Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ПРОКАТА
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к технологии производства холоднокатаного проката из низкоуглеродистой стали, применяемого в строительстве и машиностроении.
Холоднокатаный прокат для изготовления строительных конструкции, а также элементов машиностроения должен отвечать определенным требованиям по механическим свойствам согласно ГОСТ 11268-76, а именно предел прочности 490-740 Н/мм2 и относительное удлинение δ5 не менее 20%.
Известен способ производства холоднокатаного проката для автомобилестроения, включающем выплавку стали, разливку, горячую прокатку, охлаждение водой, смотку полос в рулоны, холодную прокатку, рекристаллизационный отжиг в колпаковой печи и дрессировку согласно которому рекристаллизационный отжиг осуществляют до конечной температуры Т=-1,1239×ε+665,42, где 1,1239 - эмпирический коэффициент, ε - степень обжатия при холодной прокатке, %, 665,42 - эмпирический коэффициент, после чего выдерживают под нагревательным колпаком с отключенными горелками не более 4 часов, затем с температуры не менее 580°С осуществляют ускоренное охлаждение под муфелем со скоростью 25-35°С/час, при этом выплавляют сталь следующего химического состава, мас. %:
|
Кроме того, распаковку садки производят при температуре не более 90°С, а дрессировку осуществляют с обжатием 0,8-1,6% (Патент РФ №2638477, МПК C21D 8/04, C21D 9/48, C21D 9/663, опубл. 10.11.2017 г.).
Недостаток данного способа состоит в том, что он не обеспечивает требуемого уровня механических свойств холоднокатаного проката.
Наиболее близким по технической сущности и достигаемым результатом является способ изготовления холоднокатаной ленты из углеродистой стали, включающий горячую прокатку, травление, холодную прокатку с обжатием 30-60% и отжиг, согласно которому после отжига осуществляют дополнительную холодную прокатку с обжатием 5-20% и отжиг в две ступени с выдержками при температурах 350-400 и 600-700°С (Патент РФ №2155645, МПК В21В 3/00, опубл. 10.09.2000).
Недостаток данного способа состоит в том, что он не обеспечивает требуемого уровня механических свойств холоднокатаного проката.
Техническим результатом предлагаемого изобретения является повышение выхода годного холоднокатаного проката за счет обеспечения требуемого комплекса механических свойств, стабильных и однородных по длине полосы.
Указанный технический результат достигается тем, что в способе производства холоднокатаного проката, включающем выплавку стали, разливку, горячую прокатку, травление, холодную прокатку, отжиг, холодную прокатку, отжиг и дрессировку, согласно изобретению первую холодную прокатку осуществляют с обжатием 20-40%, а вторую холодную прокатку - с обжатием 20-55%, а отжиг после каждой холодной прокатки производят путем нагрева рулонов до температуры начала отжига 700-730°С, выдержки продолжительностью 7-15 часов при понижении температуры конца отжига, при этом температура начала отжига на 15-35°С выше температуры конца отжига, затем осуществляют охлаждение со скоростью 20-35°С/час. Кроме того, выплавляют сталь следующего химического состава, мас. %
|
Кроме того, горячую прокатку заканчивают при температуре 850-900°С, смотку полосы в рулон осуществляют при температуре 620-690°С, а дрессировку осуществляют с обжатием 0,4-0,7%.
Сущность предлагаемого изобретения заключается в следующем. На первом этапе холодная прокатка проводится с обжатием 20-40%. Это необходимо для исправления дефектов поперечного профиля горячекатаного проката. При повторной прокатке с обжатием 20-55% достигается требуемая толщина холоднокатаного проката и обеспечивается минимальная разнотолщинность по длине рулона. Холодной прокатка с обжатиями за пределами заявленного диапазона, а также за один этап приводит к возможности перегрузки стана, растрескиванию кромок полосы и нарушению ее плоскостности.
Экспериментально установлено, что нагрев рулонов до температуры начала отжига 700-730°С с выдержкой продолжительность 7-15 часов при понижении температуры конца отжига на 15-35°С позволяет получить на холоднокатаном прокате требуемый комплекс механических свойств. При температуре отжига выше заявленного диапазона прочностные свойства на прокате получаются ниже допустимого уровня. При температуре отжига ниже заявленного диапазона и выдержке менее 7 часов замедляются процессы рекристаллизации, пластические свойства на холоднокатаном прокате получаются ниже допустимого уровня.
Охлаждение со скоростью 20-35°С/час позволяет зафиксировать полученную оптимальную микроструктура проката, равномерную по длине и сечению полосы. При запредельных значениях скорости охлаждения растет вероятность получения неравномерной структуры, что в свою очередь приведет к разбросу значений механических свойств по длине и сечению полосы.
Кроме того, углерод - один из упрочняющих элементов, При содержании углерода менее 0,20% прочностные свойства стали ниже допустимого уровня. Увеличение содержания углерода более 0,40% приводит к снижению пластичности стали, что недопустимо.
Кремний применен как легирующий элемент, при содержании кремния менее 0,70% снижаются прочностные характеристики.
Марганец обеспечивает получение заданных механических свойств. При содержании марганца менее 0,60% прочность стали ниже допустимой. Увеличение содержания марганца более 1,20% чрезмерно упрочняет сталь, ухудшает ее пластичность.
Хром применен в стали как легирующий элемент, при содержании хрома менее 0,70% невозможно обеспечить требуемый уровень прочности.
Горячая прокатка с температурами конца прокатки 850-900°С и смотки 620-690°С обеспечивает получение однородных механических свойств по длине полосы. Невыполнение этих условий отрицательно сказывается на комплексе механических свойств проката - снижается относительное удлинение, повышается предел текучести.
Кроме того, дрессировка холоднокатаного проката с обжатием 0,4-0,7% обеспечивает оптимальный уровень механических свойств. Дрессировка с обжатием менее 0,4% приводит к появлению площадки текучести на диаграмме растяжения при испытании на разрыв, а значит к старению металла. Дрессировка с обжатием более 0,7% не обеспечивает необходимый уровень относительного удлинения.
Пример реализации способа. В кислородном конвертере выплавили стали, химический состав которых приведен в таблице 1. Выплавленную сталь разливали на машине непрерывного литья в слябы. Слябы нагревали в нагревательной печи с шагающими балками и прокатывали на непрерывном широкополосном стане 2000. Горячекатаные полосы на отводящем рольганге охлаждали водой до определенных температур и сматывали в рулоны. Охлажденные рулоны подвергали соляно-кислотному травлению в непрерывном травильном агрегате. Затем травленые полосы прокатывали на 5-клетевом стане. Холоднокатаные полосы отжигали в колпаковых печах с водородной защитной атмосферой, еще раз прокатывали на 5-ти клетевом стане и отжигали в колпаковых печах. Отожженные полосы дрессировали на дрессировочном стане. Технологические параметры и механические свойства холоднокатаного проката приведены в таблице 2,3.

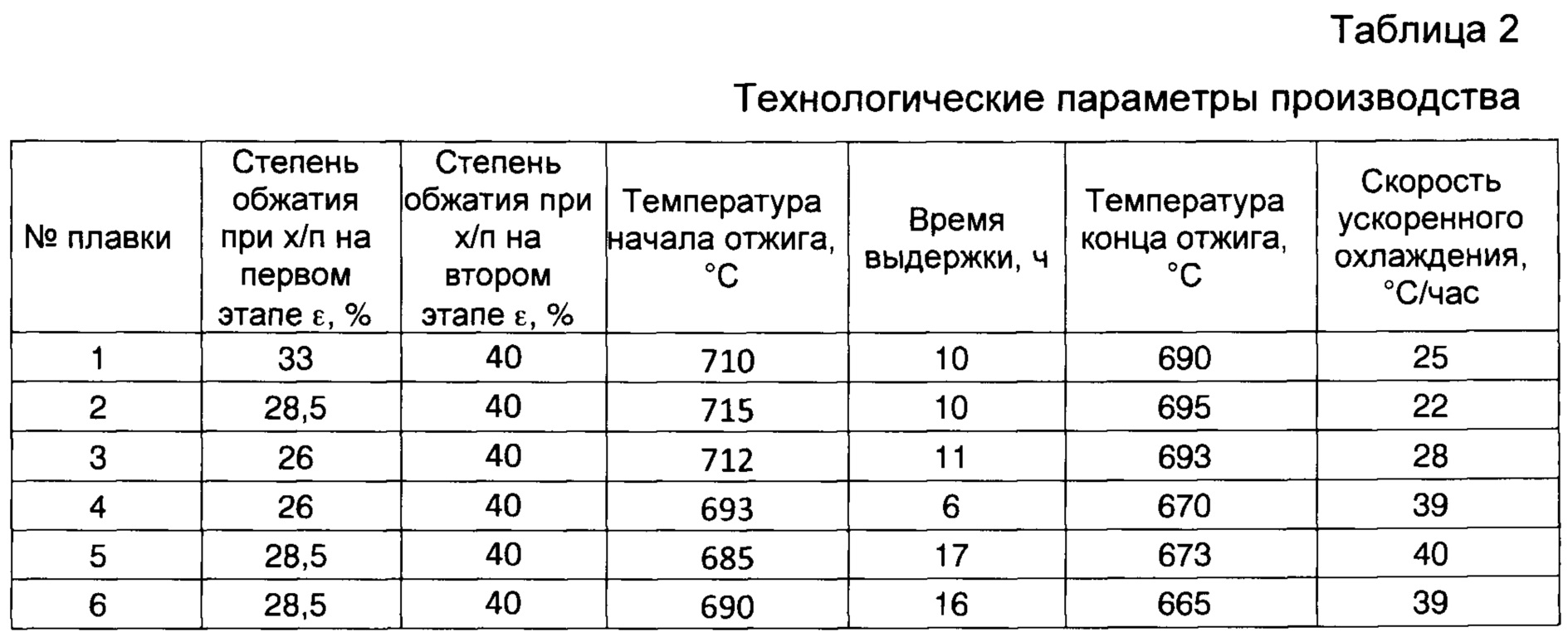

Из таблиц 1-3 видно, что в случае реализации предложенного способа (плавки №№ 1-3) достигается увеличение выхода годного за счет повышения комплекса механических свойств, стабильных и однородных по длине полосы.
В случае запредельных значений заявленных параметров (варианты №4-6), достигнут более низкий уровень механических свойств.
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Многоствольный модуль универсального распыления залпом или выстрелами
Способ производства холоднокатаной полосы
Твердополимерный электролит

