исходные электроды под электроннолучевой переплав, и устранить ликвацию вольфрама и хрома в полуфабрикатах.
5. Пример конкретного выполнения (реализация способа)
Производство сплава Х25Н45В30 заявленным способом осуществляется по следующей схеме производства:
ВИП→ЭЛП→пресс 16МН→стан «350/250».
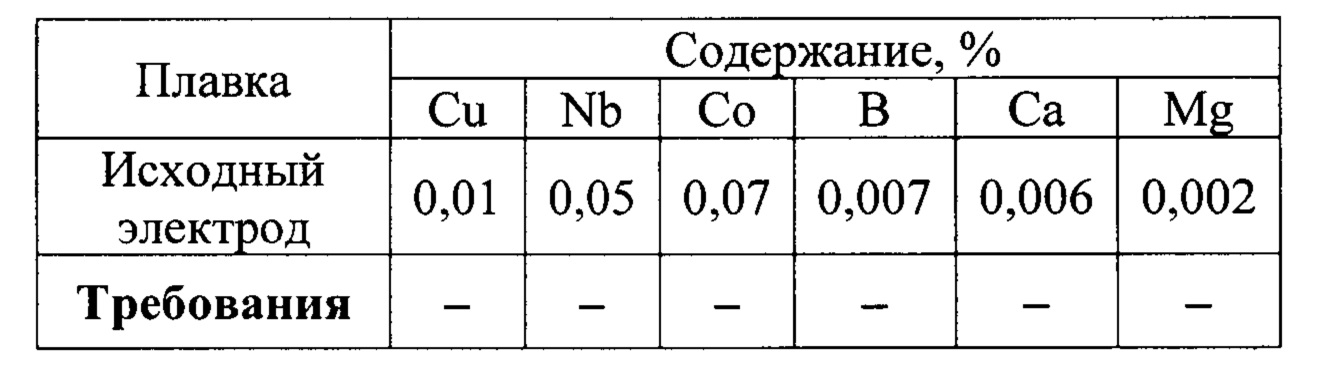
Выплавку металла сплава Х25Н45В30 произвели в 1,0 т вакуумной индукционной печи с использование в завалке лигатуры никель-вольфрам (30÷40% вольфрама, остальное никель) и кондиционных технологических отходов возврата собственного производства (30% от веса завалки). Металл разлили в горизонтальную изложницу через разливочный желоб с установленными в нем двумя перегородками, для отсечки шлака, и пенокерамическим фильтром. Длина полученного электрода (Фиг. 2) составила 1565 мм и масса 640 кг. Химический состав исходного электрода сплава Х25Н45В30, под дальнейший переплав, представлен в таблице 1. 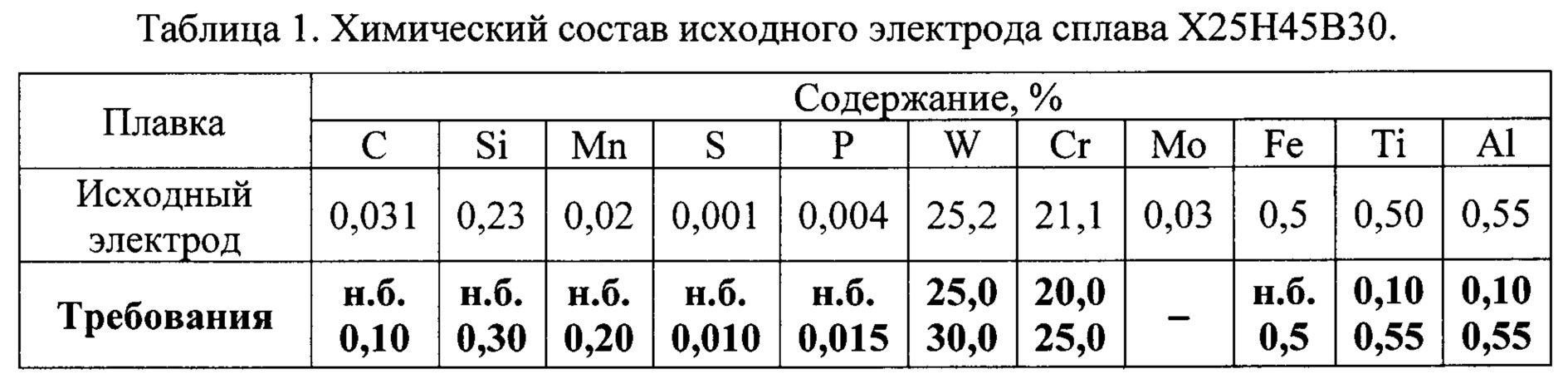
Продолжение таблицы 1.
Затем для последующего электроннолучевого переплава поверхность полученного электрода подвергли абразивной чистке на глубину 3÷5 мм и произвели технологическую обрезь.
Электроннолучевой переплав подготовленного электрода осуществили в медный кристаллизатор ∅250 мм на мощности 130÷140 кВт со скоростью 3,0÷3,4 мм/мин и величине вакуума на уровне (3,0÷5,0)×10-4 мм.рт.ст. После отключения печи охлаждение ЭЛ слитка произвели в термостате в течение 24 часов. Длина полученного ЭЛ слитка составила 1270 мм и масса 560 кг (Фиг. 3).
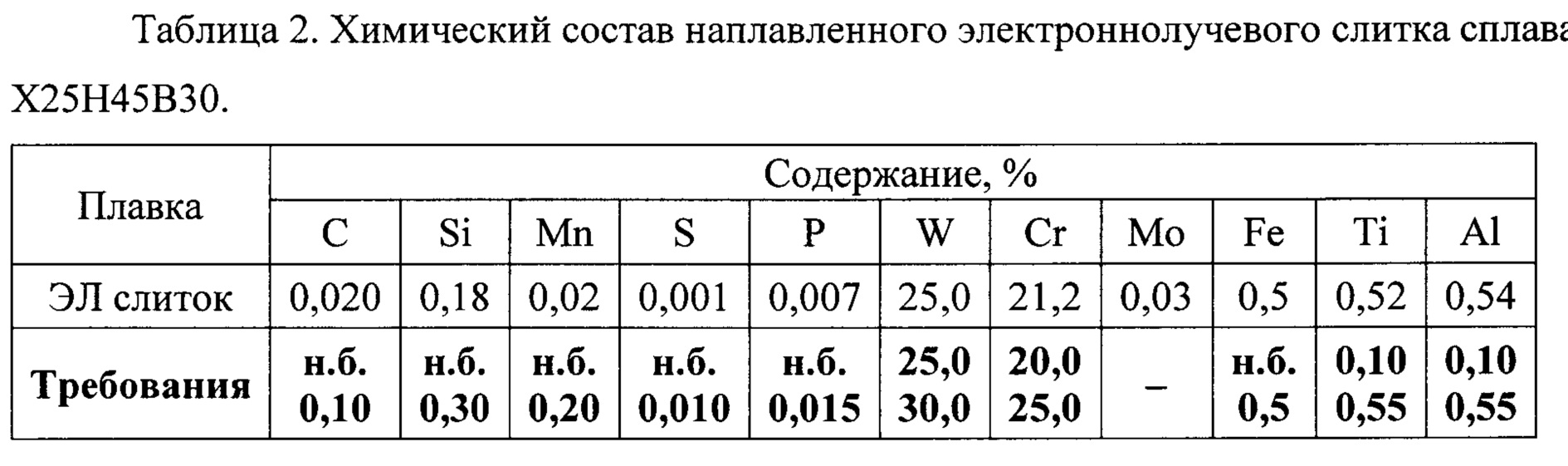
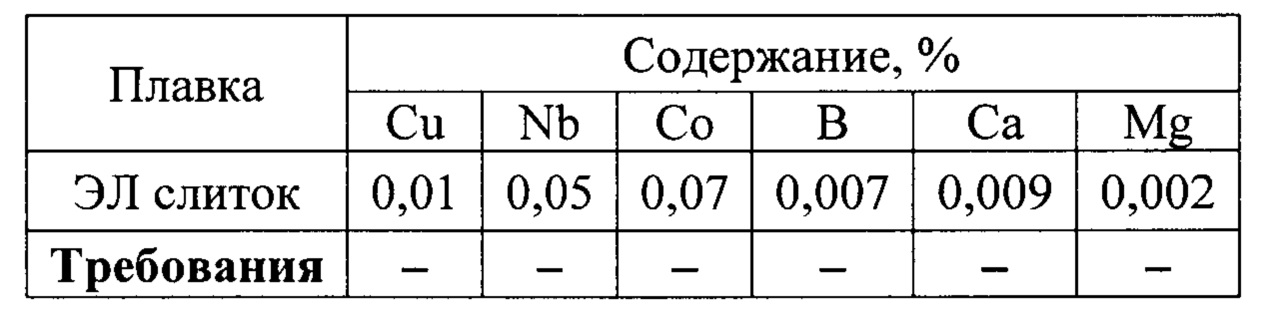
После охлаждения ЭЛ слитка в термостате его поверхность была подвергнута механической обработке для удаления поверхностного слоя на глубину 5÷7 мм. Диаметр обработанного слитка составил 235 мм. Далее ЭЛ слиток сдали для дальнейшей деформации на пресс 16МН. Химический состав наплавленного электроннолучевого слитка сплава Х25Н45В30 представлен в таблице 2.
 1
1
Продолжение таблицы 2.
Деформацию наплавленного электроннолучевого слитка произвели методом горячей экструзии на заготовку ∅95 мм (Фиг. 4). Нагрев осуществили в камерной печи. Температура нагрева 1180±20°С.Охлаждение откованного металла произвели на воздухе.
После охлаждения заготовки ∅95 мм были переданы на обработку поверхности, которую произвели шлифовкой выхаживанием вкруговую на станках ВСЗ-151. Нагрев металла перед деформацией и прокат его на стане «350/250» осуществили на сортовой размер ∅18 мм.
Контроль качества металла сплава Х25Н45В30 в ∅18 мм провели в соответствии с предъявляемыми требованиями в следующем объеме:
- макроструктура;
- механические свойства при комнатной температуре.
Макроструктура прутка ∅18 мм не имеет остатков усадочной раковины, подусадочной рыхлости, подкорковых пузырей, трещин, расслоений, корочек, инородных металлических и шлаковых включений, флокенов, видимых без применения увеличительных приборов.
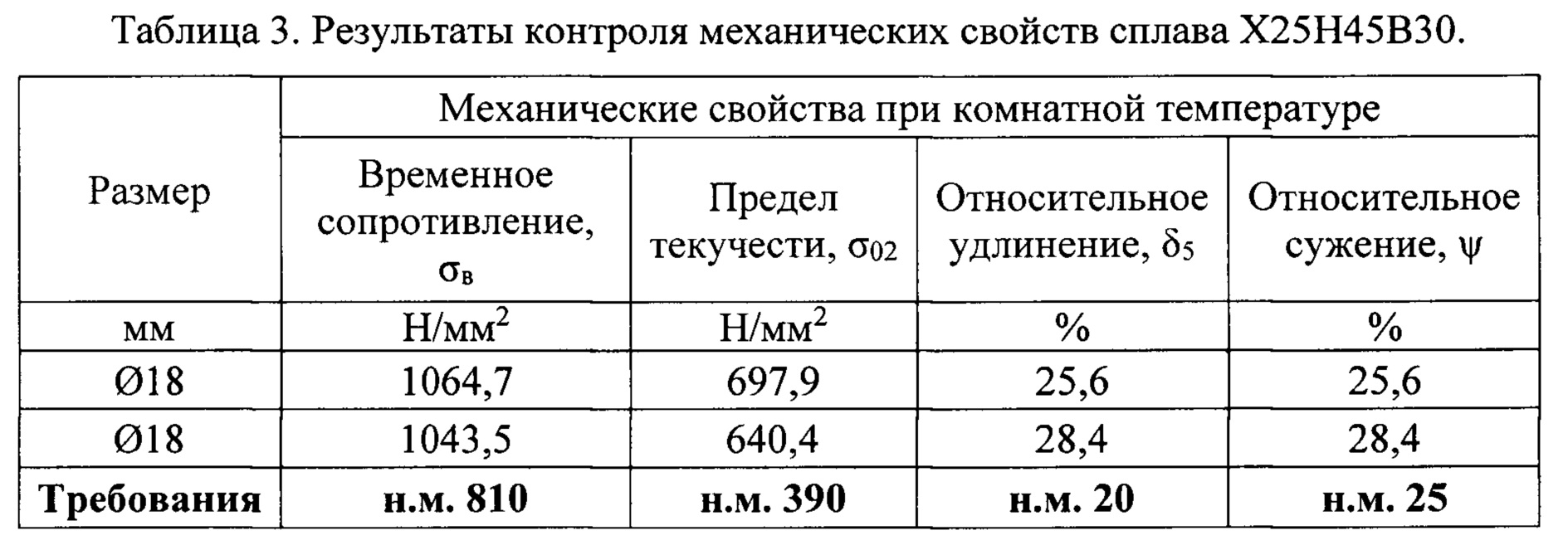
Результаты контроля механических свойств сплава Х25Н45В30 представлены в таблице 3.
Внешний вид обточенных прутков сплава Х25Н45В30 в ∅17 мм представлен на фиг. 5.
Заявленное техническое решение опробовано в производственных условиях на АО «Металлургический завод «Электросталь» с положительным результатом.
Способ получения высоколегированного жаропрочного сплава хн62бмктю на никелевой основе
Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе
Способ подготовки и устройство для подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ азотирования изделий из сварочных сталей
Способ получения слитков из сплавов на основе интерметаллида титана и алюминия
Способ получения прецизионного сплава 42хнм (эп630у) на никелевой основе
Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля
Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе
Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах
Способ получения высоколегированного жаропрочного сплава хн62бмктю на никелевой основе
Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе
Способ подготовки и устройство для подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ азотирования изделий из сварочных сталей
Способ получения слитков из сплавов на основе интерметаллида титана и алюминия
Способ получения прецизионного сплава 42хнм (эп630у) на никелевой основе
Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля
Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе
Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах

