Результат интеллектуальной деятельности: Способ контроля износа режущего инструмента токарного станка в процессе обработки детали
Вид РИД
Изобретение
Область техники
Изобретение относится к области металлообрабатывающего оборудования, конкретно к токарным станкам с текущим контролем износа рабочей кромки режущего инструмента (резца) в процессе обработки детали.
Уровень техники
Известно УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЗЦА (патент РФ №124612, МПК В23В 25/06, опубл. 10.02.2013), содержащее средство съема информации в виде бесконтактного датчика перемещения и средство обработки и передачи управляющего сигнала, выполненное в виде компьютера, при этом средство съема информации расположено внутри резца под режущей пластинкой. Это устройство, очевидно, используют для измерения износа резца соответствующим способом.
Недостатком данного технического решения является необходимость внесения изменений в конструкцию державки резца. В тексте указано, что бесконтактный датчик перемещения устанавливается в теле резца. Таким образом, необходимо изготовление специальных державок резцов (невозможно использовать стандартные универсальные). Бесконтактный датчик, установленный в теле резца, располагается непосредственно в зоне резания. Дополнительными источниками погрешности такой системы (устройства и способа с его использованием) являются стружка, температурные расширения материалов детали и резца, вибрации в зоне резания и т.п.
Известно УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И КОМПЕНСАЦИИ ИЗНОСА РЕЖУЩЕЙ КРОМКИ РЕЗЦА (патент РФ №107986, МПК В23В 25/06, опубл. 10.09.2011), содержащее основное средство съема информации, обеспечивающее возможность определения тангенциальной составляющей силы резания, а также систему обработки и передачи программно сформированной последовательности управляющих электрических импульсов на исполнительное средство токарного станка, функционально обеспечивающее перемещение резца в направлении обрабатываемого изделия на величину текущего износа его режущей кромки. При этом оно снабжено дополнительным, средством съема информации, обеспечивающим возможность определения радиальной составляющей силы резания, причем основное и дополнительное средство съема информации выполнены в виде тензометрических датчиков или тензометрического моста, причем основное средство съема информации установлено на резцедержателе, а дополнительное - на внутренней поверхности полого вала револьверной головки, обеспечивающее возможность определения радиальной Силы резания. Это устройство также, очевидно, используют для контроля и компенсации износа режущей кромки резца соответствующим способом.
Недостатками данного технического решения (устройства и способа с его использованием) являются: - внесение изменений в конструкцию резцедержателя; - использование тензометрических датчиков, установленных на револьверной головке токарного станка, для измерения составляющих силы резания. Точность измерения такими тензодатчиками обеспечивается на уровне (0,02-1,0)%, что хуже точности контроля износа резца в предлагаемом техническом решении (не хуже 2,5⋅10-3%); - высокие требования к помехозащищенности тензорезисторов и систем, построенных на их основе: погрешность, вызванная технологическим разбросом сопротивлений тензорезисторов; - тепловой шум измеряемого сопротивления; - температурная погрешность, вызванная разогревом датчика протекающим током; погрешность, связанная с разностью температурных коэффициентов расширения тензорезистора и материала объекта, на который наклеен тензорезистор; - внешние наводки.
Известен авторский СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН -МЕТАЛЛОРЕЖУЩИХ СТАНКОЕ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ (ФХМ) (патент на изобретение №2561236 (МПК G01M 1/00, опубл. 27.08.2015), в описании которого также даны общие схемы (фиг. 1, 2 в патенте №2561236) токарных станков с хронометрическими датчиками, в том числе с использованием их для контроля износа режущего инструмента. Эти сведения позволяют считать реализацию способа в такой схеме токарного станка наиболее близким аналогом к предлагаемому способу контроля износа режущего инструмента (резца) токарного станка в процессе обработки детали.
Ограничением реализации прототипного способа можно признать недостаточную информативность и отсутствие конкретных подробностей и особенностей промышленной применимости способа с учетом конструктивного устройства токарного станка с хронометрическими датчиками для ФХМ-контроля текущего износа однолезвийного режущего инструмента (резца) станка.
Раскрытие изобретения
Задачей и техническим результатом изобретения является реализация способа контроля износа резца (режущего инструмент) в процессе обработки детали на токарном станке с инструментарием (установкой на станке двух хронометрических датчиков и контроллера объединенной обработки их сигналов) для косвенного определения износа режущего инструмента с помощью ФХМ в процессе обработки детали однолезвийным режущим инструментом станка в режиме реального времени (временная задержка не более 0.1 с).
Решение задачи и технический результат обеспечиваются способом контроля износа режущего инструмента (резца) токарного станка, содержащего мотор-редуктор; шпиндельный узел; в патроне шпинделя обрабатываемую деталь; суппорт с режущим инструментом для обработки детали: заднюю бабку; не менее одного хронометрического датчика; контроллер ФХМ-обработки сигналов хронометрических датчиков, в том числе для контроля износа резца. При этом используют два хронометрических датчика, установленных по единой оси вращения обрабатываемой детали на валу мотор-редуктора и на задней бабке станка, с разных сторон от режущего инструмента, обрабатывающего деталь. В процессе обработки детали с датчиков и при ФХМ-обработке в контроллере станка получают цифровую хронометрическую информацию во временной области для получения из нее частотных спектральных характеристик двух отдельных хронограмм вращения с разделением в них низко- и высокочастотных областей для вычисления по ним косвенного квазипропорционального параметра Ψ износа режущего инструмента по формуле  , где P1 и Р2 - интегральные мощности соответственно низко- и высокочастотной области спектральных частотных характеристик хронограммы вращения со средней величиной общей границы областей, определенной в 1000 Гц. При этом для двух датчиков расчетную величину Ψ определяют как среднее квадратичное значение полученных параметров Ψ1 и Ψ2 по каждому каналу обоих датчиков:
, где P1 и Р2 - интегральные мощности соответственно низко- и высокочастотной области спектральных частотных характеристик хронограммы вращения со средней величиной общей границы областей, определенной в 1000 Гц. При этом для двух датчиков расчетную величину Ψ определяют как среднее квадратичное значение полученных параметров Ψ1 и Ψ2 по каждому каналу обоих датчиков:  (прим.: геометрически средняя величина Ψ по указанной формуле дает наиболее точный результат осреднения, если задача стоит в нахождении такого значения среднего, которое было бы равноудалено от обоих исходных граничных значений).
(прим.: геометрически средняя величина Ψ по указанной формуле дает наиболее точный результат осреднения, если задача стоит в нахождении такого значения среднего, которое было бы равноудалено от обоих исходных граничных значений).
Далее для оператора токарного станка целесообразен пропорциональный переход от величины параметра Ψ к величине износа инструмента в текущий момент времени, как абсолютной линейной величине (в мкм), относительной величине (в %) степени износа резца в сравнении с максимально допустимой абсолютной величиной износа или качественной экспертной оценке текущего износа резца, как незначительного, среднего или катастрофического. В соответствии с этим по текущей величине параметра Ψ оператору станка целесообразно отображать на дисплее контроллера станка информацию либо в виде оценочной величины абсолютного износа h (мкм) рабочей кромки режущей пластины резца, либо в виде относительной оценки (%) износа рабочей кромки резца как незначительного (экспертная оценка степени износа ниже 40%), среднего (экспертная оценка степени износа от 40 до 90%), или катастрофического (экспертная оценка степени износа свыше 90%).
Перечень фигур
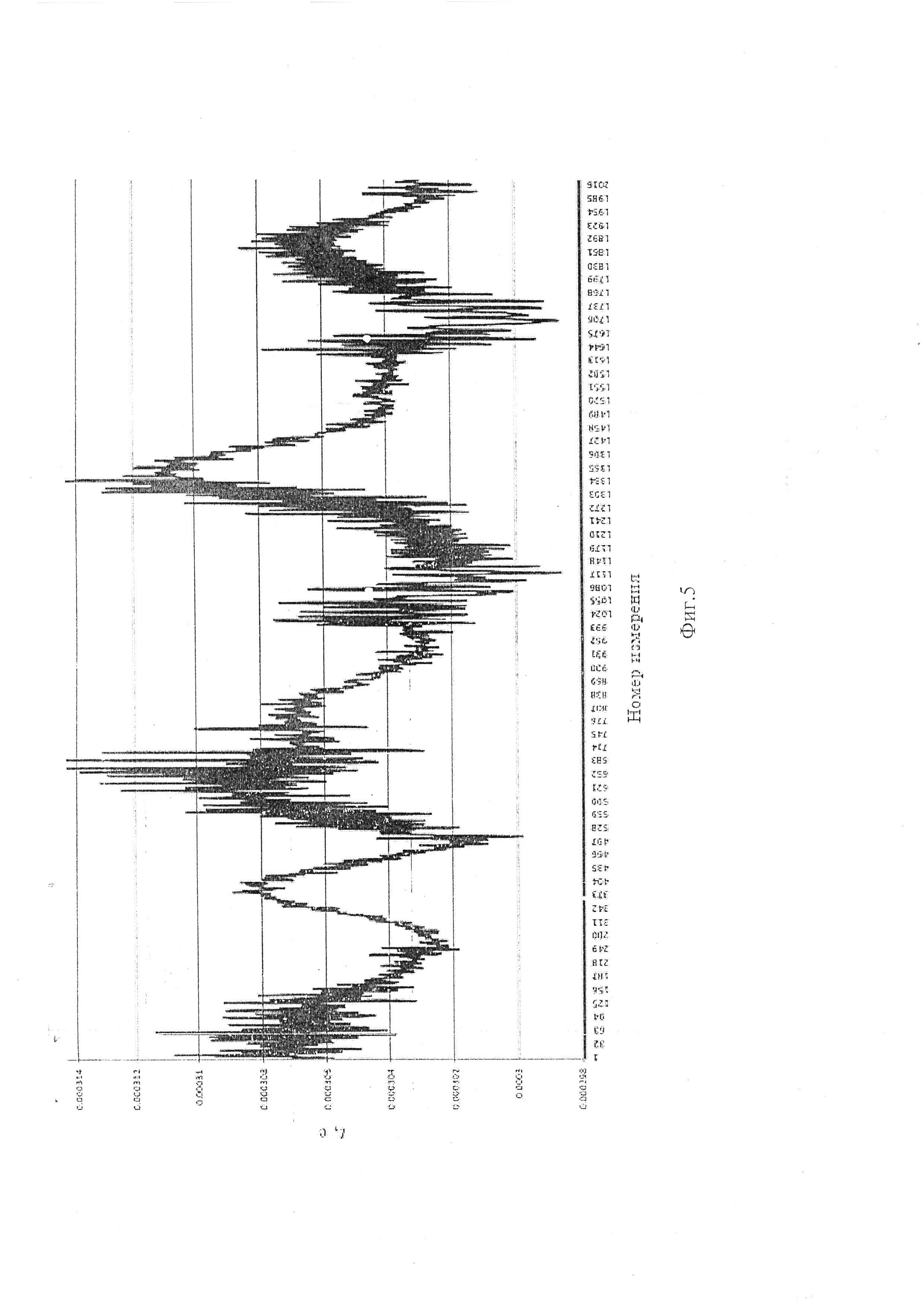
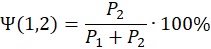
Фиг. 1 - блок-схема токарного станка с текущим ФХМ-контролем износа резца
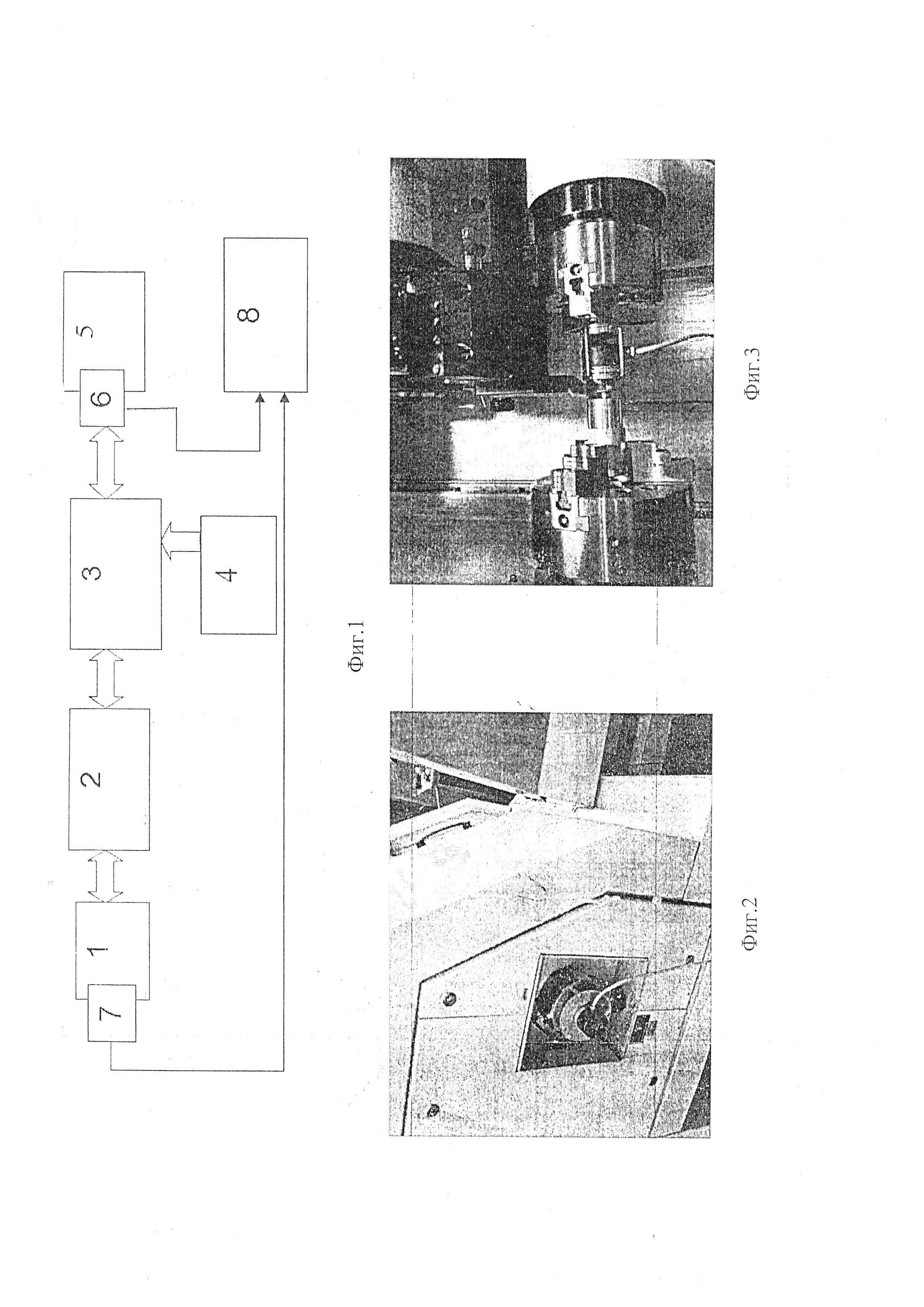
Фиг 2, 3 - фотографии хронометрических датчиков на базе углового энкодера марки ЛИР-158, установленных на единой оси вращения на валу мотор-редуктора и на задней бабке;
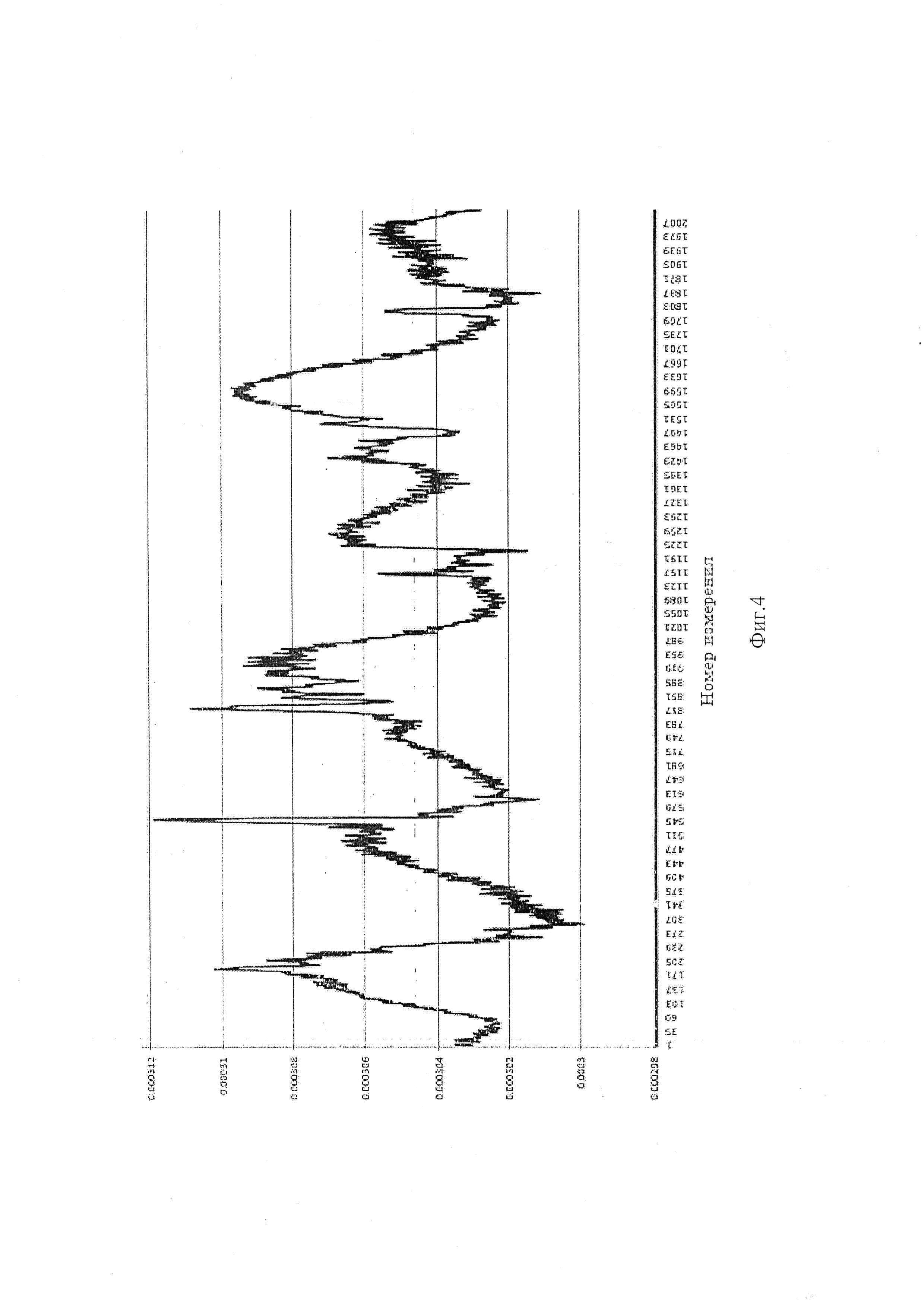
Фиг. 4 - график хронограммы среднего износа режущего инструмента станка;
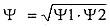
Фиг. 5 - график хронограммы катастрофического износа режущего инструмента станка;
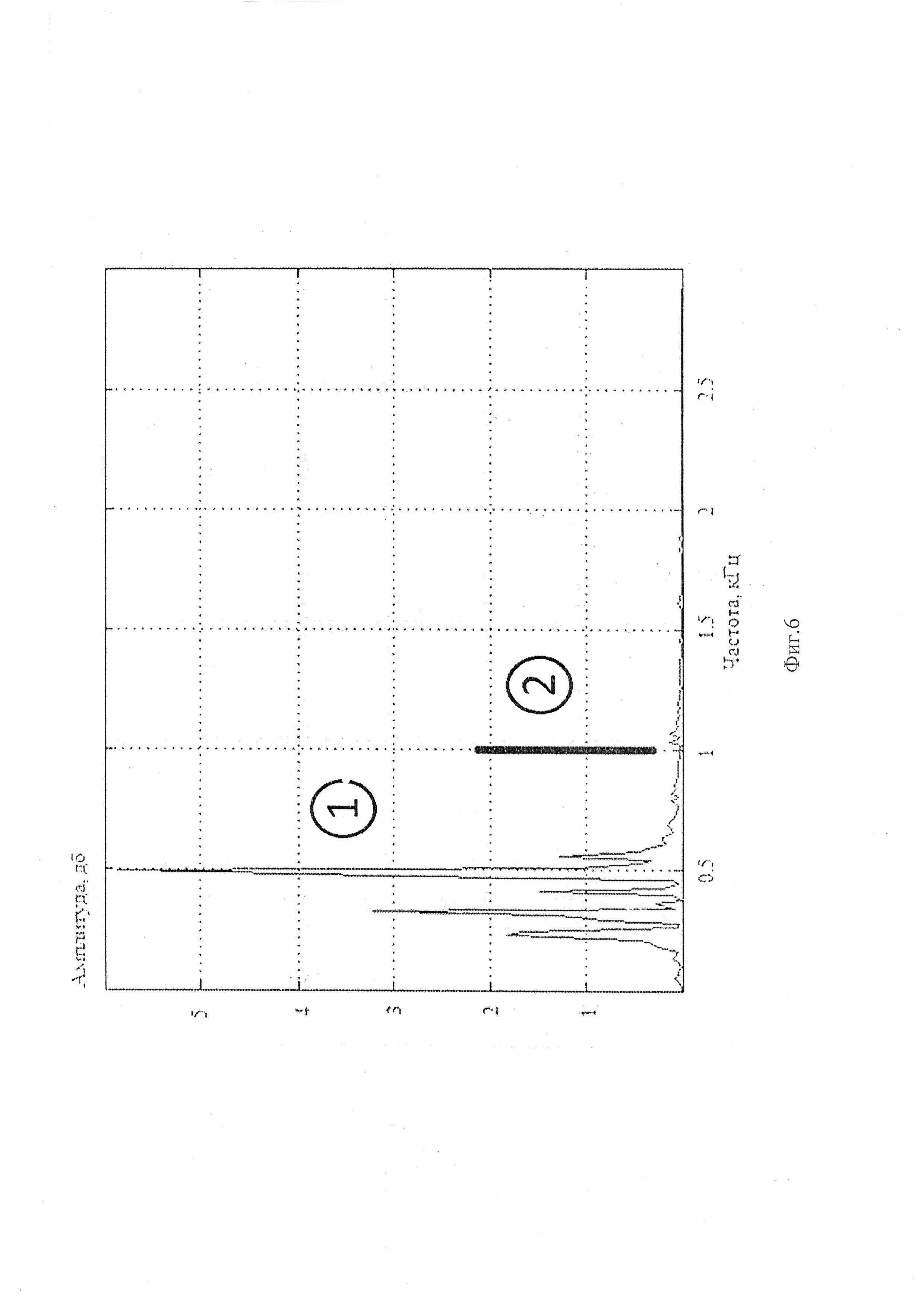
Фиг.6 - типовой пример графика спектра частот хронограммы вращения с разделением по областям (низко и высокочастотным). Граничное значение частоты равно 1000 Гц.
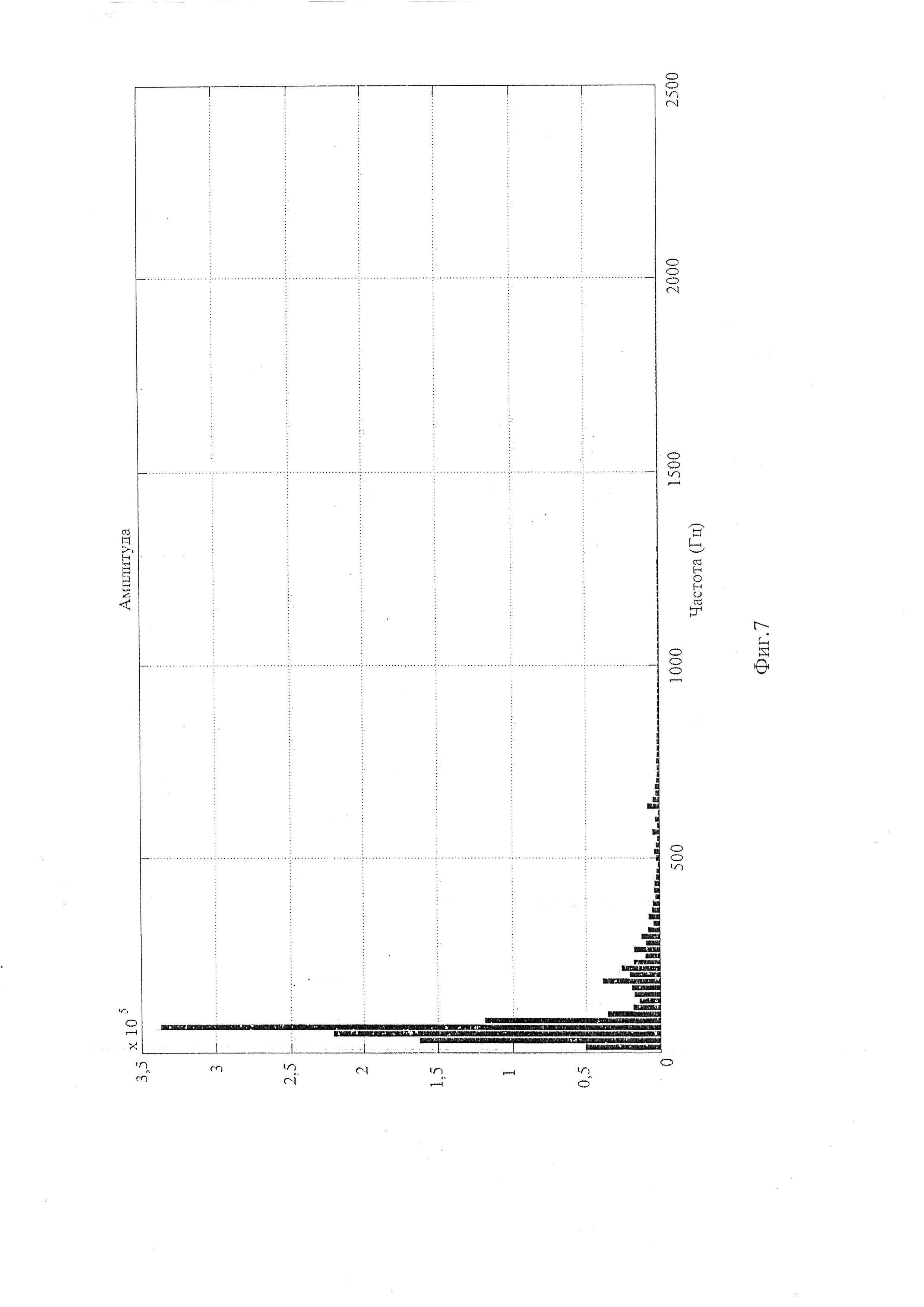
Фиг. 7 - конкретный пример графика спектра частот хронограммы вращения (датчик 7 на валу мотор-редуктора 1 станка)
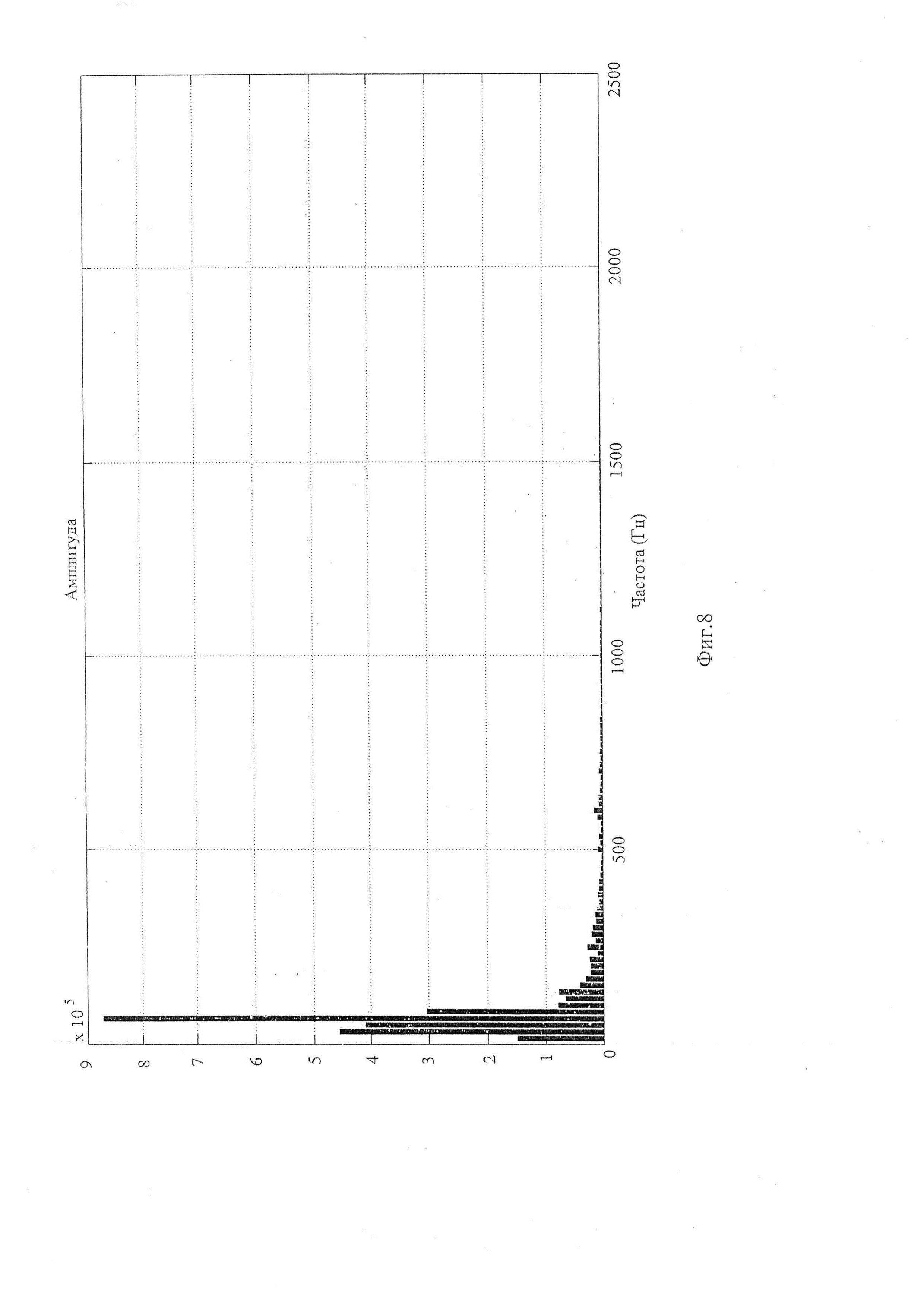
Фиг. 8 - конкретный пример графика спектра частот хронограммы вращения (датчик 6 на задней бабке 5 станка).
Осуществление изобретения
На фиг. 1 токарный станок с мотор-редуктором и с ФХМ-диагностикой станка содержит: 1 - мотор-редуктор станка; 2 - шпиндельный узел станка; 3 - обрабатываемую деталь в патроне шпинделя 2; 4 - суппорт с режущим инструментом для обработки детали 3: 5 - заднюю бабку станка; 6 - хронометрический датчик на задней бабке 5; 7 - хронометрический датчик на валу мотор-редуктора 1; 8 - контроллер ФХМ-обработки сигналов датчиков 6, 7 и контроля износа резца с отображением оператору станка текущей относительной степени износа резца и/или абсолютных величин износа. Все указанные позиции элементов конструктивно размещены в едином токарном станке.
Применение двухдатчиковой измерительной системы в способе обеспечивает: - возможность компенсации погрешностей измерения системы С-П-И-Д (станок-приспособление-инструмент-деталь) более полной и надежной при регистрации хронограмм вращения общей оси станка с разных сторон от контролируемого режущего инструмента; - возможность взаимной калибровки измерительных каналов; - повышение функциональности системы за счет резервирования при необходимости одного измерительного канала вторым.
При использовании системы с двумя хронометрическими датчиками измерения (поз. 6, 7 на фиг. 1 и фото фиг. 2, 3) указанными датчиками получают высокопрецизионные интервалы времени соответствующих фаз рабочих циклов частей машины в едином опорном времени (т.е. результаты измерений получены по двум измерительным каналам датчиков одновременно и без пропусков). В результате ФХМ-обработки (обработка хронограммы вращения производится путем построения ее фурье-спектра) хронограмм (данных временных интервалов, соответствующих фазам рабочего цикла в процессе обработки детали (см. фиг. 4, 5) по каждому каналу результатов измерений получают спектры частот (см. фиг. 7, 8). Затем, поделив мощность спектра из области высокочастотных колебаний (область Р2) на общую мощность спектра колебаний (область P1 + область Р2), можно получить некоторое процентное соотношение - параметр Ψ, рост которого по мере обработки свидетельствует о деградации (износе) инструмента: , где P1 - мощность спектра колебаний низкочастотной области, Вт; Р2 - мощность спектра колебаний высокочастотной области, Вт.
Обоснование и исследования средней величины границы низко- и высокочастотной областей спектрограмм и параметра Ψ были проведены в диссертации и ее автореферате «Разработка метода и средств мониторинга текущего технического состояния токарного инструмента на базе фазохронометрического подхода» (М.: МГТУ им. Н.Э. Баумана, 2016 г.) соавтора предлагаемого технического решения Сырицкого А.Б. Выявлено, что в колебаниях до 1000 Гц для токарных станков содержится информация о неравномерности работы электродвигателя станка, дефектах зубчатого зацепления, смазки и т.п., а колебания, связанные с износом токарного режущего инструмента, являются высокочастотными на частотах свыше 1000 Гц. Также выявлено, что по мере износа резца токарного станка возрастает доля мощности высокочастотных колебаний в спектре хронограммы вращения и текущая величина параметра Ψ квазипропорциональна величине текущего износа резца (при этом параметр Ψ очень чувствителен в износу). Согласно результатам моделирования и экспериментальных исследований значение параметра Ψ увеличивается практически линейно (величина достоверности аппроксимации R2=0,9966) по мере увеличения износа резца. Для перехода к абсолютным величинам износа h режущей кромки резца можно использовать пропорцию при принятии соответствия максимального значения параметра Ψmax абсолютной критической величине износа hmax Определение Ψmax и hmax выполняют один раз при настройке системы контроля и мониторинга износа узлов станка, включая износ контрольного резца, для работы с неизменными параметрами обработки деталей. На дисплее блока вывода информации на станке для его оператора могут выводиться следующие параметры: - идентификационный номер режущего инструмента; - время, прошедшее после начала обработки (в минутах); - износ инструмента в текущий момент времени (абсолютная величина в мкм или относительная величина степени износа резца в % или качественная экспертная оценка текущего износа резца, как незначительного, среднего или катастрофического).
В конкретном примере реализации способа на токарном станке с двумя хронометрическими датчиками для контроля износа резца предварительно при настройке системы контроля и мониторинга износа узлов станка, включая износ контрольного резца, были получены Ψmax=0,0018% и hmax=500 мкм, и далее экспериментально от каждого датчика в произвольный момент процесса обработки детали очередным режущим инструментом с очередным идентификационным номером получены частотные спектры, представленные на фиг. 7,8, по которым определены следующие величины параметров Ψ:Ψ1=0,00086095%; Ψ2=0,00093507%;  что с учетом величин Ψmax=0,0018%о и hmax=500 мкм и их квазипропорциональности соответствует абсолютной величине износа рабочей кромки резца около 250 мкм, что в свою очередь соответствует относительной степени износа режущего инструмента 50% (экспертная оценка - средняя степень износа резца).
что с учетом величин Ψmax=0,0018%о и hmax=500 мкм и их квазипропорциональности соответствует абсолютной величине износа рабочей кромки резца около 250 мкм, что в свою очередь соответствует относительной степени износа режущего инструмента 50% (экспертная оценка - средняя степень износа резца).
Способ холодного пластического деформирования металлов
Установка для исследования кинетики пропитки образцов тканей жидкими полимерными связующими
Способ неразрушающего контроля качества теплового контакта термоэлектрического модуля
Волоконно-оптический распределительный виброакустический датчик на основе фазочувствительного рефлектометра и способ улучшения его характеристик чувствительности
Огнестойкий ароматический полиэфирсульфон
Измеритель фазовых шумов узкополосных лазеров, основанный на состоящем из рм-волокна интерферометре маха-цендера
Способ повышения надежности гибридных и монолитных интегральных схем
Дистанционный способ обнаружения растительности, находящейся в неблагоприятных для развития условиях
Устройство для обнаружения радиоактивности технологического оборудования и дозиметрического контроля обслуживающего персонала
Многофункциональный бортовой радиолокационный комплекс
Способ электроннолучевой сварки
Способ (варианты) и устройство диагностики подшипника качения
Способ сжигания инфицированных биологических отходов, в том числе трупов животных
Способ диагностирования циклических машин - металлорежущих станков фазохронометрическим методом

