Результат интеллектуальной деятельности: Способ ремонта корпусных конструкций
Вид РИД
Изобретение
Изобретение относится к области строительства и сварочного производства, в частности к ремонту корпусных конструкций, например стенок резервуаров из низкоуглеродистых и низколегированных сталей дуговыми методами сварки.
Известно изобретение на «Способ сварки корпусных конструкций из стали типа АК» (RU патент №2089363, кл. В23K 9/22, публ. 1998 г). Сущность способа заключается в том, что сварку выполняют на постоянном токе обратной полярности. Для уменьшения остаточных и угловых деформаций в многопроходных швах стыковых соединений заполнение разделки кромок осуществляют в следующей последовательности: при сварке криволинейных швов вначале полностью заваривают шов с внутренней стороны обшивки, а потом полностью заваривают шов с наружной стороны обшивки, при сварке прямолинейных швов вначале заполняют разделку со стороны набора заподлицо с основным металлом, потом после строжки и зачистки заваривают шов с другой стороны. Автоматическую и полуавтоматическую сварку под флюсом применяют в нижнем положении. Ручную и полуавтоматическую сварку швов и подварку корня шва производят с разбивкой каждого технологического участка.
Недостатком данного способа является то, что при сварке по замкнутому контуру уровень снижения остаточных деформаций и напряжений является недостаточным и происходит изгиб металла с образованием гофр, которые снижают надежность сварки.
Технический результат, достигаемый настоящим изобретением, заключается в повышении надежности сварочных работ за счет снижения уровня остаточных сварочных деформаций и напряжений.
Технический результат достигается за счет того, что в способе ремонта корпусных конструкций, включающем разметку и вырезку в дефектной зоне на стенке корпусной конструкции технологического окна с размерами, соответствующими размерам листовой ремонтной вставки, установку листовой ремонтной вставки с зазором между свариваемыми кромками по ее периметру, которые выполнены с симметричной двухсторонней разделкой с шириной раскрытия 0,5-1,0 от толщины листовой ремонтной вставки, фиксацию листовой ремонтной вставки с помощью временных фиксирующих монтажных приспособлений, и осуществление сварки с тепловложением в металл от 0,4 до 0,8 кДж/мм, при этом проводят предварительный подогрев свариваемых кромок от 130 до 170°С в течение 15-25 минут на ширине 50-100 мм от торцов свариваемых кромок, а в процессе сварки формируют сварное соединение путем симметричного наложения сварных валиков высотой от 1,0 до 2,0 мм по контуру листовой ремонтной вставки с внутренней и обратной ее стороны от центра к краям обратноступенчатым способом без поперечных колебаний электрода, а величину сварочного тока выбирают в диапазоне, составляющим 25-42 от диаметра электрода, причем при наложении сварных валиков осуществляют контроль межслойной температуры на ширине не более 30 мм от границы разделки свариваемой кромки с ее поддержанием от 130 до 170°С, после завершения формирования сварного соединения охлаждают его со скоростью не более 40°С/с до температуры 130°С путем непрерывного сопутствующего подогрева, а дальнейшее охлаждение сварного соединения выполняют до температуры от 30 до 70°С путем укрытия теплоизолирующими поясами, после чего осуществляют термическую обработку сварного соединения по режиму высокого отпуска.
Данное изобретение применяется для ремонта вертикальных и горизонтальных сварных соединений корпусных конструкций, в частности, резервуаров, при ремонте вертикальных стенок с помощью листовых вставок.
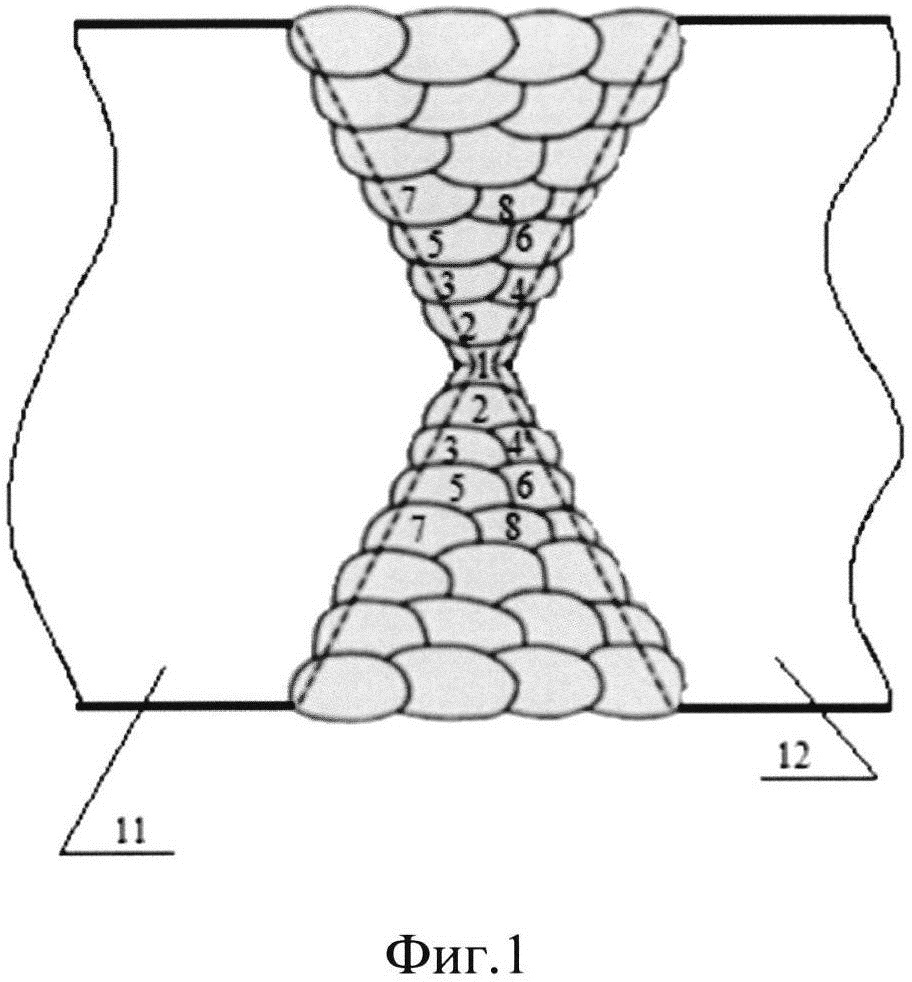
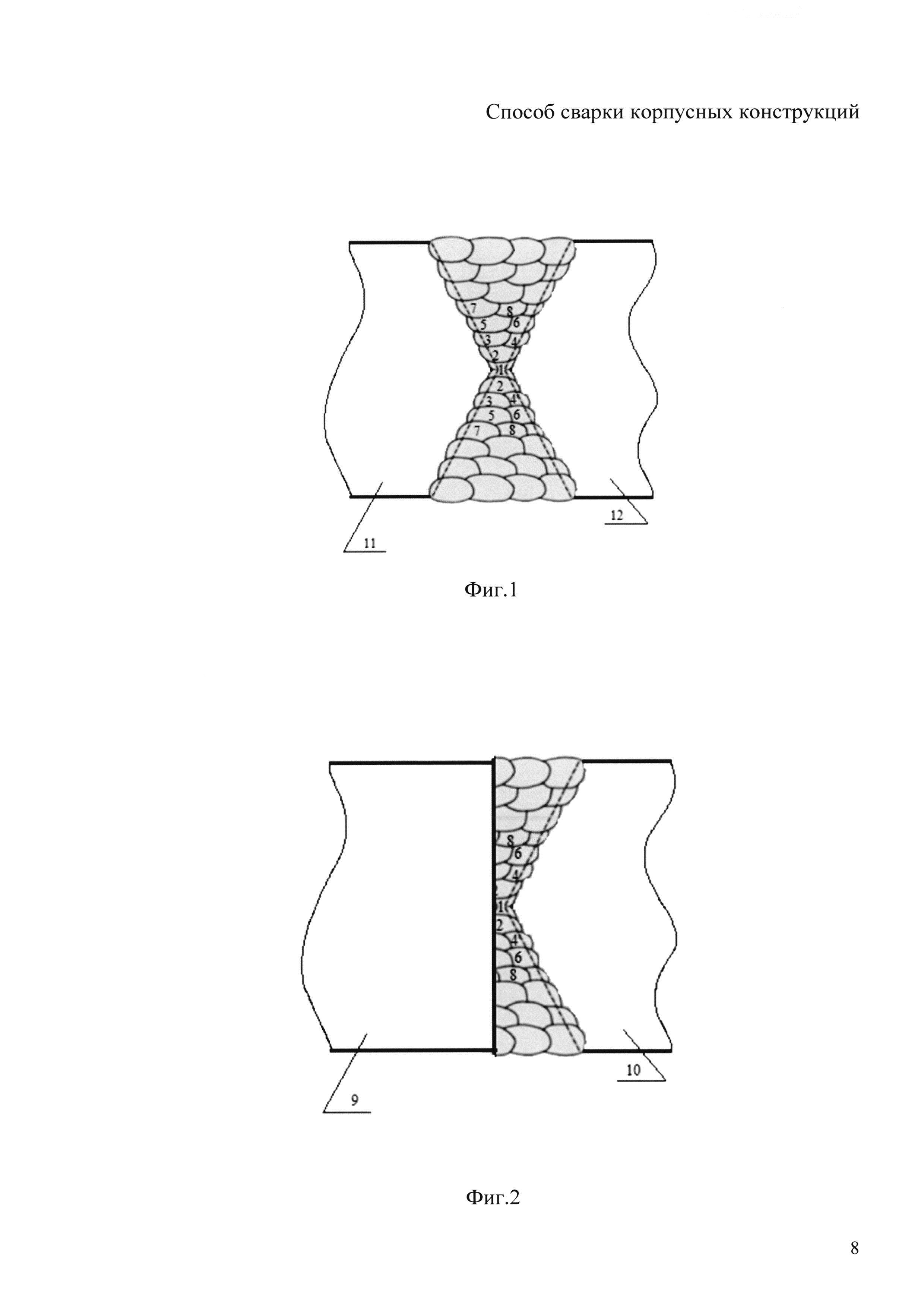
Способ поясняется чертежами, на которых представлена последовательность операций: на фиг. 1 - последовательность наложения валиков при сварке вертикальных швов, на фиг. 2 - схема сварки горизонтальных швов, на фиг. 3 - схема сварки горизонтальных швов, на фиг. 4 - схема сварки вертикальных швов.
На изображениях даны следующие обозначения: 1-8 - порядок наложения сварных валиков на участках сварных соединений (фиг. 1, 2), 9, 11 - стенка корпусной конструкции (резервуара), 10, 12 - листовая ремонтная вставка. Кроме того, на фиг. 3, 4 показан порядок сварки участков сварного соединения c1 по 8.
Способ ремонта корпусных конструкций осуществляют следующим образом. На стенке резервуара, в дефектной зоне, размечают и вырезают технологическое отверстие с размерами, соответствующими размерам листовой ремонтной вставки и устанавливают листовую ремонтную вставку. При этом листовую ремонтную вставку устанавливают с зазором между свариваемыми кромками по ее периметру, которые выполнены с симметричной двухсторонней разделкой с шириной раскрытия 0,5-1,0 от толщины листовой ремонтной вставки. Листовую ремонтную вставку фиксируют с помощью временных фиксирующих монтажных приспособлений и выполняют сварку с тепловложением в металл от 0,4 до 0,8 кДж/мм. При этом проводят предварительный подогрев свариваемых кромок от 130 до 170°С в течение 15-25 минут на ширине 50-100 мм от торцов свариваемых кромок. В процессе сварки формируют сварное соединение путем симметричного наложения сварных валиков высотой от 1,0 до 2,0 мм по контуру листовой ремонтной вставки с внутренней и обратной ее стороны от центра к краям обратноступенчатым способом при отсутствии поперечных колебаний электрода. Величину сварочного тока выбирают в диапазоне, составляющем 25-42 от диаметра электрода. При этом при наложении сварных валиков осуществляют контроль межслойной температуры на ширине не более 30 мм от границы разделки свариваемой кромки с ее поддержанием от 130 до 170°С. Далее сварное соединение охлаждают со скоростью не более 40°С/с путем непрерывного сопутствующего подогрева, дальнейшее охлаждение сварного соединения выполняют до температуры от 30 до 70°С путем укрытия теплоизолирующими поясами, после чего выполняют послесварочную термическую обработку сварного соединения по режиму высокого отпуска.
Следует отметить, что следующие параметры обеспечивают:
- тепловложение в металл от 0,4 до 0,8кДж/мм - снижение диаметра сварочных электродов, контроль за величиной сварочного тока, симметричную двухстороннюю разделку свариваемых кромок, ограничение объема сварочных валиков, контроль температуры между сварочными валиками;
- симметричная двухсторонняя разделка кромок с шириной раскрытия от 0,5 до 1,0 толщины стенки листа и симметричное наложение валиков высотой от 1,0 до 2,0 мм по контуру листовой ремонтной вставки с внутренней и обратной ее стороны позволяет равномерно распределять сварочные деформации и напряжения по сечению сварного соединения (стыка);
-выбор величины сварочного тока в диапазоне, составляющем 25-42 от диаметра электрода, обеспечивает получение оптимального тепловложения в металл;
- предварительный подогрев свариваемых кромок стыков от 130 до 170°С в течение 15-25 минут на ширине 50-100 мм от торцов свариваемых кромок приводит к предотвращению образования горячих трещин при сварке;
- контроль температуры между сварными валиками от 130 до 170°С на ширине не более 30 мм от границы разделки свариваемых кромок, дальнейшее охлаждение сварного соединения со скоростью не более 40°С/с путем непрерывного сопутствующего подогрева, выполнение охлаждения стыкового шва от температуры 130°С путем укрытия теплоизолирующими поясами до температуры от 30 до 70°С позволяет получить микроструктуру металла с оптимальными механическими свойствами в части пластичности, вязкости и твердости.
Сварка выполняется электродами типа Э50А по ГОСТ 9466-75, ГОСТ 9467-75 с последовательным наложением валиков и контролируемым тепловложением.
С целью определения работоспособности конструкции и ее оптимальных характеристик были проведены натурные опытные работы в производственных условиях при температурах окружающего воздуха до минус 10°С включительно. Таким образом все приведенные в описании и формуле настоящего изобретения режимные величины, касающиеся температурных интервалов, временных и размерных, получены авторами экспериментально.
На вертикальную стенку резервуара 9, 10 с предварительно вырезанным технологическим отверстием приваривалась листовая ремонтная вставка 10, 12 размером 300×600 мм с соотношением сторон 1:2 с закругленными углами.
Неразрушающий контроль показал отсутствие дефектов сварочного происхождения, а также механических повреждений и трещин.
В результате были установлены параметры технологии сварки, указанные в таблице 1.


Применение предложенного способа обеспечивает снижение уровня послесварочных деформаций и напряжений в сварных соединениях, и поэтому способ может быть использован при выполнении работ на корпусных конструкциях, в частности, на резервуарах.
Способ ремонта корпусных конструкций, включающий разметку и вырезку в дефектной зоне на стенке корпусной конструкции технологического окна с размерами, соответствующими размерам листовой ремонтной вставки, установку листовой ремонтной вставки с зазором между свариваемыми кромками по ее периметру, которые выполнены с симметричной двухсторонней разделкой с шириной раскрытия 0,5-1,0 от толщины листовой ремонтной вставки, фиксацию листовой ремонтной вставки с помощью временных фиксирующих монтажных приспособлений и осуществление сварки с тепловложением в металл от 0,4 до 0,8 кДж/мм, при этом проводят предварительный подогрев свариваемых кромок от 130 до 170°С в течение 15-25 мин на ширине 50-100 мм от торцов свариваемых кромок, а в процессе сварки формируют сварное соединение путем симметричного наложения сварных валиков высотой от 1,0 до 2,0 мм по контуру листовой ремонтной вставки с внутренней и обратной ее стороны от центра к краям обратноступенчатым способом без поперечных колебаний электрода, а величину сварочного тока выбирают в диапазоне, составляющем 25-42 от диаметра электрода, причем при наложении сварных валиков осуществляют контроль межслойной температуры на ширине не более 30 мм от границы разделки свариваемой кромки с ее поддержанием от 130 до 170°С, после завершения формирования сварного соединения охлаждают его со скоростью не более 40°С/с до температуры 130°С путем непрерывного сопутствующего подогрева, а дальнейшее охлаждение сварного соединения выполняют до температуры от 30 до 70°С путем укрытия теплоизолирующими поясами, после чего осуществляют термическую обработку сварного соединения по режиму высокого отпуска.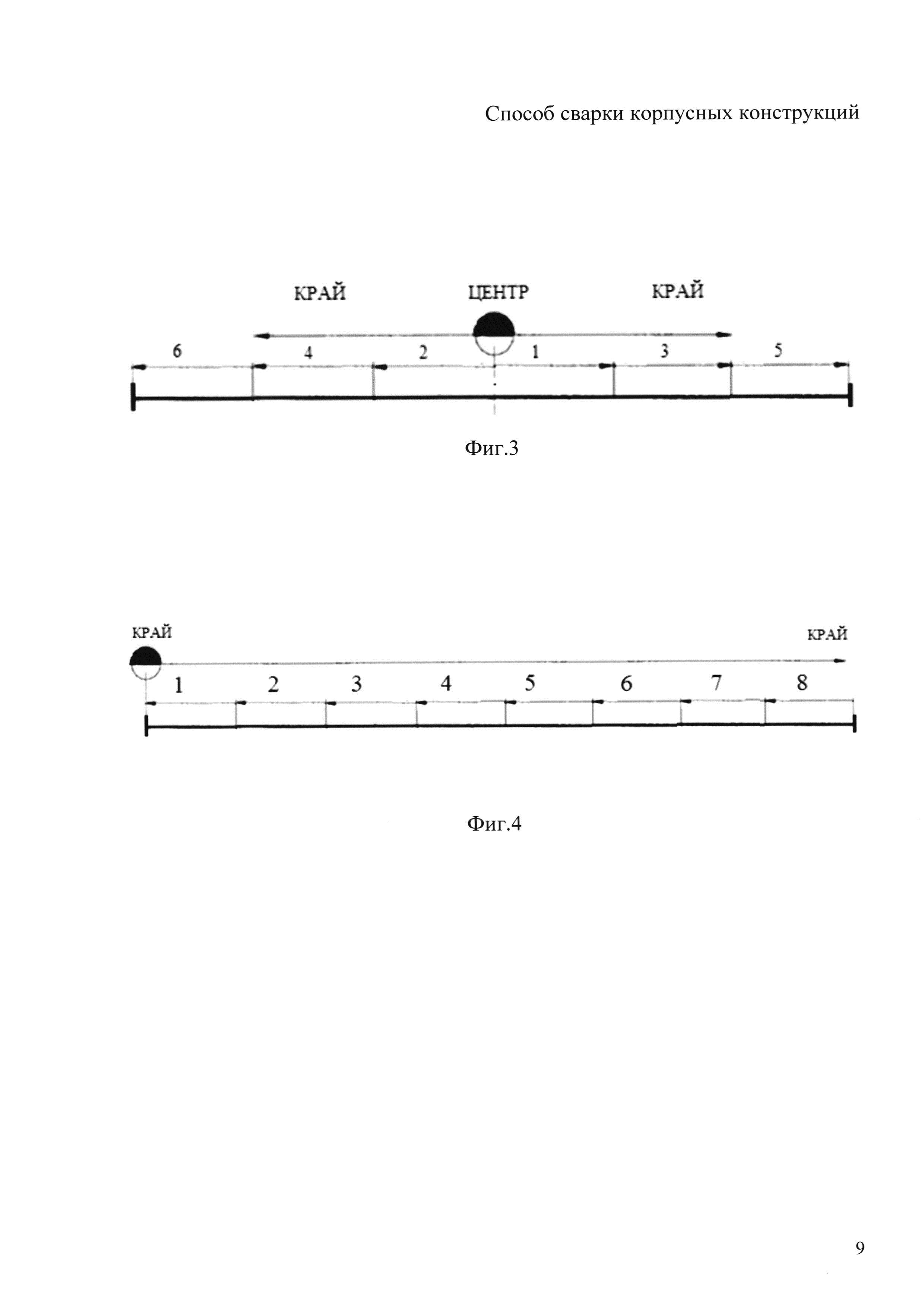
Способ внутритрубного ультразвукового контроля сварных швов
Способ монтажа теплоизоляционного покрытия подземного трубопровода в трассовых условиях и сборная конструкция теплоизоляционного покрытия подземного трубопровода для монтажа в трассовых условиях
Теплоизоляционное покрытие подземного трубопровода для монтажа в трассовых условиях
Система автоматического управления технологическими процессами отопительной установки
Сейсмостойкая неподвижная опора трубопровода, узел соединения катушки трубопровода с ростверком опоры трубопровода для сейсмостойкой неподвижной опоры трубопровода и продольное демпферное устройство для сейсмостойкой неподвижной опоры трубопровода
Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне
Внутритрубный ультразвуковой дефектоскоп
Способ компенсации погрешности измерения пройденной дистанции одометрической системой вип с приведением диагностических данных к паспортным длинам трубных секций
Способ изготовления сферообразных двухслойных изделий из полиуретана
Биосорбент для очистки почвы и воды от нефти и нефтепродуктов
Способ дуговой сварки велдолетов из аустенитных сталей к трубопроводу из низкоуглеродистых и низколегированных сталей
Способ определения протяженности и очередности замены участков линейной части магистральных трубопроводов
Способ приварки ремонтной конструкции к трубопроводу
Способ определения прочностных свойств низкоуглеродистых сталей
Способ ремонта стенки резервуара
Стенд для проведения испытаний дыхательных и предохранительных клапанов резервуаров с нефтью и нефтепродуктами
Способ изготовления конструкции узла сопряжения днища резервуара с его стенкой

