Результат интеллектуальной деятельности: Способ ремонта стенки резервуара
Вид РИД
Изобретение
Изобретение относится к области строительства, в частности к способам ремонта стенки вертикального резервуара, выполненного из стальных листов из низкоуглеродистых и низколегированных сталей, соединенных между собой сварными соединениями.
Известно изобретение «Способ сварки корпусных конструкций из стали типа АК» (патент RU №2089363, опубл. 1998 г.), сущность которого заключается в том, что сварку выполняют на постоянном токе обратной полярности. Для уменьшения остаточных и угловых деформаций в многопроходных швах стыковых соединений заполнение разделки кромок осуществляют в следующей последовательности: при сварке криволинейных швов вначале полностью заваривают шов с внутренней стороны обшивки, а потом полностью заваривают шов с наружной стороны обшивки, при сварке прямолинейных швов вначале заполняют разделку со стороны набора заподлицо с основным металлом, потом после строжки и зачистки, заваривают шов, с другой стороны. Автоматическую и полуавтоматическую сварку под флюсом применяют в нижнем положении. Ручную и полуавтоматическую сварку швов и подварку корня шва производят с разбивкой каждого технологического участка на отдельные зоны.
Недостатком данного способа является сложность ремонта, необходимость использования дополнительных ремонтных конструкций, необходимость их приварки к стенкам резервуара и удаления после выполнения сварочных работ, излишнее тепловложение в металл конструкции, и как следствие, высокий уровень послесварочных остаточных напряжений и деформаций, что все вместе приводит к низкой надежности ремонтных работ.
Технический результат, достигаемый настоящим изобретением, заключается в повышении надежности ремонтных работ за счет снижения уровня остаточных сварочных деформаций и напряжений при наложении вертикальных и горизонтальных швов.
Технический результат достигается за счет того, что в способе ремонта стенки резервуара, характеризующемся тем, что производят разметку и вырезку в дефектной зоне на стенке резервуара технологического окна с размерами, соответствующими размерам листовой ремонтной вставки, осуществляют разделку свариваемых кромок по периметру листовой ремонтной вставки и технологического окна, устанавливают на стенке резервуара листовой ремонтной вставки с зазором между свариваемыми кромками от 2,5 до 4,5 мм по периметру ремонтной листовой вставки, фиксируют ремонтную вставку с помощью временных фиксирующих монтажных приспособлений, выполняют предварительный подогрев свариваемых кромок от 130 до 150°С, затем дуговой сваркой по периметру листовой ремонтной вставки формируют стыковое сварное соединение, при сварке осуществляют контроль за тепловложением в металл, поддерживая его на уровне от 0,4 до 0,8 кДж/мм, применяют электроды уменьшенного диаметра от 1,2 до 2,5 мм и увеличивают количество проходов в стыковом сварном соединении за счет снижения размеров наплавляемых валиков по высоте от 1,5 до 2 мм при отсутствии поперечных колебаний при их наложении, а также используют симметричную двухстороннюю разделку свариваемых кромок и симметричное наложение сварных валиков с обеих сторон, выполняют сварку от центра к краям обратноступенчатым способом, контролируя температуры между накладываемыми сварными валиками от 130 до 170°С, после чего охлаждают стыковое сварное соединение со скоростью не более 40°С/с путем непрерывного сопутствующего подогрева, а охлаждение стыкового сварного соединения от температуры 170°С выполняют путем укрытия теплоизолирующими поясами до температуры 50°С, а после выполнения сварочно-монтажных работ выполняют послесварочную термическую обработку стыкового сварного соединения по режиму высокого отпуска при температуре от 620 до 680°С в течении 30 минут.
Изобретение применяется для ремонта стенок резервуаров дуговой сваркой вертикальных и горизонтальных стыковых сварных соединений с помощью листовых ремонтных вставок.
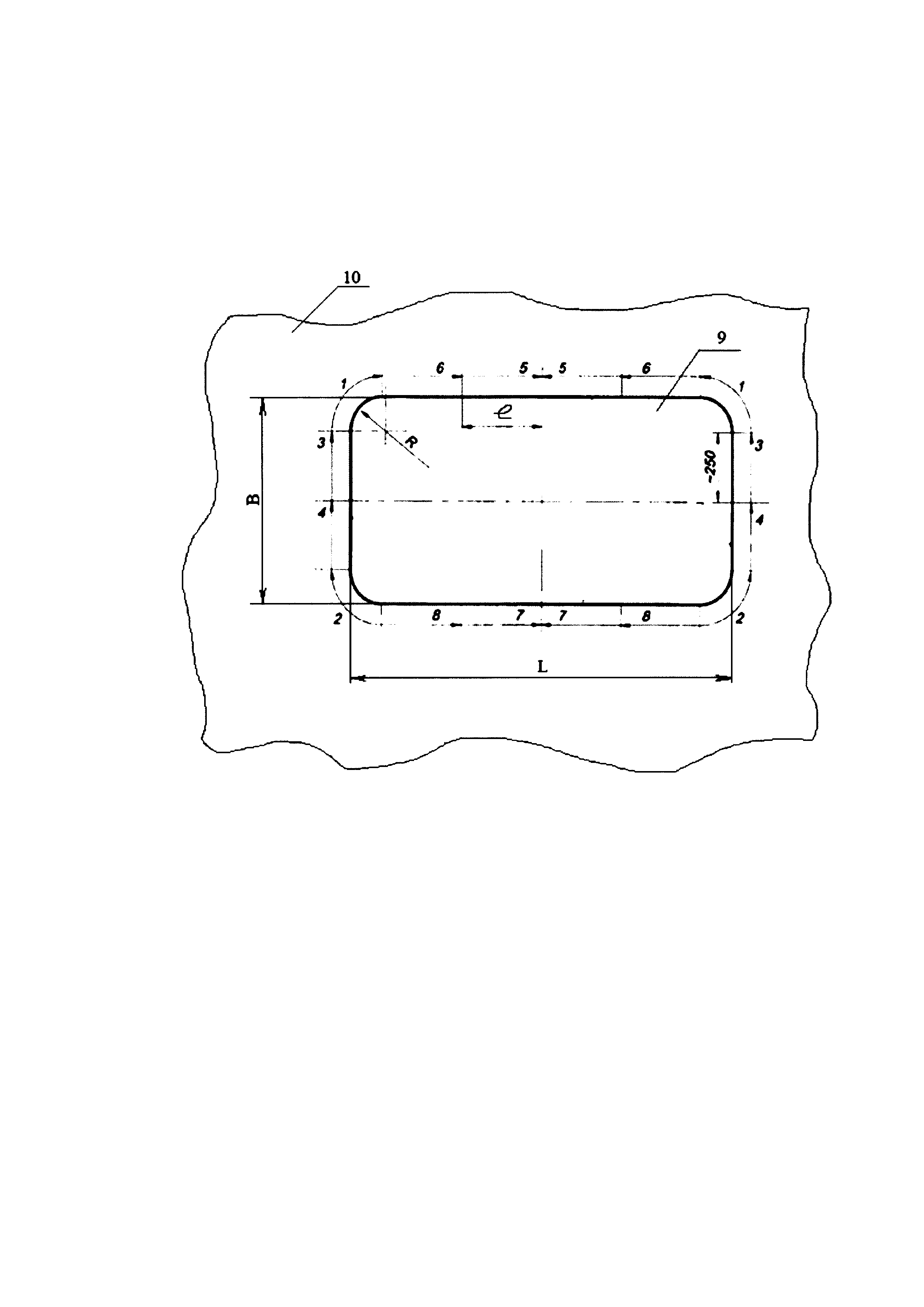
Изобретение поясняется чертежом, на котором представлена схема сварки и приняты следующие обозначения: 1-8 - нумерация сварных швов сварного соединения, связанная с порядком их наложения, 9 - листовая ремонтная вставка, 10 - стенка резервуара, R - радиус закругления на углах вставки, L - длина листовой вставки, В - ширина листовой вставки, 1 - длина участка шва, В/L=1:1; 1:1,5; 1:2,0; 1:2,5.
Способ сварки, обеспечивающий снижение послесварочных деформаций и напряжений в сварном соединении включает:
- двухстороннюю X - образную симметричную разделку свариваемых кромок для вертикальных швов;
- двухстороннюю К - образную симметричную разделку свариваемых кромок для горизонтальных швов;
- дуговая сварка выполняется на минимальной погонной энергии, в диапазоне от 0,4 до 0,8 кДж/мм;
- наложение сварных валиков выполняют симметричным наложением (один валик изнутри, другой симметрично снаружи);
- длина каждого сварного валика не превышает 200 мм для контроля за параметрами термического цикла сварки в части тепловложения;
- для дуговой сварки используют электроды диаметром не более 1,2-2,5 мм;
- способ наложения сварных валиков обратноступенчатый от центра к краям;
- форма сварных валиков - ниточные швы без поперечных колебаний;
- регулирование скорости охлаждения за счет подогрева не более 40°С /с путем непрерывного сопутствующего подогрева;
- свободное перемещение второго конца листовой ремонтной вставки;
- послесварочная термическая обработка сварного соединения по режиму высокого отпуска при температуре от 620 до 680°С в течении 30 минут.
При этом следует отметить, что:
- выбор зазора между свариваемыми кромками и листовой ремонтной вставкой от 2,5 до 4,5 мм по периметру вставки обусловлен снижением образования дефектов при сварке;
- размер наплавляемых валиков по высоте от 1,5 до 2 мм выбран из условий снижения тепловложения в металл при сварке;
- выполнение предварительного подогрева свариваемых кромок в интервале от 130 до 150°С обусловлено принятием технологических мер для предотвращения образования горячих трещин;
- электроды выбраны уменьшенного диаметра от 1,2 до 2 мм для снижения тепловложения в металл;
- выбор режима термической обработки сварного соединения по режиму высокого отпуска при температуре от 620 до 680°С в течении 30 минут принят для снижения уровня остаточных сварочных напряжений.
Способ ремонта стенки резервуара осуществляют следующим образом.
На стенке резервуара 10 устанавливают листовую ремонтную вставку 9 с зазором между свариваемыми кромками от 2,5 до 4,5 мм по периметру ремонтной листовой вставки, фиксируют ремонтную вставку с помощью временных фиксирующих монтажных приспособлений (не показаны), выполняют предварительный подогрев свариваемых кромок от 130 до 150°С, затем дуговой сваркой по периметру листовой ремонтной вставки формируют стыковое сварное соединение, при сварке осуществляют контроль за тепловложением в металл, поддерживая его на уровне от 0,4 до 0,8 кДж/мм, применяют электроды уменьшенного диаметра от 1,2 до 2,5 и увеличивают количество проходов в стыковом сварном соединении за счет снижения размеров наплавляемых валиков по высоте от 1,5 до 2 мм при отсутствии поперечных колебаний при их наложении, а также используют симметричную двухстороннюю разделку свариваемых кромок и симметричное наложение сварных валиков с обеих сторон, выполняют сварку от центра к краям обратноступенчатым способом, контролируя температуры между накладываемыми сварными валиками от 130 до 170°С, после чего охлаждают стыковое сварное соединение со скоростью не более 40°С путем непрерывного сопутствующего подогрева, а охлаждение стыкового сварного соединения от температуры 170°С выполняют путем укрытия теплоизолирующими поясами до температуры 50°С, а после выполнения сварочно-монтажных работ выполняют послесварочную термическую обработку стыкового сварного соединения по режиму высокого отпуска при температуре от 620 до 680°С в течении 30 минут.
Сварка выполняется электродами типа Э50А по ГОСТ 9466-75, ГОСТ 9467-75 с последовательным наложением валиков и контролируемым тепловложением.
С целью определения работоспособности конструкции и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах окружающего воздуха до минус 10°С включительно, таким образом все приведенные в формуле и описании режимные величины, касающиеся температурных интервалов, временных и размерных, получены авторами экспериментально
На вертикальную стенку резервуара 10 с предварительно вырезанным технологическим отверстием приваривалась листовая ремонтная вставка 9 размером 300×600 мм с соотношением сторон 1:2 с закругленными углами.
Неразрушающий контроль показал отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.


Применение предложенного способа обеспечивает повышение надежности ремонтных работ за счет снижения уровня остаточных сварочных деформаций и напряжений при наложении вертикальных и горизонтальных швов.
Предложенный способ может быть использован при выполнении ремонтных работ на резервуарах.
Способ ремонта стенки резервуара, включающий разделку и вырезку дефекта, разделку кромок под сварку и сварку, отличающийся тем, что вначале выполняют разметку и вырезку в дефектной зоне на стенке резервуара технологического окна с размерами, соответствующими размерам листовой ремонтной вставки, осуществляют симметричную двухстороннюю разделку свариваемых кромок по периметру листовой ремонтной вставки и технологического окна, устанавливают на стенке резервуара листовую ремонтную вставку с зазором между свариваемыми кромками от 2,5 до 4,5 мм по периметру ремонтной листовой вставки, фиксируют ремонтную вставку с помощью временных фиксирующих монтажных приспособлений, выполняют предварительный подогрев свариваемых кромок от 130 до 150°С, затем дуговой сваркой от центра к краям обратноступенчатым способом по периметру листовой ремонтной вставки формируют стыковое сварное соединение с симметричным наложением сварных валиков с обеих сторон, при этом осуществляют контроль тепловложения в металл сварного соединения, который поддерживают на уровне от 0,4 до 0,8 кДж/мм, причем для сварки используют электроды диаметром от 1,2 до 2,5 мм, а наплавляемые валики выполняют высотой от 1,5 до 2 мм, при этом температуру между сварными валиками поддерживают от 130 до 170°С, после сварки охлаждают стыковое сварное соединение со скоростью не более 40°С/с с использованием непрерывного сопутствующего подогрева, а от температуры 170°С до температуры 50°С осуществляют охлаждение стыкового сварного соединения с укрытием теплоизолирующими поясами, после чего осуществляют послесварочную термическую обработку стыкового сварного соединения путем высокого отпуска при температуре от 620 до 680°С в течение 30 минут.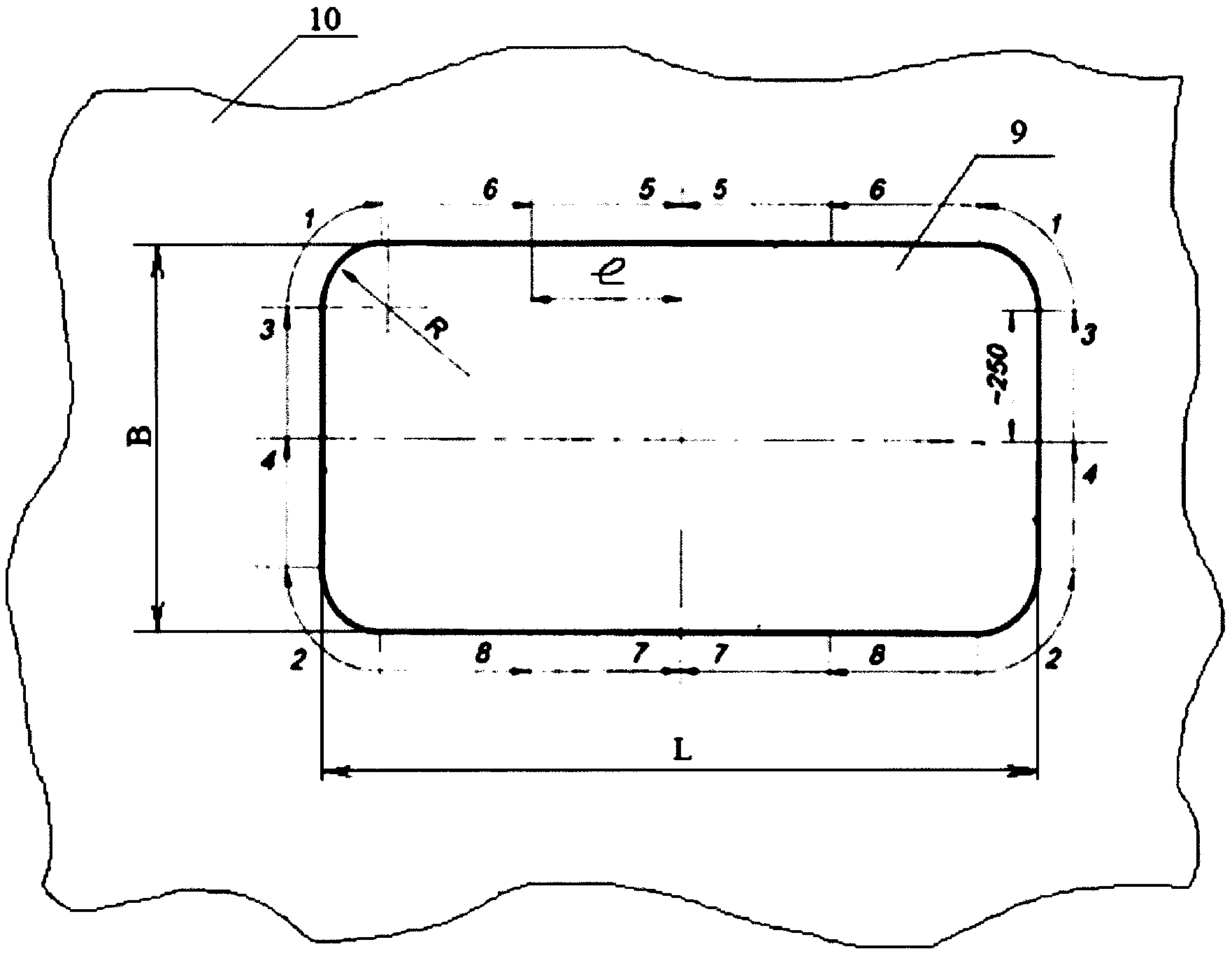
Способ биологического мониторинга состояния экосистем акватории бухты козьмина с использованием в качестве тест-объектов морских гидробионтов
Герметизатор для перекрытия патрубков вантузных задвижек и способ перекрытия патрубков вантузных задвижек
Способ выделения полярных соединений нефти в процессе ее транспортировки по магистральному нефтепроводу
Способ укрепления несцементированных грунтов при строительстве методом наклонно-направленного бурения
Устройство автоматизированного геотехнического мониторинга для подземных трубопроводов
Способ оценки опасности биокоррозионных процессов подземных стальных сооружений
Способ определения протяженности и очередности замены участков линейной части магистральных трубопроводов
Система регулирования параметров теплоносителя на источнике теплоснабжения в зависимости от внутренней температуры воздуха у потребителей
Способ приварки ремонтной конструкции к трубопроводу
Стенд для исследования углеводородных жидкостей со сложными реологическими свойствами
Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей
Способ определения протяженности и очередности замены участков линейной части магистральных трубопроводов
Способ приварки ремонтной конструкции к трубопроводу
Способ ремонта корпусных конструкций
Способ определения прочностных свойств низкоуглеродистых сталей
Стенд для проведения испытаний дыхательных и предохранительных клапанов резервуаров с нефтью и нефтепродуктами
Способ изготовления конструкции узла сопряжения днища резервуара с его стенкой

