Результат интеллектуальной деятельности: СОЕДИНЕНИЕ ТОПЛИВОПРОВОДА
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности, к системам впрыска дизельных двигателей.
В системах впрыска дизельных двигателей топливо проходит от насоса высокого давления до форсунки или - в аккумуляторных системах - от насоса высокого давления до топливного аккумулятора и от топливного аккумулятора к форсункам по топливопроводам.
Каждый топливопровод включает трубу высокого давления для подвода топлива (далее - трубу) и элементы для прижатия концов трубы к ответным деталям, выполненные, например, в виде гаек. На каждом конце трубы одним из известных способов, например, высадкой, сформирована соединительная головка, периферическая поверхность которой включает установочную поверхность для контакта с ответной деталью. Технологический процесс изготовления топливопровода включает гибочные операции для придания трубе заданной пространственной формы. Контактные поверхности ответных деталей выполняются, как правило, в форме прямых круговых конусов. Крепление топливопровода происходит за счет прижатия соединительных головок к контактным поверхностям ответных деталей осевым усилием, возникающим при затяжке гаек.
Известны конструкции соединений топливопроводов, предусматривающие использование труб с соединительными головками, периферические поверхности которых включают установочные поверхности для контакта с ответными деталями и кольцевой выступ, причем плоская задняя поверхность кольцевого выступа образует, в зависимости от конструктивного исполнения соединения топливопроводов, опору для нажимной втулки или гайки (ГОСТ 8519-93).
Недостатками известных конструкций являются высокая чувствительность соединений топливопроводов к точности выполнения гибочных операций при изготовлении топливопроводов. Для герметичного соединения топливопровода с ответной деталью, задняя поверхность кольцевого выступа соединительной головки топливопровода должна быть к моменту затяжки гаек выставлена перпендикулярно к оси контактной поверхности ответной детали. Если это условие не выполняется, происходит неравномерное обжатие соединительной головки по контактной поверхности ответной детали, что, в свою очередь, приводит к течи топлива по соединению.
Наиболее близким по совокупности существенных признаков - прототипом заявляемого изобретения - является соединение топливопровода, предусматривающее использование соединительной головки трубы высокого давления для подачи топлива (Патент РФ №2406005, 27.06.2010). Соединительная головка в известной конструкции включает периферическую поверхность, образованную сферической установочной поверхностью для контакта с ответной деталью и кольцевым выступом, заднюю поверхность кольцевого выступа и аксиальное отверстие, расширяющееся в направлении торца трубы. При этом расширение аксиального отверстия имеет форму ступенчатого конуса, выполненного пластической деформацией в процессе формообразования соединительной головки введением в аксиальное отверстие трубы специального технологического инструмента - сердечника. Гайка, прижимающая соединительную головку к ответной детали, контактирует с соединительной головкой непосредственно или опосредовано через шайбу, а контактирующие поверхности шайбы и гайки могут быть плоскими, круглыми коническими или сферическими, причем шайба зачеканивается на конце трубы.
Недостатками известной конструкции являются:
- технологическая сложность формообразования соединительной головки с использованием сердечника,
- сложность формообразующего инструмента, связанная с необходимостью обеспечения прочности сердечника в процессе формообразования соединительной головки,
- дополнительная трудоемкость при использовании шайбы, связанная с ее фиксацией (зачеканкой) на топливопроводе.
Технической задачей, на решение которой направлено предлагаемое изобретение, является устранение недостатков прототипа, а именно - повышение технологичности конструкции соединения топливопровода.
Поставленная задача решается за счет исключения из конструкции соединения топливопровода аксиального конического ступенчатого отверстия в соединительной головке, а также исключения из конструкции соединения топливопровода зачеканиваемой на трубе шайбы. В предлагаемом решении аксиальному отверстию на расстоянии (1,5-l,8)d от торца трубы, где d - наружный диаметр трубы в состоянии поставки, придается ступенчатая форма с диаметром расширенной части, равным (1,025-1,050)D, где D -диаметр отверстия в трубе перед формообразованием соединительной головки. Аксиальное отверстие выполнено ступенчатым путем рассверливания со стороны торца трубы после формообразования соединительной головки. Рассверливание аксиального отверстия после формообразования соединительной головки позволяет исключить специальный сердечник на операции формообразования соединительной головки, что значительно упрощает технологию изготовления топливопровода.
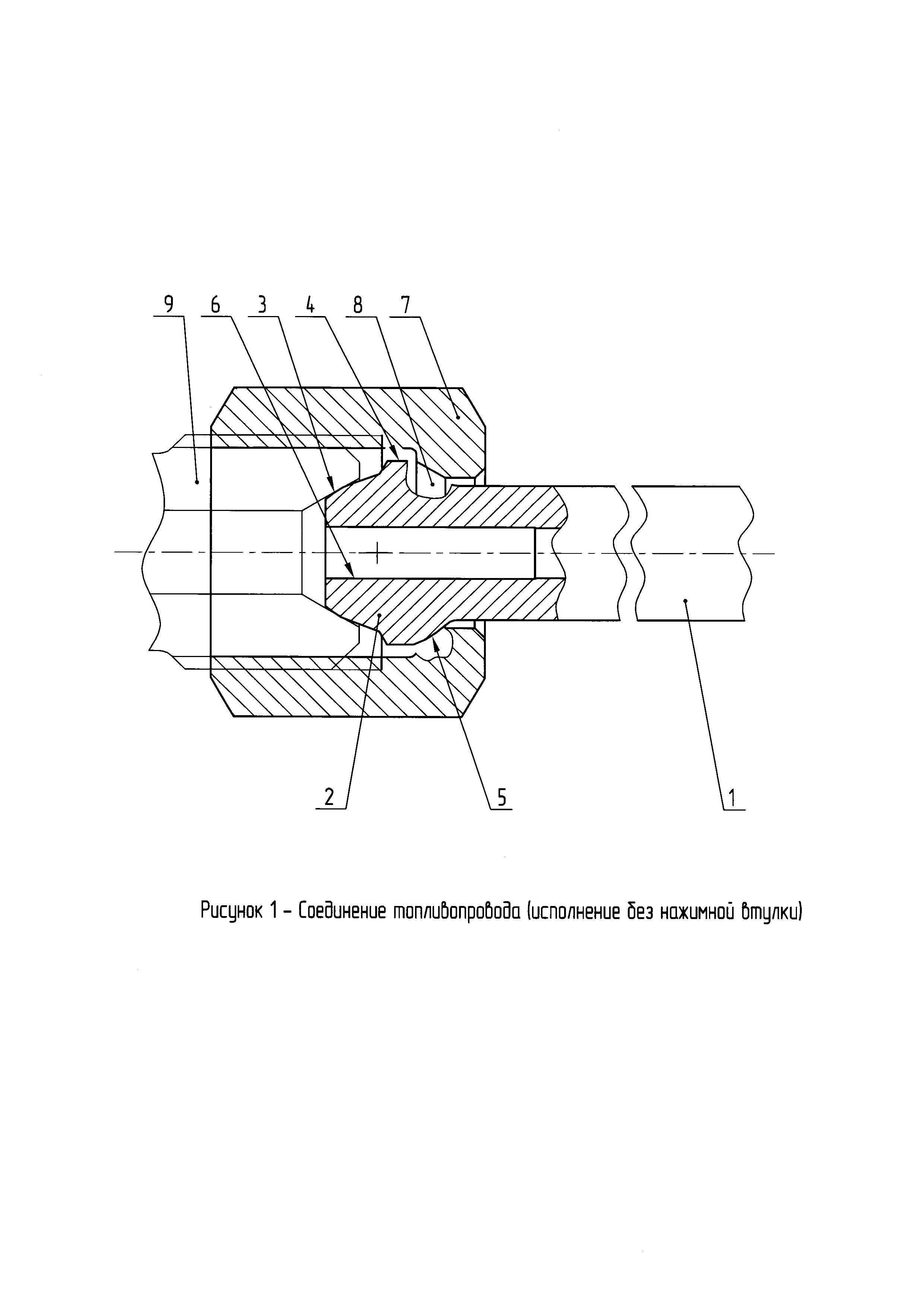
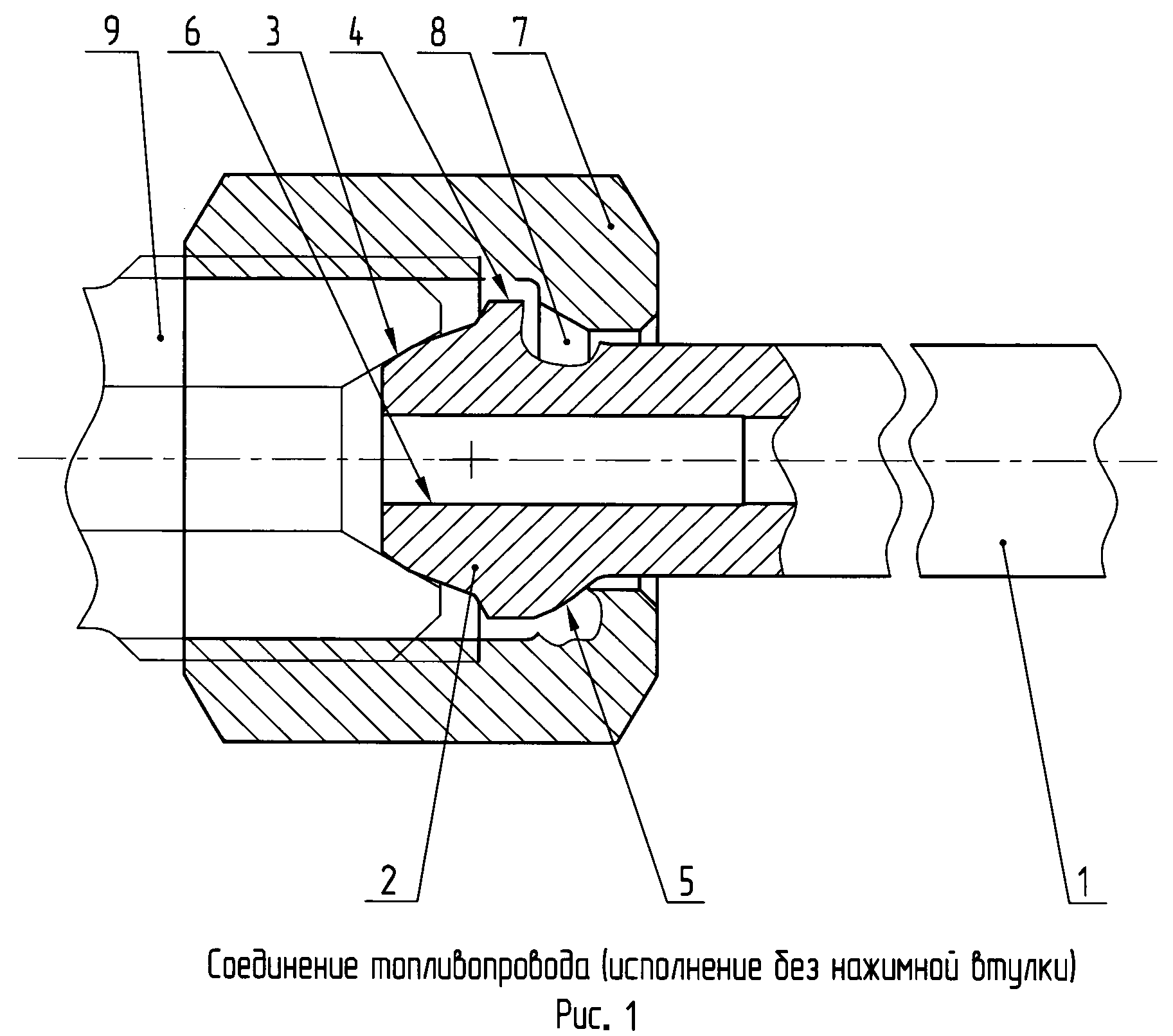
Соединение топливопровода, обеспечивающее решение поставленной задачи, показано на рис. 1 и рис. 2.
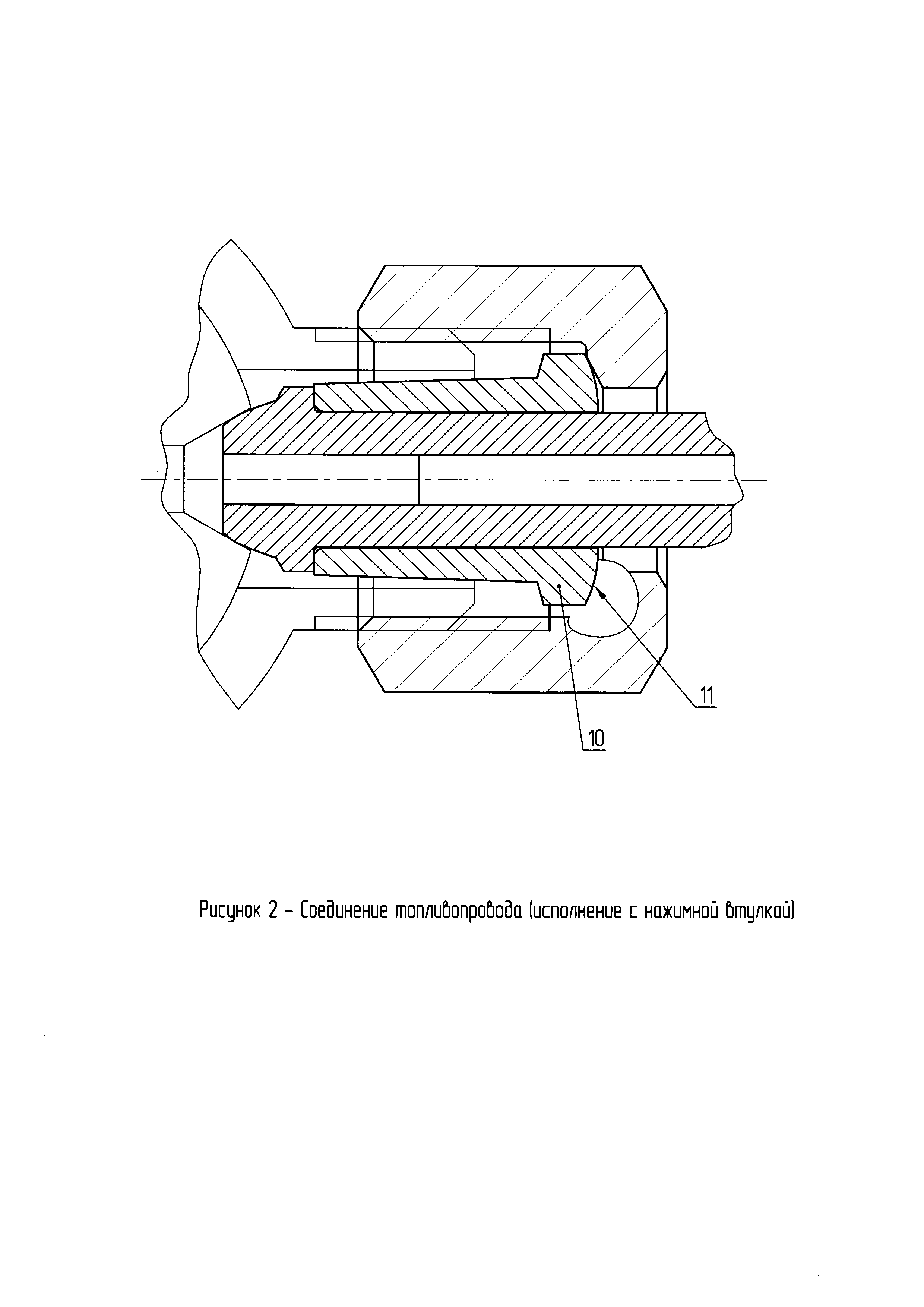
Соединение топливопровода содержит трубу высокого давления для подвода топлива 1 с соединительной головкой 2, включающей периферическую поверхность, образованную сферической установочной поверхностью 3, кольцевым выступом 4 с задней поверхностью 5 и аксиальным отверстием 6, гайку 7 с поверхностью 8 контакта с задней поверхностью 5 кольцевого выступа 4 и ответную деталь 9. На фиг. 2 показан вариант исполнения соединения, в котором в качестве промежуточной детали, роль которой в прототипе выполняет зачеканиваемая на трубе шайба, используется свободно устанавливаемая нажимная втулка 10 с поверхностью 11, контактирующей с поверхностью 8 гайки 7. Аксиальное отверстие 6 получено рассверливанием отверстия в трубе до диаметра (1,025-1,050)D, где D - диаметр отверстия в трубе 1 в состоянии поставки, на расстоянии (1,5-1,8)d, где d - наружный диаметр трубы 1 в состоянии поставки. Задняя поверхность 5 кольцевого выступа 4 соединительной головки 2 (рис. 1) и поверхность 11 нажимной втулки 10 (рис. 2) выполнены сферическими. При этом центры сфер установочной поверхности 3 и поверхности 5 кольцевого выступа 4 могут совпадать.
Соединение топливопровода работает следующим образом.
Соединительная головка 2 трубы 1 прижата сферической установочной поверхностью 3 к ответной детали 9. При этом на заднюю поверхность 5 соединительной головки 2 трубы 1 опирается, в зависимости от конструктивного исполнения, гайка 7 (рис. 1) или свободно устанавливаемая нажимная втулка 10 (рис. 2). Прижатие соединительной головки 2 трубы 1 к ответной детали 9 обеспечивается осевым усилием от затяжки гайки 7.
Предлагаемое в качестве изобретения соединение топливопровода внедрено в серийное производство.
Способ лазерной сварки прецизионных деталей осесимметричной формы
Способ очистки корпусов распылителей после электрохимической обработки и устройство для его осуществления
Способ контроля конических отверстий и устройство для его осуществления
Способ диагностирования двигателя внутреннего сгорания
Способ цементации
Способ прошивки сопловых отверстий
Способ оценки межцикловой неравномерности подачи топлива электроуправляемыми форсунками
Способ закрепления детали на станке и устройство для его осуществления
Способ навивки винтовых пружин преимущественно с малым индексом
Способ вакуумной цементации стальных деталей с резьбовыми отверстиями с обеспечением защиты внутренней резьбы
Способ испытания электрогидравлической форсунки
Способ гидравлического испытания компонентов систем common rail

