Результат интеллектуальной деятельности: ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ СТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к электрохимикомеханическому формированию износостойких покрытий на стальных поверхностях, в частности методом электрохимикомеханического упрочнения, и может быть использовано в машиностроении, в нефте- и газодобывающей, нефтехимической и химической отраслях промышленности.
Известен электролит для электрохимикомеханического упрочнения, содержащий соединение: натриевое жидкое стекло 40% в воде [1].
Однако покрытия, сформированные в указанном электролите, имеют невысокие показатели противоизносных и антифрикционных свойств.
Известен щелочной электролит для микродугового анодирования алюминия и его сплавов [2], включающий гидроксид калия, натриевое жидкое стекло и пероксид водорода.
Однако известный электролит позволяет формировать износостойкое покрытие, обладающее невысокими антифрикционными свойствами, что повышает износ сопрягаемой с ним детали в сопряжении.
Наиболее близким к предлагаемому изобретению по составу компонентов и признаков является электролит для получения антифрикционного износостойкого покрытия [3], включающий гидроксид калия, натриевое жидкое стекло, пероксид водорода и дисульфид молибдена дисперсностью 5-50 мкм при следующем соотношении компонентов, г/л: гидроксид калия - 2-3, натриевое жидкое стекло - 8-10, пероксид водорода - 2,5-10, дисульфид молибдена - 15-25, вода - остальное.
Однако известный электролит не позволяет получить покрытие с достаточно хорошими противозадирными, антифрикционными и противоизносными свойствами при электрохимикомеханическом упрочнении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Технической задачей, на решение которой направлено изобретение, является повышение противоизносных, противозадирных свойств и прочности покрытия. Улучшение этих свойств позволяет повысить ресурс трущихся деталей в сопряжении и уменьшить потери на трение.
Поставленная задача достигается тем, что в известный электролит для электрохимикомеханического упрочнения сталей, в состав которого входят гидроксид калия, натриевое жидкое стекло, пероксид водорода и вода, дополнительно вводят наноуглеродный порошок дисперсностью 8-15 нм, и серпентин дисперсностью 10-40 мкм, при следующем соотношении компонентов, г/л: натриевое жидкое стекло - 8-10, пероксид водорода - 2,5-10, гидроксид калия - 2-3, наноуглеродный порошок - 5-10, серпентин - 10-30, вода - остальное.
Для получения электролита были приготовлены 5 смесей компонентов, содержащие каждая (в г/л): гидроксид калия - 2,5, натриевое жидкое стекло - 8,5, пероксид водорода - 6,5, наноуглеродный порошок - 5-10, остальное вода отличающиеся друг от друга содержанием серпентина, равным в каждом электролите последовательно (в г/л) 10, 20, 30.
Электролит представляет собой водный раствор гидроксида калия (марки "ч", ГОСТ 9285-78), натриевого жидкого стекла (ГОСТ 13078-81, модуль = 3,0-3,4; плотность = 1,4-1,5 г/см3), пероксида водорода (30%-ный водный раствор), наноуглеродного порошка дисперсностью 8-15 нм, серпентина дисперсностью до 40 мкм. Электролиты готовили простым смешиванием компонентов.
Практическое применение иллюстрируется следующим примером, в котором проводили электрохимикомеханическое упрочнение дорожек качения подшипников в среде электролитов. Для проведения испытаний использовались серийные конические подшипники 7308 ГОСТ 27365-87, у которых предельно предельная частота вращения при пластичном смазочном материале nпред=4500 об/мин, а динамическая грузоподъемность С=66000Н, статическая грузоподъемность Со=47500Н. В качестве смазки использовался ЦИАТИМ-201 ГОСТ 6261-1А с температурой каплепадения tк=173°С. Упрочнение дорожек качения проводили на 6 подшипниках: 3 подшипника упрочняли в среде электролита с содержанием серпентина, равным в каждом последовательно (в г/л) 10, 20, 30 и 3 подшипника упрочняли в электролите по [3]. Режим упрочнения следующий: усилие прижатия меднографитного анода к обрабатываемой поверхности (дорожке качения) 20-40 МПа, линейная скорость обрабатываемой поверхности 0,1-0,4 м/с, плотность тока, проходящего по цепи анод - деталь 0,8-1 А/мм2, поступательное перемещение вдоль обрабатываемой поверхности 0,5-2,5 мм/об, время обработки составило: 40 сек кольцо внутреннее, 50 сек кольцо наружное [1].
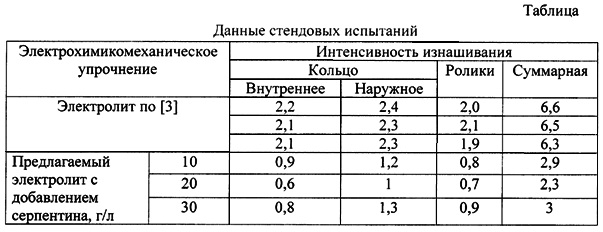
Стендовые трибологические испытания подшипников проводили на машине трения СМТ-2 по схеме "вал-втулка" с загрузочным устройством для создания радиальной и осевой нагрузки [4]. Испытания подшипников проводились при радиальной нагрузке Fr=5 кН, осевой нагрузке Fa=2,5 кН, частоте вращения 1500 об/мин, на пути трения 100 км. Повторяемость всех опытов - четырехкратная. Интенсивность изнашивания определялась весовым методом. Величина весового износа измерялась на аналитических весах ВЛР-200 с точностью до 0,05 мг. Полученные данные обработаны и результаты приведены в таблице.
Представленные в табл.результаты сравнительных испытаний позволяют заключить, что наилучшую износостойкость имеют покрытия, получаемые в электролите, с содержанием концентрацией серпентина от 10-30 г/л, максимальное повышение износостойкости достигается с концентрацией серпентина 20 г/л, что уменьшает интенсивность изнашивания упрочненных подшипников в среднем в 2 раза по сравнению с подшипниками упрочненными электролитом по [3].
Источники информации
1. Макаренко Н.Г. Электрохимическое упрочнение и восстановление деталей трибосистем / Н.Г. Макаренко, - Научное издание. - Омск: «Омский научный вестник», 2004. - С. 113-116, С. 170-178.
2. А.с. SU 1767044, C25D 11/06.
3. П. RU 2198249, C25D 11/02.
4. Гаркунов Д.Н. Триботехника (конструирование, изготовление и эксплуатация машин): Учебник. - 5-е изд., перераб. и доп. - М.: «Издательство МСХА», 2002. 632 с., ил. 250. ISBN 5-94327-093-0
Зеркальная антенна аэростатического летательного аппарата
Способ защиты группового объекта от воздействия средств поражения заградительным дисперсным образованием
Способ определения направления на источник оптического излучения по рассеянной в атмосфере составляющей
Способ и устройство противоторпедной защиты надводного корабля
Способ повышения подвижности военной гусеничной машины при преодолении водной преграды
Колейное пролетное строение со складными щитами перекрытия межколейного промежутка
Система обнаружения светящихся объектов
Способ прогнозирования остаточного ресурса подшипников качения по данным об их виброактивности
Способ сборки ракетного двигателя твердого топлива (рдтт) с газогенератором и сопловым блоком
Способ переработки мицелиальных отходов производства гентамицина сульфата
Устройство для очистки поверхностей
Способ автоматической выверки нулевых линий прицеливания оптико-электронных каналов прицелов бронетанкового вооружения
Стенд для изучения правил проверки аккумуляторов в танке
Система электроснабжения робота
Способ управления движением военной автомобильной техники в составе колонны с учётом состояния опорной поверхности
Автоматизированная система очистки топлива для дизельного двигателя военной техники
Устройство проверки чистоты канала ствола пушки

