Результат интеллектуальной деятельности: МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
Вид РИД
Изобретение
Изобретение относится к устройствам для контактной стыковой сварки изделий и может быть использовано для получения неразъемных соединений из низко-, средне-, и высокоуглеродистых сталей.
Известна машина для контактной стыковой сварки изделий круглого сечения с зачисткой грата, содержащая неподвижную станину и подвижную станину с механизмом ее перемещения при оплавлении и осадке с приводом в виде пневмоцилиндра, на которых размещены два консольных зажима с верхними и нижними токоведущими сварочными электродами и приводами зажатия электродов в виде пневмоцилиндров, а также сварочный трансформатор и устройство управления зажатием электродов и перемещением подвижной станины при сварке, которое включает два пятилинейных трехходовых пневмораспределителя подачи сжатого воздуха в полости пневмоцилиндров подъема и зажатия сварочных электродов с переключением каждого от двух пилотных клапанов, реле времени и переключатель подачи сжатого воздуха в полости пневмоцилиндров зажатия сварочных электродов, а также распределители подачи сжатого воздуха в пневмоцилиндр механизма перемещения подвижной станины при осадке, при этом электроды снабжены установленными на обращенных друг к другу сторонах плоскими армирующими твердосплавными пластинами, обеспечивающими центрирование концов изделий и зачистку грата после сварки. (Патент RU №2465109 МПК B23K 11/04, B23K 37/08, опубл. 27.10.2012). Существенными недостатками данной машины являются:
- низкое качество сварного соединения из-за низкой точности срабатывания и плавности хода подвижной станины в процессе оплавления и осадки, в результате использования привода перемещения подвижной станины в виде пневмоцилиндра;
- не предусмотрена возможность термической обработки изделия после сварки.
Известно так же устройство для контактной стыковой сварки изделий компактного сечения, содержащее неподвижную и подвижную станины с зажимами и сварочными губками, соединенный с ними привод перемещения подвижной станины в виде гидроцилиндра с пропорциональным гидрораспределителем, клапаном осадки и датчиком положения, систему управления перемещением подвижной станины, сварочный трансформатор, блок-реле напряжения, термочувствительные элементы в виде термопар (Патент RU №2393068, МПК B23K 11/04, B23K 11/25, опубл. 27.06.2010).
Существенными недостатками данного устройства являются:
- низкое качество сварного соединения из-за непредсказуемого изменения скорости перемещения подвижной станины, связанное с переменной вязкостью рабочей жидкости в гидроцилиндре, температура которой изменяется в зависимости от условий работы машины;
- низкая эксплуатационная стойкость оборудования из-за высокой чувствительности к загрязнению рабочей жидкости абразивными частицами приводящая к быстрому износу элементов прецизионных пар в гидравлических агрегатах и выходу их из строя;
- повышенная отбраковка сварных соединений из-за снижения усилия осадки в результате износа прецизионных пар подвижной станины, приводящая к увеличению зазоров в них и возрастанию утечек рабочей жидкости;
- не предусмотрена возможность термической обработки изделия после сварки.
Известна, выбранная в качестве прототипа, машина для контактной стыковой сварки оплавлением, содержащая корпус, зажимные устройства, механический привод оплавления и осадки, устройство пневматическое для зажатия свариваемых деталей, систему охлаждения, устройство электрическое, содержащее трансформатор сварочный, переключатель ступеней напряжения сварочного трансформатора, релейную панель, пульт управления, блок концевых выключателей, контактор включения сварочного тока, электродвигатель привода оплавления (Технология и оборудование контактной сварки: учебник для студ. Учреждений сред. проф. образования / М.Д. Банов. - 3-е изд., стер. - М.: Издательский центр «Академия», 2008. - 224 с. Машина сварочная типа МС - 2008 / Техническое описание и инструкция по эксплуатации МС - 2008.000ТО, 1981 г.)
Существенными недостатками известной машины является невозможность осуществить термическую обработку изделия после сварки, а также производить сварку изделий из высокоуглеродистых марок сталей, с получением требуемой микроструктуры металла сварного шва.
Техническая проблема, которую решает предполагаемое изобретение, это расширение технологических возможностей машины, в частности создание технических средств, обеспечивающих возможность осуществления термической обработки изделия после сварки и получение требуемой микроструктуры металла сварного шва и улучшение качественных характеристик изделия.
Для решения данной технической проблемы предлагается машина для контактной стыковой сварки оплавлением, содержащая корпус, установленные на нем подвижный и неподвижный зажимы, соединенные с устройствами зажатия свариваемых деталей, закрепленными на основаниях зажимов, механический привод оплавления и осадки, соединенный с подвижным зажимом, систему охлаждения, устройство электрическое, содержащее сварочный трансформатор, переключатель ступеней напряжения сварочного трансформатора, релейную панель, пульт управления, блок концевых выключателей, контактор включения сварочного тока, электродвигатель привода оплавления и осадки, согласно изобретению, устройство электрическое дополнительно снабжено контроллером, который соединен с электродвигателем привода оплавления и осадки через концевой выключатель, установленный в блоке концевых выключателей и предназначенный для подачи сигнала на контроллер о начале этапа термообработки, а со сварочным трансформатором контроллер соединен с помощью симистора, который в свою очередь соединен с контактором включения сварочного тока при помощи контактного реле, установленного на релейной панели.
Технический результат, получаемый при осуществлении изобретения, заключается в улучшении качества сварных швов, получения требуемой микроструктуры металла сварного шва, в связи с возможностью проведения сварочным устройством термической обработки изделия после сварки, за счет пропускания электрических импульсов через сварной стык по заданной программе, а также обеспечение возможности сварки изделий из высокоуглеродистых сталей.
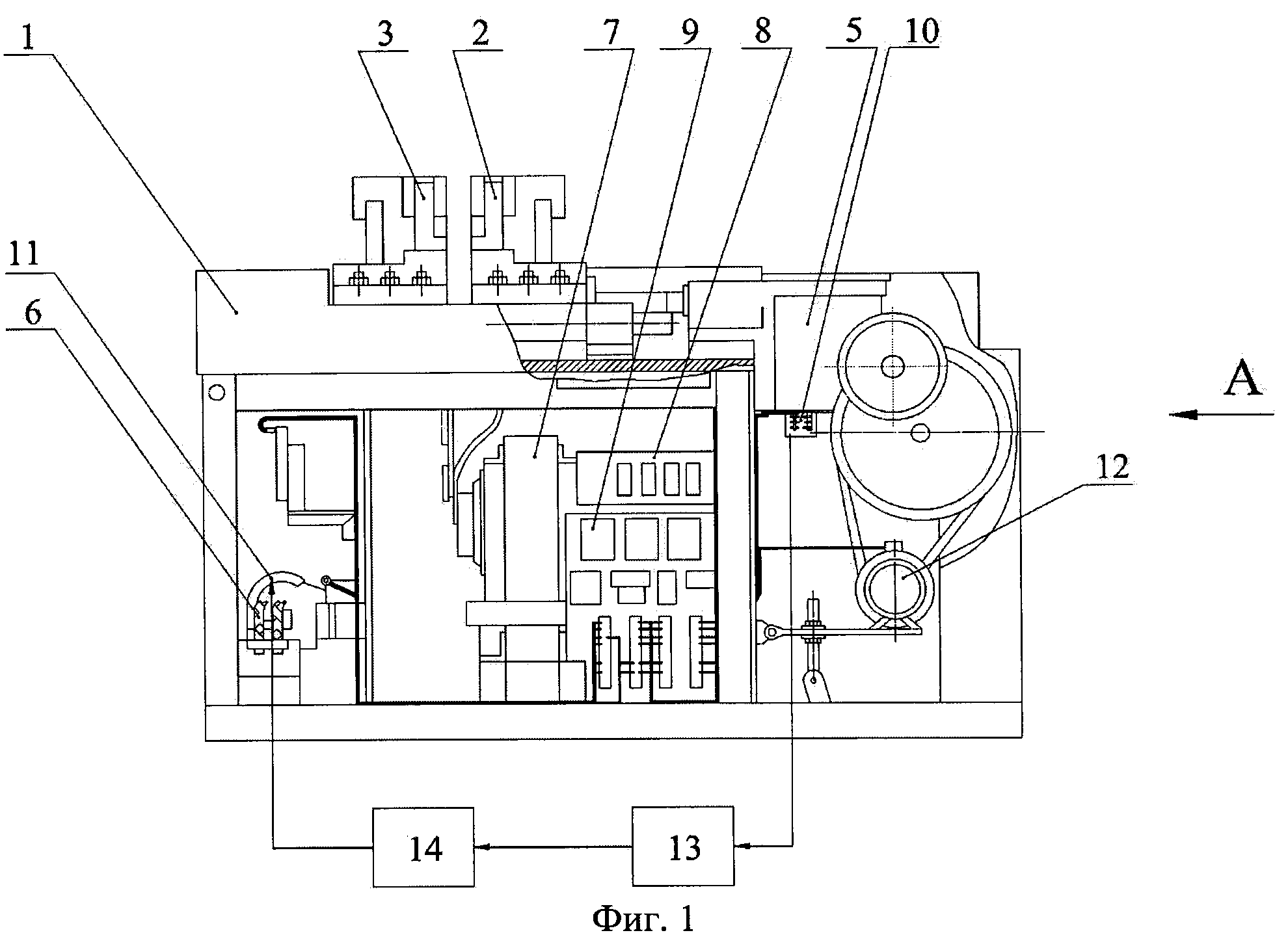
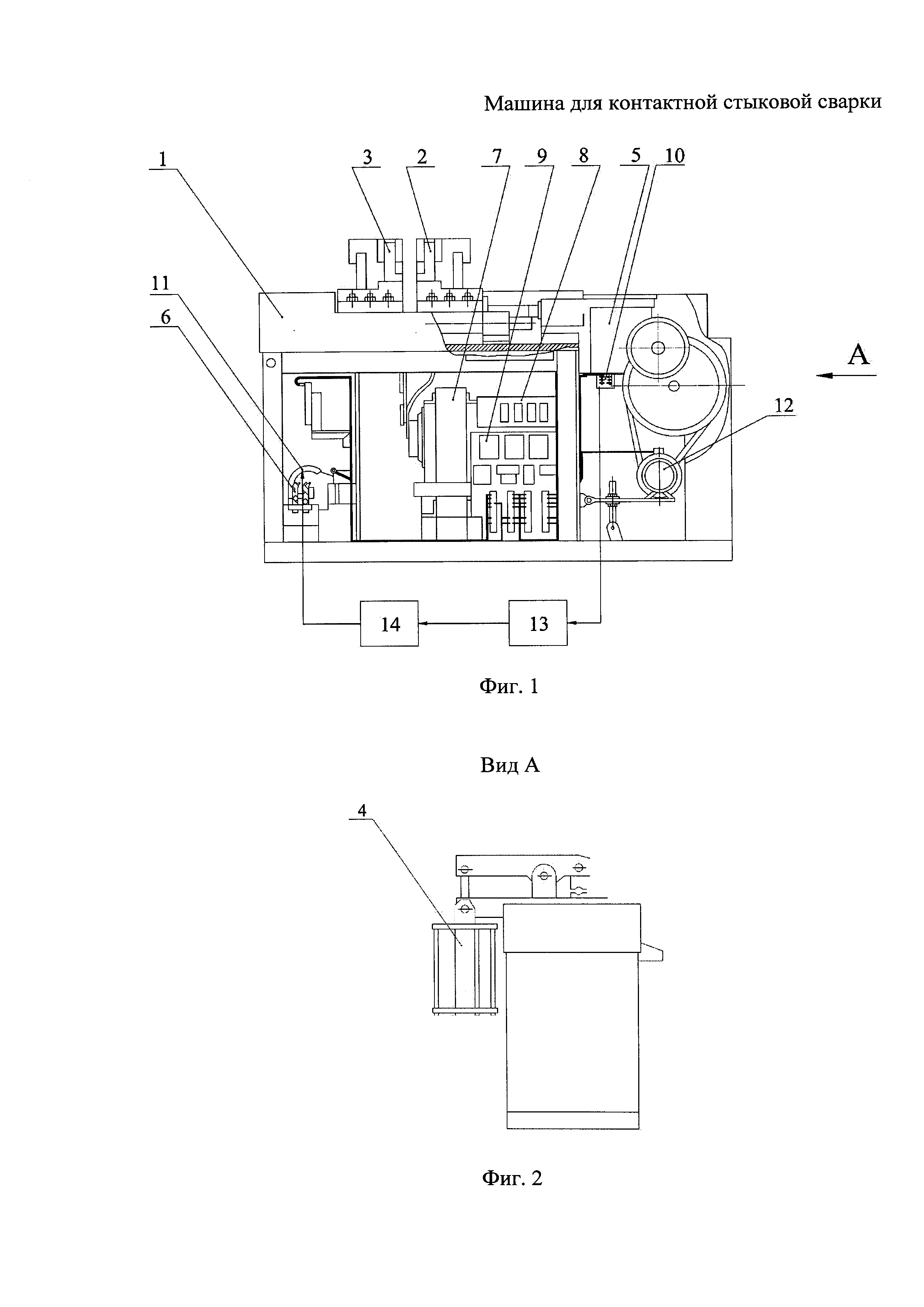
Предлагаемое устройство иллюстрируется чертежом, где на фиг. 1 изображен общий вид машины, а на фиг 2 - вид по стрелке А.
Предлагаемая машина для контактной стыковой сварки оплавлением содержит корпус 1, установленные на нем подвижный 2 и неподвижный 3 зажимы, соединенные с устройствами зажатия свариваемых деталей 4, закрепленными на основаниях зажимов 1 и 2, механический привод оплавления и осадки 5, соединенный с подвижным зажимом 2, систему охлаждения 6, сварочный трансформатор 7, переключатель 8 ступеней напряжения сварочного трансформатора 7, релейную панель 9, пульт управления (на чертеже не показан), блок концевых выключателей 10, контактор включения сварочного тока 11, электродвигатель 12 привода оплавления и осадки, который соединен через концевой выключатель, предназначенный для подачи сигнала на контроллер 13 о начале этапа термообработки, с контроллером 13. Этот концевой выключатель расположен в блоке концевых выключателей 10. Контроллер 13 соединен со сварочным трансформатором 7 с помощью симистора 14, который соединен с контактором включения сварочного тока 11 при помощи контактного реле (на рисунке не показано), установленного на релейной панели 9. Устройство реализовано на базе сварочной машины типа МС-2008.
Работает машина для контактной стыковой сварки оплавлением следующим образом:
Перед началом сварки устанавливаются и зажимаются свариваемые детали в подвижном 2 и неподвижном 3 зажимах, с помощью устройств зажатия свариваемых деталей 4. Если детали зажаты правильно, оператором на пульте управления включается кнопка «сварка». При этом срабатывает контактор включения сварочного тока 11, который в свою очередь включает сварочный трансформатор 7. Одновременно включается электродвигатель 12 привода оплавления и осадки. Начинается процесс оплавления. По мере сближения концов свариваемых деталей в конце оплавления и в начале осадки срабатывает концевой выключатель, предназначенный для подачи сигнала на контроллер 13 о начале этапа термообработки, и установленный на блоке концевых выключателей 10, и контактор включения сварочного тока 11 отключается. Осадка заканчивается без тока. В конце осадки срабатывает концевой выключатель, отвечающий за работу электродвигателя 12 привода оплавления и осадки, и происходит его остановка. При этом контроллер 13 через запрограммированный промежуток времени подает напряжение на симистор 14 для включения контактного реле, которое в свою очередь включает контактор включения сварочного тока 11, таким образом, включая сварочный трансформатор 7. Через зажатую деталь в зажимах 1 и 2 от сварочного трансформатора 7 протекает электрический ток, вследствие чего осуществляется нагрев сварного соединения до определенной температуры. По истечению заданного программой времени контроллер 13 перестает подавать сигнал на симистор 14, отключая сварочный трансформатор 7. Производится охлаждение сварного соединения до определенной температуры. Включение сварочного трансформатора 7 повторяется необходимое количество раз и через необходимые промежутки времени по заданной программе, записанной в контроллере 13. Таким образом, происходит процесс термообработки сваренных деталей. По завершению процесса сваренное изделие оператор удаляет для дальнейшего охлаждения в специально отведенную зону.
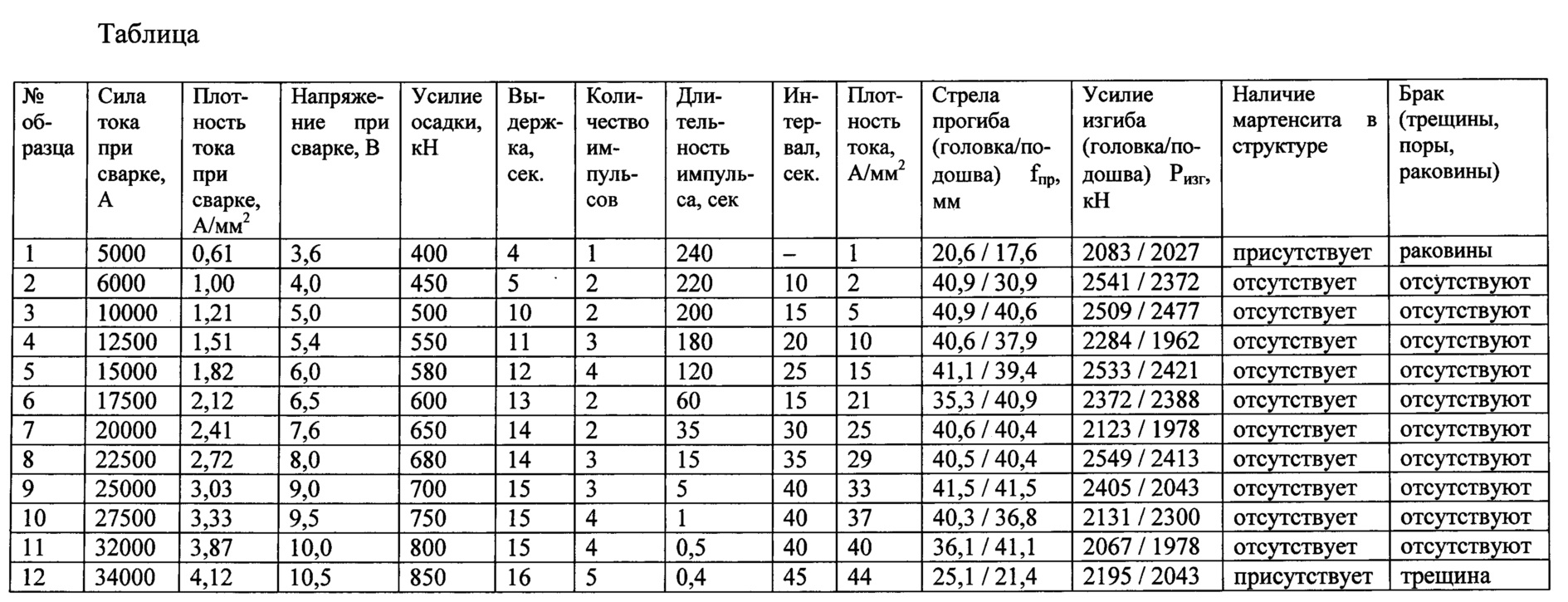
Заявляемая машина позволила осуществить способ контактной стыковой сварки деталей, разогрев свариваемых концов и осадку, при котором после осадки производят выдержку 5÷15 секунд после чего через сварной стык пропускают переменный электрический ток 2÷4 импульсами длительностью 0,5÷220 секунд с интервалами 10÷40 секунд при плотности тока 2÷40 А/мм2 (заявка на изобретение №2016148124/02). Результаты испытаний сварных соединений, изготовленных на заявляемом оборудовании приведены в таблице.
Использование заявляемой машины позволило обеспечить требуемую микроструктуру металла сварного шва (отсутствие недопустимой структуры мартенсит), уменьшить отбраковку по поверхностным дефектам (трещины, раковины) на 1,2%, снизить отбраковку по механическим свойствам (по параметру стрела прогиба на 0,6%, «усилие изгиба» 0,4%).
Механизм для вычерчивания пространственных кривых
Винторычажный смесительный механизм
Способ получения сырьевой смеси для декоративной строительной керамики
Режущая пластина бурового резца
Порошковая проволока
Способ нанесения износостойких покрытий на основе алюминия и оксида иттрия на силумин
Способ очистки газов от пыли
Способ нанесения биоинертных покрытий на основе титана, ниобия, циркония и азота на титановые имплантаты
Порошковая проволока
Флюс для механизированной сварки и наплавки сталей
Способ контактной стыковой сварки рельсов
Порошковая проволока
Способ выплавки стали из металлолома в дуговой электропечи
Способ выплавки стали из металлолома в дуговой электропечи
Термитная реакционная смесь для сварки железнодорожных рельсов
Порошковая проволока
Флюс для механизированной сварки и наплавки сталей
Порошковая проволока для механизированной наплавки сталей
Флюс для механизированной сварки и наплавки сталей

