Результат интеллектуальной деятельности: Шпунтовая свая
Вид РИД
Изобретение
Изобретение относится к гидротехническому и общегражданскому строительству и может быть использовано в морском и речном строительстве портовых сооружений, строительстве набережных и причалов, подпорных стенок при берегоукрепительных работах, а, также при дорожном строительстве, сооружении тоннелей и фундаментов в стесненных условиях.
Известна шпунтовая свая, содержащая М-образное тело и замковые элементы, расположенные на концах боковых полок М-образного тела для соединения сваи с соседними сваями в шпунтовой стене (Патент на полезную модель РФ №93825, МПК E02D 5/12, опубл. 10.05.2010 г.). Стенки и полки в известном техническом решении выполнены плоскими. Свая выполнена сварной из отдельных листов и трудоемка в изготовлении.
Известна шпунтовая свая, содержащая гнутое U-образное тело, изготовленное из металлического листа, и замковые элементы, расположенные на концах боковых полок U-образного тела для соединения с соседними сваями в шпунтовой стене (Патент на полезную модель РФ №96583, МПК E02D 5/08, опубл. 10.08.2010 г.). Стенки и полки в известном техническом решении выполнены плоскими. Свая имеет низкую нагрузочную способность и жесткость.
Известна шпунтовая свая, содержащая гнутое U-образное тело, изготовленное из металлического листа, и замковые элементы, расположенные на концах боковых полок U-образного тела для соединения с соседними сваями в шпунтовой стене (Патент на полезную модель РФ №118648, МПК E02D 5/04, опубл. 27.07.2012 г.). Гнутое U-образное тело выполнено в виде части цилиндрической поверхности постоянной кривизны. Свая изготавливается из цилиндрической трубы, разрезаемой вдоль на две части. Свая трудоемка в изготовлении и имеет не рациональное распределение металла по сечению.
Известна шпунтовая свая, наиболее близкая к заявляемой, содержащая гнутое U или Ω или Z-образное тело, изготовленное из металлического листа, и замковые элементы для соединения сваи с соседними сваями в шпунтовой стене (ESC pile.. Общий каталог. Стр. 19-29 http://www.escpilehk.com/downloads/ESC_Russian_General_Catalogue_20162017_Revision)_1_Q42016.pdf). Стенки и полки в известном техническом решении выполнены плоскими. Свая имеет низкую нагрузочную способность и жесткость.
Задачей настоящего изобретения является повышение нагрузочной способности, жесткости устойчивости свай при их погружении в грунт методом вдавливания или забивания копром при сооружении шпунтовой стены, повышение надежности соединения свай в шпунтовой стене без раскрытия замковых соединений, а также обеспечение пакетирования изготовленных свай одна в одну без «залипания» их поверхностей при разборке пакетов на строительной площадке.
Решение поставленной задачи достигается тем, что в шпунтовой свае, содержащей гнутое U или Ω или Z-образное тело, изготовленное из металлического листа, и замковые элементы, расположенные на концах боковых полок U-образного тела или на концах стенок Ω или Z-образного тела, для соединения сваи с соседними сваями в шпунтовой стенке, стенка и боковые полки тела сваи выполнены в виде части взаимно пересекающихся или сопрягающихся между собой круговых цилиндрических или круговых цилиндрических и плоских поверхностей, при этом центры круговых цилиндрических поверхностей боковых полок расположены ниже нижней поверхности сваи на величину, равную
Y≥R×S/Нз-0,5×Нз, где
R - внутренний радиус цилиндрических поверхностей боковых полок тела сваи, см.
S - толщина тела сваи, см.
Нз - высота замковых элементов сваи, см,
а центр круговой цилиндрической поверхности стенки расположен на равном удалении между центрами круговых цилиндрических поверхностей боковых стенок сваи.
Изобретение поясняется чертежами, на которых изображено:
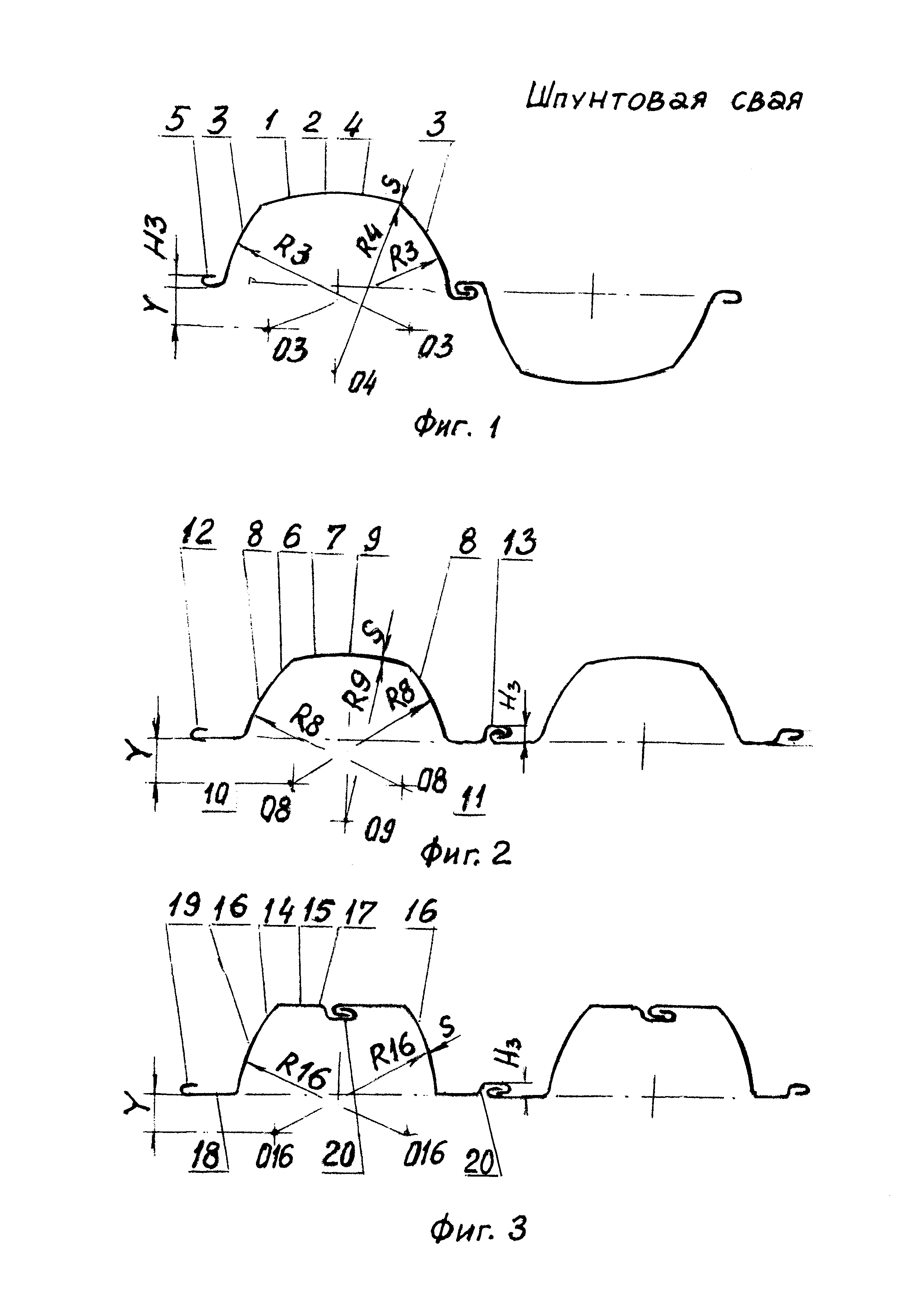
Фиг. 1 - фрагмент шпунтовой стены из U-образных свай;
Фиг. 2 - фрагмент шпунтовой стены из Ω-образных свай;
Фиг. 3 - фрагмент шпунтовой стены из Z-образных свай;
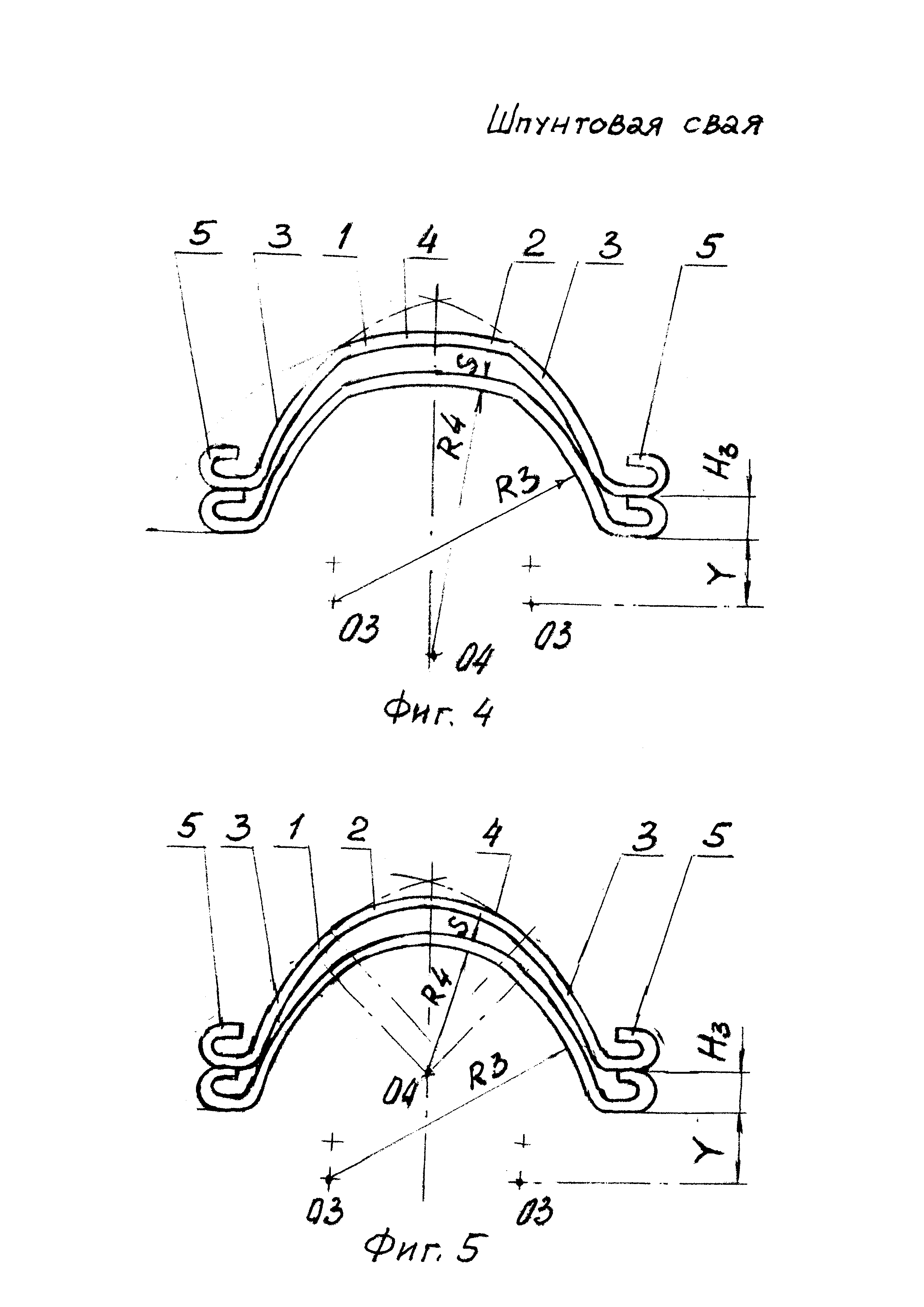
Фиг. 4 - пакет из двух U-образных свай, вариант 1;
Фиг. 5 - пакет из двух U-образных свай, вариант 2.
Шпунтовая свая (Фиг. 1) 1 содержит гнутое U-образное тело 2, состоящее из двух боковых полок 3 и стенки 4, и изготовленное из металлического листа толщиной S, и крючкообразные замковые элементы 5, расположенные на концах боковых полок 3 для соединения сваи 1 с соседними сваями 1 в шпунтовой стене. Стенка 4 и боковые полки 3 выполнены в виде части взаимно пересекающихся (Фиг. 1,4) или сопрягающихся (Фиг. 5) между собой круговых цилиндрических поверхностей с кривизной радиусами R4, R3. Центры O3 круговых цилиндрических поверхностей боковых полок 3 расположены ниже нижней поверхности сваи 1 на величину равную Y≥R3×S/Hз-0,5×Нз, где R3 - внутренний радиус круговых цилиндрических поверхностей боковых полок 3, S - толщина тела 2 (металлического листа) сваи 1, Нз - высота замкового элемента 5. Центр O4 круговой цилиндрической поверхности стенки 4 находится на равном удалении между центрами круговых цилиндрических поверхностей боковых полок 3. При этом радиус R4 стенки 4 может быть, как равным радиусам R3 боковых полок 3, так и отличным от них.
Шпунтовая свая 6 (Фиг. 2) содержит Ω-образное тело 7, состоящее из двух боковых полок 8, лицевой стенки 9 и двух задних стенок 10 и 11 и изготовленное из металлического листа толщиной S, и крючкообразные замковые элементы 12 и 13 на концах задних стенок 10 и 11 для соединения сваи 6 с соседними сваями 6 в шпунтовой стене. Боковые полки 8, лицевая стенка 9 выполнены в виде части взаимно пересекающихся между собой круговых цилиндрических поверхностей с кривизной радиусами R8, R9. Задние стенки 10, 11 выполнены плоскими. Возможны разные комбинации сочетания плоских и круговых цилиндрических поверхностей боковых полок 8, лицевой 9 и задних стенок 10, 11 Ω-образного тела 7 сваи 6. Центры O8 круговых цилиндрических поверхностей боковых полок 8 расположены ниже нижней поверхности (задних стенок 10, 11) сваи 6 на величину, равную Y≥R8×S/Hз-0,5×Нз, где R8 - внутренний радиус круговых цилиндрических поверхностей боковых полок 8, S - толщина тела 7 (металлического листа) сваи 6, Нз - высота замкового элемента 13. Центр O9 круговой цилиндрической поверхности стенки 9 находится на равном удалении между центрами кривизны цилиндрических поверхностей боковых полок 8. При этом радиус R9 стенки 9 может быть, как равным радиусам R8 боковых полок 8, так и отличным от них.
Шпунтовая свая (Фиг. 3) 14 содержит Z-образное тело 15, состоящее из боковой полки 16, лицевой стенки 17 и задней стенки 18 и изготовленное из металлического листа толщиной S, и крючкообразные замковые элементы 19 и 20, расположенные на концах стенок 17 и 18 для соединения сваи 14 с соседними сваями 14 в шпунтовой стене (Фиг. 3). Боковая полка 16 одной шпунтовой сваи 14 выполнена в виде части круговой цилиндрической поверхности с кривизной радиусом R16, пересекающейся с круговой цилиндрической поверхностью боковой полки 16 соседней сваи 14, находящейся с ней в соединении посредством замковых элементов 19, 20. Лицевая 17 и задняя 18 стенки выполнены плоскими. Возможны разные комбинации сочетания плоских и круговых цилиндрических поверхностей боковой полки 16, лицевой 17 и задней 18 стенок Z-образного тела 15 сваи 14. Центр O16 круговой цилиндрической поверхности боковой полки 16 расположен ниже нижней поверхности (задней стенки 18) сваи 14 на величину, равную Y≥R16×S/Hз-0,5×Нз, где R16-внутренний радиус круговой цилиндрической поверхности боковой полки 16, S-толщина тела 15 (металлического листа) сваи 14, Нз-высота замкового элемента 20.
В таблицах 1 и 2 приведены результаты компьютерного моделирования по изменению моментов инерции, жесткости и эквивалентной (приведенной) толщины элементов гнутого тела сваи: стенок и боковых полок.
Обозначения в таблицах 1,2 и на Фиг. 1-5 означают:
R - радиус кривизны стенок и боковых полок, см;
S - толщина стенки металлического листа, из которого выполнена тело в виде трубы, см;
Δ - величина прогиба стенок и боковых полок, см;
В - ширина стенки, боковой полки, см;
Jx, - моменты инерции сечения цилиндрической стенки, боковой полки, см4;
Jx0 - моменты инерции сечения плоской стенки, боковой полки, см4;
Sэ - эквивалентная (приведенная) толщина плоской стенки, боковой полки, момент инерции которой равен по величине моменту инерции цилиндрической стенки, боковой полки, см;
Отношения R/S, Δ/S и B/S приведены в относительных величинах (долях);
Отношения Jx/JxO и Sэ/S приведены в процентах.


Анализ приведенных таблиц 1 и 2 показывает, что при увеличении стрелы прогиба стенки, боковой полки тела сваи увеличивается момент инерции сечения и, соответственно, увеличивается их жесткость и возрастает несущая способность шпунтовой стены, сооруженной из этих свай. Как видно из таблиц, при стреле прогиба стенок или боковых полок, соответствующей трем толщинам тела сваи, момент инерции и жесткость сечения стенок и боковых полок возрастает в 10 раз и в два с лишним раза увеличивается эквивалентная толщина стенки, то есть возможно применение в два раза более легких профилей при том же уровне нагрузок. Сваи с большей жесткостью стенок и полок при погружении под действием вертикальной нагрузки меньше подвержены деформации и отклонению от проектного положения. Следует отметить, что расположение центров радиусов цилиндрических поверхностей боковых полок шпунтовых свай ниже нижней ее поверхности на величину, равную Y≥R×S/Hз-0,5×Hз обеспечивает пакетирование изготовленных шпунтовых свай одна в одну без «залипания» при разборке пакетов на строительной площадке.
Способ контролируемой прокатки листов и стан для его осуществления
Способ формирования шихты для получения металлургического кокса с заданным показателем горячей прочности csr
Способ изготовления молотка для шредерной установки
Способ производства горячекатаных листов из низколегированной стали класса прочности к60 для электросварных прямошовных труб
Способ производства горячекатаных листов из низколегированной стали класса прочности к65 для электросварных прямошовных труб
Способ производства квадратной заготовки
Способ получения низколегированной коррозионностойкой стали для производства проката
Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения
Опорный узел прокатного валка
Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии
Комплект заливочных фланцев для изготовления теплоизолированных труб с пенополиуретановым покрытием (варианты)
Опорный узел прокатного валка
Способ производства крупногабаритных толстых металлических листов или плит
Способ смазки подшипников жидкостного трения прокатной клети
Способ вакуумного рафинирования жидкой стали в ковше
Способ определения износа подшипников скольжения
Шпунтовая стенка
Шпунтовая свая
Шпунтовая стенка
Шпунтовая стенка

