Результат интеллектуальной деятельности: Устройство для глубокой электрогидроимпульсной вытяжки тонколистовых металлов
Вид РИД
Изобретение
Изобретение относится к области листовой штамповки, а именно к технологии вытяжки деталей осесимметричной или коробчатой формы из тонколистовых металлов методом электрогидроимпульсной штамповки.
Известно типовое устройство для электрогидроимпульсной штамповки деталей из листовых металлов путем воздействия на заготовку импульсами нагружения, создаваемыми электрическим разрядом в жидкости. (Оборудование и технологические процессы с использованием электрогидравлического эффекта / Под ред. Г.А. Гулого, М.: Машиностроение, 1977, стр. 155–156, рис. 58). Указанное устройство содержит разрядную камеру с рабочей жидкостью и электродной системой, матрицу, на которую устанавливается листовая заготовка, и постоянно контактирующий с поверхностью фланца заготовки прижим. В процессе вытяжки листовой заготовки на фланцевую часть заготовки действуют силы трения, препятствующие перемещению материала фланца в центральную часть заготовки. Это приводит к утонению материала заготовки и к его разрушению, что не дает возможности осуществить глубокую вытяжку. Это особенно актуально при изготовлении деталей из тонколистовых металлов, потому что трудно обеспечить одинаковые силы трения по всей поверхности фланцевой части заготовки. Поэтому глубокая вытяжка деталей из тонколистовых металлов методом электрогидроимпульсной штамповки затруднена, а чаще всего невозможна.
Задачей, на решение которой направлено изобретение, является создание устройства для получения деталей глубокой электрогидроимпульсной вытяжкой из тонколистовых металлов, обеспечивающего повышение качества получаемых деталей из тонколистовых металлов за счет устранения складок, уменьшения разнотолщинности материала заготовки и повышения степени вытяжки, а также увеличение производительности процесса электрогидроимпульсной штамповки.
Сущность устройства заключается в том, что устройство для электрогидроимпульсной штамповки деталей из листовой заготовки содержит камеру с рабочей жидкостью и электродной системой, и матрицу, на которую устанавливается листовая заготовка, внешнюю обойму, инерционный разглаживатель и упругий элемент. Внешняя обойма и инерционный разглаживатель выполнены ступенчатыми и устанавливаются таким образом, что между ступенью инерционного разглаживателя и обоймой образуется полость, в которую помещают упругий элемент, обеспечивающий зазор между инерционным разглаживателем и матрицей, равный  , где h – толщина заготовки,
, где h – толщина заготовки,  – зазор между инерционным разглаживателем и матрицей, который был определен авторами экспериментально.
– зазор между инерционным разглаживателем и матрицей, который был определен авторами экспериментально.
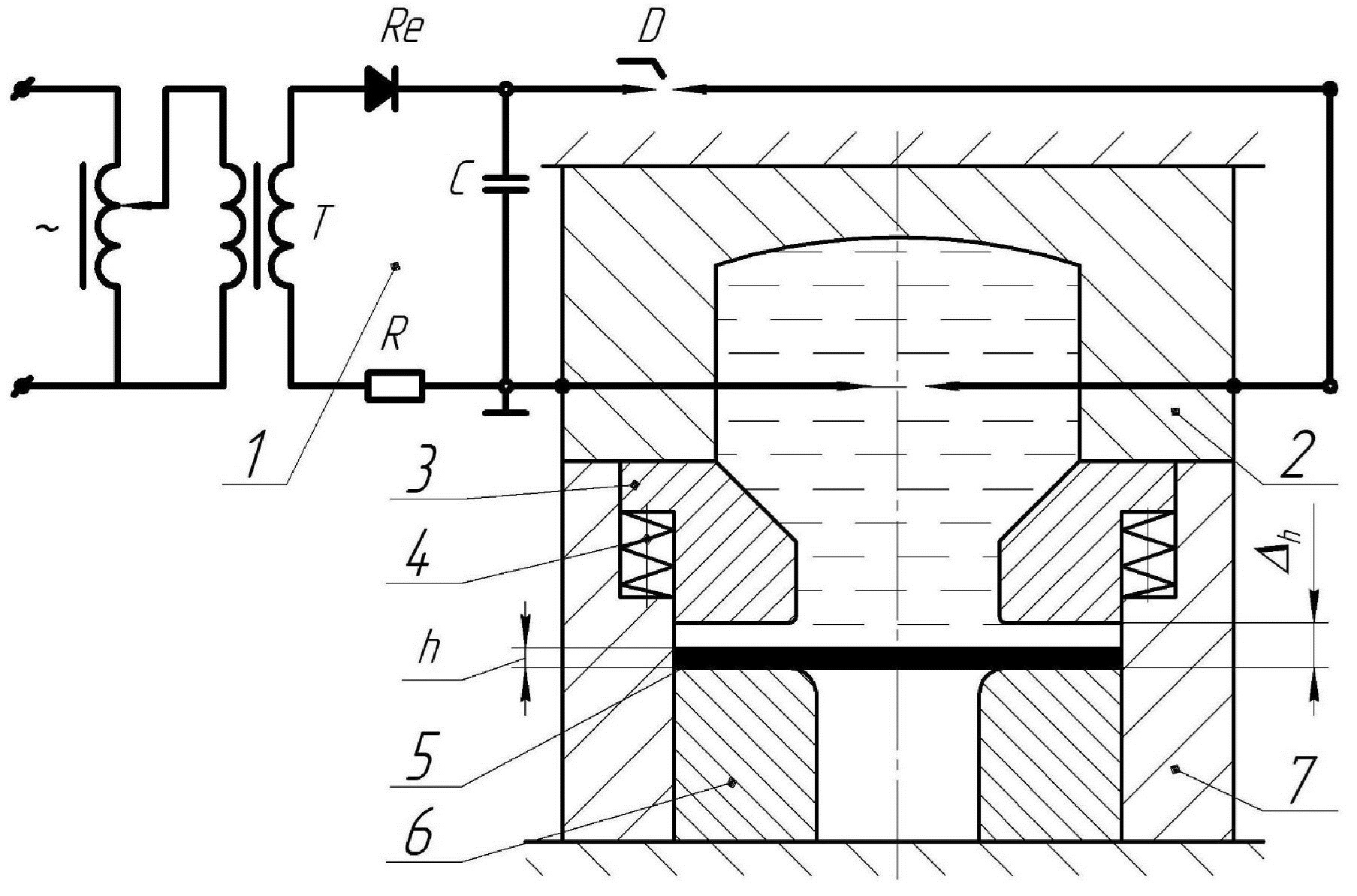
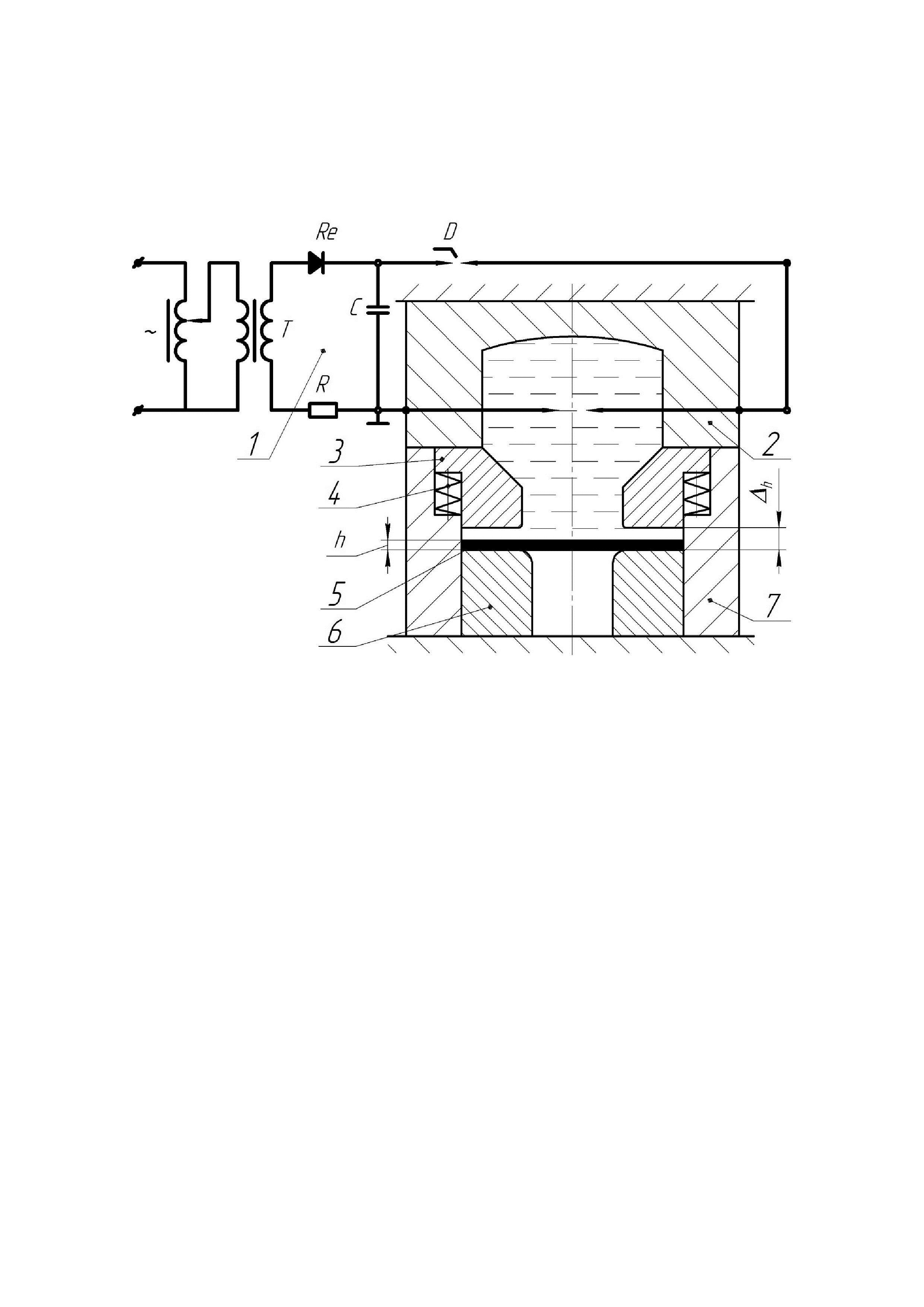
Изобретение поясняется чертежом, на котором представлена конструкция устройства, где 1 – ЭГИ установка; 2 – разрядная камера с рабочей жидкостью; 3 – инерционный разглаживатель; 4 – упругий элемент; 5 – заготовка листового металла; 6 – матрица; 7 – внешняя обойма.
Устройство состоит из ЭГИ установки 1, разрядной камеры 2, заполненной рабочей жидкостью (например, водой), инерционного разглаживателя 3, упругого элемента 4, матрицы 6, обоймы 7. Во внешнюю обойму 7 устанавливают матрицу 6, на поверхность которой устанавливают заготовку из листового металла 5. На ступень внешней обоймы 7 устанавливают инерционный разглаживатель 3, подпружиненный упругим элементом 4 таким образом, чтобы между поверхностью матрицы 6 и инерционного разглаживателя 3 задавался гарантированный зазор равный толщин заготовки. Устройство фиксируется между верхней и нижней плитой гидравлического пресса. В качестве упругого элемента может быть использована пружина или полиуретановое кольцо.
Цикл нагружения осуществляется следующим образом. При разряде конденсаторной батареи между электродами, погруженными в рабочую жидкость, образуется канал разряда с низкотемпературной плазмой высокого давления. При расширении плазмы образуется волна давления, которая воздействует на центральную часть заготовки 5 и инерционный разглаживатель 3. Происходит формоизменение центральной части заготовки и частичное смещение фланцевой части к центру. За счет различия между растягивающими радиальными и сжимающими тангенциальными напряжениями на фланцевой части заготовки 5 образуются складки величиной не более установленного зазора между матрицей 6 и инерционным разглаживателем 3.
Тот же импульс давления, что воздействует на листовую заготовку 5, также действует и на инерционный разглаживатель 3. Поскольку инерционный разглаживатель значительно превышает заготовку по массе, его разгон происходит медленнее, чем у заготовки. Инерционный разглаживатель 3 приходит в движение, ударяет по фланцевой части заготовки 5 и тем самым устраняет образовавшиеся складки. После удара о заготовку 5 происходит отскок инерционного разглаживателя 3 и его движение в обратном направлении. Упругий элемент 4 способствует возвращению инерционного разглаживателя 3 в исходное положение. При этом излишек металла перемещается в сторону центральной части заготовки 5 за счет продолжающегося действия импульсного давления, увеличивая степень вытяжки.
При последующих разрядах процесс повторяется без переустановки заготовки и элементов оснастки.
С помощью заявляемого устройства были изготовлены колпачки из латуни Л68 толщиной 0,24 мм и алюминиевого сплава толщиной 0,8 мм. Колпачки диаметром 40 мм формоизменялись за 3…5 переходов без переустановки заготовки и элементов оснастки. Высота колпачков при использовании предлагаемого устройства на 35…40% превышала высоту колпачков, отштампованных по традиционной схеме.
При зазоре, заданном менее  создавались условия вытяжки, аналогичные традиционной ЭГИ вытяжки тонколистовых металлов, без увеличения степени вытяжки и дополнительного использования ресурса пластичности фланца. При зазоре, заданном выше
создавались условия вытяжки, аналогичные традиционной ЭГИ вытяжки тонколистовых металлов, без увеличения степени вытяжки и дополнительного использования ресурса пластичности фланца. При зазоре, заданном выше  увеличивается вероятность образования крупных складок, которые не разглаживаются при помощи инерционного разглаживателя.
увеличивается вероятность образования крупных складок, которые не разглаживаются при помощи инерционного разглаживателя.
Таким образом, применение заявляемого устройства значительно расширяет технологические возможности электрогидроимпульсной штамповки тонколистовых металлов, а именно увеличивается глубина вытяжки, качество штампуемых деталей за счет уменьшения их разнотолщинности, производительность штамповки, сокращаются сроки подготовки производства, а в ряде случаев возможно изготовление деталей, получение которых другими способами невозможно.
Устройство для глубокой электрогидроимпульсной вытяжки тонколистовых металлов, содержащее разрядную камеру с рабочей жидкостью и электродной системой и матрицу, отличающееся тем, что оно снабжено внешней обоймой и инерционным разглаживателем, которые выполнены ступенчатыми, при этом в образованной полости между ступенями внешней обоймы и инерционного разглаживателя установлен упругий элемент, обеспечивающий зазор между инерционным разглаживателем и матрицей, равный , где h – толщина заготовки, – величина зазора между инерционным разглаживателем и матрицей.

Поглощающий аппарат автосцепки
Механизм распределения мощности в трансмиссии автомобиля
Семейство пептидов - ингибиторов активности белка reca, блокирующих sos-ответ у бактерий
Способ получения тонкопленочного катода
Способ получения тонкопленочного анода
Установка для электролитно-плазменной обработки турбинных лопаток
Способ термомеханической обработки микролегированных сталей
Способ прогнозирования безопасности в достижимых состояниях грид-систем
Способ получения нанокомпозиционных порошковых катодных материалов для литий-ионных аккумуляторов
Топливная форсунка авиационного двигателя
Устройство для магнитно-импульсной формовки особо тонколистовых материалов с низкой электропроводностью

