Результат интеллектуальной деятельности: СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к области обработки металлов и их сплавов поверхностным пластическим деформированием, и может быть использовано в авиационной промышленности, машиностроении, судостроении и других областях для упрочнения и повышения функциональных свойств различных деталей.
В настоящее время постоянно выдвигаются новые требования к надежности, долговечности, конкурентоспособности изделий, к специфическим условиям эксплуатации машин и механизмов, которые принципиально не могут быть решены при использовании какого-либо одного сложнолегированного сплава. В этой связи, важным направлением на пути создания долговечных изделий является применение различных способов упрочнения металлических материалов с помощью поверхностного пластического деформирования, в том числе выглаживания.
Известен способ упрочняющей обработки выглаживанием заготовки с наноструктурированием ее поверхностного слоя, включающий движение выглаживателя с индентором по поверхности механически обработанной заготовки с установленными нагрузкой и скоростью. Используют индентор с цилиндрической формой заточки, выполненный из мелкодисперсного кубического нитрида бора, при этом осуществляют многократные проходы выглаживателя по заготовке с принудительным охлаждением рабочей зоны сухим воздухом или инертным газом, что обеспечивает увеличение коэффициента трения (патент RU 2458777, В24В 39/00, В82В 3/00, 2012 г.).
Недостатком способа является перегрев зоны контакта индентора с обрабатываемой поверхностью, поскольку охлаждение всей рабочей зоны газом не обеспечивает охлаждение непосредственно зоны контакта индентора с обрабатываемой поверхностью вследствие низкой интенсивности теплоотдачи при газовом охлаждении.
Известен способ наноструктурирующего упрочнения поверхностного слоя прецизионных деталей выглаживанием, включающий использование выглаживающего инструмента, содержащего индентор, изготовленный изсверхтвердого инструментального материала, в частности нитрида бора, и модуль охлаждения индентора жидким теплоносителем, причем выглаживающий инструмент устанавливают в динамометре, три выхода которого соединяют с микропроцессором, связанным с регулируемым источником тока, который соединяют с упомянутым модулем охлаждения индентора, при этом в процессе обработки задают силу выглаживания и поддерживают коэффициент трения постоянным, равным 0,11 (патент RU 2635987, В24В 39/00, В82В 3/00, 2017 г.).
Однако недостатками известного способа являются конструктивная сложность выглаживающего инструмента, а также невысокий коэффициент трения.
Наиболее близким по технической сущности к предлагаемому способу является способ упрочняющей обработки поверхности деталей выглаживанием с использованием устройства для алмазного выглаживания, состоящего из державки, пластины, корпуса, выполненного в виде стакана, в котором установлены пружина и плунжер, имеющий гнездо под инструмент - алмазный выглаживатель со сферической рабочей частью (индентором). При изготовлении рабочей части из синтетического алмаза и обработки поверхности деталей из черных металлов или их сплавов коэффициент трения составляет 0,09-0,12 (патент SU 1235705, МПК В24В 39/00, 1986 г.).
Однако известный способ обладает рядом недостатков, во-первых, сложность процесса выглаживания, связанная с необходимостью расчета и последующей установки угла между осью инструмента и осью плунжера в каждом конкретном случае в зависимости материала обрабатываемой поверхности; во-вторых, перегрев зоны контакта рабочей части выглаживателя (индентора) с обрабатываемой поверхностью вследствие отсутствия принудительного охлаждения рабочей зоны контакта индентора с обрабатываемой поверхностью, и как результат недолговечность инструмента под воздействием термических нагрузок. Кроме того, способ обеспечивает достаточно высокий коэффициент трения, но для улучшения физико-механических свойств обрабатываемых поверхностей значения коэффициента трения могут иметь более высокие значения.
Таким образом, задачей, на решение которой направлено предлагаемое техническое решение, является упрощение процесса обработки поверхности деталей и увеличение долговечности рабочей части инструмента - индентора при одновременном повышении коэффициента трения в зоне контакта индентора с обрабатываемой поверхностью и, как следствие, повышение твердости поверхности обрабатываемых металлических изделий.
Поставленная задача решена в предлагаемом способе упрочняющей обработки поверхностей деталей выглаживанием, включающем многократные проходы выглаживателя с индентором, выполненным из синтетического алмаза, по поверхности металлической детали с установленными нагрузкой и скоростью, отличающемся тем, что осуществляют принудительное охлаждение рабочей зоны смазочно-охлаждающей технологической жидкостью, в качестве которой используют 0,3-0,5%-ный водный раствор гидроксиэтилцеллюлозы, который предварительно равномерно наносят на обрабатываемую поверхность в количестве 0,09-0,11 г/см2.
При этом индентор может быть выполнен сферическим с радиусом 3 мм.
В настоящее время из патентной и научно-технической литературы не известен способ упрочняющей обработки поверхностей деталей выглаживанием, в котором осуществляют принудительное охлаждение рабочей зоны смазочно-охлаждающей технологической жидкостью, в качестве которой используют 0,3-0,5%-ный водный раствор гидроксиэтилцеллюлозы, который предварительно равномерно наносят на обрабатываемую поверхность в количестве 0,09-0,11 г/см2.
Как известно, для эффективного упрочнения и повышения функциональных свойств металлических изделий с помощью выглаживания необходимо обеспечить условия повышенного фрикционно-силового нагружения деформирующим индентором за счет увеличения коэффициента трения в зоне контакта индентора с обрабатываемой поверхностью fтр до значений не менее 0,12. К материалу индентора предъявляют следующие основные требования: высокие значения твердости, износостойкости и предела прочности на сжатие, хорошая обрабатываемость, большая теплопроводность и теплоемкость. В наилучшей степени этим требованиям удовлетворяет алмаз. Поскольку природный алмаз обладает низким коэффициентом трения по металлу (fтр не более 0,1), то для увеличения степени упрочнения поверхности при выглаживании может быть использован поликристаллический синтетический алмаз, обладающий более высоким, чем природный алмаз, коэффициентом трения по металлу (Кузнецов В.П., Макаров А.В., Псахье С.Г., Саврай Р.А., Малыгина И.Ю., Давыдова Н.А. Трибологические аспекты наноструктурирующего выглаживания конструкционных сталей // Физическая мезомеханика. - 2014. - Т.17. - №3. - С. 14-30).
Однако, увеличение коэффициента трения в зоне контакта индентора с обрабатываемой поверхностью сопровождается локальным повышением температуры, которое при больших скоростях обработки может достигать значительной величины. Это приводит к ухудшению свойств обрабатываемой поверхности и преждевременному износу индентора, поэтому зону контакта необходимо охлаждать. В качестве смазывающе-охлаждающей жидкости при выглаживании черных металлов и сплавов применяют индустриальное масло. Однако при использовании масла коэффициент трения fтр не превышает 0,11.
Исследования, проведенные автором, позволили установить, что в случае использования индентора из синтетического алмаза применение в качестве смазывающе-охлаждающей жидкости 0,3-0,5%-ного водного раствора гидроксиэтилцеллюлозы обеспечивает значительное повышение коэффициент трения в зоне контакта индентора с обрабатываемой поверхностью, дает возможность повысить интенсивность теплоотдачи и осуществить охлаждение как всей рабочей зоны, так и непосредственно зоны контакта индентора с обрабатываемой поверхностью, исключая их перегрев, что позволило повысить эффективность упрочнения поверхностного слоя, и одновременно повысить стойкость и долговечность индентора при выглаживании. При этом существенным является, как процентное содержание гидроксиэтилцеллюлозы в водном растворе, так и количество наносимого на обрабатываемую поверхность раствора. В случае использования менее насыщенного раствора(содержание гидроксиэтилцеллюлозы менее 0,3%) наблюдается скатывание раствора с обрабатываемой поверхности, в случае использования более насыщенного раствора (содержание гидроксиэтилцеллюлозы более 0,5%) наблюдается неравномерное распределение раствора по обрабатываемой поверхности вследствие его загустения. Уменьшение количества раствора гидроксиэтилцеллюлозы, наносимого на обрабатываемую поверхность (менее 0,5 г/см2), не обеспечивает значительного понижения температуры рабочей поверхности, а увеличение количества раствора гидроксиэтилцеллюлозы нецелесообразно, поскольку дальнейшего понижения температуры не наблюдается.
Предлагаемый способ может быть реализован следующим образом.
Выглаживанию подвергают плоские образцы из черных металлов или их сплавов. Выглаживание осуществляют при сканировании поверхности индентором, изготовленным из синтетического алмаза, имеющим сферическую форму заточки с радиусом 3 мм. В качестве смазывающе-охлаждающей среды используют 0,3-0,5%-ный водный раствор гидроксиэтилцеллюлозы, при этом вязкость раствора составляет ≈ 190 сПз. Предварительно на обрабатываемую поверхность наносят равномерно 0,3-0,5%-ный водный раствор гидроксиэтилцеллюлозы в количестве 0,09-0,11 г/см2, после чего к обрабатываемой поверхности прижимают индентор с определенной статической нагрузкой. Сканирование проводят путем возвратно-поступательного скольжения индентора.
Предлагаемый способ иллюстрируется следующими примерами.
Пример 1. Выглаживанию подвергали плоские образцы из стали 05X17Н8Т с полностью аустенитной структурой и электрополированной поверхностью, имеющие микротвердость 180 HV0,025.
Выглаживание осуществляли при сканировании поверхности индентором, изготовленным из синтетического алмаза, имеющим сферическую форму заточки с радиусом 3 мм. В качестве смазывающе-охлаждающей среды использовали 0,3%-ный водный раствор гидроксиэтилцеллюлозы. Предварительно на обрабатываемую поверхность наносили равномерно раствор в количестве 0,09 г/см2, после чего к обрабатываемой поверхности прижимали индентор со статической нагрузкой Р=294 H (30 кгс). Сканирование проводили путем возвратно-поступательного скольженя индентора с длиной хода L=25 мм, средней скоростью скольжения V=0,05 м/с и поперечным смещением d=0,l мм после каждого цикла возвратно-поступательного скольжения индентора. В результате выглаживания стали 05X17Н8Т с аустенитной структурой на плоских образцах были сформированы поверхности с размерами 25 на 4 мм.
Пример 2. Выглаживанию подвергали плоские образцы из стали 05X17Н8Т с полностью аустенитной структурой и электрополированной поверхностью, имеющие микротвердость 180 HV0,025.
Выглаживание осуществляли при сканировании поверхности индентором, изготовленным из синтетического алмаза, имеющим сферическую форму заточки с радиусом 3 мм. В качестве смазывающе-охлаждающей среды использовали 0,5-%-ный водный раствор гидроксиэтилцеллюлозы. Предварительно на обрабатываемую поверхность наносили равномерно раствор в количестве 0,11 г/см2, после чего к обрабатываемой поверхности прижимали индентор со статической нагрузкой Р=294 H (30 кгс). Сканирование проводили путем возвратно-поступательного скольженя индентора с длиной хода L=25 мм, средней скоростью скольжения V=0,05 м/с и поперечным смещением d=0,1 мм после каждого цикла возвратно-поступательного скольжения индентора. В результате выглаживания стали 05X17Н8Т с аустенитной структурой на плоских образцах были сформированы поверхности с размерами 25 на 4 мм.
Наряду с реализацией заявленного способа было проведено испытание с использованием в качестве смазывающе-охлаждающей среды масла индустриального И-30, при этом все остальные параметры соответствовали заявленному способу.
В ходе реализации заявленного способа определяли коэффициент трения в зоне контакта индентора с обрабатываемой поверхностью fтр и измеряли микротвердость обработанной поверхности при нагрузке 25 гс HV0,025. Результаты представлены в таблице 1.
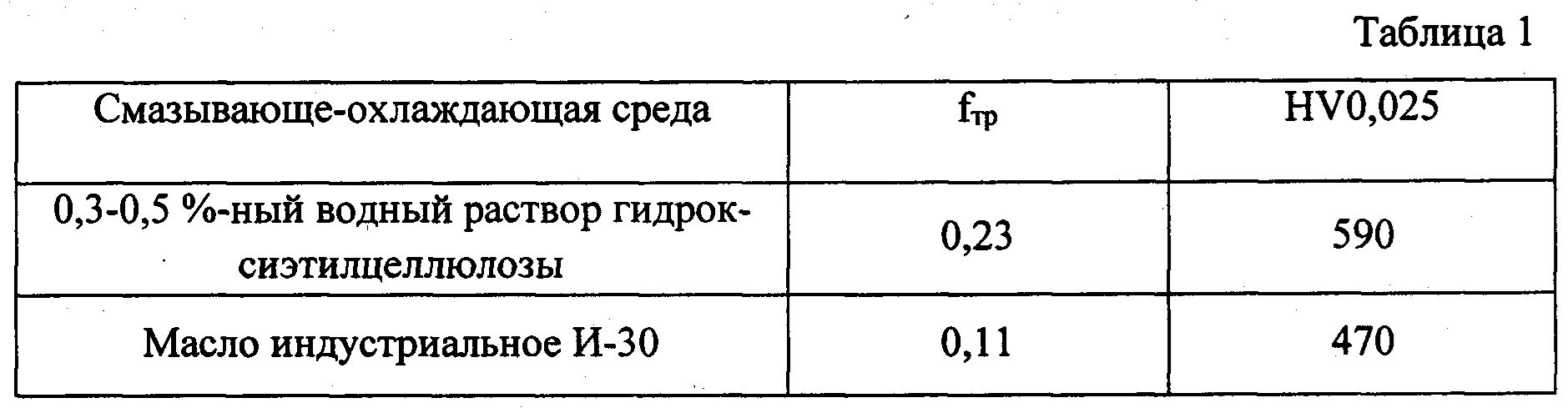
Из таблицы 1 видно, что предлагаемый способ упрочняющей обработки выглаживанием обеспечил повышение коэффициент трения в зоне контакта индентора с обрабатываемой поверхностью, что позволило повысить микротвердость обработанной поверхности до 590 HV0,025, то есть прирост микротвердости составил 26% по сравнению с маслом индустриальным. Отсутствие прижогов, задиров на обрабатываемой поверхности, и видимого износа индентора, свидетельствует о достаточном охлаждении зоны контакта индентора с обрабатываемой поверхностью.
Таким образом, совокупность всех технических параметров предлагаемого способа упрочняющей обработки выглаживанием обеспечивает достижение технического результата, заключающегося в повышение твердости поверхности металлических изделий при одновременном повышении стойкости и долговечности индентора при выглаживании за счет увеличения коэффициента трения в зоне контакта индентора с обрабатываемой поверхностью и обеспечения достаточного охлаждения указанной зоны.
Способ упрочняющей обработки поверхностей деталей выглаживанием, включающий многократные проходы выглаживателя с индентором, выполненным из синтетического алмаза, по поверхности металлической детали с установленными нагрузкой и скоростью, отличающийся тем, что осуществляют принудительное охлаждение рабочей зоны смазочно-охлаждающей технологической жидкостью, в качестве которой используют 0,3-0,5%-ный водный раствор гидроксиэтилцеллюлозы, который предварительно равномерно наносят на обрабатываемую поверхность в количестве 0,09-0,11 г/см.Сталь для изготовления кованых прокатных валков
Способ двухтактного аналого-цифрового преобразования интегрирующего типа и устройство для его осуществления
Способ изготовления композитных заготовок на основе титана
Резонансный трансформатор
Способ ковки длинномерных заготовок
Пресс-форма для двухстороннего прессования порошка
Способ исключения резонансных режимов в фрикционных дисках гидромеханической трансмиссии транспортной машины
Способ расчетно-экспериментального определения динамического момента в энергосиловом блоке транспортной машины
Способ гашения низкочастотных колебаний в трансмиссии транспортной машины
Способ изготовления изделий из алюмоматричного композита, армированного карбидом кремния
Способ ультразвуковой упрочняющей обработки деталей
Резонансный трансформатор
Способ нанесения металлического покрытия на поверхность детали

