Результат интеллектуальной деятельности: СПОСОБ УСТАНОВКИ ТЕПЛОИЗОЛИРУЮЩЕЙ ВСТАВКИ В ДУТЬЕВОЙ КАНАЛ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к области металлургии и может быть использовано при установке теплоизолирующей (керамической) вставки в дутьевой канал воздушной фурмы доменной печи.
Наиболее близким по технической сущности является способ установки керамической вставки в дутьевой канал воздушной фурмы доменной печи, включающий нанесение компенсационного теплоизоляционного материала, обладающего клеящими и гидроизоляционными свойствами, на сварные швы внутреннего стакана со стороны дутьевого канала, локальное нанесение его на наружную поверхность вставки и введение ее в дутьевой канал [Патент RU №163423, МПК С21В 7/16, 2016].
Локального нанесения компенсационного теплоизоляционного материала на сварные швы внутреннего стакана со стороны дутьевого канала и наружную поверхность вставки недостаточно для отсутствия перемещения вставки относительно внутреннего стакана на протяжении всего периода работы фурмы. Кроме того, из-за отсутствия центровки вставки относительно внутреннего стакана и ее локального контакта с ним возникает скачок температурных напряжений во вставке, что может привести к ее преждевременному разрушению. Смещение отверстия во вставке относительно газового патрубка также приводит к ее преждевременному разрушению.
Техническим результатом предлагаемого изобретения является повышение стойкости теплоизолирующей вставки.
Технический результат достигается тем, что в способе установки теплоизолирующей вставки в дутьевой канал воздушной фурмы доменной печи, включающем нанесение компенсационного теплоизоляционного материала, обладающего клеящими и гидроизоляционными свойствами, на сварные швы внутреннего стакана со стороны дутьевого канала и на наружную поверхность теплоизолирующей вставки и введение теплоизолирующей вставки в дутьевой канал, согласно изобретению предварительно с поверхности дутьевого канала, прилегающего к вставке, удаляют окалину и локально наносят на очищенную поверхность упомянутый компенсационный теплоизоляционный материал, а после введения вставки в дутьевой канал ее центруют относительно выходного сечения газового патрубка и внутреннего стакана.
Чтобы исключить перемещение вставки относительно внутреннего стакана на протяжении всего периода работы фурмы компенсационный теплоизоляционный материал, кроме локального нанесения на наружную поверхность вставки, локально наносят на поверхность дутьевого канала, прилегающего к вставке. Но поскольку поверхность дутьевого канала покрыта окалиной, образовавшейся после термообработки фурмы, то ее удаляют, так как она может отслоиться вместе с компенсационным теплоизоляционным материалом. А чтобы исключить локальное прилегание вставки к внутреннему стакану и смещение отверстия в ней относительно выходного сечения газового патрубка, ее центруют относительно внутреннего стакана и выходного сечения газового патрубка. Все эти признаки в совокупности способствуют предотвращению преждевременного разрушения вставки, а, следовательно, повышению ее стойкости, таким образом обеспечивают достижение технического результата.
Способ осуществляется следующим образом. С поверхности дутьевого канала воздушной фурмы, прилегающей к вставке, удаляют окалину. Далее компенсационный теплоизоляционный материал локально наносят на очищенную поверхность, покрывают сварные швы внутреннего стакана со стороны дутьевого канала, локально наносят на наружную поверхность вставки и вводят ее в дутьевой канал. После этого вставку центруют относительно выходного сечения газового патрубка и внутреннего стакана.
Изобретение поясняется чертежом, на котором изображено сечение воздушной фурмы доменной печи с теплоизолирующей вставкой.
Фурма состоит из наружного (1) и внутреннего (2) стаканов, сваренных по краям с рыльной частью (3) и фланцем (4). В дутьевой канал (5) устанавливают керамическую вставку (6) с образованием воздушного зазора (7) между дутьевым каналом (5) и керамической вставкой (6).
Пример 1.
С поверхности дутьевого канала, прилегающей к вставке, воздушной фурмы удалили окалину, образовавшуюся после ее термообработки, шлифовальной машинкой. Далее силиконовый герметик локально нанесли на очищенную поверхность, покрыли им сварные швы внутреннего стакана со стороны дутьевого канала и локально нанесли на наружную поверхность вставки. После этого вставку ввели в дутьевой канал и отцентровали относительно выходного сечения газового патрубка и внутреннего стакана. Собранную фурму со вставкой установили в доменную печь. Фурма была снята с печи после 135 суток по технологии. Вставка осталась без видимых повреждений.
Пример 2 (по прототипу).
Силиконовым герметиком покрыли сварные швы фурмы внутреннего стакана со стороны дутьевого канала и локально нанесли его на наружную поверхность вставки. После этого вставку ввели в дутьевой канал. Собранную фурму со вставкой установили в доменную печь одновременно с фурмой по примеру 1. Фурма также была снята с печи после 135 суток по технологии. Вставка была покрыта трещинами, а ее часть над газовым патрубком разрушилась.
Следовательно, удаление окалины с поверхности дутьевого канала фурмы, прилегающей к вставке, локальное нанесение на очищенную поверхность компенсационного теплоизоляционного материала с последующим покрытием этим материалом сварных швов внутреннего стакана со стороны дутьевого канала, локальное нанесение его на наружную поверхность вставки и центрирование вставки относительно выходного сечения газового патрубка и внутреннего стакана способствуют повышению ее стойкости.
Способ установки теплоизолирующей вставки в дутьевой канал воздушной фурмы доменной печи, включающий нанесение компенсационного теплоизоляционного материала, обладающего клеящими и гидроизоляционными свойствами, на сварные швы внутреннего стакана со стороны дутьевого канала и на наружную поверхность теплоизолирующей вставки и введение теплоизолирующей вставки в дутьевой канал, отличающийся тем, что предварительно с поверхности дутьевого канала, прилегающего к вставке, удаляют окалину и локально наносят на очищенную поверхность упомянутый компенсационный теплоизоляционный материал, а после введения вставки в дутьевой канал ее центруют относительно внутреннего стакана и выходного сечения газового патрубка, расположенного во внутреннем стакане.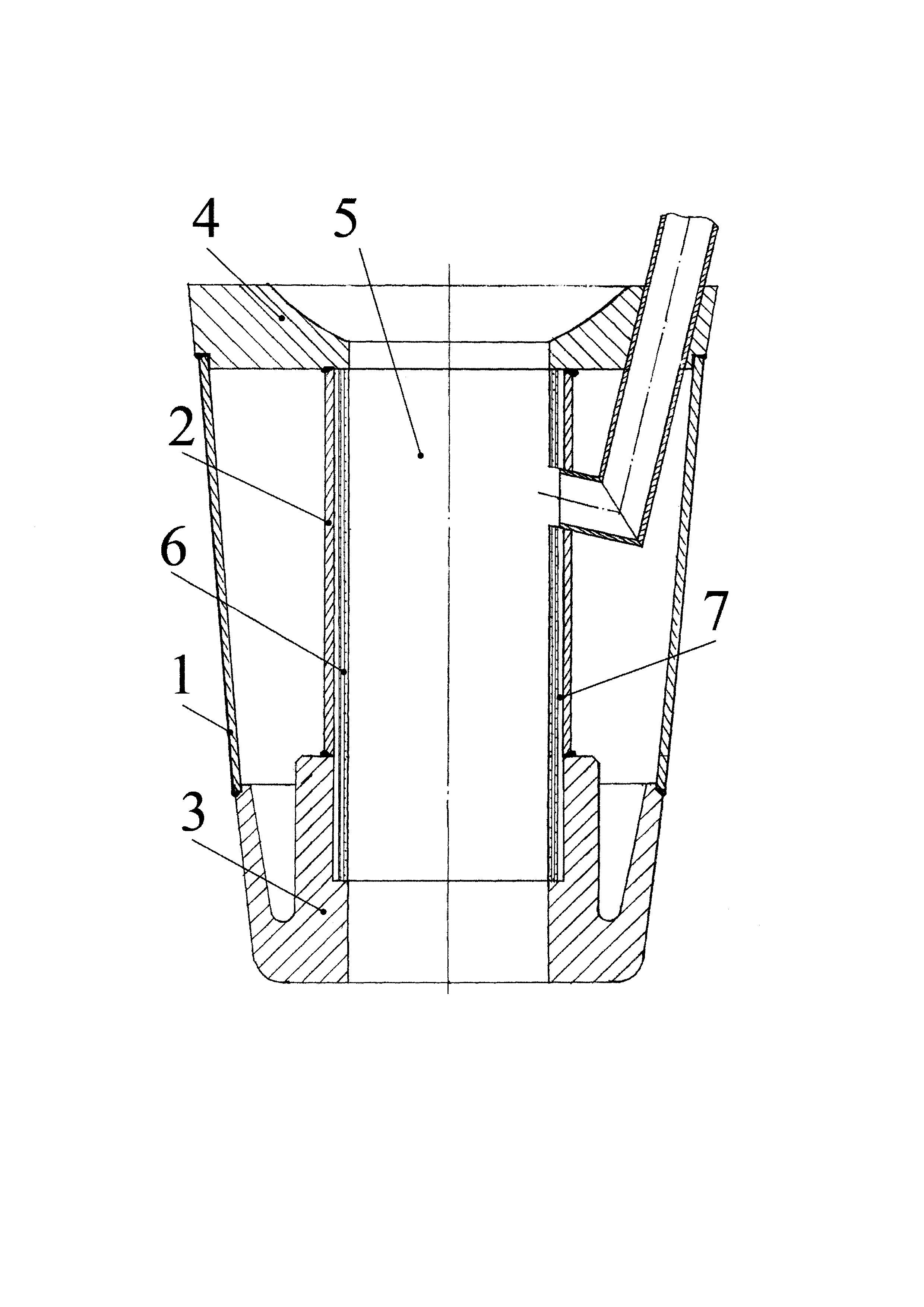
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ доменной плавки цинкосодержащей шихты

