Результат интеллектуальной деятельности: Способ обработки легкодеформируемых изделий
Вид РИД
Изобретение
Изобретение относится к области обработки (обрезки технологических припусков, краев, заусенцев) легко деформируемых изделий из металлов, конструкционных материалов, пластмасс и др.
Известен способ определения положения крупногабаритной детали для ее последующей обработки, который включает первичную фиксацию детали на металлорежущем станке, измерение 2D координат шести точек на заготовке с помощью оптической головки, сравнение этих координат с теоретическими 3D координатами на CAD модели заготовки, усреднение и минимизация ошибок для получения координат заготовки в системе координат металлорежущего станка, уточнение положения заготовки в CAD/CAM системе и генерирование скорректированной программы обработки (см. CN 1446666 (A), МПК B23Q15/00, 08.10.2003).
Известен также способ автоматической обработки криволинейных поверхностей, в котором металлообрабатывающий станок обрабатывает металлическую заготовку сложной формы, 3D измерительная головка одновременно считывает трехмерные координаты заготовки, эти координаты передаются и сохраняются измерительной программой, задаются параметры обработки для выполнения сравнения, программа обработки формируется после совпадения трехмерных координат, полученных от 3D измерительной головки, с заданными параметрами обработки (см. CN 102615552 (A), МПК B23Q15/00, 01.08.2012).
Общим недостатком двух описанных выше способов является то, что для работы в реальном масштабе времени им требуется отслеживать траекторию реза с помощью сенсора, а для этого она должна четко выделяться на заготовке. Однако при использовании охлаждающей жидкости (при лезвийной обработке) или при гидроабразивной резке получение необходимых координат точек реза будет происходить с большой ошибкой и временными задержками, так как любые системы технического зрения очень чувствительны к непрерывно изменяющимся изображениям, обработка которых требует затрат времени. В результате скорость выполнения технологических операций и их точность значительно снижаются.
Известно устройство слежения за траекторией в реальном масштабе времени при лазерной сварке с помощью робота, которое содержит программируемый логический контроллер, робот, устройство управления лазерной сваркой и сенсор, содержащий видеокамеру и устройство для обработки видеоданных. Сенсор расположен на устройстве лазерной сварки, он получает данные о положении и форме заготовки с помощью видеокамеры и корректирует траекторию движения устройства для лазерной сварки в реальном масштабе времени (см. CN 204413407 (U), МПК B23K26/21, 24.06.2015).
Это устройство является наиболее близким к предлагаемому изобретению. Недостатком этого устройства является его сварочная специфика. Для качественной сварки видеосистема всегда должна точно определять изображение стыка свариваемых изделий, а при обработке гибких изделий какие-либо стыки или линии могут вообще отсутствовать. Также для использования прототипа предполагается точная и жесткая фиксация изделия в рабочей зоне робота, а фиксация гибких изделий выполняется неточно и, более того, могут происходить неизвестные деформации. В результате, обработка таких неточно закрепленных и деформированных изделий будет выполнена с браком.
Задачей изобретения является устранение указанного выше недостатка и, в частности, сохранение заданной точности обработки (резки) краев (припусков, заусенцев) тонкостенных изделий после их деформаций после фиксации в пространстве перед обработкой.
Технический результат изобретения заключается в коррекции траекторий движения рабочего инструмента (лазера, гидроабразивного резака и др.) многостепенных манипуляторов при наличии заранее неизвестных смещений некоторых частей обрабатываемых изделий, произвольно закрепляемых в пространстве. При этом коррекция траекторий обработки выполняется на основе комплексирования данных, получаемых от используемой системы технического зрения (СТЗ) и эталонных CAD-моделей изделий.
Поставленная задача решается тем, что способ обработки легко деформируемых изделий, включающий произвольное закрепление в пространстве и обработку рабочим инструментом многостепенного промышленного робота-манипулятора, снабженного системой управления, управляющей ЭВМ и системой технического зрения отличается тем, что в управляющую ЭВМ загружают CAD-модель изделия в виде исходного облака точек, кроме того, посредством системы технического зрения получают трехмерную модель зафиксированного в рабочей зоне робота-манипулятора обрабатываемого изделия с учетом деформации его краев в виде второго облака точек, после этого сближают геометрические центры исходного и полученного облаков точек, выполняют предварительное совмещение этих двух облаков точек с помощью стандартного метода ICP (Iterative Closest Points) итерационного поиска ближайших точек, и оценивают качество совмещения указанных облаков точек в виде среднеквадратичного расстояния между точками в парах ближайших точек двух облаков, при этом если это среднеквадратичное расстояние превышает заранее заданное, характеризующее ошибку совмещения облаков, то отбрасывают определенное количество пар точек с наибольшими расстояниями между ними и повторяют совмещение указанных двух облаков с помощью метода ICP, добиваясь более точного совмещения недеформированных частей изделия, причем если новое среднеквадратичное расстояние опять будет превышать заданное, то отбрасывают следующие пары точек с наибольшими расстояниями между ними, при этом процедуру повторяют, пока очередное среднеквадратичное расстояние не станет меньше заданного, далее строят сечения двух поверхностей, образованных двумя уже совмещенными облаками точек, плоскостями, проходящими через базовые точки траектории обработки изделия, перпендикулярно этой траектории, выполняют фильтрацию точек в каждом сечении, затем на полученных сечениях - плоскостях ищут участки изделия, имеющие деформацию, и переносят базовые точки траектории движения инструмента с облака точек, соответствующего CAD-модели, на облако точек, соответствующее деформированному изделию, путем поиска в каждом сечении такой точки деформированного изделия, которая находится от точки, соответствующей началу деформированного участка, на расстоянии, равном расстоянию вдоль сечения CAD-модели от точки начала деформации до базовой точки траектории движения инструмента.
Сопоставительный анализ признаков заявляемого способа с признаками аналогов и прототипа свидетельствует о его соответствии критерию «новизна».
При этом отличительные признаки формулы изобретения решают следующие функциональные задачи.
Признак «…в управляющую ЭВМ загружают CAD-модель изделия в виде исходного облака точек …» обеспечивает автоматическую подготовку эталонной CAD-модели изделия к последующей обработке.
Признак «…посредством системы технического зрения получают трехмерную модель зафиксированного в рабочей зоне робота-манипулятора обрабатываемого изделия с учетом деформации его краев в виде второго облака точек…» обеспечивает получение трехмерной модели зафиксированного обрабатываемого изделия.
Признак «…сближают геометрические центры исходного и полученного облаков точек, выполняют предварительное совмещение этих двух облаков точек с помощью стандартного метода ICP (Iterative Closest Points) итерационного поиска ближайших точек, и оценивают качество совмещения указанных облаков точек в виде среднеквадратичного расстояния между точками в парах ближайших точек двух облаков, если это среднеквадратичное расстояние превышает заранее заданное, характеризующее ошибку совмещения облаков, то отбрасывают определенное количество пар точек с наибольшими расстояниями между ними и повторяют совмещение указанных двух облаков с помощью метода ICP, добиваясь более точного совмещения недеформированных частей изделия, причем если новое среднеквадратичное расстояние опять будет превышать заданное, то отбрасывают следующие пары точек с наибольшими расстояниями между ними, эта процедура повторяется до тех пор, пока очередное среднеквадратичное расстояние не станет меньше заданного…» обеспечивает автоматическое совмещение недеформированных частей исходного и полученного с помощью СТЗ облаков точек.
Признак «…строят сечения двух поверхностей, образованных двумя уже совмещенными облаками точек, плоскостями, проходящими через базовые точки траектории обработки изделия, перпендикулярно этой траектории, выполняют фильтрацию точек в каждом сечении, затем на полученных сечениях - плоскостях ищут участки изделия, имеющие деформацию, и переносят базовые точки траектории движения инструмента с облака точек, соответствующего CAD-модели, на облако точек, соответствующее деформированному изделию, путем поиска в каждом сечении такой точки деформированного изделия, которая находится от точки, соответствующей началу деформированного участка, на расстоянии, равном расстоянию вдоль сечения CAD-модели от точки начала деформации до базовой точки траектории движения инструмента…» обеспечивает автоматическое формирование траектории и программы движения рабочего инструмента многостепенного манипулятора при обработке деформированных после закрепления краев изделий.
На фиг. 1 схематически показан многостепенной манипулятор, выполняющий операции обработки тонкостенного изделия, край которого деформирован после фиксации этого изделия в пространстве. На фиг. 2 показано, как происходит перенос одной базовой точки линии обработки с эталонной CAD-модели на деформированный участок закрепленного тонкостенного изделия.
На чертежах введены следующие обозначения: CAD - эталонная трехмерная модель изделия; 1 – тонкостенное изделие, при закреплении которого в пространстве произошла деформация (отгибание) его края; 2 - рабочий инструмент (лазер, устройство для гидроабразивного реза и др.); 3 - многостепенной манипулятор; 4 - система управления манипулятора; 5 – управляющая ЭВМ; 6 - система технического зрения; T - траектория обработки на эталонной CAD-модели, представляющая собой интерполяционную кривую, проходящую через базовые точки; T* - траектория обработки после деформаций изделия; Sr – точка на границе недеформированной и деформированной части изделия в секущей плоскости Pr;  ,
,  – базовые точки на участках сдеформированного изделия и его CAD-модели, через которые выполняется интерполяция траекторий T* и T соответственно; LCAD r – длина исследуемого участка изделия.
– базовые точки на участках сдеформированного изделия и его CAD-модели, через которые выполняется интерполяция траекторий T* и T соответственно; LCAD r – длина исследуемого участка изделия.
Заявленный способ включает два этапа. На первом выполняют совмещение облака точек, полученного из эталонной CAD-модели изделия, с облаком точек закрепленного с деформацией отсканированного СТЗ изделия. На втором этапе выполняют перенос базовых точек траектории обработки изделия из эталонного облака на модель закрепленного с деформацией изделия, полученную с помощью СТЗ. Далее через эти перенесенные базовые точки выполняют интерполяцию траектории T*.
Последовательность операций, реализующих заявляемый способ, описывается ниже.
Вначале из базы данных выбирают CAD - эталонную трехмерную модель обрабатываемого изделия, задаваемую в виде облака точек D с требуемой плотностью этих точек, и вводят ее в управляющую ЭВМ 5. В этом облаке также содержатся базовые точки  (r =
(r =  ) траектории Т.
) траектории Т.
Затем с помощью системы 6 технического зрения сканируют закрепленное тонкостенное изделие 1 и его координаты запоминают в управляющей ЭВМ 5 в виде облака точек M. Если система 6 технического зрения не может сканировать крупногабаритное тонкостенное изделие 1 одним кадром, то обеспечивают перемещение системы 6 технического зрения относительно изделия и делают несколько кадров, которые затем совмещают в управляющей ЭВМ 5, формируя единое облако М. Далее координаты каждой точки облака М, заданные в системе координат СТЗ, пересчитывают в управляющей ЭВМ 5 в систему координат многостепенного манипулятора 3.
После этого трехмерную модель закрепленного (возможно с деформацией) изделия, полученную в виде облака точек М, в управляющей ЭВМ 5 сопоставляют с передвигаемым облаком точек D исходной (недеформированной) трехмерной CAD-модели этого изделия и, соответственно, с базовыми точками траектории обработки, заданной на этой CAD-модели. При этом для сопоставления (совмещения) двух указанных трехмерных моделей используют типовую процедуру компьютерной графики. Для этого выполняют локализацию заданного объекта в трехмерной сцене, применяя универсальный метод ICP (Iterative Closest Points) совмещения двух трехмерных моделей, представленных в виде облаков точек, которые являются входными данными для работы этого метода.
Математически задачу совмещения двух облаков точек с помощью метода ICP формулируют в виде:
 , (1)
, (1)
 , (2)
, (2)
где E – ошибка совмещения облаков точек;
 - квадрат расстояния между точками в k-ой паре ближайших точек из облаков D и M;
- квадрат расстояния между точками в k-ой паре ближайших точек из облаков D и M;
 и
и  – точки из облаков D и M, соответственно;
– точки из облаков D и M, соответственно;
Nd, Nm - количество точек в облаках D и M, соответственно, которое может быть различным;
T(a, D) – функция трансформации облака точек D в облако точек M;
a – параметр функции трансформации;
a* – оптимальный параметр функции трансформации, который минимизирует функционал (1).
Для определенности передвигаемым облаком является облако D и Nm ≤ Nd.
Как видно из (1) и (2), задача совмещения двух облаков точек формулируется как задача минимизации среднеквадратичного расстояния между точками в парах ближайших точек этих облаков. При этом в параметр a функции T(a, D) входят элементы матрицы поворота и вектора смещения. Последовательность выполнения ICP на каждой итерации состоит из следующих шагов.
Для каждой точки , ищется ближайшая точка . Облака точек M и D при их построении часто содержат различное количество точек. При этом одной точке одного облака может соответствовать несколько ближайших к ней точек другого облака. В этом случае для одной точки одного облака формируется столько пар точек сколько ближайших к ней точек расположено в другом облаке, то есть Nd ≤ Nk.
Затем выполняется новый расчет параметра a функции T(a, D) с помощью известных способов численной оптимизации. После этого преобразование T(a, D) с новым параметром a применяется к облаку точек D. На следующем шаге с помощью выражения (1) рассчитывается ошибка E совмещения указанных облаков точек и сравнивается с предельным значением. Если полученное значение E для совмещаемых облаков точек М и D становится меньше предельного значения, то расчеты прекращаются. В противном случае указанные выше шаги расчетов продолжаются.
Рассмотренная выше процедура позволяет относительно легко и точно совмещать трехмерные модели отсканированных изделий с их эталонными CAD-моделями, если при фиксации этих изделий не происходит деформаций. Но, если деформации присутствуют, то качество этого совмещения значительно снижается. В частности, при совмещении облака деформируемого изделия с облаком эталонной CAD-модели с помощью типового метода ICP среднеквадратичное отклонение всех пар ближайших точек облаков может оставаться в допустимых пределах, а расстояния между некоторыми точками моделей могут значительно возрастать.
Для более точного совмещения двух облаков предлагается вначале с помощью метода ICP точно совместить недеформированные участки. Для совмещения двух облаков точек недеформированных участков изделий учитывают только те пары точек, которые находятся на этих участках. В этом случае, применяя выражение (1), вместо Nk следует использовать  , которое соответствует количеству пар точек, соответствующих недеформированным участкам модели; где round() – округление до целого числа, η – доля пар ближайших точек с наибольшими расстояниями между ними (они находятся на деформированном участке), которые пока не учитываются при работе метода ICP. Особенности определения Nkn будут пояснены ниже.
, которое соответствует количеству пар точек, соответствующих недеформированным участкам модели; где round() – округление до целого числа, η – доля пар ближайших точек с наибольшими расстояниями между ними (они находятся на деформированном участке), которые пока не учитываются при работе метода ICP. Особенности определения Nkn будут пояснены ниже.
Указанное выше сопоставление двух недеформированных областей выполняют в управляющей ЭВМ 5 следующим образом.
1) Вначале для уменьшения количества итераций метода ICP сближают геометрические центры облаков точек M и D, являющиеся точками, координаты которых, определяются средним арифметическим соответствующих координат всех точек каждого из облаков M и D. Для этого формируют новое облако  , которое отличается от облака D только тем, что координаты всех его точек смещаются в пространстве и находятся по формуле:
, которое отличается от облака D только тем, что координаты всех его точек смещаются в пространстве и находятся по формуле:

2) Обеспечивают предварительное совмещение двух облаков M и  точек с помощью типового метода ICP.
точек с помощью типового метода ICP.
3) Если после предварительного совмещения облаков M и  выполняется неравенство E > Emax, где Emax - допустимая величина среднеквадратического отклонения, то в выражении (1) Nk заменяется на Nkn и совмещение двух облаков повторяют с помощью метода ICP уже с меньшим количеством пар ближайших точек. При этом отбрасывают пары точек с наибольшими расстояниями между ними (количество отбрасываемых пар индивидуально для каждого конкретного изделия и определяется эмпирически).
выполняется неравенство E > Emax, где Emax - допустимая величина среднеквадратического отклонения, то в выражении (1) Nk заменяется на Nkn и совмещение двух облаков повторяют с помощью метода ICP уже с меньшим количеством пар ближайших точек. При этом отбрасывают пары точек с наибольшими расстояниями между ними (количество отбрасываемых пар индивидуально для каждого конкретного изделия и определяется эмпирически).
4) Если после повторного совмещения по-прежнему справедливо неравенство E > Emax, то процедуру, указанную в предыдущем пункте, повторяют с возрастанием значения  на величину
на величину  :
:  , где p = 0, 1, 2… – номер итерации использования метода совмещения облаков точек.
, где p = 0, 1, 2… – номер итерации использования метода совмещения облаков точек.
Очередную итерацию совмещения двух облаков начинают из положения, достигнутого на предыдущей итерации. Это уменьшает количество итераций метода ICP. Указанные выше действия повторяют до тех пор, пока не будет выполняться неравенство E < Emax, то есть пока не совместятся недеформированные участки и будут окончательно выявлены края изделия, которые подверглись деформации при его закреплении.
После совмещения недеформированных областей облаков точек происходит перенос базовых точек траектории Т движения рабочего инструмента, заданной на CAD-модели изделия, на трехмерную модель изделия, закрепленного в рабочей зоне манипулятора с деформацией его края. Перенос базовых точек траектории Т выполняется следующим образом.
Вначале строится R секущих плоскостей Pr (r =), проходящих через базовые точки (r = ) траектории Т движения инструмента, заданной на CAD-модели изделия (оно представляется облаком точек D), и перпендикулярные касательным к исходной траектории в этих базовых точках, где R – количество базовых точек траектории Т. Затем на каждой секущей плоскости Pr строятся две линии, определяемые массивами  и
и  точек, соответствующих сечениям плоскостью Pr поверхностей изделия, задаваемых облаками и M. Указанные точки сечений являются проекциями на плоскости Pr точек этих облаков, находящихся вблизи от каждой из Pr.
точек, соответствующих сечениям плоскостью Pr поверхностей изделия, задаваемых облаками и M. Указанные точки сечений являются проекциями на плоскости Pr точек этих облаков, находящихся вблизи от каждой из Pr.
Для снижения влияния погрешностей построения сечений на процесс переноса базовых точек траектории T, каждый из наборов точек  и
и  предварительно фильтруется, например, с помощью способа скользящего среднего. После фильтрации от шумов получаются новые массивы
предварительно фильтруется, например, с помощью способа скользящего среднего. После фильтрации от шумов получаются новые массивы  и
и  .
.
Для поиска точки Sr на границе недеформированной и деформированной частей изделия в каждой секущей плоскости Pr выполняется расчет расстояний  между точками сечения
между точками сечения  и ближайшими к ним точками сечения
и ближайшими к ним точками сечения  , где NSM – количество точек в массиве . Если все
, где NSM – количество точек в массиве . Если все  меньше малой величины ζ, то считается, что на данном сечении деформации изделия отсутствуют и в качестве базовой точки траектории Т принимается точка
меньше малой величины ζ, то считается, что на данном сечении деформации изделия отсутствуют и в качестве базовой точки траектории Т принимается точка  . Если существуют точки, для которых
. Если существуют точки, для которых  то двигаясь по сечению
то двигаясь по сечению  от точки
от точки  ищется точка Sr, начиная с которой будет выполняться условие
ищется точка Sr, начиная с которой будет выполняться условие  .
.
Затем рассчитывается расстояние LCADr от точки Sr до точки вдоль сечения  , например, по формуле:
, например, по формуле:
 ,
,
где t, ic - индексы точек Sr и  , соответственно, в сечении
, соответственно, в сечении  , t > ic.
, t > ic.
После этого от точки Sr в сечении  откладывается расстояние LCADr вдоль этого сечения и на сечении
откладывается расстояние LCADr вдоль этого сечения и на сечении  формируется точка , которая будет соответствовать базовой точке траектории Т* движения инструмента при обработке изделия с деформированным краем (см. фиг. 2). Аналогично переносятся остальные базовые точки и формируется вся траектория Т* обработки.
формируется точка , которая будет соответствовать базовой точке траектории Т* движения инструмента при обработке изделия с деформированным краем (см. фиг. 2). Аналогично переносятся остальные базовые точки и формируется вся траектория Т* обработки.
После завершения указанной процедуры управляющая ЭВМ 5 включает режущий рабочий инструмент 2 (лазер, устройства гидроабразивного реза и др.) и система управления 4 многостепенного манипулятора 3 задает необходимый режим движения этого инструмента, обеспечивая обработку сдеформированного изделия 1 по полученной траектории Т* с требуемой точностью.
Реализация предложенного способа обработки легко деформируемых изделий не вызывает принципиальных затруднений, поскольку в качестве системы технического зрения 6 могут быть использованы типовые СТЗ (оптические и(или) лазерные сканеры, стереокамеры и др.).
Способ обработки легкодеформируемого изделия, включающий его произвольное закрепление в пространстве и обработку рабочим инструментом многостепенного промышленного робота-манипулятора, снабженного системой управления, управляющей ЭВМ и системой технического зрения, отличающийся тем, что в управляющую ЭВМ загружают CAD-модель изделия в виде исходного облака точек, при этом посредством системы технического зрения получают трехмерную модель зафиксированного в рабочей зоне робота-манипулятора обрабатываемого изделия с учетом деформации его краев в виде второго облака точек, сближают геометрические центры исходного и полученного облаков точек, выполняют предварительное совмещение этих двух облаков точек с помощью стандартного метода итерационного поиска ближайших точек ICP и оценивают качество совмещения указанных облаков точек в виде среднеквадратичного расстояния между точками в парах ближайших точек двух облаков, при этом при превышении среднеквадратичным расстоянием заранее заданного, характеризующего ошибку совмещения облаков, отбрасывают пары точек с наибольшими расстояниями между ними и повторяют совмещение указанных двух облаков с помощью метода ICP для более точного совмещения недеформированных частей изделия, причем при превышении новым среднеквадратичным расстоянием заданного отбрасывают следующие пары точек с наибольшими расстояниями между ними и процедуру повторяют, пока очередное среднеквадратичное расстояние не станет меньше заданного, строят сечения двух поверхностей, образованных двумя совмещенными облаками точек, плоскостями, проходящими через базовые точки траектории обработки изделия, перпендикулярно этой траектории, выполняют фильтрацию точек в каждом сечении, на полученных сечениях ищут участки изделия, имеющие деформацию, и переносят базовые точки траектории движения инструмента с облака точек, соответствующего CAD-модели, на облако точек, соответствующее деформированному изделию, путем поиска в каждом сечении такой точки деформированного изделия, которая находится от точки, соответствующей началу деформированного участка, на расстоянии, равном расстоянию вдоль сечения CAD-модели от точки начала деформации до базовой точки траектории движения инструмента.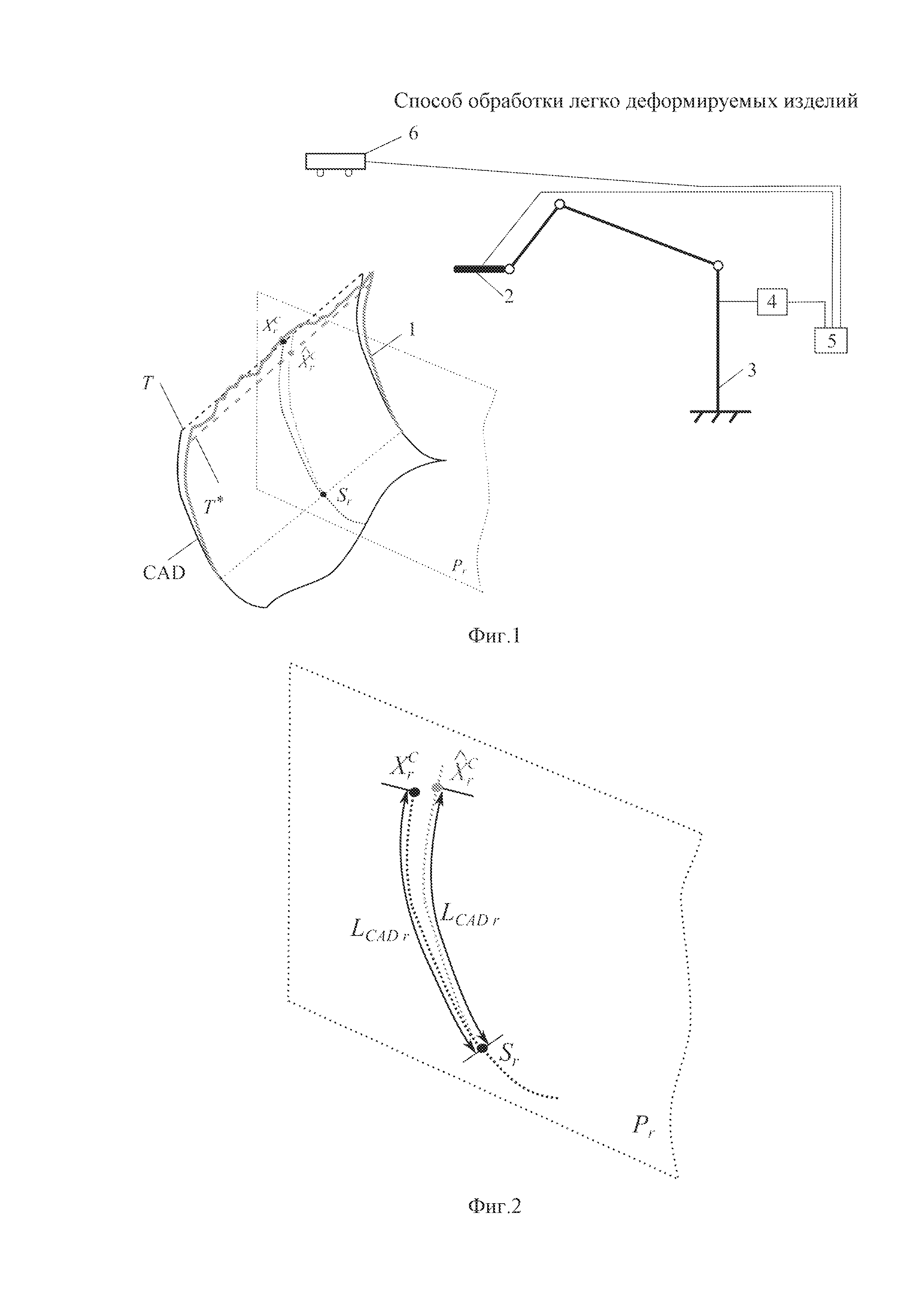
Светильник
Электромашина
Способ диагностики хламидиоза
Электропроводящий бетон
Светильник
Узел соединения балок
Способ сорбционной очистки водных сред от растворенного урана
Способ измерения концентрации аэрозольных частиц в атмосфере
Состав для производства хлебобулочных изделий
Способ оценки формы измеренной поверхности
Самонастраивающийся электропривод манипулятора
Самонастраивающийся электропривод манипулятора

