Результат интеллектуальной деятельности: Способ изготовления литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Вид РИД
Изобретение
1. Область техники
Изобретение относится к области специальной металлургии, а именно к способу изготовления литых прутковых заготовок диаметром 20÷50 мм и длиной 150÷250 мм из жаропрочных сплавов на никелевой основе. Способ изготовления литых прутковых заготовок включает изготовление литейной оснастки путем заливки жидкоподвижной самотвердеющей смеси (ЖСС) в опоку, в которую предварительно устанавливают сборочную модельную оснастку, ее сушки, удалении сборочной модельной оснастки, покрытии ЖСС антипригарной краской, установки теплоизоляционной крышки, и заливки литейной оснастки металлом, при этом сушку смеси производят при температуре 200-300°С не менее 7 часов, и разливку металла осуществляют через сталеразливочный желоб в вакууме сифонным способом, наполняя одновременно тела нескольких отливок с единой для всех прибыльной частью.
2. Предшествующий уровень техники
Известен «Способ получения отливок и устройство для его реализации» (Патент RU №2371278, (В22С 9/04), 2007), включающий изготовление керамической оболочки с рабочей полостью отливки, заливочной воронкой, прибылью и элементами литниково-питающей системы, облицовывание отдельных участков оболочки теплоизоляционным огнеупорным материалом, формовку оболочки холодным сыпучим наполнителем в опоке, подогрев заформованной оболочки в вакууме, извлечение опоки с отливкой на воздух. К недостаткам способа можно отнести высокие трудозатраты.
Известен «Способ изготовления литейных стержней и форм на жидкостекольном связующем» (Патент RU №2280529, (В22С 9/00, В22С 1/16), 2004), включающий перемешивание ингредиентов смеси, ее уплотнение в оснастке и продувку углекислым газом. Недостаток - не обеспечивается оптимальность процесса для объектов на никелевой основе.
Известно также, принятое авторами в качестве наиболее близкого аналога, «Способ изготовления отливок из черных и цветных металлов» (Патент RU №2048955, (В22С 9/04), 1992). Способ изготовления отливок включает изготовление формы путем заливки жидкоподвижной самотвердеющей смеси (ЖСС) в технологическую оснастку, в которую предварительно устанавливают модель, ее удаление, прокалку формы, заливку формы металлом и затвердевание, при этом прокалку формы производят при температуре не выше 572°С, а заливают расплав металла под давлением методом выжимания с кристаллизацией под давлением.
Недостатком известного способа является невозможность применения для жаропрочных сплавов на никелевой основе, а также сложность и высокая стоимость технологической оснастки.
3. Сущность изобретения
3.1. Постановка технической задачи
Задачей изобретения является создание такой конструкции, которая обеспечила бы изготовление литейной прутковой заготовки диаметром 20w50 мм требуемого качества и мерной длиной 150÷250 мм из жаропрочных сплавов на никелевой основе.
Результат решения технической задачи
Задача реализуется путем выплавки и разливки жаропрочных сплавов в специально подготовленную литейную оснастку с последующей механической обработкой заготовок.
Сущность изобретения состоит в том, что в подготовленную литейную оснастку, включающую теплоизоляционную крышку, с отверстиями для размещения шамотной воронки (стакана) и контроля уровня металла, форму для заливки расплава, стальное основание, формообразующий элемент выполнен из жидкой самотвердеющей смеси подверженной сушке при температуре 200-300°С не менее 7 часов и покрытой антипригарной краской, осуществляют разливку металла через сталеразливочный желоб в вакууме сифонным способом, наполняя одновременно тела нескольких отливок с единой для всех прибыльной частью.
3.2. Отличительные признаки
В отличии от известного технического решения подготовки литейной оснастки для выплавки литейной прутковой заготовки включающего изготовление формы путем заливки жидкоподвижной самотвердеющей смеси (ЖСС) в технологическую оснастку, в которую предварительно устанавливают модель, ее удаление, прокалку формы, заливку формы металлом и затвердевание, в предложенном техническом решении на стадии формирования формы для заливки расплава, после сушки ЖСС, осуществляют покрытие всей поверхности спеченой смеси антипригарной краской, которая обеспечивает исключение пористости поверхностного слоя материала, и разливку металла проводят через сталеразливочный желоб в вакууме сифонным способом, наполняя одновременно тела нескольких отливок с единой для всех прибыльной частью.
Заполнение опоки жидкоподвижной самотвердеющей смесью прекращается за 40 мм до верхнего края, затем производится ее уплотнение штыкованием, для того чтобы удалить воздух, и после ее отвердевания осуществляется сушка в специальной сушильной печи до полного высыхания.
Сушку жидкой самотвердеющей смеси проводят при температуре 200-300°С не менее 7 часов.
Кроме того, поверхность полученных выплавки и разливки жаропрочных сплавов литейных прутковых заготовок подвергают механической обработке.
3.3. Перечень фигур чертежей
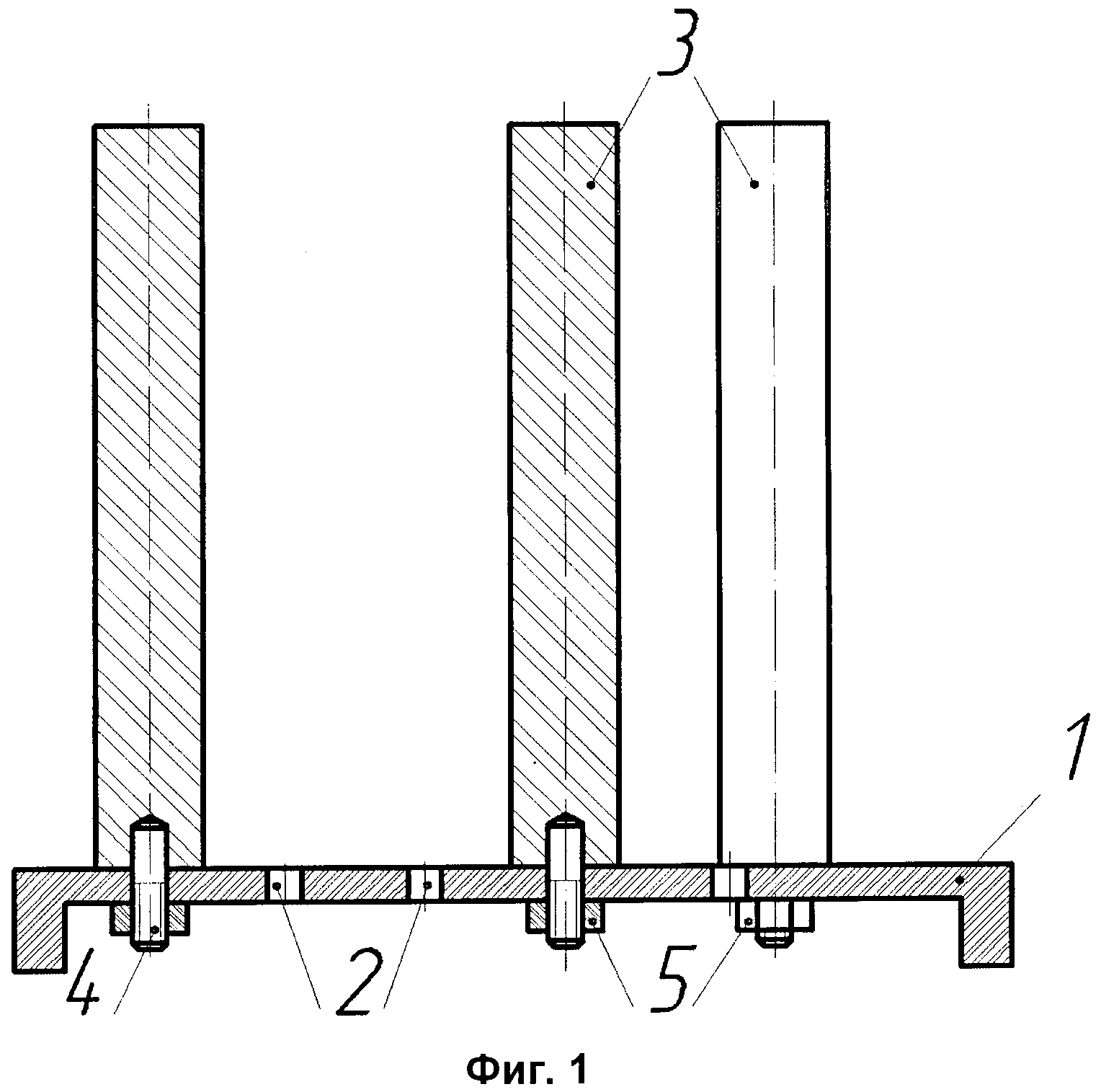
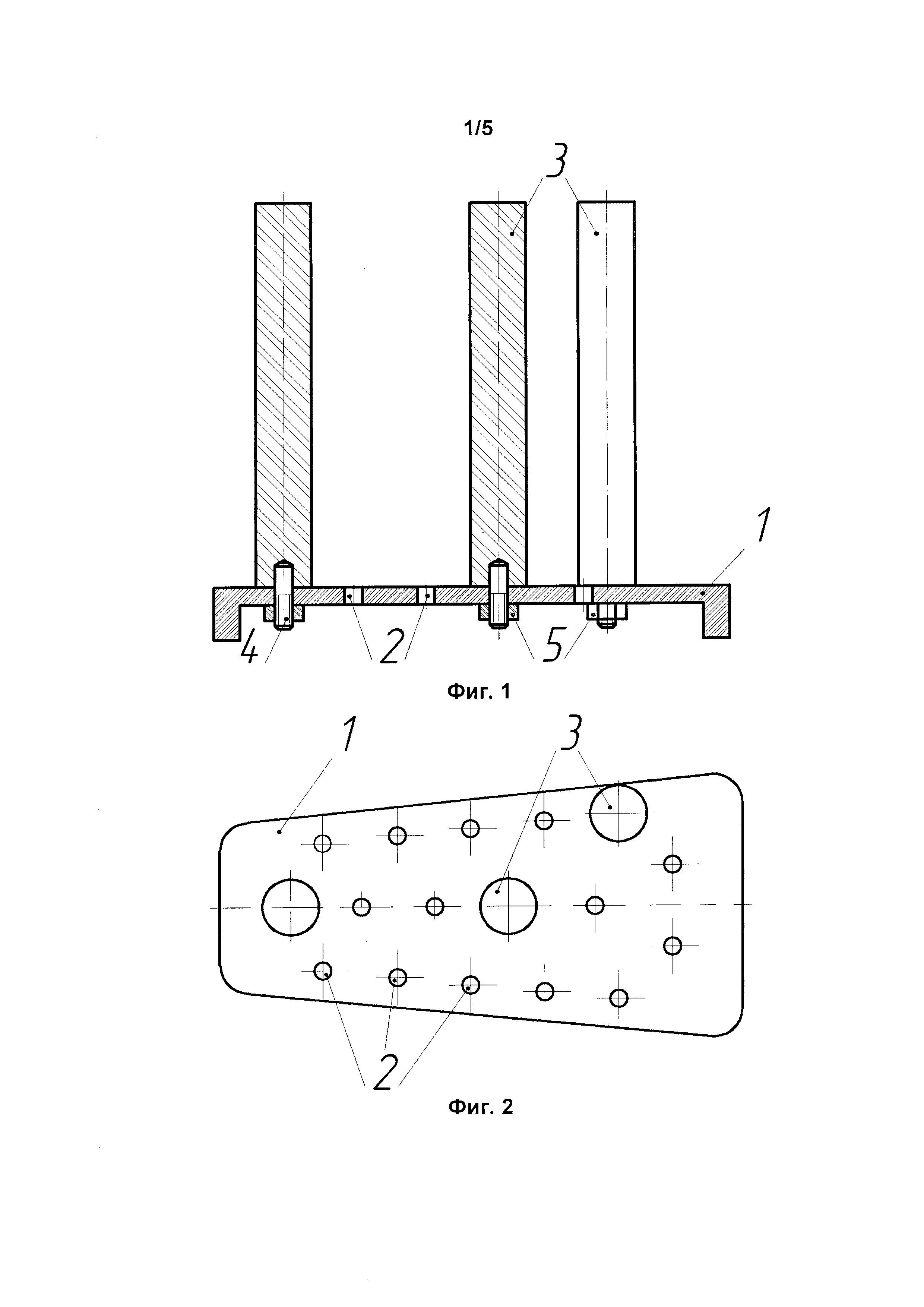
На фиг. 1 представлена сборочная модельная оснастка для изготовления литейной формы, где 1. - Стальное основание трапецеидальной формы; 2. - Отверстия, для крепления стержней, 3. - Стержень, для изготовления литейной формы прутковой заготовки; 4. - Шпилька с метрической резьбой М10; 5. - Гайка.
На фиг. 2 представлен вид сверху сборочной модельной оснастки для изготовления литейной формы.
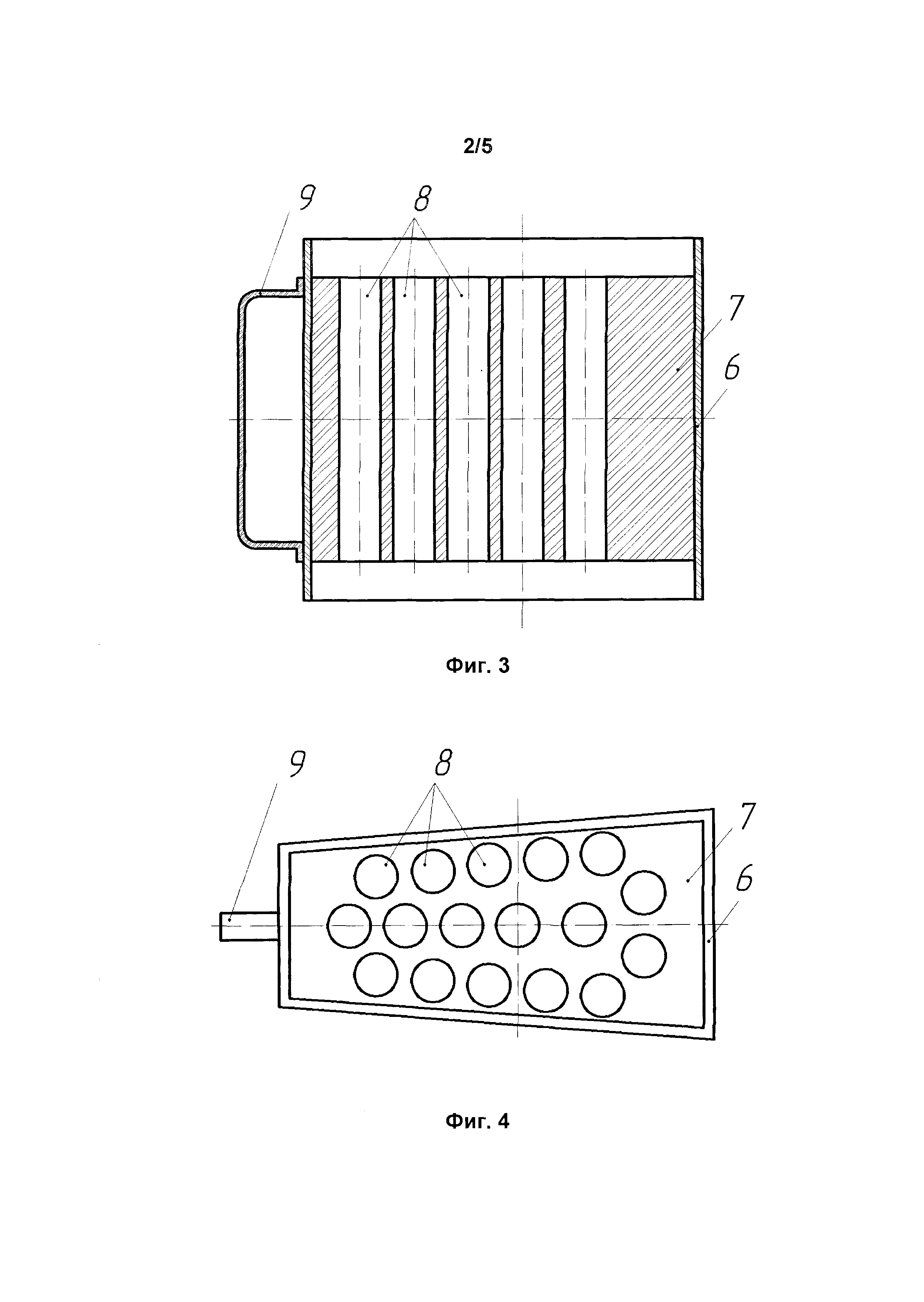
На фиг.3 представлен внешний вид формы для заливки расплава, где 6. - Стальной короб без крышки и дна трапецеидальной формы (опока), 7 - Жидкая самотвердеющая смесь (ЖСС), 8 - Формовочные отверстия, для получения литейной прутковой заготовки, 9 - Стальная ручка, для удобства транспортировки литейной оснастки.
На фиг. 4 представлен вид сверху формы для заливки расплава.
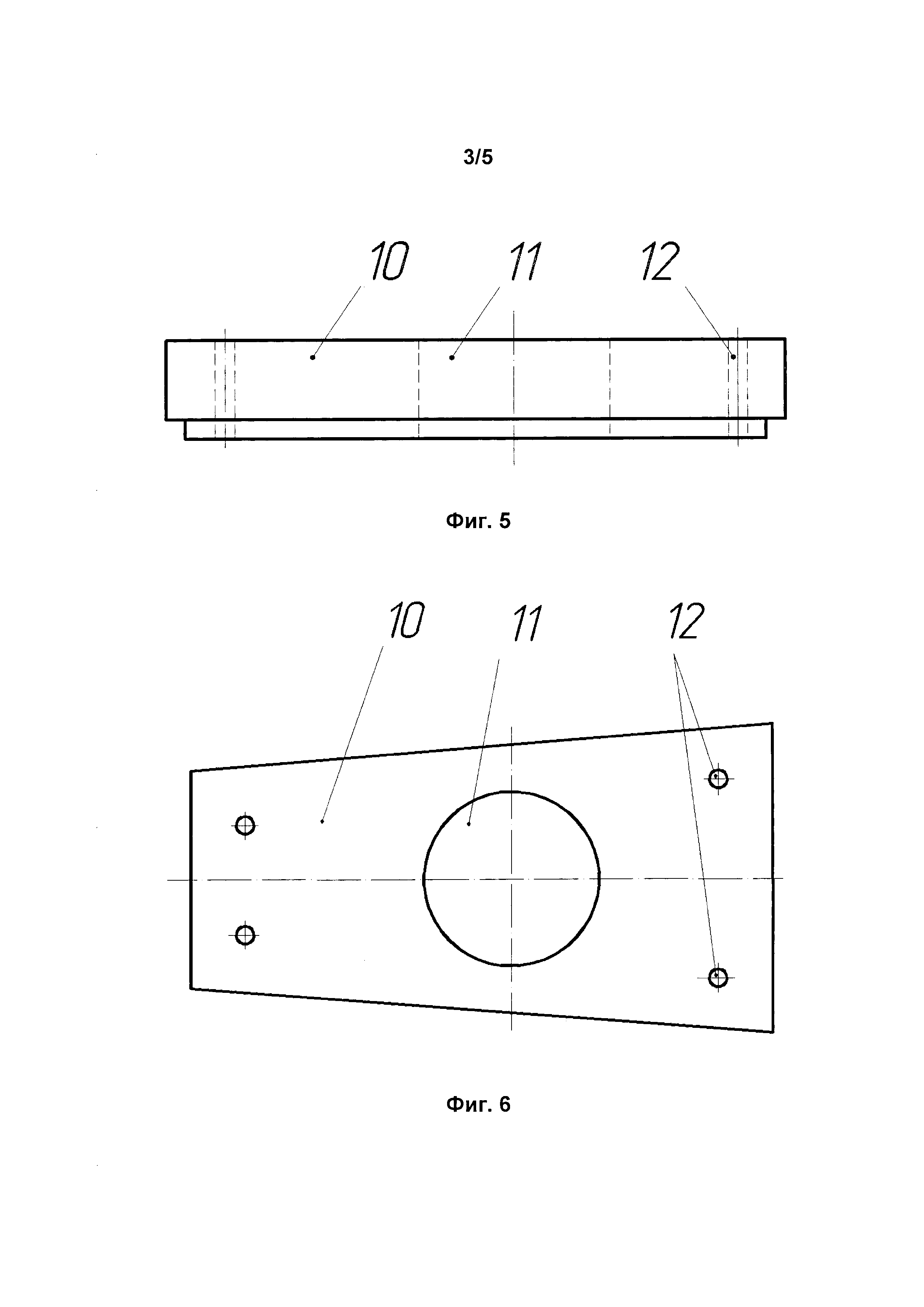
На фиг. 5 представлен внешний вид теплоизоляционной, трапецеидальной формы, крышки (10) для литейной оснастки, где 11 - Отверстие, предназначенное под установку шамотной воронки (стакана); 12 - Отверстия предназначены под выпар отходящих газов и служащие индикатором уровня заполнения литейной оснастки жидким металлом.
На фиг. 6 представлен вид сверху теплоизоляционной, трапецеидальной формы, крышки для литейной оснастки.
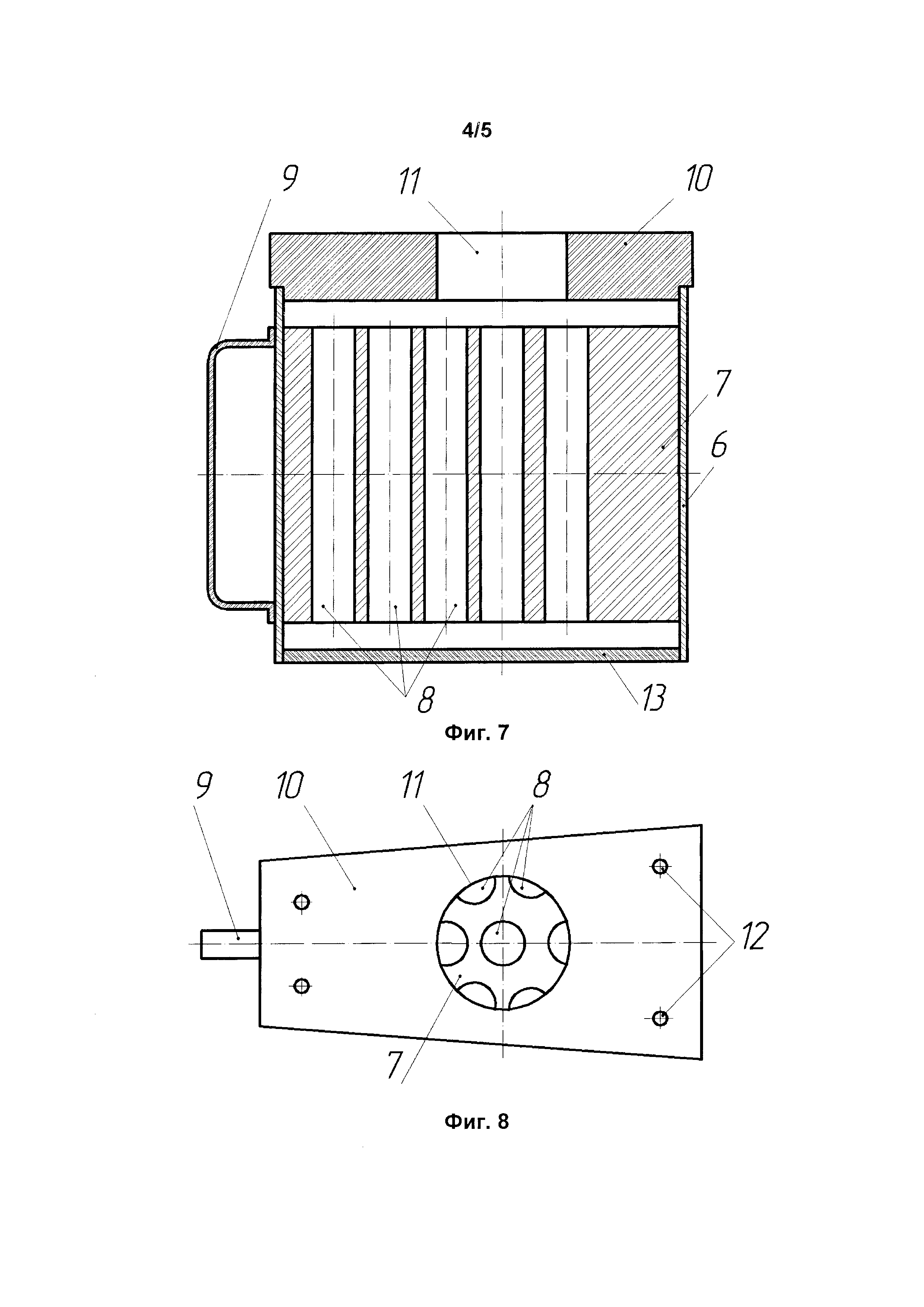
На фиг. 7 представлен внешний вид подготовленной литейной оснастки, где 13 -Стальное основание.
На фиг. 8 представлен вид сверху подготовленной литейной оснастки.
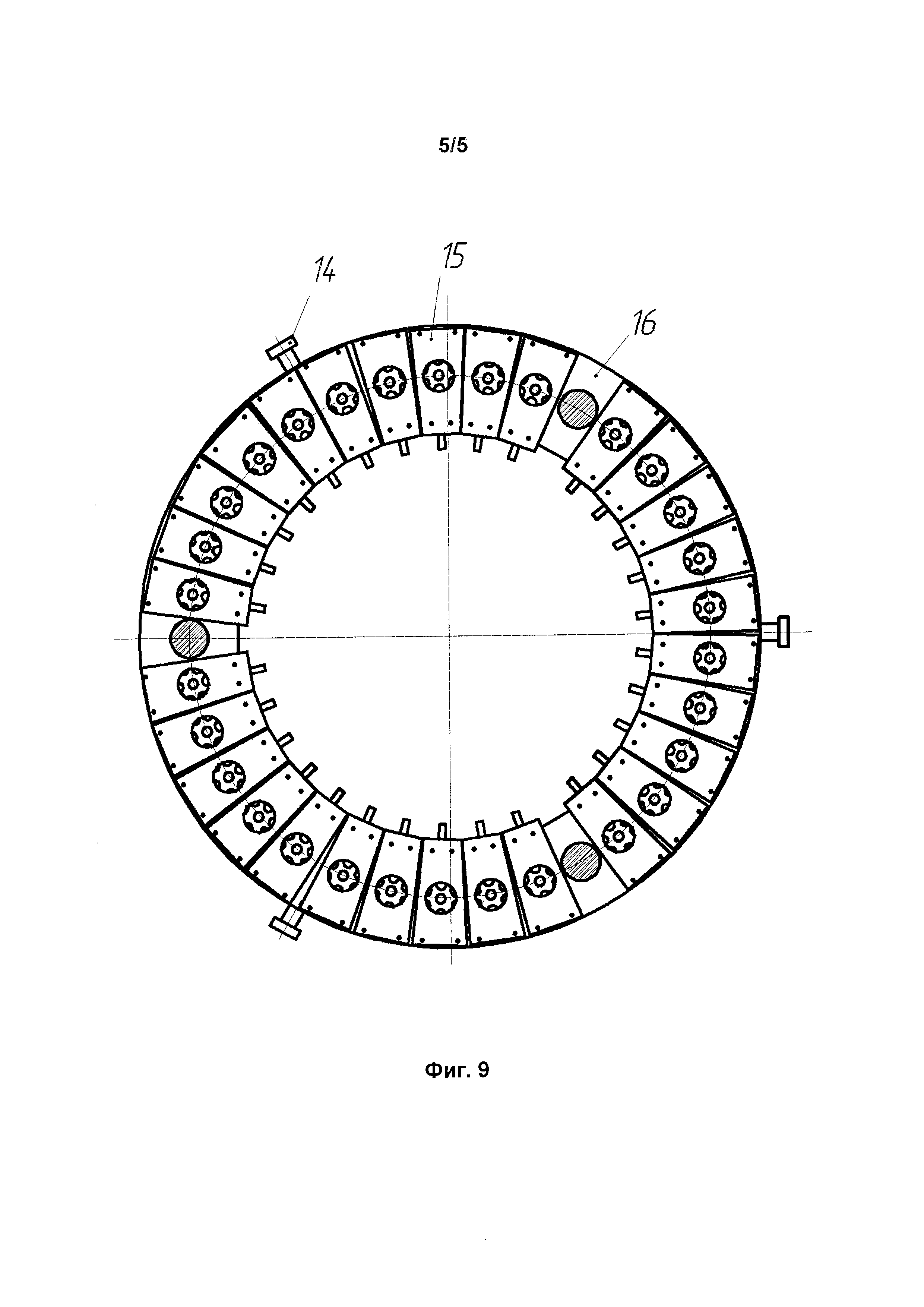
На фиг. 9 представлено схематическое изображение собранного разливочного стола (вид сверху), где 14 - Цапфа, для удобства транспортировки разливочной платформы; 15 - Подготовленная литейная оснастка; 16 - Конструкционный элемент разливочного стола.
4. Описание изобретения
В заявленном техническом решении на стадии подготовки литейной оснастки осуществляется сборка модельной оснастки для изготовления литейной формы электродов необходимого диаметра (20÷50 мм) и длиной 150÷250 мм.
На плоское, стальное основание трапецеидальной формы (1), с имеющимися отверстиями (2), для крепления стержней, устанавливаются стержни (3), такого диаметра, как и требуемая заготовка, имеющие на одном из торцов шпильку (4) с метрической резьбой М10. Крепление стержней к стальному основанию осуществляется с помощью гайки (5), накручивающейся на шпильку.
Собранная модель оснастки для изготовления литейной формы полностью накрывается стальным, трапецеидальной формы коробом без крышки и дна (опока) (6), таким образом, что стальное основание (1) выполняет функцию нижнего литника при заполнении литейной оснастки (15) металлом. Затем проводится заполнение жидкой самотвердеющей смесью (ЖСС) (7). Заполнение литейной формы жидкой смесью прекращается за 40 мм до верхнего края, уплотняется штыкованием, для того чтобы удалить воздух, и после ее отвердевания осуществляется сушка в специальной сушильной печи до полного высыхания по режиму:
- подъем температуры до 200÷300°С в течение 2,5÷3 ч;
- выдержка при достигнутой температуре 2,5÷3 ч;
- охлаждение с печью - 2÷3 ч;
- общее время сушки не менее 7 ч.
После проведения сушки осуществляется извлечение модельной оснастки и производится покрытие всей поверхности спеченной смеси антипригарной краской для исключения пористости поверхностного слоя смеси.
Подготовленная форма для заливки расплава устанавливается на стальное основание (13), в нижней части образуется полость, которая при разливке металла выполняет роль нижнего литника и служит центровой для сифонного заполнения литейной оснастки, а сверху в нее вставляется теплоизоляционная крышка (10). Крышка выполнена из теплоизоляционного материала (например, теплоизоляционная плита типа KAOWOOL BOARD), по форме повторяющей трапецеидальный контур формы для заливки расплава, при чем ее нижняя часть вставляется в корпус формы на расстояние равное  высоте крышки, для образования с поверхностью спеченной смеси зазора. Образованный зазор при разливке металла служит верхним литником, который является прибыльной частью для всех наполняемых отливок.
высоте крышки, для образования с поверхностью спеченной смеси зазора. Образованный зазор при разливке металла служит верхним литником, который является прибыльной частью для всех наполняемых отливок.
В теплоизоляционной крышке выполнено пять сквозных отверстий (при необходимости, количество отверстий может быть изменено). Одно отверстие (11) предназначено под установку шамотной воронки (стакана), которая служит для приема металла и направления струи при разливке. Четыре других (12), выполненных по углам, предназначены под выпар отходящих газов и служат индикатором уровня заполнения литейной оснастки (15) жидким металлом.
Для проведения процесса разливки литых прутковых заготовок из жаропрочного сплава на никелевой основе производят сборку разливочного стола, выставляя литейные оснастки (15) так, чтобы они касались друг с друга боковой поверхностью образуя круг. Разливочный стол выполнен барабанного типа, что позволяет заполнять металлом каждую литейную оснастку поочередно. Заполнение литейной оснастки происходит методом сифонной разливки через установленную шамотную воронку (стакан), которая совпадает с осью стаканчика разливочного желоба.
Разливка осуществляется сифонным способом наполняя одновременно тела нескольких отливок с единой для всех прибыльной частью. Единая прибыль гарантирует 100% заполняемость всех отливок, в том числе при неполадках в нижней сифонной проводке.
Выплавка и разливка литых прутковых заготовок из жаропрочных сплавов на никелевой основе осуществляется в вакуумной индукционной печи емкостью 1,0 т.
После проведения разливки и окончательного затвердевания металла литейную оснастку разбирают, удаляют верхний и нижний литники, и полученную заготовку диаметром 20÷50 мм подвергают механической обработке.
Применение заявленного технического решения обеспечивает получение литейной прутковой заготовки диаметром 20÷50 мм требуемого качества и мерной длиной 150÷250 мм.
5. Пример конкретного выполнения
С целью получения литейной прутковой заготовки диаметром 32 мм и мерной длиной 185÷190 мм из жаропрочного сплава на никелевой основе, была проведена выплавка и разливка в вакуумной индукционной печи емкостью 1,0 т с использованием специально подготовленных литейных оснасток.
Для этого, в сталеплавильном цехе была произведена сборка и сушка 30 литейных оснасток по 17 стержневых заготовок в каждой. Для проведения процесса разливки литых прутковых заготовок собранные и подготовленные литейные оснастки установили на разливочный стол так, чтобы они касались друг с друга боковой поверхностью образуя круг. Разливочный стол выполнен барабанного типа, что позволяет поочередно заполнять металлом каждую литейную оснастку.
В вакуумной индукционной печи произвели выплавку жаропрочного сплава на никелевой основе и последующую разливку в литейную оснастку. После окончательного затвердевания металла литейную оснастку разобрали, удалили верхний и нижний литники, затем полученные 510 заготовок длинной 188 мм подвергли механической обработке.
При выплавке и разливке литых прутковых заготовок из жаропрочного сплава на никелевой основе замечаний не было. Качество поверхности и мерная длина заготовок удовлетворяет предъявляемым требованиям.
Таки образом, применение заявленного технического решения обеспечивает получение литейной прутковой заготовки диаметром 20÷50 мм требуемого качества и мерной длиной 150÷250 мм.
Способ получения высоколегированного жаропрочного сплава хн62бмктю на никелевой основе
Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе
Способ подготовки и устройство для подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ азотирования изделий из сварочных сталей
Способ получения слитков из сплавов на основе интерметаллида титана и алюминия
Способ получения прецизионного сплава 42хнм (эп630у) на никелевой основе
Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля
Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе
Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах
Способ получения полуфабрикатов из жаропрочного сплава х25н45в30
Способ получения стабильной дисперсии геля поливинилового спирта в виде порошка
Способ получения высоколегированного жаропрочного сплава хн62бмктю на никелевой основе
Способ восстановления и активации некондиционных отходов для сплавов на никелевой основе
Способ подготовки и устройство для подготовки оснастки для выплавки литых прутковых заготовок из жаропрочных сплавов на никелевой основе
Способ азотирования изделий из сварочных сталей
Способ получения слитков из сплавов на основе интерметаллида титана и алюминия
Способ получения прецизионного сплава 42хнм (эп630у) на никелевой основе
Способ вакуумного дугового переплава аустенитных сталей с использованием знакопеременного магнитного поля
Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе
Способ получения высоколегированных жаропрочных сплавов на никелевой основе с содержанием титана и алюминия в узких пределах

