Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к области металлообрабатывающей промышленности и может быть использовано для определения износа режущего инструмента станков с ЧПУ, функционирующих в условиях автоматизированного производства.
Из научно-технической литературы известны способы определения износа режущего инструмента на основе параметров виброакустических сигналов и их соотношений. Например, известно техническое решение, в соответствии с которым износ инструмента в процессе резания оценивают по акустическим сигналам, зарегистрированным микрофонами, с последующим разделением этих сигналов на два частотных диапазона и оценкой износа инструмента по соотношению амплитуд этих частотных диапазонов. «Определение износа инструмента по уровню звука при токарной обработке» (Вайхбродт и др. Труды американского общества инженеров-механиков. Сер. В. 1969. №3).
Основным недостатком известного из уровня техники решения следует отнести недостаточную точность определения износа режущего инструмента в процессе резания из-за того, что не учитывается влияние на износ инструмента локального изменения твердости по сечению заготовки.
Наиболее близким к заявленному изобретению по технической сути и достигаемому результату является известный из уровня техники способ оценки критического износа режущего инструмента, при котором применяют режущий инструмент (РИ), соответствующий характеристикам обрабатываемого материала, и начинают обработку на рекомендуемых режимах, затем контрольно-измерительными средствами, установленными в зоне обработки, предварительно определяют индивидуальные механические колебания системы СПИД в форме виброакустических сигналов, преобразованных в электрические сигналы, в которых выделяют высокочастотную и низкочастотную составляющие шириной в одну октаву, средние геометрические значения которых совпадают с высокой и низкой собственными частотами системы СПИД. По соотношению амплитуд сигналов в выбранных частотных полосах оценивают износ инструмента (Авторское свидетельство СССР №752157, G01N 3/58. 1980).
К основным недостаткам данного известного из уровня техники технического решения следует отнести определение износа инструмента без учета влияния локальных изменений твердости заготовки при ее обработке, что приводит при настройке режимов резания при заниженном значении твердости заготовки к быстрому износу и/или поломке инструмента, браку изделий, а при настройке режимов резания при его завышенном значении - к снижению производительности станков с ЧПУ.
В основу заявленного изобретения была положена техническая задача повышения точности определения износа режущего инструмента в процессе обработки заготовок в условиях локального разброса твердости по ее сечению за счет более точного контроля виброакустических параметров резания, а также за счет дополнительного контроля изменения активной мощности резания, связанной с разбросом твердости по сечению заготовки.
Технический результат, соответствующий поставленной технической задаче, достигается за счет того, что в способе определения износа режущего инструмента, включающем определение в процессе металлообработки механических колебаний узлов станка в форме виброакустических сигналов посредством установки на них контрольно-измерительных средств с последующим преобразованием упомянутых сигналов в электрические и дальнейшим выделением из последних высокочастотной и низкочастотной составляющих, включающих диапазоны собственных частот узлов станка, и по соотношению амплитуд этих сигналов определяют износ режущего инструмента, согласно изобретению дополнительно осуществляют формирование дополнительного электрического сигнала, пропорционального активной мощности главного привода станка, а в выделенных диапазонах частот определяют эффективные амплитуды, при этом текущее значение износа инструмента (hи) определяют по формуле:
hи=[Ак(N-C)-A(K-Ск)]/(АкВ+A|Вк|)+hmin,
где N и К измеренные значения электрических сигналов, пропорциональных активной мощности и соотношению амплитуд;
Ак, A, |Вк|, B - отношения приращений сигналов, пропорциональных активной мощности (A, B) и соотношению амплитуд (Ак, |Вк|) к приращениям твердости и износа соответственно;
C и Ск - величины, равные значениям сигналов мощности и соотношению амплитуд при минимальных значениях износа (hmin) и твердости обрабатываемого материала.
Изобретение поясняется графическими материалами, где
на фиг.1 представлена общая блок-схема реализации заявленного способа;
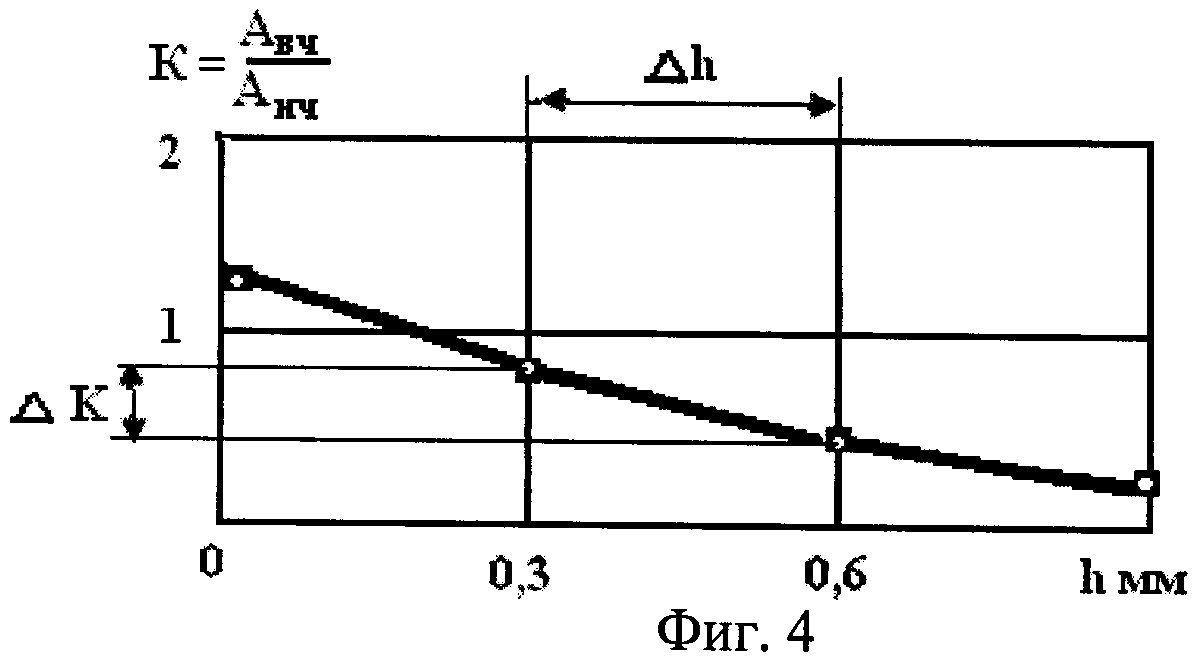
на фиг.2 - зависимость активной мощности от износа и твердости, изображенная линиями равного уровня (ЛРУ);
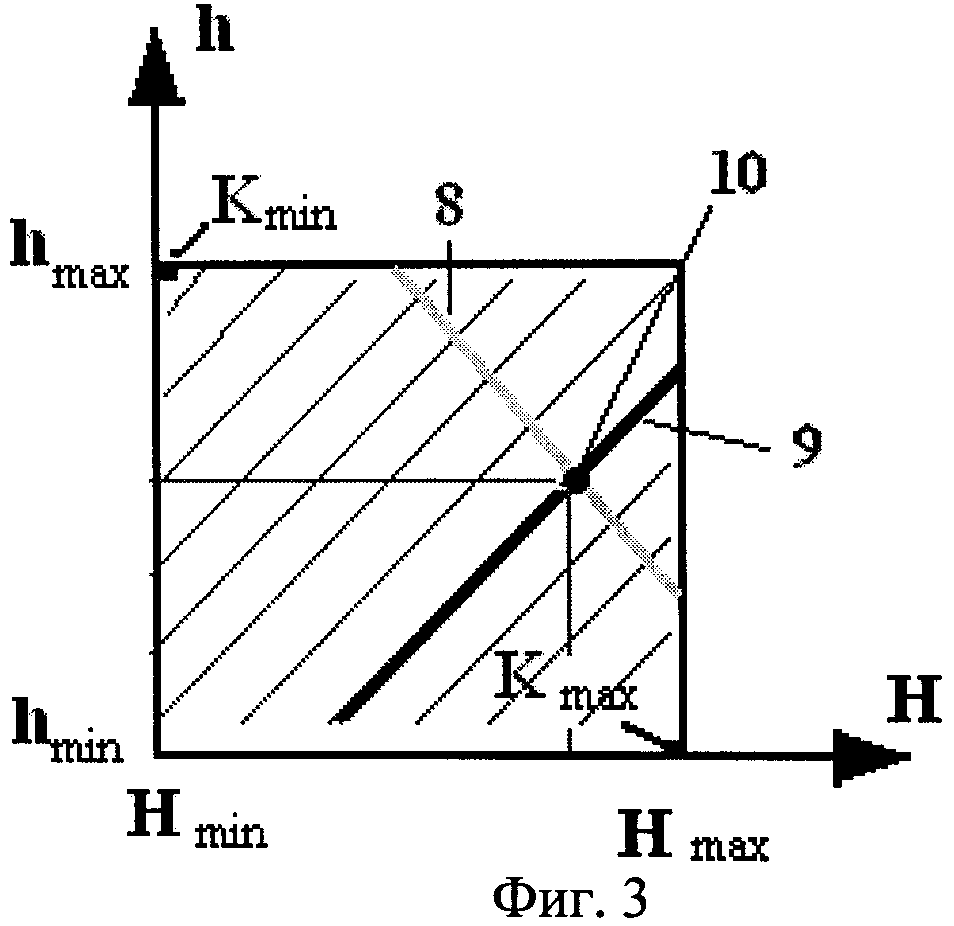
на фиг.3 - зависимость соотношения амплитуд (K) от износа и твердости, изображенная ЛРУ;
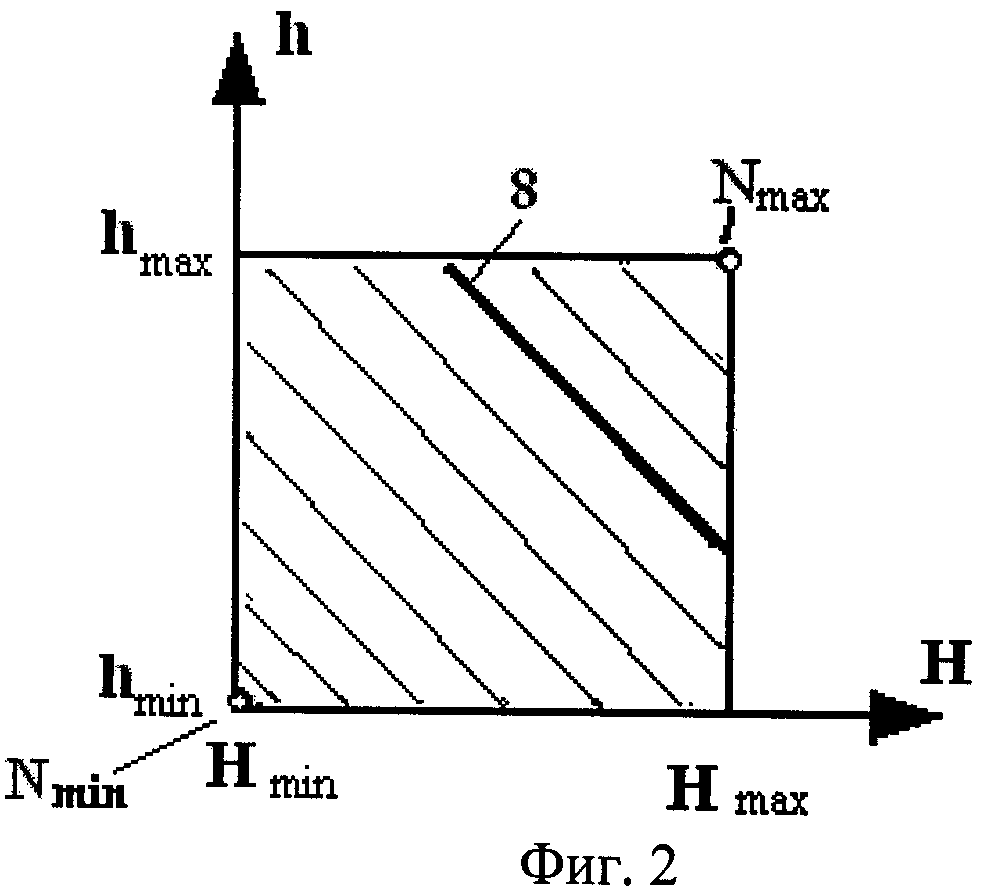
на фиг.4 представлен пример изменения соотношения амплитуд K от износа резца по задней грани при точении стали ХН77ТЮР резцом из сплава Т15К6.
Сущность предлагаемого технического решения заключается в следующем.
Вначале выбирают режущий инструмент (РИ), соответствующий характеристикам обрабатываемого материала, и начинают обработку на рекомендуемых режимах, затем контрольно-измерительными средствами, установленными в зоне обработки (например: акселерометр, микрофон, лазерный виброметр), предварительно определяют индивидуальные механические колебания технологической системы 1 (фиг.1) в форме виброакустических сигналов, преобразованных в электрические сигналы, например, с помощью акселерометра 2. В полученных сигналах, например, с помощью полосовых фильтров 3 выделяют высокочастотную и низкочастотную составляющие, включающие по одной или несколько наиболее значимых собственных частот выбранной технологической системы 1. По соотношению амплитуд сигналов в выбранных частотных полосах, определяемому в вычислительном блоке 4, устанавливают индивидуальное соотношение амплитуд K технологической системы 1. Использование соотношения амплитуд в виде критерия K удобно тем, что оно мало меняется при изменении расположения виброакустического датчика на станке системы 1 и не зависит от модели датчика. При непрерывном резании соотношение амплитуд K достаточно стабильно и закономерно реагирует на износ РИ при прочих неизменных условиях резания. При этом согласно заявленному изобретению соотношение амплитуд K устанавливают на основе эффективных (среднеквадратических значений) амплитуд. В зоне привода 5 станка дополнительно устанавливают контрольно-измерительные средства 6, например измеритель активной мощности сигнала, включающий датчики тока и напряжения в одной из фаз двигателя переменного тока, снабженные микроконтроллером, функционально обеспечивающий формирование дополнительного электрического сигнала, пропорционального активной мощности N привода технологической системы 1. Значения износа инструмента hи определяют в процессе обработки в вычислительном блоке 7 по формуле:
hи=[Ак(N-C)-A(K-Ск)]/(АкВ+A|Вк|)+hmin,
где N и K - измеренные значения электрических сигналов, пропорциональных активной мощности и соотношению амплитуд;
Ак, A, |Вк|, B - отношения приращений сигналов, пропорциональных активной мощности (A, B) и соотношению амплитуд (Ак, |Вк|) к приращениям твердости и износа соответственно, т.е. A=ΔN/ΔH; B=ΔN/Δh; Ak=ΔK/ΔH; |Bk|=|ΔK/Δh|, где знак Δ означает приращение, а |Bk| - его абсолютное значение;
C и Ск - величины, равные значениям сигналов мощности и соотношению амплитуд при минимальных значениях износа и твердости.
В заявленном изобретении предлагается контролировать именно активную мощность привода (N), которая отличается от мощности, потребляемой приводом из сети (Nобщ) - Это позволяет исключить из рассмотрения реактивную составляющую мощности, расходуемую на нагрев проводов, и обеспечивает линейность в приведенных выше зависимостях, а также повышает точность оценки износа инструмента.
Минимальное значение износа (hmin) обычно принимают равным 0, а в качестве минимального значения твердости (Hmin) принимается величина, наиболее часто встречающаяся в практике обработки данного материала (подробнее см. пример реализации способа).
В основе предлагаемого способа лежат две функции f1 и f2: зависимость активной мощности N от величины износа h и твердости H материала [N=f1(h,Н)] и зависимость отношения амплитуд K от тех же аргументов [K=f2(h,Н)]. На фиг.2 показана зависимость f1, выраженная линиями равного уровня - ЛРУ. При этом ЛРУ - это линии, точки которых определяются значениями аргументов H и h, для которых значения функции (в данном случае значения K и N) одинаковы. Аргументы h, H меняются в диапазонах от минимальных до максимальных значений, встречающихся в текущей практике. На фиг.2 также показаны точки, в которых активная мощность N имеет минимальные и максимальные значения. На фиг.3 по такому же принципу показана зависимость f2. Обе функции в диапазонах практического варьирования H и h носят линейный характер, поэтому ЛРУ на фиг.2 и 3 представляют собой прямые линии. Уравнения, описывающие f1 и f2, имеют вид линейных зависимостей:
 ,
,
 ,
,
где коэффициенты при H и h для конкретного набора условии резания постоянные и определяются экспериментально (подробнее см. пример). Для лучшего приближения уравнений (1) и (2) к линейному виду в качестве аргументов Н и h применяются разности их текущего значения (Нз, hи) с их минимальными значениями (Hmin, hmin): H=Нз-Hmin и h=hи-hmin, что в конечном счете повышает точность определения износа РИ. Здесь Нз - текущая твердость заготовки.
Заявленный способ определения износа режущего инструмента поясняется практическими примерами его реализации.
Минимальное значение износа инструмента hmin обычно выбирается равным 0, а минимальное значение твердости Hmin выбирается исходя из практических и справочных данных. Например, если для серого чугуна твердость ниже 150 НВ для используемых заготовок не встречается, то принимаем Hmin=150. На фиг.2 показано, что при получении конкретного значения N (на выходе блока 6, фиг.1) определяется одна из ЛРУ (поз.8). Линии 8 могут соответствовать множество значений износа (h). На фиг.3 показано взаимное пересечение двух линий 8 и 9. Это ЛРУ: для текущих значений K (поз.9) и N (поз.8), точка пересечения которых поз.10 и характеризует (определяет) текущее значение износа (h). Эта точка 10 определяется однозначно в пределах экспериментальной погрешности, возникающей при определении коэффициентов в уравнениях (1) и (2).
Для примера на фиг.4 показана зависимость соотношения амплитуд К от износа резца h по задней грани. На фиг.4 показаны приращение аргумента Δh и соответствующее ему приращение ΔK функции. Для получения значения коэффициента |Вк| в уравнении 2 надо взять отношение этих приращений, т.е. |Вк|=|ΔK/Δh|. В данном случае ΔK=-0.42, a Δh=0.3 мм. Соответственно |Вк|=|-1.4| мм-1. Поскольку при непрерывном резании всегда наблюдается отрицательное значение Вк, то минус был заранее введен в уравнение (2), а в формуле использовалось абсолютное значение |Вк|. Таким образом, для получения |Вк| необходимо было провести 2 эксперимента с РИ, имеющим разные значения износа (h): одно значение износа отличалось от другого на Δh=0.3 мм (см. фиг.4). При резании различными режущими инструментами определяются значения K и N для каждого типа РИ с последующим определением коэффициентов уравнений 1 и 2. Соответственно, сразу можно получить и их приращения при росте износа, например, на 0.3 мм. Выше показано, как было получено значение |Вк|, из этого же эксперимента определяется также и B по приращению мощности при росте износа на 0.3 мм: B=ΔN/Δh. Так, при росте износа на 0.3 мм активная мощность выросла на 20%, стала вместо 1.026 кВт уже 1.23 кВт. Из этих данных следует, что B=0.67 кВт/мм. Для получения коэффициентов A и Ак при приращении твердости достаточно провести еще один эксперимент с новым значением твердости при минимальном значении износа. В первых двух экспериментах была минимальная для данного случая твердость Нз=Hmin=210 НВ. В третьем эксперименте был взят резец с минимальным значением износа, h=0 и заготовка с твердостью Нз=240 НВ. Соответственно были получены приращения соотношения амплитуд K на 0.6 единиц (с 1.3 до 1.9) и активной мощности на 0.09 кВт (с 1.03 до 1.12 кВт). По этим приращениям определены коэффициенты: A=0.03 кВт/HB, Ак=0.02 НВ-1. Значения C и Ск соответствуют значениям мощности и соотношению амплитуд при нулевом износе РИ, h=0 и минимальной твердости (в нашем эксперименте Hmin=210 НВ). Эти значения были получены в самом первом эксперименте. Т. о., C=1.03 кВт, Ск=1.3.
В результате проведенных предварительных экспериментов уравнения (1) и (2) для расчета N и K при обработке партии деталей из материала с заданной твердостью Hmin=210 будут выглядеть следующим образом:
 ,
,
 .
.
Эксперименты, проведенные в лаборатории кафедры «Станки» в МГТУ «Станкин», при точении сплава ХН77ТЮР резцом из Т15К6 заготовки диаметром 100 мм, при 500 об/мин, глубине 1 мм, при подаче 0.2 мм/об. убедительно показали возможность использования заявленного способа для текущего высокоточного определения износа режущего инструмента. Для этого виброакустический сигнал регистрировался в октавных полосах со средними геометрическими частотами 0.5 и 8.0 кГц. Например, были зафиксированы значения мощности резания, N=1.73 и соотношение амплитуд виброакустического сигнала, K=0.66. Текущее значение износа в режиме резания согласно изобретению составило hи=0.6 мм. Проверка на микроскопе показала, что реальный износ резца по задней грани составил 0.58-0.63 мм, что согласуется с высокой точностью с его рассчитанным значением.
Из опытных данных следует, что коэффициенты, стоящие в знаменателе формулы для подсчета износа РИ, положительны и не приближаются к 0, что обеспечивает устойчивость решений, дающих оценку текущего износа. Математическое выражение для вычисления износа РИ введено в формулу изобретения и является решением системы уравнений (1) и (2). Вычисление значений износа происходит в блоке 7, фиг.1, где определяются текущие значения активной мощности N и соотношения амплитуд K, по которым определяют текущий износ РИ в процессе обработки заготовки с высокой точностью, учитывая все текущие изменения твердости материала обрабатываемой заготовки.
При необходимости в вычислительном блоке 7, фиг.1, может быть организована оценка текущих значений твердости заготовок по изменению N и К. Это полезно в тех ситуациях, где значительные изменения твердости могут привести к поломкам, браку, выходу из строя технологического оборудования и служить граничным условием для конкретного режима обработки на станках с ЧПУ. В этом случае формула (3) для оценки твердости принимает следующий вид:

При этом значения коэффициентов уравнения (3) определяют в соответствии с методологией, описанной выше.
Таким образом, в заявленном изобретении за счет более точного контроля виброакустических параметров резания, а также за счет дополнительного контроля изменения активной мощности резания, связанной с разбросом твердости по сечению заготовки, повышается точность определения износа режущего инструмента в процессе обработки заготовок в условиях локального разброса твердости по ее сечению.
Заявленное изобретение основано на эффекте, когда учет соотношения амплитуд виброакустического сигнала и активной мощности, расходуемой на резание, позволяет с высокой точностью определять и контролировать текущий износ режущего инструмента.
Благодаря описанному выше техническому эффекту технический результат может быть выражен не только в форме более точного определения износа режущего инструмента, но также в форме сокращения расхода режущего инструмента, снижения вероятности возникновения аварийных ситуаций и сбоев в работе станков с ЧПУ, а также в форме повышения точности обработки заготовок и производительности их изготовления.
Предлагаемый способ определения износа РИ обеспечивает в сравнении с прототипом повышение точности определения текущего износа режущего инструмента в процессе резания в условиях разброса твердости обрабатываемых заготовок.
Таким образом, изобретение может быть использовано для обработки резанием ответственных изделий на станках с ЧПУ при использовании заготовок с существенным разбросом твердости обрабатываемого материала, где необходим текущий контроль и определение износа РИ.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники, необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для определения износа режущего инструмента с повышенной точностью в условиях разброса твердости материала заготовки;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета способов, средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ определения износа режущего инструмента, заключающийся в том, что в процессе металлообработки определяют механические колебания узлов станка в форме виброакустических сигналов посредством установки на них контрольно-измерительных средств с последующим преобразованием упомянутых сигналов в электрические и дальнейшим выделением из последних высокочастотной и низкочастотной составляющих, включающих диапазоны собственных частот узлов станка, и по соотношению амплитуд этих сигналов износ режущего инструмента, отличающийся тем, что дополнительно осуществляют формирование дополнительного электрического сигнала, пропорционального активной мощности главного привода станка, а в выделенных диапазонах частот сигналов определяют их эффективные амплитуды, при этом текущее значение износа инструмента (h) определяют по формуле:h=[А(N-С)-А(К-С)]/(АВ+А|В|)+h, где N и К - измеренные значения электрических сигналов, пропорциональных активной мощности и соотношению амплитуд;А, А, |В|, В - отношения приращений сигналов, пропорциональных активной мощности (А, В) и соотношению амплитуд (А, |В|) к приращениям твердости и износа соответственно;С и С - величины, равные значениям сигналов мощности и соотношению амплитуд при минимальных значениях износа (h) и твердости обрабатываемого материала.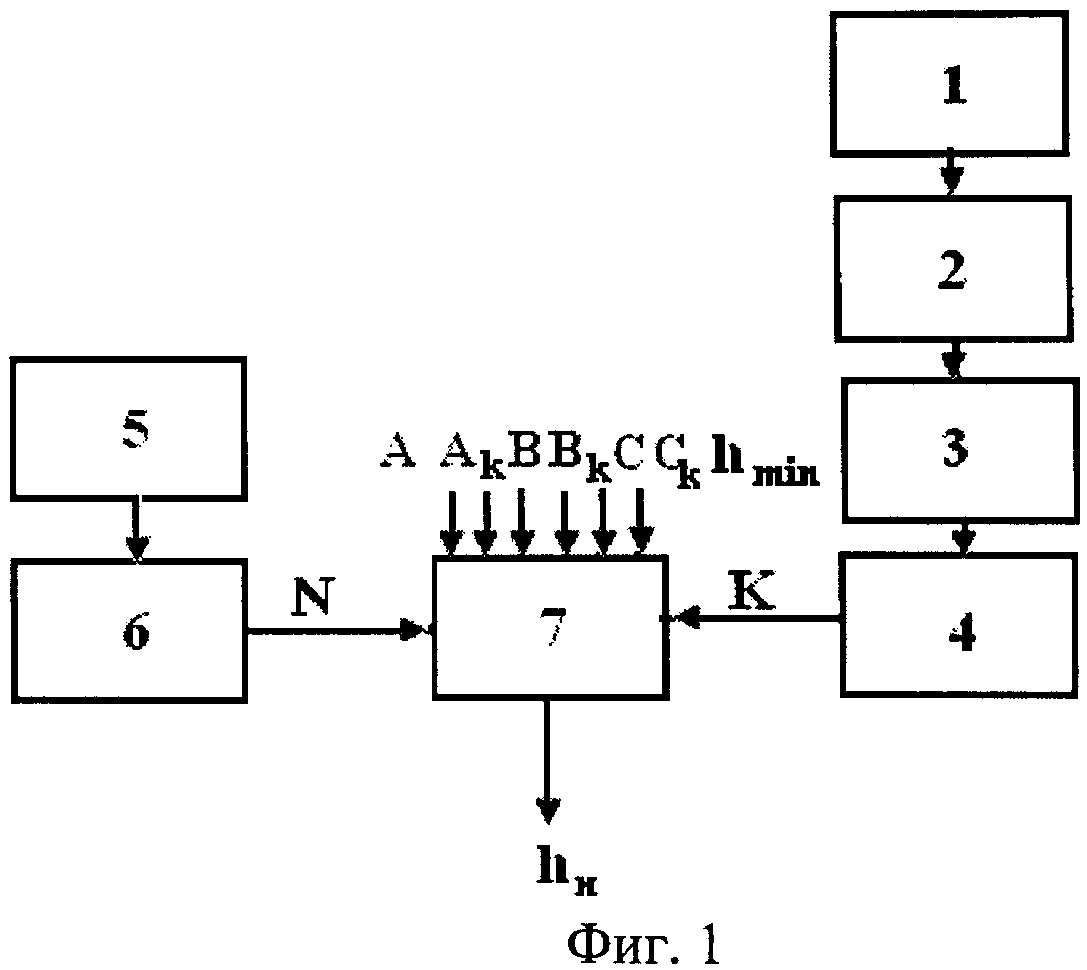
Виброизолирующая система для станков
Виброизолирующая система для металлорежущих станков
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка
Металлорежущий инструмент для виброрезания
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Импульсное ударное устройство
Пьезоэлектрический вибратор
Способ изготовления изделий из композиционных порошкообразных материалов
Устройство автоматизированного контроля нагрузки на валу электродвигателя металлорежущего станка
Металлорежущий инструмент для виброрезания
Девятифазный преобразователь числа фаз
Четырехфазный преобразователь числа фаз
Устройство контроля волнистости обрабатываемой поверхности в процессе фрезерования
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Пятифазный преобразователь числа фаз

