Результат интеллектуальной деятельности: Устройство для электроэрозионной обработки отверстий полым электрод-инструментом
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к станкостроению и металлообработке, и может найти применение при электроэрозионной обработке отверстий малого диаметра полым электрод-инструментом на станках с числовым программным управлением (ЧПУ).
Известно устройство контроля выхода в полость электрод-инструмента, содержащее источник питания, подключенный к межэлектродному промежутку и двигатель подачи, управляемые сигналами блока управления, контролирующего в процессе обработки амплитуду пульсации рабочего тока (Авторское свидетельство 1473917 от 23.03.1987, опубл. 23.04.1989 бюл. №15, МПК B23H 7/00, B23H 9/16).
Недостатком данного устройства является то, что при прошивке отверстий малого диаметра (0,3 мм и менее) дестабилизация потока рабочей жидкости и низкочастотные пульсации технологического тока будут иметь крайне непродолжительную длительность и отклонение номинальной амплитуды технологического тока менее 5%, сопоставимые с отклонениями, возникающими в процессе сверления отверстия. В результате чего система ЧПУ или электронно-вычислительная машина (ЭВМ) может не распознать момент выхода в полость или сделать это ранее.
Известна система анализа выхода в полость электрод-инструмента при электроэрозионной обработке, содержащая обнаруживающий анализатор, содержащий аттенюатор напряжений, усилитель резонансной частоты, ректификатор, компаратор и процессор цифрового сигнала, а так же логическое устройство определения прорыва отверстия по напряжению в межэлектродном пространстве (US 6723942 от 06.03.2003, МПК B23H 1/02, B23H 9/14, G01N 27/00, опубл. 20.04.2004).
Недостатком данного устройства является то, что анализ процесса проводится по спектру сигнала с межэлектродного промежутка при мультиосевой обработке, в результате чего возможны ложные срабатывания в процессе обработки, особенно труднообрабатываемых материалов (с низкой проводимостью), так и ошибки при выходе в полость при использовании электродов малого диаметра.
Наиболее близкой является система анализа выхода в полость электрод-инструмента при электроэрозионной обработке отверстий полым электрод-инструментом, содержащая блок коммутации с электромагнитным клапаном, коммутирующим подачу смазочно-охлаждающего технологического средства (СОТС) во внутреннюю полость обрабатываемой детали, управляемый сигналом от датчиков во время обработки детали (US 5004530 от 19.07.1989, МПК В23Н 3/10, В23Н 7/36, В23Н 9/14, опубл. 02.04.1991).
Недостатками данной системы является необходимость иметь полностью закрытую внутреннею полость, что крайне тяжело осуществить при мультиосевой обработке большого количества отверстий (для осуществления возможности сверления последующего отверстия необходимо заглушить предыдущее).
Техническим результатом, на который направлено изобретение, является высокая достоверность регистрации выхода в полость электрод-инструмента, путем создания избыточного давления в полостях обрабатываемой детали, и как следствие снижение процента ошибок при анализе выхода в полость отверстия электрод-инструмента, стабильность процесса электроэрозионной обработки и повышение качества получаемых отверстий.
Технический результат достигается тем, что в системе анализа выхода в полость электрод-инструмента при электроэрозионной обработке отверстий полым электрод-инструментом, содержащей блок коммутации с электромагнитным клапаном, коммутирующим подачу смазочно-охлаждающего технологического средства (СОТС) во внутреннюю полость обрабатываемой детали, управляемый сигналом от датчиков во время обработки детали, в отличие от известной входы блока коммутации соединены с гидравлической магистрали низкого давления СОТС и с пневматической магистралью, блок коммутации содержит последовательно соединенные с пневматической магистралью регулировочный дроссель, электромагнитный клапан, коммутирующий подачи воздуха во внутреннюю полость детали, и обратный клапан, и содержит соединенный с гидравлической магистралью низкого давления СОТС электромагнитный клапан, коммутирующий подачи СОТС во внутреннюю полость детали, и последовательно соединенный с ним обратный клапан, на выходе из блока коммутации установлен тройник, объединяющий магистрали СОТС и воздуха на входе, выход тройника соединен гибким соединением с внутренней полостью обрабатываемой детали, так же система содержит электронно-вычислительную машину (ЭВМ), управляющую электромагнитными клапанами подачи СОТС и воздуха по результатам обработки сигналов от датчиков межэлектродного промежутка.
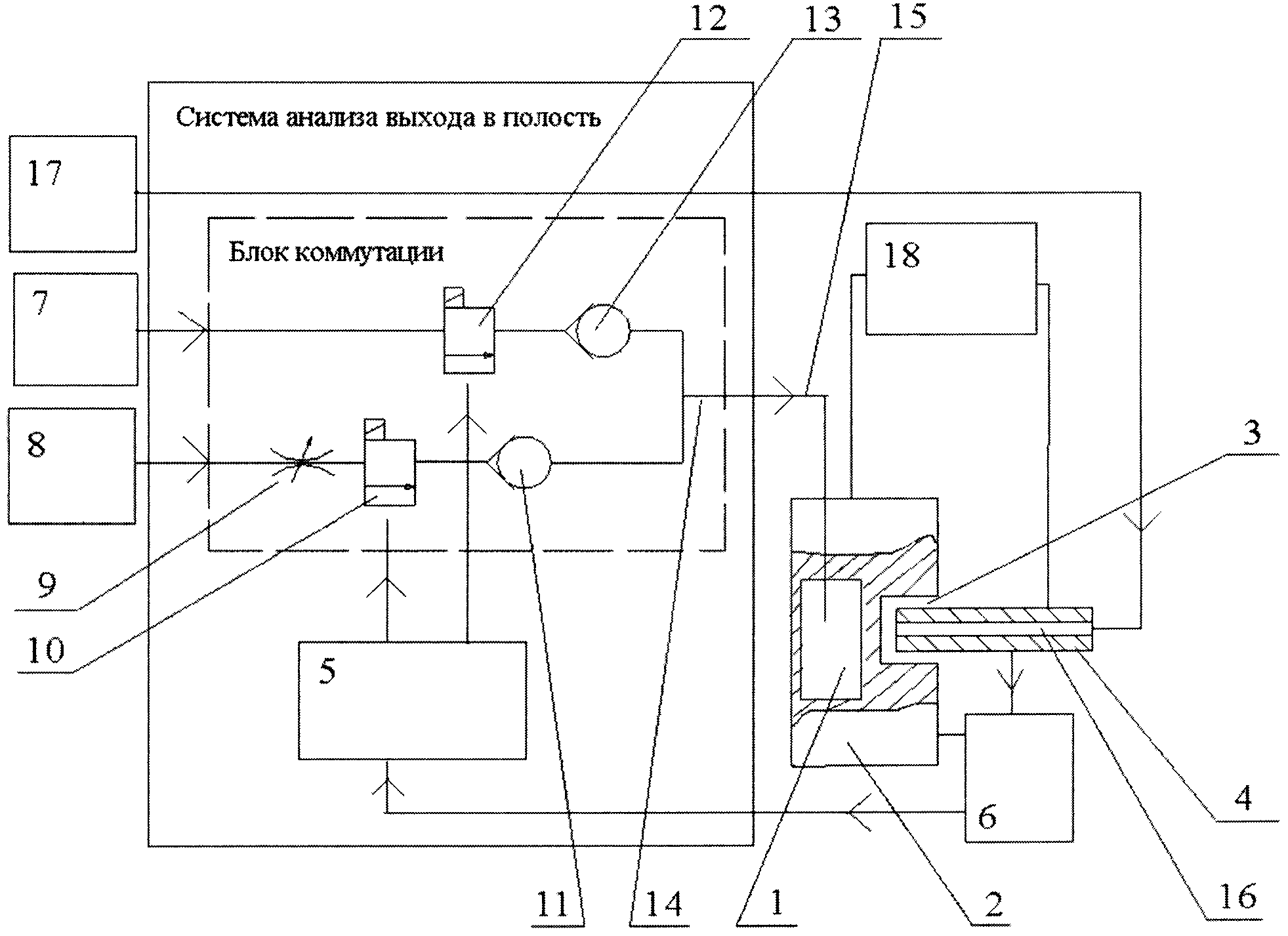
На фигуре показана система анализа выхода в полость электрод-инструмента при электроэрозионной обработке отверстий.
Система анализа выхода во внутреннюю полость 1 детали 2 при электроэрозионной обработке отверстий 3 полым электрод-инструментом 4 содержит электронно-вычислительную машину (ЭВМ) 5, блок коммутации и систему датчиков межэлектродного промежутка 6.
Входы блока коммутации соединены с гидравлической магистрали низкого давления 7 смазочно-охлаждающего технологического средства (СОТС) и с пневматической магистралью 8.
Блок коммутации содержит последовательно соединенные с пневматической магистралью 8 регулировочный дроссель 9, обеспечивающий точную регулировку давления воздуха во внутренней полости 1, электромагнитный клапан 10, коммутирующий подачу воздуха во внутреннюю полость 1 детали 2 из пневматической магистрали 8, и обратный клапан 11. Так же блок коммутации содержит соединенный с гидравлической магистралью низкого давления 7 СОТС электромагнитный клапан 12, коммутирующий подачи СОТС от гидравлической магистрали низкого давления 7 во внутреннюю полость 1 детали 2, и последовательно соединенный с ним обратный клапан 13.
Обратные клапаны 11, 13 предотвращают взаимное проникновение СОТС и воздуха.
На выходе из блока коммутации установлен тройник 14, объединяющий магистрали 7, 8 СОТС и воздуха на входе, выход тройника 14 соединен гибким соединением 15 с внутренней полостью 1 обрабатываемой детали 2.
Внутренняя полость 16 электрод-инструмента 3 соединена с гидравлической магистралью высокого давления 17 СОТС. Генератор тока 18 при осуществлении процесса электроэрозионной обработки подает напряжение на электрод- инструмент 4 и на деталь 2.
ЭВМ 5 по результатам обработки сигналов с датчиков межэлектродного промежутка 6 управляет электромагнитными клапанами 12, 10 подачи СОТС и воздуха.
Система анализа выхода в полость при электроэрозионной обработке отверстий полым электрод-инструментом работает следующим образом.
При электроэрозионной обработке отверстий 3 полым электрод-инструментом 4 напряжение от генератора пота 18 подается на обрабатываемую деталь 2 и на электрод-инструмент 4. Через внутреннюю полость 16 электрод-инструмента 3 от гидравлической магистрали высокого давления 17 подается СОТС для обработки отверстия.
По команде со стойки станка с ЧПУ (не показана) включается система анализа выхода в полость. Система датчиков межэлектродного промежутка 6 подает сигналы на ЭВМ 5. После анализа сигнала ЭВМ 5 подает сигнал на электромагнитный клапан 10 подачи воздуха. Клапан 10 открывается и через обратный клапан 11, тройник 14 и гибкое соединение 15 воздух подается во внутреннюю полость 1 обрабатываемой детали 2, создавая внутри избыточное давление. При прорыве отверстия 3 резко падает скорость обработки, что регистрируется системой датчиков межэлектродного промежутка 6. Время, в течение которого регистрируется снижение скорости, выбирается на порядок больше времени, которое требуется для релаксации процесса в случае возникновения короткого замыкания при сверлении.
После анализа сигнала ЭВМ 5 подает сигнал на закрытие электромагнитного клапана 10 подачи воздуха, и на открытие электромагнитного клапана 12 подачи СОТС от гидравлической магистрали 7 низкого давления через обратный клапан 13, тройник 14 и по гибкому соединению 15 во внутреннюю полость 1 обрабатываемой детали 2. Процесс электрохимической обработки стабилизируется. Обработка отверстия 3 заканчивается, и электрод-инструмент 4 выводится из отверстия 3.
В результате работы предложенной системы анализа выхода в полость электрод-инструмента 4 достигается стабильная работа алгоритмов анализа выхода в полость во всем диапазоне диаметров отверстий 3, обрабатываемых на станке, а так же полностью автоматизированный процесс, управляемый стойкой ЧПУ станка.
Эксплуатация устройства показала, что количество ошибок, даже при работе с инструментом диаметром 0,2 мм не превысила 1%.
Благодаря тому, что в системе анализа выхода в полость электрод-инструмента при электроэрозионной обработке отверстий полым электрод-инструментом, содержащей блок коммутации с электромагнитным клапаном, коммутирующим подачу смазочно-охлаждающего технологического средства (СОТС) во внутреннюю полость обрабатываемой детали, управляемый сигналом от датчиков во время обработки детали, в отличие от известной входы блока коммутации соединены с гидравлической магистрали низкого давления СОТС и с пневматической магистралью, блок коммутации содержит последовательно соединенные с пневматической магистралью регулировочный дроссель, электромагнитный клапан, коммутирующий подачи воздуха во внутреннюю полость детали, и обратный клапан, и содержит соединенный с гидравлической магистралью низкого давления СОТС электромагнитный клапан, коммутирующий подачи СОТС во внутреннюю полость детали, и последовательно соединенный с ним обратный клапан, на выходе из блока коммутации установлен тройник, объединяющий магистрали СОТС и воздуха на входе, выход тройника соединен гибким соединением с внутренней полостью обрабатываемой детали, так же система содержит электронно-вычислительную машину (ЭВМ), управляющую электромагнитными клапанами подачи СОТС и воздуха по результатам обработки сигналов от датчиков межэлектродного промежутка, достигается высокая достоверность регистрации выхода в полость инструмента, путем создания избыточного давления в полостях обрабатываемой детали, и как следствие снижение процента ошибок при анализе выхода в полость отверстия электрод-инструмента, стабильность процесса электроэрозионной обработки и повышение качества получаемых отверстий.
Устройство для электроэрозионной обработки отверстий полым электрод-инструментом, содержащее блок коммутации с электромагнитными клапанами, отличающееся тем, что оно снабжено электронно-вычислительной машиной, датчиками межэлектродного промежутка, гидравлической магистралью низкого давления смазочно-охлаждающего технологического средства и пневматической магистралью, которые соединены с входами блока коммутации, при этом блок коммутации содержит последовательно соединенные с пневматической магистралью регулировочный дроссель, электромагнитный клапан, коммутирующий подачу воздуха во внутреннюю полость детали, и обратный клапан, и соединенный с гидравлической магистралью низкого давления смазочно-охлаждающего технологического средства электромагнитный клапан, коммутирующий подачу смазочно-охлаждающего технологического средства во внутреннюю полость детали, и последовательно соединенный с ним обратный клапан, причем на выходе из блока коммутации установлен тройник, объединяющий гидравлическую магистраль низкого давления смазочно-охлаждающего технологического средства и пневматическую магистраль, при этом выход тройника соединен гибким соединением с внутренней полостью обрабатываемой детали, а устройство выполнено с возможностью управления посредством электронно-вычислительной машины упомянутыми электромагнитными клапанами подачи, коммутирующими подачу смазочно-охлаждающего технологического средства и воздуха, по результатам обработки сигналов от упомянутых датчиков межэлектродного промежутка.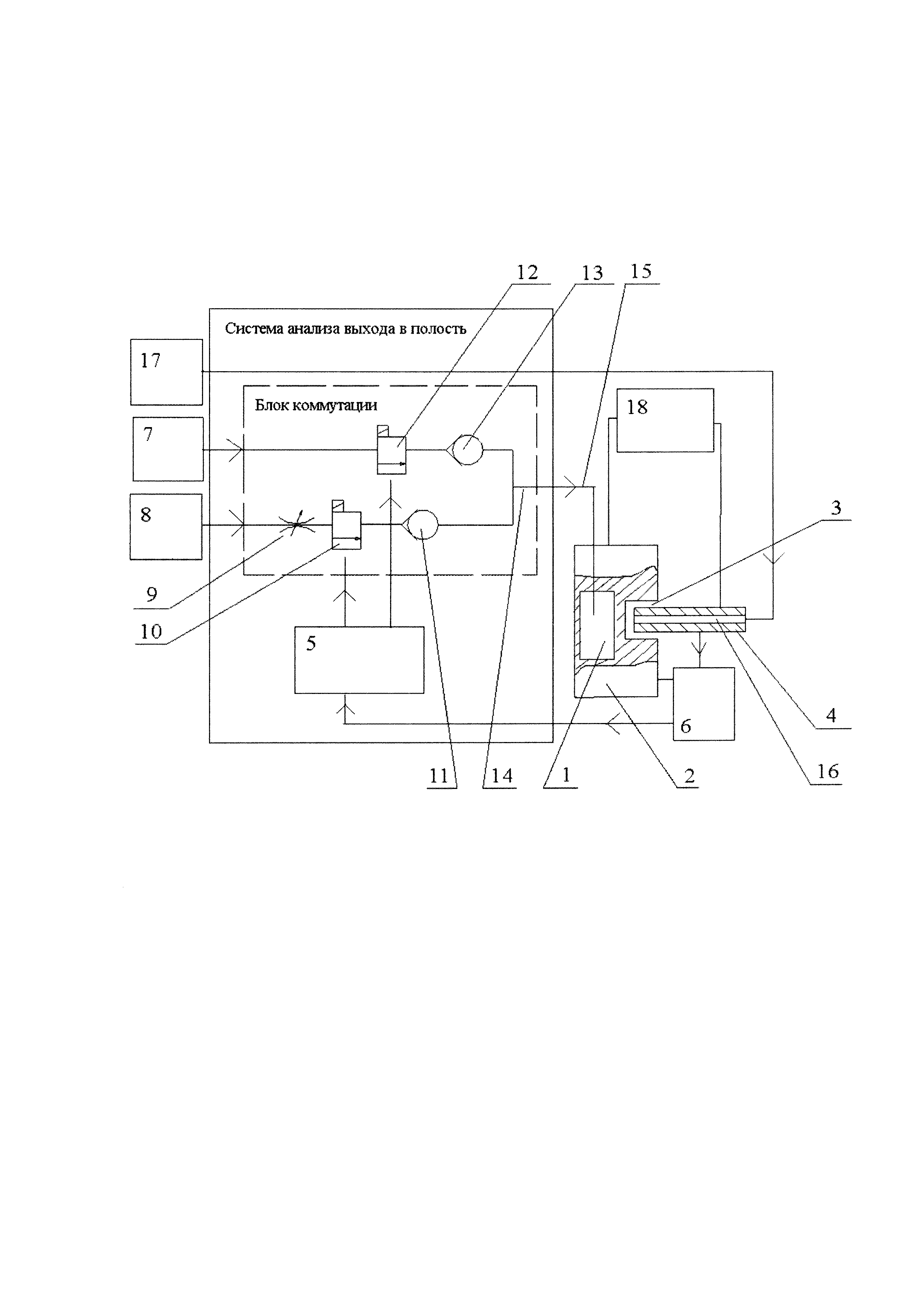
Способ диагностики технического состояния подшипника качения ротора газотурбинного двигателя
Способ определения периодичности контроля деталей газотурбинных двигателей
Способ измерения сил, действующих на подшипник качения при статическом и динамическом нагружении с использованием тензодатчиков сопротивления
Система плавного включения фрикционной муфты зубчатого редуктора
Способ изготовления крупногабаритных лопаток газотурбинного двигателя
Способ проведения резонансных испытаний рабочих лопаток в составе турбомашины
Комбинированный способ электрохимической обработки деталей из титановых сплавов
Главная судовая энергетическая установка
Устройство для смазки подшипников роторной машины
Главный судовой газотурбинный агрегат с реверсивным двигателем

