Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ КРОМОК В ПЕРЕСЕКАЮЩИХСЯ КАНАЛАХ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности, к электрохимической обработке для снятия заусенцев или скругления кромок в пересекающихся каналах.
Известен способ электрохимической обработки, при котором электрод - инструмент для снятия заусенцев (авторское свидетельство №772783, опубл. 23.10.1980, МПК В23Р 1/12) выполнен комбинированным со сферическим наконечником из сплава с упругими свойствами, диаметр сферы которого выполнен больше диаметра отверстия на величину, равную суммарной величине основания заусенцев по диаметру, причем по длине наконечника прорезаны сквозные пазы, ширина которых обеспечивает сжатие сферы до диаметра отверстия, в которое вводится электрод. Недостатками вышеуказанного электрода - инструмента являются: сложность изготовления наконечника; требуется вращение электрода во избежание образования выступов, образуемые пазами; невозможна обработка малых диаметров; невозможна обработка некруглых каналов. Кроме того, в ремонтных изделиях недопустимо попадания посторонних вещей, особенно в топливных системах, в виде шлама, который образуется электрохимическим методом при прокачке и сливе электролита. Само присутствие электролита нежелательно.
Наиболее близким к изобретению является способ электрохимического снятия заусенцев и скругления кромок в пересекающихся каналах (Библиотечка электротехнолога. Выпуск 3. «Электрохимическая и электромеханическая обработка металлов» Вишницкий А.Л., Ясногородский И.З., Григорчук И.П., Л., «Машиностроение» 1971, стр. 61), при котором деталь из токопроводящего материала подключается к положительному полюсу и электрод-инструмент размещается вблизи обрабатываемой поверхности, при этом в межэлектродный промежуток нагнетается электролит. В некоторых заготовках с отверстием с заусенцами, образующие механическим способом, требуется убрать заусенцы для нормального потока жидкости или воздуха. Механическим путем заусенцы нельзя убрать, так как образующие стружки могут засорить каналы.
Недостатком данного способа является то, что при данном методе обработки возможно попадание отходов в виде шлама во внутренние полости изделий, при этом на обрабатываемой поверхности могут оставаться следы струйности электролита
Техническим результатом, на достижение которого направлено изобретение, является повышение производительности формообразования изделий за счет упрощения технологии и снижения трудоемкости изготовления.
Технический результат достигается тем, что в способе электрохимического снятия заусенцев и скругления кромок в пересекающихся каналах, при котором деталь из токопроводящего материала подключается к положительному полюсу и электрод-инструмент размещается вблизи обрабатываемой поверхности, и в межэлектродный промежуток нагнетается электролит, в отличие от известного подача электролита в межэлектродный промежуток осуществляется при помощи влаговпитающего материала, который наматывается на рабочий конец электрода и перед началом подачи тока пропитывается электролитом.
На фигуре показан продольный разрез электрод-инструмента.
Электрохимическое снятие заусенцев и скругления кромок осуществляется следующим образом.
На рабочем конце электрода наматывается влаговпитывающийся материал, например, губка, вата, бинт, нитка, при этом другой конец электрода подключается к положительному полюсу. Далее рабочий конец электрода необходимо окунуть в электролит и вставить в обрабатываемое отверстие детали, затем включить ток. Через промежуток времени выключить ток и изъять электрод. Если кромка недостаточно обработана, можно повторить процесс.
Пример
На электрод 1 (фиг.) диаметром меньшего обрабатываемого отверстия и длиной большей глубины отверстия надевается изолирующий материал 2 длиной равной глубине отверстия так, чтобы оба конца оголились. На рабочий конец электрода наматывается влаговпитывающий материал 3, к другому концу прикрепляется электропровод. К обрабатываемой заготовке подводится положительный заряд постоянного тока, а к электроду -отрицательный. Концом электрода с влаговпитывающим материалом обмакивается в электролит, и вставляется в отверстие. Включается ток на 10-20 секунд. После отключения электрод изымается. Производится проверка обработанной поверхности. При недостаточной удовлетворительности повторяется процесс обмакивания в электролит, вставки в отверстие, включения тока.
Электролит, пропитанный влаговпитывающим материалом, при включенном токе растравливает положительно заряженную заготовку, при этом образующие шламы остаются на поверхностях влаговпитывающего материала, которые изымаются вместе с электродами. При повторном обмакивании электрода в электролит шлам смывается с влаговпитывающего материала.
Простота изготовления электрода - инструмента, которая не требует вращения и прокачки со сливом электролита, обеспечивающая, таким образом, возможность снятия заусенцев без прокачки и слива электролита, дает возможность обработки каналов малых размеров и любой формы. Также предлагаемый электрод - инструмент имеет возможность автономной работы, например, потребление тока от аккумулятора.
Таким образом, данное техническое решение позволяет, благодаря упрощению технологии и снижению трудоемкости изготовления инструмента, повысить производительности формообразования изделий.
Способ электрохимического снятия заусенцев и скругления кромок в пересекающихся каналах, при котором деталь из токопроводящего материала подключают к положительному полюсу и электрод-инструмент размещают вблизи обрабатываемой поверхности, отличающийся тем, что используют изолированный электрод-инструмент с оголенными концами, диаметр которого меньше диаметра обрабатываемого отверстия канала, а длина больше длины обрабатываемого отверстия канала, причем на рабочий конец электрода-инструмента наматывают влаговпитывающий материал в виде ваты, бинта или нитки, который перед началом подачи тока пропитывают электролитом и с помощью которого осуществляют подачу электролита в межэлектродный промежуток.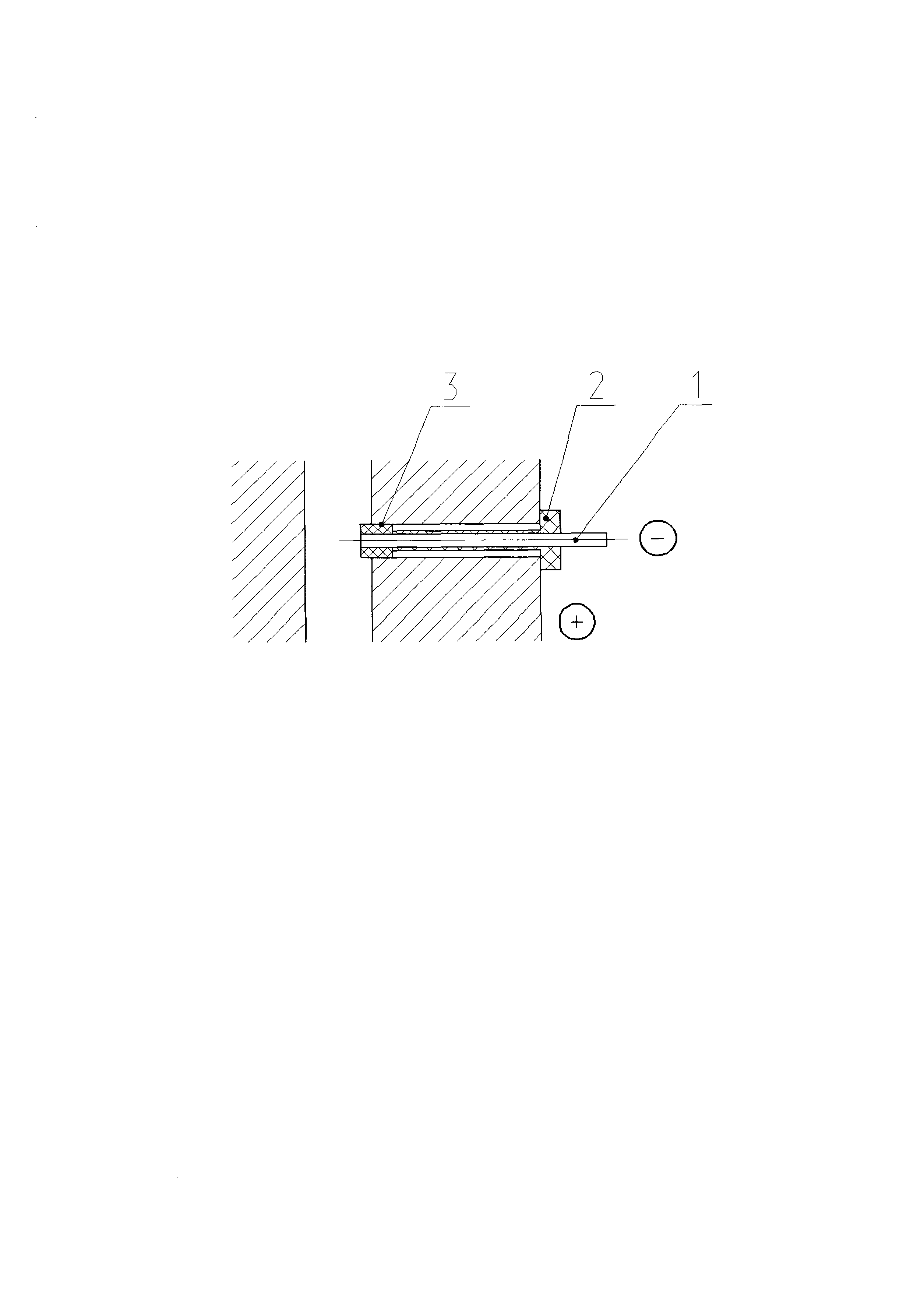
Камера сгорания газотурбинного двигателя
Способ обеспечения устойчивости рабочих лопаток турбомашины к автоколебаниям
Трубчатая камера сгорания газотурбинного двигателя
Способ нанесения изоляционного покрытия на электроды-инструменты или приспособления для электрохимической обработки
Опора ротора с консистентной смазкой
Разгрузочное гидравлическое устройство
Способ электролитно-плазменного полирования деталей из титановых сплавов
Электролит для электрохимической обработки
Способ изготовления электрода-инструмента при объемной электрохимической обработке (эхо)
Способ круговой электрохимической обработки компрессорных лопаток газотурбинного двигателя
Способ электрохимической обработки лопаток моноколеса
Способ получения диальдегидпроизводной гель-пленки бактериальной целлюлозы
Способ электролитно-плазменного полирования деталей из титановых сплавов

