Результат интеллектуальной деятельности: Способ получения защитных антикоррозионных покрытий на сплавах алюминия со сварными швами
Вид РИД
Изобретение
Изобретение относится к способам получения защитных антикоррозионных покрытий на изделиях, конструкциях и сооружениях со сварными соединениями, выполненных из сплавов алюминия, преимущественно конструкционных, которые предназначены для эксплуатации в неблагоприятных условиях под воздействием агрессивных сред: при высокой влажности, например, в атмосфере морского тумана, в коррозионно-активных водных растворах.
Конструкционные сплавы на основе алюминия, благодаря высокой удельной прочности, хорошим механическим свойствам, в частности, высоким значениям ударной вязкости при низких температурах широко применяются в машиностроении, авиа- и судостроении, строительстве, при изготовлении пищевого оборудования и в других областях, причем объемы их потребления все время растут.
На воздухе алюминий быстро покрывается оксидной пленкой Al2O3. Например, при сварке технического алюминия на поверхности деталей после химической обработки мгновенно образуется оксидное покрытие толщиной около 1⋅10-7 м, имеющее предел прочности 20 МПа и плотность 4⋅103 кг/м3. В благоприятных, мягких условиях эксплуатации оксидная пленка Al2O3 предотвращает дальнейшее окисление основного металла и служит гарантией отсутствия коррозии.
Однако при использовании сварочных технологий, которые находят широкое применение при изготовлении и ремонте изделий и сооружений из алюминиевых сплавов, необходимо учитывать способность оксидной пленки адсорбировать и удерживать влагу вплоть до температуры плавления металла, что приводит к увеличению пористости сварного шва и ухудшению его прочности под воздействием выделяющегося водорода. Кроме того, на механические свойства сварного шва отрицательно влияет наличие в нем дефектов и разрыхляющих естественную оксидную пленку неметаллических включений и соединений. Коррозионная стойкость в сварных швах снижена из-за неравномерного распределения при сварке легирующих элементов, которое приводит к возникновению гальванических пар при эксплуатации изделия/конструкции со сварным швом в кислых или щелочных средах, а также из-за образования на границах зерен металла различных фаз, что увеличивает вероятность возникновения межкристаллитной коррозии. Возникающая в сварных швах коррозия имеет свойство неконтролируемо распространяться на весь обрабатываемый сплав, ухудшая коррозионную ситуацию, что отрицательно влияет на защитные и прочностные свойства наносимых покрытий. Для скорости ее распространения существенное значение имеет наличие равнопрочности зоны термического влияния (зоны сварного шва и околошовной) с основным металлом. Равнопрочность определяется отсутствием внутренних и внешних дефектов, а также структурой и свойствами металла упомянутой зоны термического влияния. При этом также необходимо принимать во внимание значение коэффициента коррозионной совместимости (отношения скорости коррозии анодного участка, с которого ионы переходят в раствор электролита, к скорости коррозии основного металла). Это значение не должно превышать установленного предела.
Известен способ получения на сплавах алюминия супергидрофобных покрытий с высокими защитными свойствами, обеспечивающих эффективное снижение скорости коррозионных процессов при эксплуатации изделий/конструкций из сплавов алюминия в атмосфере с высокой влажностью и/или содержащей агрессивные ионы (RU 2567776, опубл. 2015.11.10). Способ включает оксидирование изделия с предварительно очищенной поверхностью в электролите, содержащем, г/л: тартрата калия C4H4O6K2⋅Н2О 15-25 и NaF фторид натрия 1,0-2,0, в режиме плазменных микроразрядов в гальваностатических условиях при плотности монополярного тока 0,5-1,0 А/см2 с последующей обработкой нанесенного покрытия в атмосфере озона с одновременным ультрафиолетовым облучением в течение 20-70 мин. На обработанной таким образом поверхности формируют супергидрофобное покрытие, осаждая дисперсию наночастиц диоксида кремния и фторсилоксанового гидрофобного агента в безводном декане. При наличии сварных швов на обрабатываемом изделии/сооружении из сплава алюминия необходимо учитывать, что поведение материала шва зависит также от марки свариваемого сплава. Например, к сварным соединениям, обладающим высокой коррозионной стойкостью, относят сплавы алюминия с марганцем АМц, с магнием АМг2, АМг3, промышленный алюминий марок АД и АД1. По коррозионным свойствами поведению данные соединения близки к основному металлу, чего нельзя сказать о сплавах, содержащих медь. В общем случае (отсутствие равнопрочности материала сварного шва основному металлу или сплаву) материал сварных швов и основной сплав в большей или меньшей степени различным образом реагируют на проводимую обработку, причем это различие усиливается с увеличением толщины формируемого на основном сплаве антикоррозионного покрытия и ростом его защитных свойств. В итоге известный способ не позволяет при нанесении защитного антикоррозионного покрытия одновременно полностью на всю поверхность сплава со сварным швом, включая поверхность шва, обеспечить надежную антикоррозионную защиту упомянутой поверхности и долговечность наносимого покрытия. Длительная (больше 1 часа) обработка УФ-излучением, вдобавок в атмосфере озона, неоправданно увеличивает энергоемкость способа.
Известен описанный И.С. Пономаревым способ антикоррозионной обработки поверхности сварных швов на деталях из алюминиевых сплавов методом микроплазменного оксидирования (Повышение механических и специальных свойств сварных швов алюминиевых сплавов методом микроплазменного оксидирования. Автореферат диссертации на соискание ученой степени кандидата технических наук. Екатеринбург, 2016). В оптимальном варианте осуществления известного способа микроплазменное оксидирование проводят в анодном режиме при плотности тока 20-30 А/дм2 и частоте импульсов прямоугольной формы 700-950 Гц, при этом автор утверждает, что увеличение частоты импульсов тока до 4000-5000 Гц позволит получить покрытие толщиной 100 мкм в течение 15-20 мин. Микроплазменное оксидирование проводят либо локально с помощью специального устройства подачи электролита непосредственно на обрабатываемый сварной шов, либо с полным погружением детали со сварным швом в электролит, предварительно закрыв участки, не требующие обработки, диэлектрическим материалом, не допускающим попадание электролита на поверхность. Таким образом, в известном способе нанесение защитного покрытия на область сварного шва осуществляется отдельно в особых условиях, требует специального оборудования, а для полной обработки всей поверхности изделия фактически требуется применение, по крайней мере, двух различных способов с разным аппаратурным оформлением. Это увеличивает трудозатраты и расходы на обработку, при этом создает технологические сложности, которые способны привести к ухудшению защитных свойств получаемых покрытий.
Известен способ получения на поверхности легких металлов, в частности, алюминия и его сплавов, супергидрофобных покрытий с краевым углом от 153 до 170°, обладающих высокой коррозионной стойкостью и износостойкостью (CN 101324945, опубл. 2009.05.06). Согласно известному способу, на поверхности металла путем анодирования формируют пористую оксидную пленку, которую подвергают обработке низкотемпературной плазмой, затем путем химического модифицирования формируют супергидрофобную поверхность. Хотя способ представлен как простой, не требующий сложного и дорогостоящего оборудования, фактически он является достаточно сложным, многоступенчатым, причем каждый его этап требует специального оборудования. Кроме того, под длительным воздействием высокой температуры в ходе анодирования структура сварных швов претерпевает изменения, вследствие чего снижается их коррозионная стойкость, при этом ухудшаются условия равнопрочности материала сварного соединения с основным сплавом и возникают условия снижения коррозионной стойкости наносимого покрытия, качество которого ухудшается при увеличении его толщины. Проблема заключается в том, что толщину покрытия увеличивают в стремлении обеспечить эффективную защиту, но чем больше толщина покрытия, тем значительнее отличаются коррозионные процессы в сварном шве от этих процессов в основном сплаве, выступая в роли активаторов последних.
Наиболее близким к заявляемому является способ получения защитных покрытий на вентильных металлах и их сплавах (RU 2534123, опубл. 2014.11.27), согласно которому проводят электрохимическую обработку поверхности металла при эффективной плотности тока 0,5-1,0 А/дм2 и напряжении, обеспечивающем протекание плазменных микроразрядов на границе раздела электрод-электролит, в электролите, содержащем растворимый тартрат, фосфат либо силикат и дополнительно, преимущественно при нанесении покрытий на сплавы алюминия, фторид натрия, при рН 9,0-10,5 с последующим нанесением слоя ультрадисперсного политетрафторэтилена (УПТФЭ) из его суспензии в изопропаноле с добавлением смачивателя ОП-10 при следующем содержании компонентов, г/л:
|
Слой УПТФЭ наносят многократным (до 4-5 раз) кратковременным (10-15 секунд) погружением образца в подготовленную суспензию, при этом после каждого погружения его выдерживают на воздухе до полного испарения изопропанола (изопропилового спирта) с поверхности. Нанесенное покрытие закрепляют путем термообработки при 310-380°С в течение 3-5 мин.
В общем случае защитные покрытия, полученные известным способом, обнаруживают достаточно низкую скорость коррозии. Однако при наличии сварного шва, который в процессе нанесения ПЭО-покрытия при продолжительном воздействии высокой температуры подвергается изменениям структуры, ухудшающим коррозионную стойкость материала шва и снижающим его прочность, ухудшается равнопрочность материала шва с основным сплавом. Ускорившиеся коррозионные процессы в материале шва активируют электрохимическую коррозию основного сплава. Возникший дисбаланс, который усугубляется с увеличением толщины покрытия, и активация коррозионных процессов в основном сплаве препятствуют получению защитных покрытий высокого качества одновременно на всей поверхности обрабатываемого сплава, включая сварной шов.
Задача изобретения заключается в создании эффективного способа получения защитных антикоррозионных покрытий высокого качества на сплавах алюминия со сварными швами одновременно полностью на всей поверхности, включая упомянутые швы.
Техническим результатом способа является повышение антикоррозионных свойств и долговечности защитных покрытий на сплавах алюминия со сварными швами, получаемых одновременно для всей поверхности, включая поверхность упомянутых швов, за счет устранения либо минимизации факторов, вызывающих изменение структуры сварного шва и его равнопрочности материалу основного сплава, при одновременном снижении расходов и энергозатрат на осуществление способа.
Указанный технический результат достигают способом получения защитных антикоррозионных покрытий на сплавах алюминия со сварными швами, согласно которому проводят электрохимическую обработку поверхности сплава при напряжении, обеспечивающем протекание плазменных микроразрядов на границе раздела электрод-электролит, в электролите, содержащем тартрат калия C4H4K2O6⋅0,5H2O и фторид натрия NaF, с последующим нанесением на обработанную поверхность слоя ультрадисперсного политетрафторэтилена (УПТФЭ) из его суспензии в изопропаноле и термообработкой полученного композитного покрытия, в котором, в отличие от известного, электрохимическую обработку ведут в гальваностатическом режиме при плотности тока 0,3-0,6 А/см2 в течение 1-3 мин в электролите, содержащем, г/л: тартрат калия C4H4K2O6⋅0,5H2O 10-15, фторид натрия NaF 0,5-1,0, при этом нанесение слоя УПТФЭ осуществляют путем однократного погружения на 10-20 секунд в дисперсию, содержащую 160,0-200,0 г/л УПТФЭ в изопропаноле с добавкой 6,0-8,0 г/л неионогенного ПАВ с функцией смачивателя.
В преимущественном варианте осуществления способа термообработку сформированного композитного покрытия проводят в течение 10-15 мин при температуре 300-310°С.
При осуществлении предлагаемого способа проводят плазменно-электролитическое оксидирование (ПЭО) одновременно всей поверхности изделия/конструкции из алюминиевого сплава со сварными швами, преимущественно с погружением в электролит. Процесс ведут в гальваностатическом режиме при анодной поляризации оксидируемой поверхности и частоте следования импульсов 300 Гц. Время оксидирования в таком режиме при плотности тока 0,3-0,6 А/см2 составляет 1-3 мин. Электролит оксидирования содержит, г/л: тартрат калия 10-15 и фторид натрия 0,5-1,0.
Экспериментально установлено, что при концентрационном равенстве именно калийная соль винной кислоты обеспечивает самую высокую электропроводность раствора. Благодаря наличию тартрата калия в составе электролита наблюдается увеличение длительности плазменных микроразрядов, что позволяет сообщить формируемому ПЭО-покрытию необходимое количество энергии (теплоты) без увеличения общей продолжительности процесса оксидирования, не подвергая обрабатываемый материал непродуктивному воздействию высокой температуры.
Выбранная концентрация тартрата калия (от 10 до 15 г/л), с одной стороны, обеспечивает высокую электропроводность электролита, что способствует интенсификации процесса оксидирования и позволяет в достаточной мере сократить время формирования ПЭО-покрытия, минимизируя нежелательное воздействие температурного фактора на нестабильный в отношении указанного воздействия материал сварного шва, с другой стороны, его концентрация в составе электролита должна обеспечить формирование ПЭО-покрытия достаточной толщины с необходимыми антикоррозионными свойствами, способного к образованию композита с полимерным слоем.
Концентрация фторида натрия в составе электролита (0,5-1,0 г/л) является оптимальной для формирования покрытия минимальной толщины без потери его качества и, вдобавок, позволяет избежать образования на поверхности сформированного покрытия рыхлого технологического налета фторида алюминия, AlF3, который появляется при увеличении концентрации NaF выше 1,5 г/л.
Экспериментально установлено, что используемый в предлагаемом способе тартратно-фторидный электролит не требует контроля и корректировки рН и не образует при оксидировании осадка, что увеличивает срок его службы, сокращает расходы. В экологическом плане используемые концентрации компонентов электролита, в частности, концентрация фторида натрия, являются безопасными.
Сформированное на поверхности сплава алюминия со сварным швом ПЭО-покрытие толщиной, не превышающей 10 мкм, представляет собой плотный внутренний слой, обладающий прочной адгезией к поверхности сплава, и высокопористый наружный слой, образуемый микротрубками.
Для повышения антикоррозионных и механических свойств сформированного в тартратно-фторидном электролите ПЭО-покрытия, которое само по себе обладает выраженными защитными свойствами, осуществляют его модификацию путем обработки в дисперсии ультрадисперсного политетрафторэтилена (УПТФЭ) торговой марки «Форум» с размером частиц 0,2-0,6 мкм в изопропаноле (изопропиловом спирте) с добавлением неионогенного поверхностно-активного вещества - смачивателя ОП-10, ОП-7 или ОП-4.
Обработку с помощью УПТФЭ проводят методом окунания (полного погружения). Время выдержки изделия из сплава алюминия с нанесенным ПЭО-покрытием в суспензии УПТФЭ составляет 10-20 секунд, причем для создания композитного покрытия с высокими антикоррозионными свойствами достаточно однократной обработки.
После нанесения полимера изделие со сформированным композитным покрытием подвергают температурной обработке путем нагревания до 300-310°C с выдержкой при достигнутой температуре в течение 10-15 мин и последующим охлаждением до 20-25°С.
Суммарная толщина сформированного предлагаемым способом композитного покрытия не превышает 15-16 мкм за счет того, что УПТФЭ заполняет поры ПЭО-покрытия, глубоко проникая внутрь. Фактически композиционное покрытие состоит из трех слоев: прилегающий к поверхности сплава тонкий беспористый ПЭО-слой, промежуточный пористый ПЭО-слой, заполненный ПТФЭ, и наружный гидрофобный полимерный слой ПТФЭ. Такая структура обеспечивает покрытию высокие защитные свойства.
Исследование коррозионного поведения полученных предлагаемым способом композиционных покрытий в коррозионно-активной среде с графическим отражением изменения во времени суммарного анодного и катодного токов, минимального и максимального значения рН, а также ΔpH (разницы между значением рН в анодных и катодных участках поверхности) свидетельствует о низкой коррозионной активности сварного шва, околошовной области, а также основного материала (сплава) с покрытием.
Коррозионное поведение полученных предлагаемым способом покрытий было изучено с помощью локальных электрохимических методов (Scanning Vibrating Electrode Technique (SVET), Scanning Ion Selective Electrode Technique (SIET) системы Applicable Electronics (США), которые обеспечивают мониторинг процесса коррозии на поверхности материала на микроуровне.
Коррозионное поведение полученных покрытий было также исследовано с помощью традиционных электрохимических методов: потенциодинамической поляризации и электрохимической импедансной спектроскопии, для чего была использована электрохимическая система 12558WB («Solartron Analytical», Англия), включающая электрохимический интерфейс SI 1287 и анализатор частотного отклика FRA 1255В, управляемые компьютером. Электрохимическое тестирование проводили в трехэлектродной ячейке Model K 0235 Flat (Princeton Applied Research, Oak Ridge, TN, USA) при комнатной температуре. Перед измерениями образцы выдерживали 120 мин в 0,5 М растворе NaCl для измерения потенциала свободной коррозии. Скорость развертки при потенциодинамической поляризации составляла 1 мВ/с.
Примеры конкретного осуществления способа
В качестве исследуемых образцов были использованы пластины из сплавов алюминия: 1579, АМг5, АМг6 размером 20 мм × 50 мм × 1 мм. Сварные швы были выполнены согласно ГОСТ 14806-80 с применением вольфрамового электрода в среде инертного газа.
Плазменно-электролитическое оксидирование проводили с использованием в качестве источника тока реверсивного тиристорного агрегата с частотой поляризующих импульсов 300 Гц при коэффициенте заполнения 100%. Температуру электролита поддерживали равной 15°С.
Пример 1
На образец из сплава алюминия 1579 со сварным швом наносили ПЭО-покрытие из электролита, содержащего 10 г/л тартрата калия C4H4K2O6⋅0,5H2O и 0,5 г/л фторида натрия NaF, при плотности тока 0,6 А/см2 в течение 1 мин. Промытый и высушенный образец окунали на 20 с в суспензию УПТФЭ с размером частиц 0,2-0,6 мкм, концентрацией 160,0 г/л, в изопропаноле с добавкой 6,0 г/л смачивателя ОП-10. Высушенный образец нагревали до 310°С и выдерживали при этой температуре в течение 15 мин
С помощью методов SVET и SIET, которые позволяют определить незначительные изменения электрохимической активности на поверхности исследуемого образца, проводилось изучение этих изменений на выделенной площади поверхности (около 6 см2) в области сварного соединения в процессе пребывания образца в коррозионно-активной среде (0,5 М раствор NaCl).
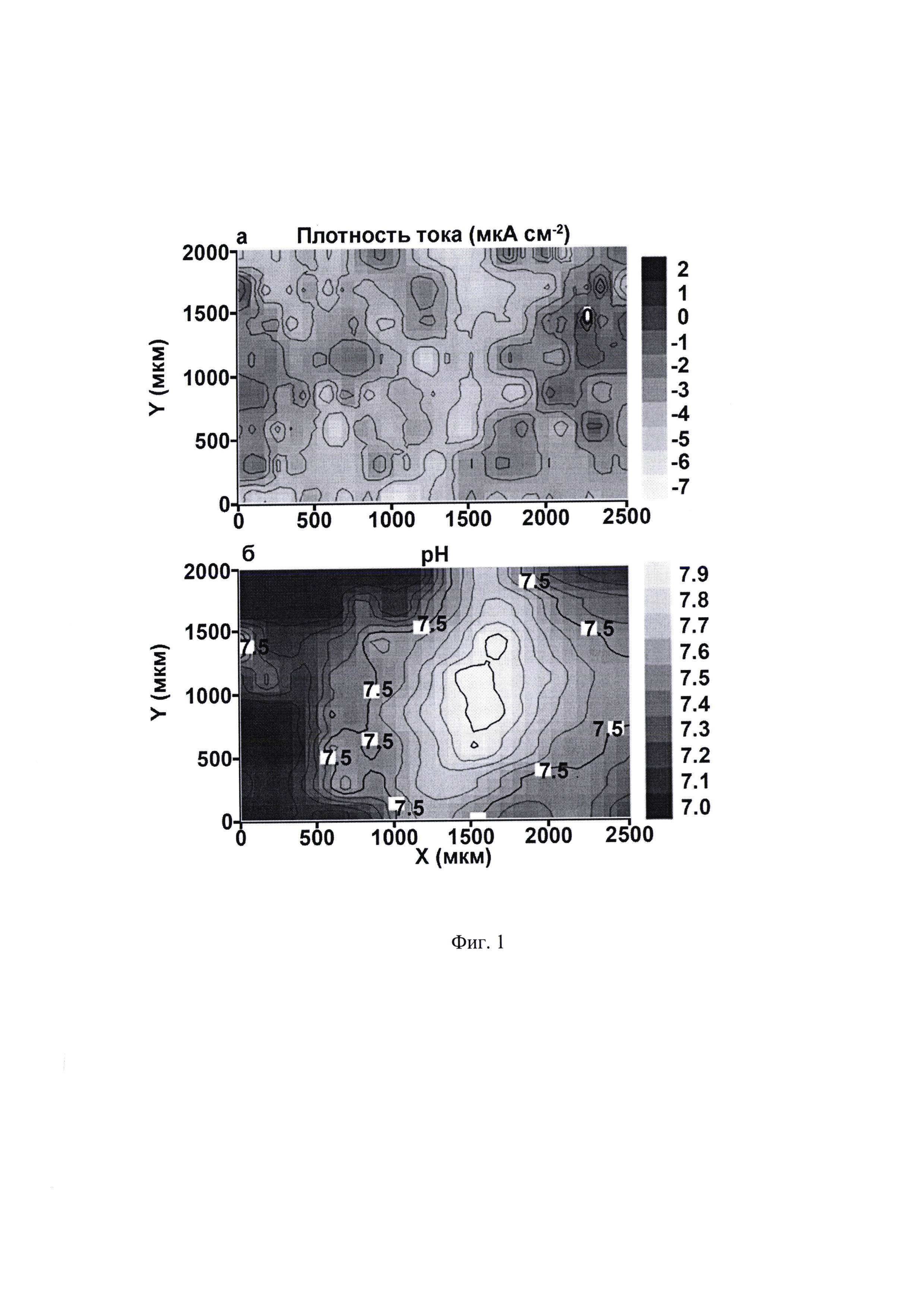
В результате ПЭО обработки зона сварного шва, где проявляется электрохимическая активность, становится катодной зоной (плотность тока составляет -7 μA/см2), в то время как остальная часть поверхности образца играет роль анода с низкой электрохимической активностью (плотность анодного тока не превышает 2 μA/см2). Таким образом, как показывает диаграмма на фиг. 1, сумма плотности анодного и катодного токов после 510 минут экспозиции образца в коррозионно-активной среде не превышает 9 μА/см2 в сравнении с 180 μА/см2 для образца без покрытия, при этом значения рН в катодной и анодной зонах соответственно составляют 7,9 и 7,0 в сравнении с 6,2 и 5,6 для образца без покрытия, что свидетельствует о высоких защитных свойствах ПЭО-покрытия.
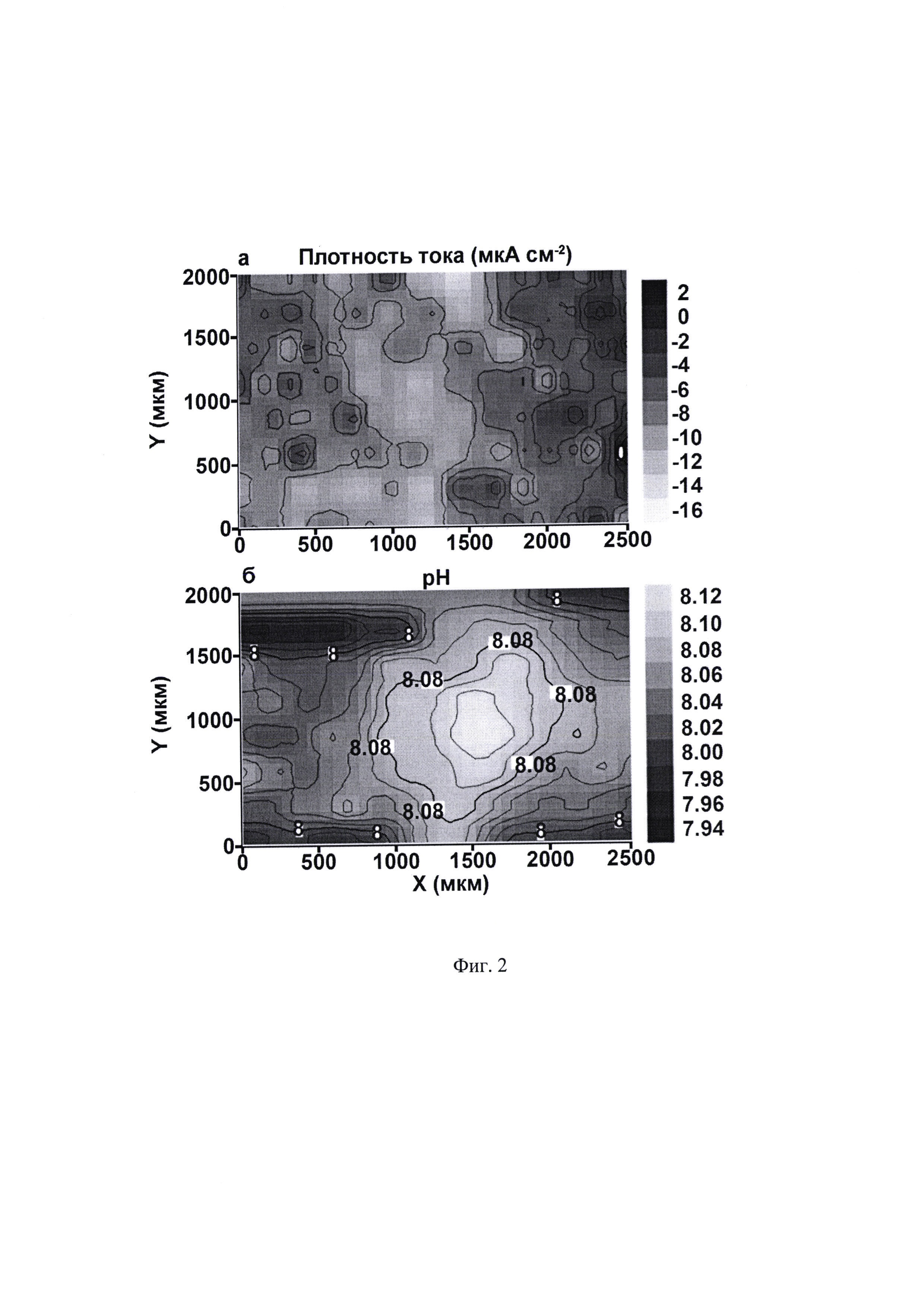
Через 87 часов экспозиции в 0,5 М растворе NaCly образца с ПЭО-покрытием зона сварного шва осталась катодной, плотность катодного тока увеличилась до -16μА/см2, максимальное значение анодной плотности тока не изменилось (2 μA/см2), значения рН в катодной и анодной зонах изменились (до 8,12 и 7,94, соответственно) (фиг. 2). На образце без покрытия через 81 час экспозиции общее значение плотности тока увеличилось до 400 μА/см2), затем по истечении 87 часов благодаря осаждению продуктов коррозии снизилось до 120 μА/см2 в сравнении с 18 μA/см2 для образца с ПЭО-покрытием, нанесенным предлагаемым способом.
Таким образом, результаты проведенных испытаний показывают, что полученное предлагаемым способом базовое ПЭО-покрытие в значительной мере замедляет скорость коррозии и коррозионного разрушения материала в области сварного шва, являющегося активатором коррозии, нейтрализует его действие за счет того, что эта область становится катодной зоной.
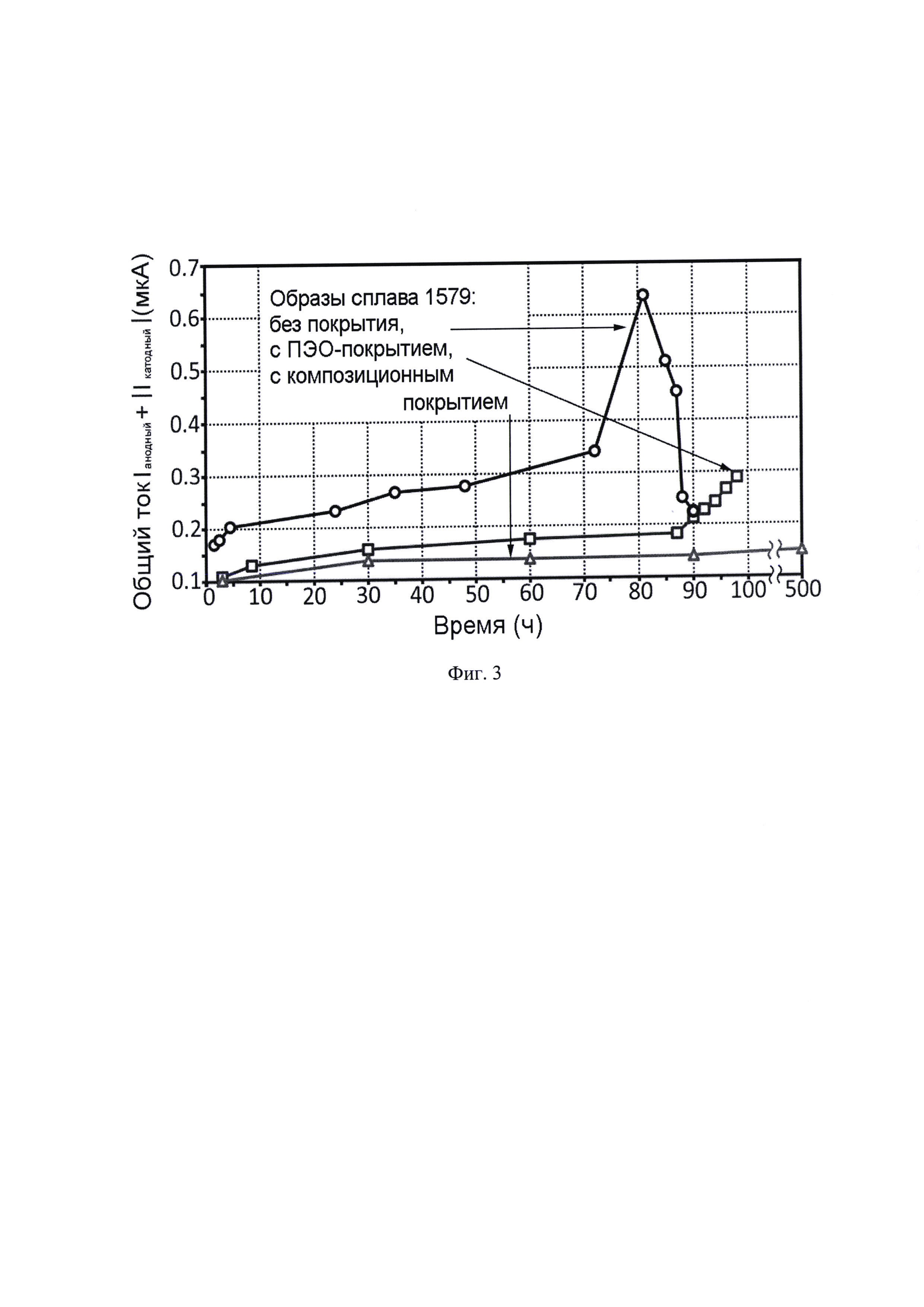
Начало деградации образцов с ПЭО-покрытием регистрируется после 90 часов экспозиции в 0,5 М растворе NaCl (фиг. 3).
Композиционное покрытие обеспечивает увеличение защитных свойств алюминиевого сплава более, чем в 5 раз (максимальное значение общей плотности тока в результате 500 часов экспозиции в 0,5 М растворе NaCl составило 0,15 μА/см2 (фиг. 3).
Электрохимические параметры образцов с защитными антикоррозионными покрытиями были установлены методами потенциодинамической поляризации и электрохимической импедансной спектроскопии.
Методом потенциодинамической поляризации было установлено уменьшение плотности тока коррозии для образца с композиционным покрытием (28 пА/см2) в сравнении с образцами с нанесенным ПЭО-слоем (10 нА/см2) и исходными образцами, без покрытия (1,4 мкА/см2). Электрохимическая импедансная спектроскопия также показала увеличения уровня антикоррозионной защиты для образца с композиционным покрытием. Значение модуля импеданса на частоте 0,1 Гц составило 93 МОм см2, в то время как для образца, обработанного методом ПЭО, и сплава без покрытия получены значения, соответственно, 240 кОм см2 и 1,3 кОм см2.
Пример 2
Образец из сплава алюминия АМг5 со сварным швом обрабатывали по примеру 1. ПЭО-покрытие наносили из электролита, содержащего 15 г/л тартрата калия C4H4K2O6⋅0,5H2O и 1,0 г/л фторида натрия NaF, при плотности тока 0,3 А/см2 в течение 3 мин. Состав для нанесения дисперсии УПТФЭ в изопропаноле, г/л: УПТФЭ 200,0, смачиватель ОП-4 8,0. Время погружения - 10 с. Термообработка при 300°С в течение 10 мин.
Результаты испытаний аналогичны полученным в примере 1.
Пример 3
Образец из сплава алюминия АМг6 со сварным швом обрабатывали по примеру 1. ПЭО-покрытие наносили из электролита, содержащего 15 г/л тартрата калия C4H4K2O6⋅0,5Н2О и 0,5 г/л фторида натрия NaF, при плотности тока 0,5 А/см2 в течение 2 мин. Состав для нанесения дисперсии УПТФЭ в изопропаноле, г/л: УПТФЭ 180,0, смачиватель ОП-7 7,0. Время погружения составляло 15 с. Термообработку проводили при 310°С в течение 10 мин.
Результаты испытаний аналогичны полученным в примере 1.
Пример 4 (прототип)
Пластинку сплава алюминия АМг5 со сварным швом, обрабатывали известным методом, осуществляя ПЭО процесс в течение 15 мин в биполярном режиме при эффективной плотности тока 0,5 А/см2 в электролите, содержащем, г/л: тартрат калия C4H4K2O6⋅0,5Н2О20,0, борат натрия Na2B4O7⋅12Н2О 20,0, фторид натрия NaF 1,5 при рН 9,2.
Слой УПТФЭ наносили путем пятикратного погружения в суспензию на основе изопропанола, содержащую, г/л: УПТФЭ 150,0, смачиватель ОП-10 6,0. Термообработку проводили при 320°С в течение 5 мин.
Толщина полученного покрытия составляла 30 мкм.
Значение тока свободной коррозии для полученного композиционного покрытия составило 190⋅пА/см2, значение модуля импеданса составило 9⋅МОм⋅см2 (в сравнении с 12 пА/см2 и 85⋅МОм⋅см2, соответственно, для покрытия, полученного предлагаемым способом).
Одновременно с повышением защитных антикоррозионных свойств композиционных покрытий, полученных предлагаемым способом, в сравнении с полученными известным способом (прототип), предлагаемый способ, благодаря использованию невысоких плотностей тока, сокращению времени ПЭО и оптимизации диапазона термообработки, позволяет существенным образом уменьшить энергозатраты, что немаловажно в производственных условиях с учетом того факта, что по объемам промышленного потребления алюминий и его сплавы находятся на втором месте после железа. Уменьшение кратности обработки ПЭО-покрытия в суспензии УПТФЭ с 4-5 раз до 1, использование умеренных концентраций электролита также свидетельствуют в пользу предлагаемого способа в сравнении с прототипом с точки зрения уменьшения трудозатрат и расхода реагентов.
Способ получения магнитоактивных покрытий на титане и его сплавах
Способ получения борфторсодержащей энергоемкой композиции
Способ переработки медьсодержащих шламов гальванических производств
Способ консервации археологических находок из железа и его сплавов
Способ получения нанодисперсного фторопласта
Способ получения углеродного наноматериала и углеродный наноматериал
Способ обработки смеси оксидов ниобия и/или тантала и титана
Способ получения кальций-фосфатных стеклокерамических материалов
Способ формирования покрытий пентаоксида тантала на подложке
Способ получения оптически активной стеклокерамики на основе фторидных стекол, допированных соединениями рзэ
Способ получения магнитоактивных покрытий на титане и его сплавах
Способ получения катодного материала для химических источников тока
Способ получения защитных супергидрофобных покрытий на стали
Способ получения защитных покрытий на вентильных металлах и их сплавах
Способ получения защитных покрытий на сплавах магния
Способ получения защитных супергидрофобных покрытий на сплавах алюминия
Способ получения защитных полимерсодержащих покрытий на металлах и сплавах
Способ получения катодного материала для химических источников тока
Способ получения защитных композиционных покрытий на сплаве магния
Способ получения антикоррозионного износостойкого покрытия на сплавах магния

